Применение полимерных покрытий позволяет защитить металлические поверхности от коррозии, механических повреждений, внешних, химических и других воздействий. Они представляют собой порошкообразные вещества на основе различных смол и полимеров.
Для создания полимерных покрытий применяются следующие материалы:
- Пластизоль
- Полиэстер
- Пурал
- ПВДФ
Рассмотрим их подробнее.
Пластизоль
В состав данного покрытия входит поливинлхлорид (ПВХ) и вещества-пластификаторы. Слой нанесенного материала составляет 200 мкм, благодаря чему обеспечивается очень высокая степень защиты от механических воздействий. Помимо этого, ПВХ устойчив к агрессивным погодным условиям и химическим веществам.

Существует ограничение на применение пластизола в жарком климате, что обусловлено низкой термостойкостью покрытия – да +80 °C. Такое покрытие также склонно к быстрому выцветанию, поэтому для него используются только светлые тона, которые обладают высокими светоотражающими свойствами, меньше нагреваются и выгорают.
Покрытия на основе пластизола применяются для создания тисненых, фактурных оснований и штампованных рисунков. Благодаря таким декоративным свойствам они могут образовывать древесную, кожаную и другие виды текстур.
Полиэстер
Полиэстеровые покрытия – самая дешевая и распространенная разновидность материалов. Они медленно выгорают, что позволяет им длительное время сохранять свой цвет, и устойчивы к воздействию ультрафиолета. Такие покрытия обладают высокими антикоррозионными свойствами и не разрушаются от перепадов температур.

Отрицательной чертой полиэстера является невысокая прочность, которая является побочным эффектом тонкого слоя материала на поверхностях. Материал очень легко царапается и повреждается. Решить это возможно посредством обработки кварцевым песком. Но такая дополнительная процедура сделает процедуру нанесения дороже.
Существует две разновидности полиэстеровых покрытий: глянцевая и матовая. Они различаются только по свойствам. Матовое покрытие имеет шероховатую поверхность, может применяться для имитации текстуры и рельефа древесины, кирпича или камня, наносится толстым слоем, поэтому, в отличие от глянцевого, срок службы такого материала может достигать до 40 лет.
Пурал
Для изготовления пурала используется полиуретан и модифицированный полиамид. Данное покрытие имеет шелковисто-матовую поверхность и отличается невосприимчивостью к резким температурным передам и высокой термостойкостью.
Это очень долговечный материал – он может прослужить до 50 лет. Не смотря на тонкий слой (до 50 мкм), пурал очень трудно повредить. Помимо этого, данный вид покрытий не выцветает и выдерживает длительное воздействие агрессивных веществ.

Из минусов пурала можно выделить высокую стоимость и меньшую, чем у пластизоля, стойкость к пластическим деформациям. Но, несмотря на это, данный материал более оптимален по соотношению характеристик и стоимости.
Покрытия на основе пурала применяются на производствах кровельных элементов из оцинкованного металла. Они имеют красивый внешний вид, устойчивы к воздействию ультрафиолета и прекрасно защищают от коррозии.
ПВДФ
ПВДФ (полвинилденфторид) – одно из популярных видов полимерных покрытий. В его состав входит поливинилхлорид (80 %) и акрил (20 %). Благодаря стойкости к выцветанию и блестящей поверхности ПВДФ используется в декоративных целях: для придачи основаниям эффекта «металлик, глянцевого блеска, серебристых или медных металлических оттенков.

Покрытие обладает очень высокой стойкостью к механическим повреждениям и имеет наибольший срок службы. Оно также подходит для обработки изделий, работающих в агрессивных условиях.
Особый вид полимерных покрытий – антифрикционные твердосмазочные покрытия (АТСП). Они похожи на краски, но краситель в них заменен на мельчайшие истицы твердых смазок, распределенных по объему связующего вещества и растворителя.
Для производства полимерных АТСП используется политетрафторэтилен (тефлон, ПТФЭ), дисульфид молибдена, графит и другие твердосмазочные вещества. В качестве связующего могут выступать как органические, так и неорганические материалы: титанат, эпоксидная смола, акриловые, полиамид-имидные, фенольные и т.п. компоненты.
В России разработкой и изготовлением таких материалов занимается компания «Моделирование и инжиниринг». В линейку продукции входят антифрикционные твердосмазочные покрытия, предназначенные для решения различных задач, очистители и специальные растворители.
Полимерные покрытия MODENGY – MODENGY 1010, MODENGY 1011, MODENGY 1014 и другие – отлично зарекомендовали себя в подшипниках скольжения, направляющих скольжения, зубчатых передачах, других средне- и тяжелонагруженных узлах трения скольжения, крепеже и резьбовых соединениях, деталях двигателей транспортных средств (штоки клапанов, юбки поршней, дроссельные заслонки, коренные вкладыши, шлицевые соединения), трубопроводной арматуре, металлических и пластиковых элементах автомобильной техники (скобы, пружины, петли, замки, механизмы регулировки и т.п.), а также других парах трения металл-полимер, металл-резина, металл-металл, полимер-полимер.

Преимущества полимерных покрытий MODENGY:
- Работоспособность в запыленной среде, вакууме и радиации
- Низкий коэффициент трения
- Высокие противоизносные, антикоррозионные и противозадирные свойства
- Широкий диапазон рабочих температур
- Устойчивость к кислотам, органическим растворителям, щелочам и прочим химикатам
- Способность создавать на деталях тонкий защитный слой, практически не меняющий их исходный размер
Полимерные покрытия MODENGY позволяют эффективно управлять трением, повысить ресурс и эффективность оборудования, обеспечить поверхностям деталей необходимый набор защитных и триботехнических свойств.
Благодаря применению АТСП MODENGY можно полностью отказаться от пластичных масел и смазок. Технология твердой смазки позволяет создать узел трения, которому не требуется обслуживания. Антифрикционные покрытия наносятся однократно и обеспечивают смазывание и защиту различных деталей в течение всего срока их службы.
К полимерным покрытиям предъявляют достаточно серьезные требования. Во-первых, они должны обладать очень высоким сцеплением с поверхностью, так как они связываются с металлическим основанием на молекулярном уровне, а не просто его покрывают. Второе – устойчивость к различным деформациям, которая не позволяет покрытию разрушиться при механических воздействиях.
В-третьих, такие материалы не должны терять своих свойств при длительном воздействии воды, щелочей, растворителей, различных химикатов, высоких температур, УФ-излучения. Если покрытие отвечает всем этим запросам, область его применения существенно расширяется.
Преимущества:
- Возможность выбрать практически любой цвет
- Высокая адгезия
- Экологичность
- Высокая прочность
- Термостойкость
- Устойчивость к агрессивным веществам и воде
- Непроницаемость
- Диэлектрические свойства
- Эстетичность
Поговорим о минусах полимерных покрытий. Главный из них – высокая стоимость, которая складывается из количества материала и применения специального оборудования. Но, наряду с этим, полимерный слой наносится на весь срок эксплуатации, а также не требует обновления или подкрашивания слоя. Поэтому окупаемость такого покрытия происходит очень быстро.

Сложное удаление с поверхности, в то же время, является и минусом. От них очень сложно очистить основания деталей, так как полимерные составы слабовосприимчивы к механическому воздействию и химикатам.
Ввиду того, что специальных очистителей для удаления подобных материалов не существует, просто так стереть такой слой не получится. Это также обусловлено связью полимерного покрытия с поверхностью на молекулярном уровне.
Чтобы его удалить, потребуется специальный инструмент.
Полимерные покрытия не получится нанести самостоятельно. Технологический процесс включает в себя применение определенного оборудования, которое можно найти только на предприятиях или специалистов, занимающихся выполнением подобных работ. При попытке нанесения с использованием подручных средств ничего не получится, а израсходованные средства будут потрачены впустую.
Ну и последний минус – нанесение полимерных покрытий, кроме антифрикционных, возможно только на металлы, которые хорошо проводят электричество. Это обусловлено применением технологии магнитной индукции для создания слоя покрытия.
Оборудование играет главную роль при нанесении, особенно краскопульт. Его особенность состоит в том, что кроме распыления материала, он заряжает его электричеством.
На окрашиваемую деталь подается отрицательный заряд, а на бак краскопульта – положительный. Магнитная индукция возникает при контакте краски и поверхности покрываемого элемента.
По своей природе она схожа с дуговой сваркой при замыкании электрода.
Нанесение состоит из нескольких этапов. Их качество напрямую зависит от умений маляра. Даже малейшие отклонения от технологии могут привести к порче изделий, а также полностью лишить полимерное покрытие рабочих характеристик.
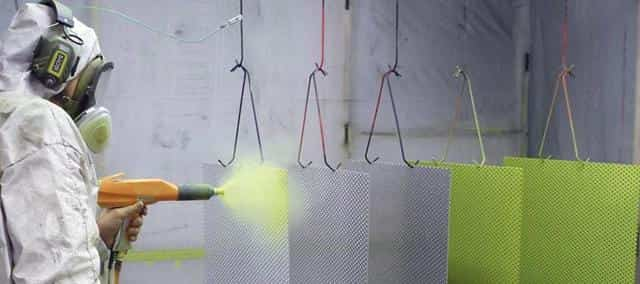
В первую очередь производится подготовка окрашиваемых поверхностей. С них нужно удалить все возможные загрязнения и окислы, а затем обезжирить. Участки деталей, которым не требуется окраска, закрываются.
Следующий этап – нанесение. Сюда входит грунтование, окрашивание и лакирование. Все эти действия выполняются в специальных камерах, которые изолированы от проникновения пыли и других частиц.
Сама камера должна иметь хорошее освещение, так как мастеру в процессе работы нужно видеть поверхность детали при любом ракурсе, чтобы правильно нанести покрытие. Сами детали подвешиваются на специальных крюках и на них подается отрицательный заряд. После этого следует нанесение.
Вследствие того, что по технологии покрытие следует нанести одним слоем за один раз, этот процесс занимает очень много времени. При каких-либо паузах при нанесении полимерный слой будет неравномерным.

Далее следует отверждение покрытия. Детали медленно нагреваются в специальной камере с максимальной температурой +200 °C в течение 60 минут. Время и температура зависят от слоя.
Так, например, для грунта нужно меньше времени и невысокие температуры, чем для отверждения лака. Правильность полимеризации также зависит от скорости повышения температуры в печи.
Все дело в том, что при нагреве краска растекается по поверхности изделий и заполняет все труднодоступные места, а для этого нужно медленное и равномерное нагревание.
На следующем этапе детали охлаждаются. Для этого температура постепенно снижается до +100 °C. Для этого не требуется специальных приспособлений, так как печь остывает без постороннего вмешательства. При резком падении температуры до 100 °C покрытие на поверхности деталей может растрескаться. По этой же причине запрещается открывать печь.
После охлаждения изделий они извлекается из печи и доставляются в камеру покраски для напыления следующего слоя покрытия. Последний слой – декоративный, и его нанесение необязательно. Он лишь усиливает эстетичные свойства краски, а для обеспечения оптимальных защитных параметров достаточно двух слоев покрытия.
Возврат к списку
Покрытия из сверхвысокомолекулярного полиэтилена на металл и бетон
Применение покрытий на основе сверхвысокомолекулярного полиэтилена.Нанесение полимерных покрытий на различные поверхности.
СВМПЭ может применяться для нанесения различных покрытий на поверхности деталей машин, механизмов оборудования различных отраслей:
- Нанесение антифрикционных покрытий
- Нанесение защитных покрытий на поверхности из различных материалов
- Нанесение антиобледенительного слоя
- Восстановление деталей машин и механизмов общемашиностроительного профиля
- Изготовление покрытий уменьшающих коэффициент трения
СВМПЭ обладает высокой прочностью и ударной вязкостью в широком диапазоне температур, очень высокой химической стойкостью к различным агрессивным средам, высокой светостойкостью, высокой износостойкостью, имеет низкие коэффициенты трения по различным поверхностям, высокую адгезию к металлу и бетону.
Нанесение покрытий из СВМПЭ осуществляется методом газопламенного напыления с использованием переносных установок.
Объекты для нанесения защитного покрытия:
- Плоские бетонные и металлические поверхности
- Металлоконструкции
- Трубопроводы
- Формы и резервуары и др.
| Нанесение полимерных покрытий на поверхность |
Так, было разработано применение покрытий на основе сверхвысокомолекулярного полиэтилена для обеспечения следующих задач:
- для защиты внутренних поверхностей железнодорожных грузовых вагонов от примерзания различных грузов (щебень, уголь и т.п.);
- дляобеспечения гидроизоляции бетонных и железобетонных поверхностей (резервуаров);
Полимерные покрытия
Для защиты металлов от коррозии широкое применение находят полимерные покрытия.
Они не только защищают металл от коррозионных и прочих химических воздействий, но и придают изделию отличные электроизоляционные, декоративные, антисептические и другие свойства.
По сравнению с лакокрасочным и эмалевым полимерные покрытия имеют ряд преимуществ. Они более прочны, эластичны, лучше связаны с металлом; в процессе эксплуатации стираются и растрескиваются значительно меньше, чем эмали.
Металлопласты состоят из основы, металлической подложки и полимерного покрытия. Материалами основы чаще всего являются стальные или алюминиевые листы, придающие металлопластом необходимую прочность и жесткость.
Достоинство стальных листов — высокая прочность и незначительный по сравнению с алюминием коэффициент температурного расширения.
По сравнению со стальными алюминиевые листы имеют незначительную массу и более гладкую поверхность, более высокую стойкость в кислой среде и промышленной атмосфере.
В качестве металлической подложки в металлопластах используется цинковое покрытие, получаемое методом погружения в расплавленный металл или электрогальванизацией. Толщина электролитического цинка редко превышает 8-10 мкм. Особенно важна оцинковка на торцах и около отверстий, где полимерные покрытия могут отсутствовать.
К полимерным покрытиям предъявляются чрезвычайно высокие требования. Пластик должен быть стоек к истиранию, ударным нагрузкам, действию химических реагентов, температурным и климатическим условиям эксплуатации.
Последнее требование является очень важным, поскольку все полимерные материалы в большей или меньшей мере подвержены атмосферному старению.
При старении значительно ухудшаются диэлектрические свойства полимера, изменяется естественная окраска и снижается устойчивость к действию различных химических реагентов.
Кроме вида полимера, используемого при изготовлении металлопласта, очень важным является выбор типа (состояния) материала, изготовленного для нанесения на металл. Применяются четыре типа: пластизоль, органозоль, готовая пленка, порошок.
Пластизоль — это свободная или почти свободная от растворителей смола, дисперсированная в веществах, называемых пластификаторами. Пластизоль имеет пастообразный вид и применяется для нанесения толстых (свыше 80 мкм) покрытий. Наличие пластификаторов придает поверхности из пластизолевого покрытия относительную мягкость.
В органозоле количество пластификаторов меньше, а растворителя больше. Толщина покрытия органозолем составляет 30-50 мкм. Поверхность покрытия в этом случае тверже, чем при нанесении пластизоля.
Покрытие пленкой имеет ограниченное применение. Оно используется для изделий, эксплуатирующихся преимущественно внутри помещений, с целью улучшения декоративных свойств. Толщина пленки составляет 50-500 мкм.
Порошкообразные вещества, используемые для покрытий, относятся к системе покрытий без растворителя. Достоинством этого вида покрытия является полноценное использование материала и возможность доведения толщины покрытий до 150 мкм при отсутствии пористых участков и трещин.
Наиболее широко распространен в качестве покрытия для металлов поливинилхлорид (ПВХ). Он обладает рядом ценных качеств. Поливинилхлоридное покрытие позволяет получать толщины широкого диапазона и цветовой гаммы.
Оно стойко к кислотам, щелочам, растворителям, имеет хорошие диэлектрические свойства, довольно высокую прочность и эластичность. Недостатком ПВХ является низкая теплостойкость. Максимальная температура длительной эксплуатации +80 ºС, кратковременная +100 ºС.
Применяются три основных типа виниловых покрытий: органозоли, пластозоли и пленки.
Применение органозолей и пластозолей обусловлено их высокими физико-механическими свойствами, атмосферостойкостью, химической стойкостью и хорошей антикоррозионной защитой.
Большим достоинством этих материалов является высокое содержание сухого вещества (в пластиках 95-100 %, в органозолях до 60 %), что позволяет при нанесении одного-двух слоев материала получать покрытия толщиной 60-300 мкм и более (пластизоли) и 50-80 (органозоли).
Пленочный ПВХ — это пластифицированная поливинилхлоридная смола с добавлением стабилизаторов, наполнителей и пигментов. Молекулы пластификатора, распределяясь между молекулами полимера, уменьшают силы сцепления в пленке (отсюда снижается прочность пленки) и придают молекулам полимера большую свободу передвижения. При этом повышается эластичность пленки.
Кроме пленок ПВХ в качестве покрытий применяются полиэтиленовые пленки. У них высокое сопротивление большинству агрессивных сред и их паров, растворителей, масел и т. п. Полиэтилен
незначительно адсорбирует влагу, в него почти не проникают водяные пары (примерно в 10 раз меньше, чем в поливинилхлоридные пленки). Диэлектрические свойства также намного превосходят показатели поливинилхлорида. Полиэтиленовая пленка практически не горит, а при высоких температурах только плавится.
2. Способы нанесения полимерных покрытий
Разработаны и реализованы следующие основные технологические принципы получения металлопластов:
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
- плакирование полимерной пленкой металла, предварительно покрытого адгезионным подслоем;
- плакирование металла полимерной пленкой, в состав которой входят компоненты, обеспечивающие прочную и долговечную связь покрытия с подложкой;
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
Технологическая схема процесса покрытия листовой стали и алюминия включает следующие основные группы операций:
- подготовка поверхности полосы;
- нанесение, полимерных покрытий и отделку поверхности покрытия.
Для нанесения покрытий типа пластизолей и органозолей применяются валковые машины (рис. 6.7). Наносимый материал, находящийся в желобе между двумя дозирующими валками 3, 4, захватывается и передается непосредственно на формообразующий валок 2. Зазор между дозирующим валком и формообразующим определяет толщину слоя покрытия металлической ленты 1.
Рисунок 6.
7 — Схема валковой машины для нанесения покрытий: 1 — металлическая лента; 2 — наносящий валок;3 — дозирующие валки; 4 — опорный валок
Валковые машины обеспечивают высокую скорость процесса нанесения покрытия (до 90 м/мин) и применяются для непрерывной обработки лент и рулонов.
Эти машины включают несколько валковых агрегатов; позволяют без остановки всей машины переходить на формование покрытий другого типа, разных толщин, а также покрывать обе стороны металла.
Валковые машины обычно размещают в отдельных изолированных боксах, где создается повышенное давление воздуха (0,7 МПа).
После нанесения на полосу пластизоля она поступает в сушильные печи, где происходит удаление растворителя. Время сушки в зависимости от материала и толщины покрытия, скорости движения ленты составляет 0,5 до 2 мин.
Плакирование металла полимерной пленкой осуществляется по следующей технологической схеме: подача ( сматывание с рулона) металла, подготовка поверхности металла, нанесение подслоя ( грунта) с одной или обеих сторон, нанесение основного ( отделочного) слоя покрытия, сушка, сматывание в рулоны.
Предварительная подготовка поверхности может включать щеточную обработку, химическое или электролитическое обезжиривание, травление, промывку.
Однако предварительная обработка металлических поверхностей может быть недостаточна для надежного сцепления термопластов. Необходимо еще нанесение слоя грунта, в качестве которого применяются сополимеры термопластичных и термореактивных смол.
Термореактивная часть сополимера хорошо сцепляется с металлом, а термопластичная перемещается по поверхности и хорошо совмещается с наносимым термореактивным покрытием. Толщина грунтового слоя зависит от состава и может изменяться от 50 мкм до 0,3 мм.
Схема установки для нанесения покрытия представлена на рисунке 6.8.
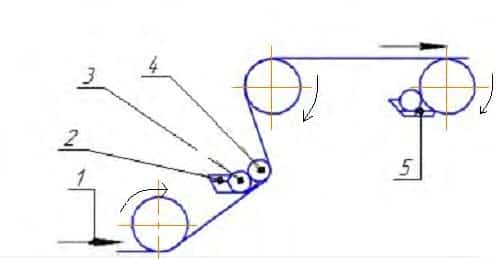
Рисунок 6.
8 – Схема установки для нанесения покрытия: 1 — покрывающий валок; 2 — емкость с грунтом; 3 -вспомогательный валок; 4 — натяжной валок; 5 — устройство для нанесения покрытия на нижнюю сторону полосы
Металл после грунтовки имеет температуру 160 ºС, пленка при этом тоже может быть нагрета до 40-50 ºС. Накладывается пленка двумя валками, покрытыми резиной (рис. 6.9). Скорость наложения может быть от 6 до 30 м/мин.
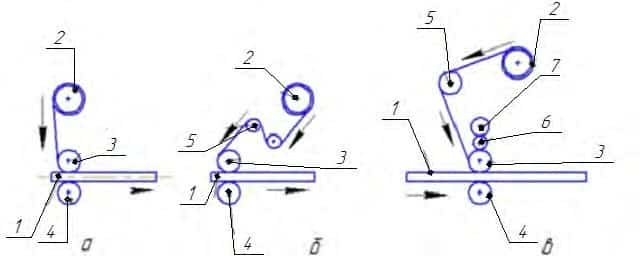
Рисунок 6.
9 — Схемы расположения валков для покрытия металлической ленты полимерными пленками: а — без натяжных роликов; б- с натяжными роликами; в — с натяжным и нижним опорным роликом; 1 — лента; 2 — разматыватель с рулоном пленки; 3 — накатывающий валок; 4 — опорный валок; 5 — натяжной ролик; 6 -промежуточный ролик; 7 — верхний опорный валок
Нанесение порошковых полимеров на поверхность металлических материалов может осуществляться различными способами, основным из которых является электростатический.
Сущность электростатического способа напыления состоит в том, что заряженные частицы полимера под воздействием сил электрического поля движутся к изделию и осаждаются на его поверхности. Между напыляемым изделием и распылителем создается поле высокого напряжения, в котором частицы полимера электризуются.
Заряженные частицы образуют облако, которое осаждается на поверхности изделия. В зависимости от величины напряжения и давления воздуха частицы имеет различную степень проникновения в углубления изделия и разную рассеивающую способность. Порошок не осевший на изделие улавливается регенерирующим устройством и вновь используется.
Способом электростатического напыления наносят порошковые полимеры, лаки, эмульсии, смолы, фторопласт и др. На рисунке 6.10
приведена схема установки для напыления полиэтилена на поверхность стальной ленты.
Первой стадией процесса является подготовка поверхности ленты, заключающаяся в промывке и травлении. После этого лента поступает в камеру предварительного индукционного нагрева.
Нагретая лента подается в ионизационную камеру, в которой специальные распылители наносят порошок на непрерывную движущуюся ленту.
Далее полоса поступает на оплавление в горизонтально расположенные индукторы, на выходе из которых охлаждается воздушными форсунками и наматывается в рулон.
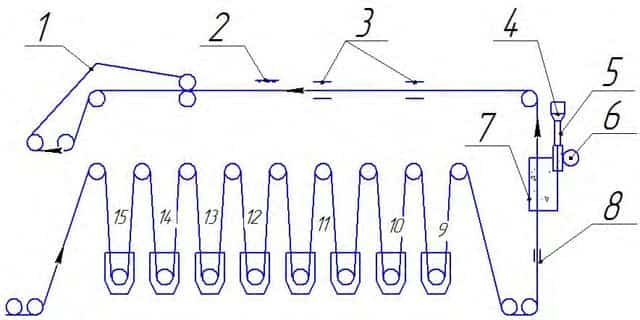
Рисунок 6.
10 — Схема установки для получения полимерных покрытий электростатическим напылением: 1 — система наматывания полосы в рулон; 2 — воздушные форсунки; 3, 8 — индукторы; 4 — бункер; 5 — дозатор; 6 — распылитель; 7 — ионизационная камера; 9,14 — ванны промывки горячей водой; 10,12 — ванны струйной промывки; 11 — ванны хромирования; 13 — ванна травления; 15 — ванна обезжиривания
Применение полимерных покрытий
Широкое использование листового проката с полимерными покрытиями связано с его высокими антикорризионными свойствами в разнообразных условиях и широкой цветовой гаммы. Возможность переработки листов с полимерными покрытиями: применение гибки, профилирование, штамповка и др.
- В зависимости от предполагаемой области применения могут быть усилены те или иные свойства: погодостойкость, химическая стойкость, стойкость к истиранию.
- Листы из профилированного штампованного материала могут служить облицовкой или же входить в состав трехслойных панелей.
- В авиа-, вагоно- и судостроении металлопласт используется для внутренней обшивки, отделки, изготовления перегородок.
- Металлопласт нашел применение для изготовления кожухов бытовых приборов, холодильников, стиральных машин, торгового оборудования.
- Полимерные покрытия с проводящим слоем нашли широкое применение в электро- и электронной промышленности при производстве печатных схем конденсатора.
ПОИСК
Таким образом, разработанный технологический процесс можно применять и для нанесения полиэтиленовых покрытий, наполненных окисью хрома. [c.135]
Трубу с нанесенным полиэтиленовым покрытием охлаждают до 60-70 °С и отправляют на участок контроля качества покрытия. [c.101]
Нанесение полиэтиленовых покрытий неизбежно связано с окислением полимера и его термической деструкцией. Эти факторы существенно снижают эффективность покрытий, сокращают срок их службы. Явный признак окисления полимера и его термодеструкции — образование на поверхности покрытия сетки трещин, часто это микротрещины, пос- [c.136]
Полиэтилен применяется в качестве оболочек и покрышек для защиты металлических поверхностей от коррозии. Наиболее часто для нанесения полиэтиленовых покрытий пользуются методом огневого распыления. Специальным прибором — пистолетом с ацетиленовой горелкой — можно покрыть за 1 час 6 поверхности [355]. При этом получается прозрачное, совершенно гладкое, без всяких пор покрытие, толщиной 0,8—1,2 мм, стойкое к коррозии, к воде и обладающее достаточной прочностью при температурах от — 50 до +60° [356—365]. [c.193]
Полиэтилен применяется в качестве оболочек и покрышек для защиты металлических поверхностей от коррозии (886— 904]. Разработаны различные методы нанесения полиэтиленового покрытия на металл, из которых наиболее распространенным является метод газопламенного напыления [905—928]. [c.247]
Технологические процессы изоляции труб полиэтиленом. Технология нанесения полиэтиленовых покрытий на трубы в заводских условиях предусматривает последовательность проведения следующих операций.
Трубы проходят сушильную печь, установку обезжиривания, установку механической очистки поверхности, печь нагрева, установку нанесения покрытия, камеру охлаждения, пост контроля сплошности и толщины изоляции, пост по зачистке концов труб от покрытия и нанесения консервационного слоя, пост маркировки покрытия. Предварительная обработка поверхности труб перед их изо- [c.110]
При нанесении полиэтиленового покрытия методом поперечной экструзии (намоткой ленты) (рис, 5,2) на трубу, совершающую рав [c.113]
ТАБЛИЦА 5.9. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИИ НАНЕСЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПОКРЫТИИ [c.119]
Температура. Обычно температура расплава при нанесении покрытия составляет 300—315° С. Такая высокая температура необходима для обеспечения лучшей адгезии при минимальных затратах электроэнергии и для повышения производительности машины.
Однако при нанесении полиэтиленового покрытия увеличение температуры свыше 315° С приводит к разложению полимера.
Большая часть тепла, необходимого для процесса экструзии, подводится через стенки цилиндра, так как тепла, образующегося вследствие превращения механической энергии, оказывается недостаточно.
Экструдеры для нанесения покрытия редко работают на адиабатическом режиме, поэтому точность работы систем контроля и регулирования температуры в этом случае имеет большое значение. Для экструдеров рекомендуется применять высококачественные чувствительные регуляторы пропорционального типа. [c.135]
Нанесение полиэтиленовых покрытий на рулонные материалы, чаще всего на бумагу, производят также экструзионным способом. В этом случае шнек-машину оснащают щелевой головкой, в которой щель располагается параллельно оси шнека. Агрегат для нанесения покрытий приведен на рис. 144. [c.151]
| Рис. 146. Схема машины для нанесения полиэтиленовых покрытий |
НАНЕСЕНИЕ ПОЛИЭТИЛЕНОВЫХ ПОКРЫТИИ ИЗ РАСТВОРОВ [c.156]
При нанесении полиэтиленовых покрытий толщиной 10— 50 мк время выпаривания растворителя при 150° составляет 3—5 мин. [c.157]
Нанесение полиэтиленовых покрытий методом газопламенного напыления не сложно, но требует известного навыка. [c.14]
НАНЕСЕНИЕ ПОЛИЭТИЛЕНОВЫХ ПОКРЫТИЙ [c.114]
Нанесение полиэтиленового покрытия на целлофан или полиэтилен-терефталатную пленку имеет некоторые особенности.
Во-первых, микрореологический механизм формирования адгезионной связи определяется состоянием поверхности этих пленок, их надмолекулярной структурой, количеством микродефектов.
Во-вторых, адгезионные связи должны противостоять усадочным напряжениям, возникающим в результате кристаллизации полиэтилена в микропорах основы. [c.194]
Для нанесения полиэтиленовых покрытий на бумагу применяется обычно легкотекучий полиэтилен низкой плот-ности (0,912 г см ) и реже полиэтилен с плотностью около 0,935 г/сж . Приведем описание одного из технологических процессов дублирования бумаги полиэтиленом [151]. [c.114]
В практике существует несколько методов нанесения полиэтиленовых покрытий.
В одних из них тепло для расплавления наносимых частиц полимера получается при прохождении частиц через воздушно-ацетиленовое пламя (газопламенное напыление), в других — за счет тепла самой поверхности детали, предварительно нагретой до высокой температуры (вихревое спекание, струйное напыление и др.). Частичное окисление полимера при горячем нанесении способствует адгезии покрытия, хотя и ухудшает эластичность и некоторые другие свойства полимера. [c.196]
При нанесении полиэтиленовых покрытий описанными методами на внутренние поверхности полых деталей наружные поверхности должны быть изолированы закреплением на них защитных экранов, что является трудоемкой и не всегда эффективной операцией. [c.202]
ВНИИАвтоген разработал несколько удачных конструкций аппаратов пламенного напыления УПН-1, УПН-4, УПН-4с, им же совместно с Охтинским химическим комбинатом была разработана методика нанесения полиэтиленовых покрытий.
Порошок из полиэтилена-1 и 2 для таких покрытий получался на Охтинском химическом комбинате путем переосаждения из бензольных растворов или путем видоизменения технологической схемы полимеризации в специальных аппаратах. [c.
28]
На этой установке была отработана технология нанесения полиэтиленовых покрытий на трубы длиной до 5 м. [c.134]
При нанесении полиэтиленового покрытия отходы образуются в период заправки кроме того, происходят потери расплава полимера при вынужденных кратковременных остановках машины. [c.177]
Нанесение полиэтиленового покрытия экструзивно-намоточным методом производят на специальных установках, обеспечивающих вращательное и поступательное перемещение защищаемого объекта.
Из экструдера через щелевую головку на металлическую поверхность поступает лента адгезива толщиной 0,15-0,2 мм и шириной 200-250 мм. Из других экструдеров через щелевые головки наносят п несколько слоев основное покрытие из гранулированного полиэтилена.
Температура наносимого покрытия 200-220 °С. Общая толщина покрытия регулируется частотой вращения и скоростью осевого перемещения трубы исходя из толишны ленты, выходящей из экструдера, 0,3-0,5 мм и ширины 600-650 мм.
Для уплотнения полиэтиленового покрытия применяется ролик с фторопластовым покрытием. Толщина основного полиэтиленового покрытия может составлять 2,5-3 мм. [c.101]
Для нанесения полиэтиленовых покрытий на трубы в заводских условиях широко применяют напьшение порошков, экструзию, намотку лент с подклеивающим слоем. [c.136]
Комплексная линия для нанесения покрытий состоит из трех основных установок размоточното устройства, установки для нанесения покрытия и установки для намотки. Ниже рассмотрены установки комплексной линии для нанесения полиэтиленового покрытия на бумагу (рис. ПО). [c.228]
Техника безопасности при нанесении полиэтиленовых покрытий на трубы. При комнатной температуре композиции на основе полиэтилена и сэвилена не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте влияния на организм человека. [c.116]
Нанесение полиэтиленовых покрытий производится в производственных помещениях, оборудованных местной вытяжкой и общеоб-меиной вентиляцией при строгом соблюдении режимов технологического регламента.
Кратность обмена воздуха в помещении изоляции труб должна составлять не менее 8. Общеобменная вентиляция принимается равной 0,5 местной при скорости воздуха в вытяжной вентиляции 2 м/с. [c.
118]
Нанесение полиэтиленового покрытия методом вихревого напыления производится на опескоструенную поверхность. [c.61]
Напыление полиэтилена
В качестве исходного материала для получения покрытий используется порошкообразный полиэтилен низкого давления (высокой плотности), выпускаемый по ГОСТ 16338-77 и являющийся продуктом полимеризации этилена при низком давлении на комплексных металлоорганических катализаторах.
Для изоляции труб применяется порошкообразный полиэтилен в виде композиций с термо- и автостабилизаторами. Эти композиции обладают стойкостью к термо- и фотоокислительному старению.
- В качестве термостабилизатора в композицию полиэтилена вводят диафен в количестве 0,1% или 0,3% сантакокса и 0,1% стеарата кальция.
- Светостабилизатором является углерод технический (сажа), вводимый в композицию в количестве 0,5%.
- Электрические показатели композиций порошкообразного полиэтилена:
| Удельное поверхностное электрическое сопротивление, Ом | 1 × 1014 |
| Удельное объемное электрическое сопротивление, Ом×м | 1 × 1016 — 1 × 1017 |
| Тангенс угла диэлектрических потерь при частоте 1010 Гц | 0,0002 – 0,0005 |
| Диэлектрическая проницаемость при частоте 1010 Гц | 2,32 – 2,36 |
Технология изоляции труб порошкообразным полиэтиленом заключается в следующем. Трубы, предназначенные для изоляции, проходят через печь сушки, где с их поверхности удаляется влага, снег, иней и наледь, и поступают в трубоочистную машину. С поверхности металла труб удаляют все жировые загрязнения, пыль, ржавчину и окалину.
Очищенная труба по рольгангу поступает в газопламенную печь, где ее поверхность нагревается до 230 – 2500С в зависимости от толщины стенки трубы и свойств применяемой полиэтиленовой композиции.
Далее нагретую трубу захватывают специальным устройством и помещают над ванной напыления, в которую поступает из бункера по шнековым транспортерам порошкообразный полиэтилен. Труба располагается над поверхностью порошка, приводимого с помощью вращающихся роторов в псевдоожиженное состояние.
Частицы порошкообразного полиэтилена в псевдоожиженном слое приобретают отрицательный заряд и под действием сил электрического поля при напряжении 60 кВ, а также воздушных потоков осаждаются на нагретой положительно загрязненной поверхности вращающейся трубы, прилипают к ней, плавятся и образуют непрерывную хорошо адгезированную к металлу полимерную пленку. В процессе оплавления пленки из полиэтилена низкого давления она уплотняется с помощью прикатывающих валиков, покрытых специальной резиной.
Далее трубу со сформированным покрытием погружают в ванну с холодной водой, где температура на поверхности наружного слоя изоляции понижается до + 70 – 600С, и затем по рольгангу с обрезиненными роликами передается на участок контроля качества покрытия.
Особенность процесса изоляции труб порошкообразным полиэтиленом заключается в том, что не требуется нанесения на поверхность металла подклеивающего слоя (адгезива).
Здесь роль подклеивающего слоя выполняет слой порошка, непосредственно, прилегающий к поверхности трубы, так как разрушение первичной структуры и формирование новой происходит непосредственно на металле. Температура формирования слоя, прилегающего к поверхности трубы, выше, чем температура остальных слоев.
В связи с этим уменьшается молекулярная масса полиэтилена, снижается вязкость расплава, что способствует быстрому росту адгезии вследствие ускорения микрореологических процессов и увеличения скорости фактических контактов.





