- Конструкция
- Применение
- Ручные
- Машинно-ручные
- Гаечные
- Конструктивное исполнение
- Вид нарезаемой резьбы
- Материал
- Фото метчиков для нарезания резьбы
- Метчик для нарезки резьбы: характеристики основных видов, конструктивные особенности, способы использования
- Особенности устройства
- Виды метчиков
- По назначению
- По конструктивному исполнению
- По виду нарезаемой резьбы
- Инструментальный материал, из которого изготавливают метчики
- Как правильно и без потерь инструмента нарезать резьбу вручную
- Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ
- Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
- Конструктивные особенности
- Виды по назначению
- Виды по конструкции
- Типы нарезаемой резьбы
- Материалы для производства метчиков
- Метчик
- Устройство метчиков
- Применение
- Основные правила нарезки внутренней резьбы
- Виды метчиков для нарезания резьб
- Действующие стандарты
- Видео
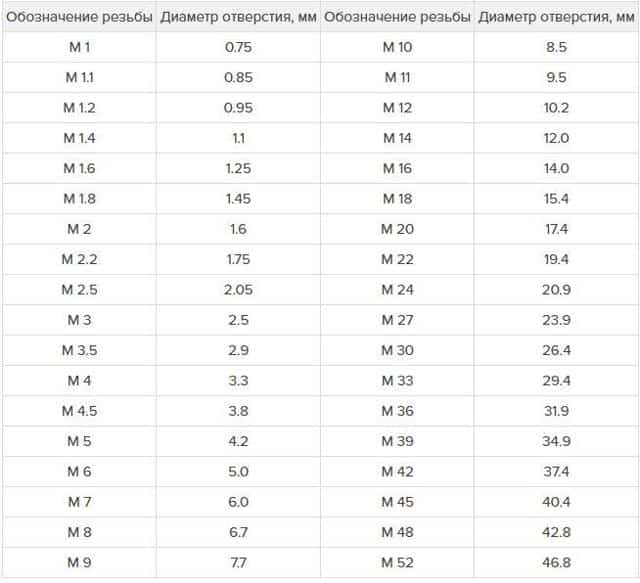
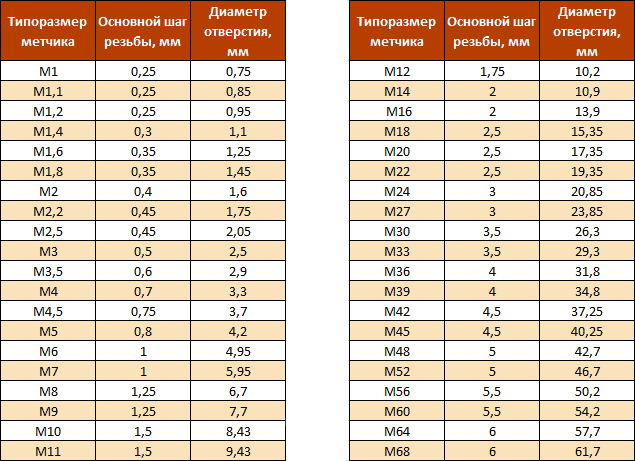
- Диаметры отверстий для нарезания резьбы метчиком
- Таблица рекомендуемых диаметров отверстий под резьбу, мм
Сложно представить, но резьбовые детали существовали еще в Древней Греции и Риме. Подобные артефакты производились вручную на примитивных токарных станках или в кузницах. Часто гайка из одной пары не подходила к болту из другой партии, что доставляло немало неудобств.

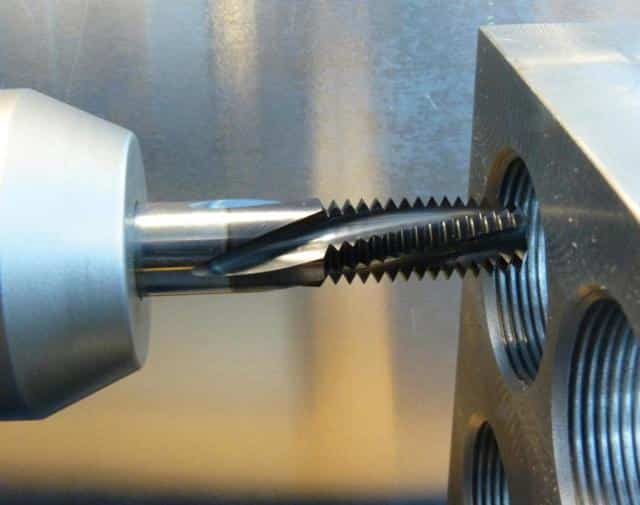
В середине 15-16 в. появился специальный режущий инструмент – метчик. Он позволяет быстро получить внутреннюю резьбу с большой степенью точности.
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.


- Каждый из них имеет свое назначение:

Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.

Заборная (режущая) часть выполняет основную работу при формообразовании резьбы, срезая припуск. Она имеет конус 3-20 град, помогающий зубьям лучше врезаться в материал.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Применение
В соответствии с формой резьбового отверстия различают цилиндрические и конические резьбовые инструменты. По сфере применения принято выделять машинные, гаечные и ручные метчики.
Ручные
Незаменимы при проведении слесарных операции в быту и на производстве. На хвостовике отфрезерован квадрат, в который устанавливается вороток. Наборы метчиков содержат черновой, промежуточный и чистовой инструмент, отмаркированный 1, 2, 3 соответственно.
Машинно-ручные
Используют на фрезерных, токарных, сверлильных и станках ЧПУ. От ручных их отличает короткая заборная часть, способность воспринимать большие нагрузки.
Гаечные
Основная область применения – формирование резьбы в гайках. Благодаря специальной конструкции детали не свинчиваются с метчика, а попадают на его длинный, прямолинейный хвостовик. После завершения операции и снятия метчика готовые гайки складируют в тару.
На резьбонарезных автоматах устанавливают метчики с загнутыми хвостовиками. В процессе работы гайки скапливаются на хвостовике и под давлением друг друга падают в приемник или тару.
Конструктивное исполнение
Насчитывается несколько десятков конструктивных исполнений метчиков для нарезки резьбы. Каждое адаптировано под определенную производственную задачу. По этой классификации выделяют такие типы:
- Бесканавочные. Применяют для алюминия и его сплавов.
- С шахматным положением зубьев. Таким способом уменьшают трение при обработке вязких материалов.
- Ступенчатые. Инструмент условно разделен на 2 участка, один из которых производит резание, а другой выглаживание.
- Комбинированные. Наиболее распространенный вариант – сверло-метчик или метчик-протяжка.
- С каналом для подводки СОЖ. Это увеличивает производительность труда и период стойкости метчика.
- Колокольные. Позволяют получить резьбы диаметром от 50 до 400мм. Число перьев достигает 16 шт.
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм. Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
- Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.
Материал
В качестве заготовок для изготовления ручных метчиков используют недорогие низкоуглеродистые стали марок У10А, У12А. Это связано с тем, что инструмент работает на небольших скоростях с незначительным нагревом.
Машинные метчики, работающие в тяжелых условиях с принудительным охлаждением, выпускают из быстрорезов Р6М5, Р18 и твердых сплавов на основе вольфрама, молибдена и кобальта.
Фото метчиков для нарезания резьбы
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях ?
Источник: https://instrumentgid.ru/metchiki-dlya-narezaniya-rezby/
Метчик для нарезки резьбы: характеристики основных видов, конструктивные особенности, способы использования
Практически любой механизм, устройство, состоит из множества деталей. Наиболее продуктивным, надежным способом сборки является соединение с помощью резьбовых элементов. Единый стандарт производства делает эти детали универсальными, а в случае поломки они легко заменяются.
Соединение состоит из двух частей. Одна деталь имеет наружную, а другая внутреннюю резьбу. Делают ее с помощью специальных приспособлений. Для внутренней обработки отверстий применяют метчик для нарезки резьбы, который нарезает профиль, регламентируемый нормами ГОСТ 3266-81.

Особенности устройства
Независимо от вида, все метчики устроены принципиально одинаково. Различия обусловлены поставленными задачами: видом, технологией использования. Конструктивно метчик состоит из следующих элементов:
- хвостовика с местом для фиксации вспомогательного инструмента (воротка, патрона);
- канавок для создания режущей кромки и отвода стружки;
Каждый их перечисленных элементов может быть выполнен в нескольких вариантах для решения конкретной задачи. Универсальные метчики есть почти у каждого уважающего себя домашнего мастера. На производстве дополнительно используется много специальных моделей, которые повышают производительность, позволяют получать заданные характеристики резьбы.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

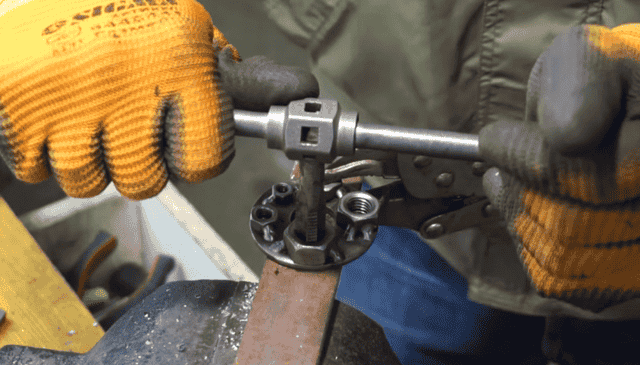
Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
- с укороченными канавками для вязкого материала (алюминия, легированных сталей);
- с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
- со ступенчатыми канавками, где каждый участок выполняет свою функцию;
- метчики-протяжки для машинной обработки больших партий изделий;
- комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
- колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
- Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
- Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
- Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент. Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения.
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Инструментальный материал, из которого изготавливают метчики
Инструмент должен обладать достаточной прочностью, износостойкостью, чтобы обрабатывать крепежные детали. Выпускают его из высокоуглеродистых сталей, например, из У10А, У12А, ХВГ и других. Такие изделия оптимальны для устройств ручной работы.
При машинной обработке металла применяются более высокие скорости вращения, поэтому изделия этого класса делаются из быстрорежущих сталей типа Р6М5, Р9М4, Р18. По стоимости они несколько дороже ручных аналогов.
На некоторых производствах применяются изделия с твердосплавными напайкам, однако в продаже их можно увидеть редко. Хорошими эксплуатационными характеристиками обладают и изделия из порошковой стали, выполненные путем спекания под высоким давлением.
Как правильно и без потерь инструмента нарезать резьбу вручную
Нарезание резьбы не относится к сложным операциям. Но не имеющие опыт мастера часто совершают характерные ошибки. Это и поломка инструмента, и неправильный профиль нарезанной резьбы. Для того, чтобы избежать таких проблем, нужно строго следовать следующим правилам:
- Сверлить отверстие указанного диаметра. Если оно будет меньше, то метчик будет заклинивать, а при увеличении нагрузки он может сломаться. Когда отверстие больше, резьба получится прослабленной, либо она будет не соосной. Определить точный диаметр можно в справочнике токаря, слесаря, фрезеровщика. Там обязательно есть таблица для нарезки резьбы метчиком с точностью до 0,05 мм.
- Использовать смазочно-охлаждающие жидкости. Они предотвращают износ инструмента, гарантируют высокое качество нарезки профиля, снижают трудоемкость операции.
- Своевременно удалять стружку. При заметном сопротивлении рекомендуется провернуть метчик назад, вплоть до полного его извлечения в случае затруднений при вращении.
В условиях производства на специальной технике настраивается точный заход. Дома это сделать сложнее. Неправильное направление становится причиной некачественной резьбы.
Она получается неравномерной. С одной стороны метчик для нарезки внутренней резьбы врезается в тело обрабатываемой детали, а на противоположной профиль нитки получается не треугольным, а трапециевидным. В дальнейшем болт будет закручиваться криво, а прочность соединения будет ниже необходимого значения.
Источник: https://prosto-instrumenty.ru/metchik-dlya-narezki-rezby/
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ
Сделать резьбу в готовом металлическом отверстии или гайке можно буквально за секунды, если у вас есть метчик. С помощью этого металлорежущего инструмента можно нанести внутреннюю резьбу и откалибровать существующую.
Конечно, метчики – не единственный инструмент, применяемый для создания резьбы. В аналогичную категорию попадают, например, плашки и клуппы. Их применяют для нанесения резьбы снаружи детали. Но сейчас не про это.
Видов метчиков существует довольно много – опытные мастера о некоторых из них даже не слышали. Поэтому специфичные типы этого инструмента оставим узкопрофильным специалистам и разберем самые популярные.
Давайте попробуем подобрать инструмент под конкретные нужды. По представленному ниже алгоритму сделать это не составит особого труда.
Шаг 1. Сферы применения: домашняя мастерская или производство
Очевидно, что при работе в домашних условиях и на производстве мастеру понадобится разный инструмент.
Ручные метчики (они же слесарные) найдутся в любой мастерской. За счет значительной прочности и износостойкости инструмент позволяет выполнять работу высокой точности даже в бытовых условиях. Обычно они комплектуются специальным воротком, необходимым для вращения метчика.
Ручные метчики почти всегда продаются наборами из 2-3 штук различных диаметров. Каждый инструмент осуществляет свою задачу: одним производится черновая обработка резьбы, вторым (если есть) – промежуточная, третьим – чистовая, после которой профиль отвечает всем нормам ГОСТ (о них – ниже).
Но ручные метчики не предназначены для работы на высоких скоростях вращения. Для этого применяются машинные аналоги.
Машинные метчики сделаны из более качественной быстрорежущей стали, которая легко переносит серьезный нагрев, возникающий из-за трения и резки металла. Именно по прочности слесарные метчики уступают своим машинным аналогам. Кроме того, у машинных инструментов небольшая заборная часть, т.к. соосность метчика и отверстия заготовки обеспечивается конструкцией станка.
Есть еще третий вид метчиков – гаечные. Нетрудно догадаться, что они используются исключительно для нанесения резьбы в гайках.
Гаечные метчики обладают длинным хвостовиком, который устанавливается в специальный станок-автомат.
После нанесения резьбы гайки одна за другой передвигаются на хвостовую часть и ожидают там, когда вся серия будет выполнена.
После этого метчик удаляется из патрона, и все гайки сбрасываются в приемный лоток. Таким образом значительно экономится время на операцию, и увеличивается производительность.
Шаг 2. Тип отверстия: глухое или сквозное
Немаловажное значение имеет цель вашей работы: собираетесь ли вы создать профиль в глухом отверстии или дырка сквозная? В зависимости от этого и инструмент понадобится различный. В частности, большую роль будут играть канавки для отвода стружки на метчике. Они могут закручиваться (причем как влево, так и вправо), а могут располагаться прямо.
Прямолинейные канавки применяются в универсальных метчиках.
Инструменты с правым углублением канавки чаще используются для создания профиля в глухих отверстиях. По таким канавкам стружка выдавливается назад, наружу, и не засоряет отверстие.
Направленные влево винтовые канавки применяются для создания профиля в сквозных отверстиях. Стружка выдавливается прямо перед метчиком, сохраняя тем самым только что нанесенную резьбу от повреждений.
Есть еще вариант метчиков со стружечными канавками укороченной длины, известных как бесканавочные, или раскатники. Такая конструкция помогает создавать резьбу в изделиях, изготовленных из вязких материалов, например, из легированных высокопрочных и низкоуглеродистых вязких сталей, а также сплавов из алюминия.
Шаг 3. Тип резьбы
На производстве существует несколько государственных стандартов, различающихся системой измерения. С помощью маркировки на метчике, можно понять, к какой из них относится инструмент – метрической или дюймовой. Исходя из типа устройства метчиков можно нанести три вида резьбы.
Метрическая резьба
Метрические метчики пригодятся для создания профиля, размеры которого измеряются в миллиметрах. Они маркируются символом «M».
Профиль метчиков данного типа представляет собой равнобедренный треугольник с углом при вершине в 60°.
Размерный ряд метрических метчиков довольно обширный – с их помощью можно создать практически любой профиль. Каждый размер метчика имеет свой основной шаг – расстояние между витками резьбы. Чем больше размер, тем больше основной шаг. Для подбора инструмента используется специальная таблица на основе норм госстандартов (согласно ГОСТ 19257-73).
Дюймовая резьба
В отличие от метрических размер дюймовых метчиков обозначается в дюймах. Такая система пришла к нам из-за границы. В частности, из США и Великобритании.
Основной шаг обозначается количеством ниток (или числом витков), приходящихся на 1 дюйм. Чем показатель выше, тем мельче шаг резьбы.
Угол при вершине в дюймовой резьбе может быть различным. Угол в 60° характерен для метчиков, распространенных в Северной Америке. Максимальную популярность получила резьба UNC. Такой крепеж нередко встречается на ввозимой в Россию технике (газонокосилки, генераторы, культиваторы и т.п.).
Дюймовая резьба британского стандарта BSW имеет угол при вершине в 55°.
Ниже приведены дюймовые размеры метчиков наиболее популярных стандартов.
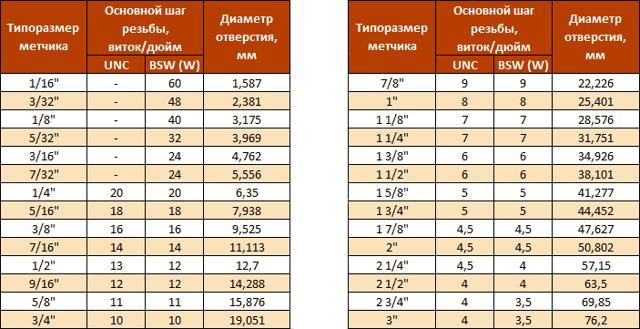
Трубная резьба
Среди дюймовых метчиков отдельно стоит выделить группу инструментов, используемых для создания профиля в трубных соединениях. Особенно часто трубная резьба встречается в элементах систем водоснабжения.
Размеры трубных метчиков специально подстроены под стандартные виды металлических труб. Они разделяются на цилиндрические и конические. Первые обозначаются литерой «G», после которой ставится цифра, соответствующая проходному диаметру. Трубные конические метчики маркируются символами «R» или «Rc». Резьба наносится на поверхности с конусностью 1:16 и доходит до упора.
Традиционно их размеры указываются в дюймах. Однако со временем система обозначений утратила идентичность реальным размерам, поэтому инструмент для трубной резьбы подбирают по таблицам (на основе ГОСТ 6357-81 и ГОСТ 6111-81).
Требования ГОСТ
Государственными стандартами определяются требования к размерам и характеристикам метчиков, а также вводятся максимальные допуски, класс точности и степень шероховатости поверхности. Практически все показатели по выбору и качеству резьбы регулируются ГОСТ 3266-81, который вы можете скачать с нашего сайта.
Источник: https://Tigroteh.ru/blog/metchiki-dlya-narezaniya-rezby-vidy-tablitsy-razmerov-trebovaniya-gost/
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен.
К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик.
Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.
Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья.
Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии.
Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ).
Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой.
По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход.
Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента.
Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы.
Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины.
Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Слесарные
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска.
Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются.
Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.
Метчики ручные комплектные
Машинные или машинно-ручные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.
Метчики машинно-ручные тройные
Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму.
Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму.
При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры Скачать
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Метрические
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Дюймовые
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Трубные
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Источник: http://met-all.org/oborudovanie/prochee/metchik-dlya-narezki-rezby-tablitsa-razmerov-vidy-gost.html
Метчик
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом.
С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части.
Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть.
Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.
- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными.
Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя.
Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Источник: https://mekkain.ru/library/metchik.html
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба.
Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия.
Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
- Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
- Dотв = d — P
- На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской.
Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия.
На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы 06.03.2019 09:30:40
Источник: https://Krepcom.ru/blog/poleznye-sovety/diametry-otverstiy-dlya-narezaniya-rezby-metchikom/





