- Как очистить ржавый металл при помощи сварки: способ, который работает на 100%
- Приступаем к работе
- Азы сварки металла инвертором для начинающих
- Подготовка к работе инвертором
- Внешний осмотр оборудования
- Использование средств защиты
- Правила формирования сварочного шва и возможные дефекты
- Как правильно подобрать электрод
- Пошаговая инструкция по сварке инвертором для начинающих
- Настройка силы тока
- Как подключать электрод
- Розжиг дуги
- Передвижение и наклон электрода при сварке
- Контроль промежутка дуги
- Сварка тонкого металла инвертором
- Отличия прямой и обратной полярности при сварке инвертором
- Как резать металл электродом
- Как варить ржавый металл электродом
- Метал нужно всегда чистить перед сваркой
- Электроды для сварки ржавого металла
- Сварка по ржавчине. Как варить сильно ржавый металл
- Еще статьи про сварку:
- Электроды для сварки ржавого металла без подготовки поверхности
Всем доброго времени суток!
А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
- Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
- Поэтому я обратился к профи!Как это было можно посмотреть тут
- Собственно это кузовщик из того самого дружественного сервиса где я раньше работал.Вот кстати пример его работы:
www.drive2.ru/l/1413963/
www.drive2.ru/l/1664785/
Собственно и вам советую поступить так.Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

- В общем… сами знаете что делать)))
- Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.Как например тут
- Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!
Было

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится.
Из-за этого она быстро сгниёт!2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
- Как например тут
- Многие вообще так латают

А многие лепят с кусков

Конкретно по этому фото! Оно взято для примера. В данном конкретном случае это была вынужденная мера. т.к. менялась стойка, отдельно порогов на эту машину нет. Это работа довольно известного и уважаемого мной мастера
Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата.
Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь.
Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная «Дания» чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

- Более детально можно посмотреть тут
- Думаю суть понятна.
- Демонтируем старый порог, высверливая заводские точки сварки.Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?
Швы необходимо зачищать даже там где этого и видно то не будет!
Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.Называется сварочный грунт.
Аннотация к нему:Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки.
Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.• Прост в использовании.
• Подходит для любых сварочных кузовных работ.• Наносится быстро, легко и без потеков.• Превосходно распыляется и не течет.
- • Обеспечивает минимальное разбрызгивание металла при сварке.
- Вот пример его применения
- Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.Наносится он на место шва
- Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
- 1) U-pol weld #2 и2) 3M™ Weld Thru II (50410)
- Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
- Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия
https://www.youtube.com/watch?v=EiyptRxcocYu0026t=1s
Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!
Как очистить ржавый металл при помощи сварки: способ, который работает на 100%

В данном обзоре автор YouTube канала Right Hands поделится своим опытом удаления стойкой ржавчины.
В качестве «испытуемого» — тормозной суппорт от автомобиля. Его состояние вы можете оценить на фото ниже.

Чтобы очистить деталь от ржавчины, потребуется металлическое ведро, кальцинированная или пищевая сода, сварочный аппарат
1
Как нанести медный слой на стальные детали 
Советуем также прочитать: как сделать уплотнительную прокладку из силикона своими руками.
Вместо металлического ведра можно использовать и пластиковое ведро, но тогда в него надо будет дополнительно поместить пластину металла.
Приступаем к работе
Берем ржавую деталь (в данном случае — тормозной суппорт), подвешиваем его на пластиковой трубке, и погружаем в ведро с водой.

1
Как сделать пескоструйный аппарат: 7 идей от домашних мастеров
Воды автор набрал чуть больше половины. В этом количестве воды необходимо будет развести примерно 3-4 ст. ложки с горкой кальцинированной соды.
Если под рукой нет кальцинированной соды, то можно использовать пищевую — которая используется на кухне.
Плюсовой провод подключаем к металлическому ведру (или к пластине металла, если используете пластмассовое ведро), а минусовой — к ржавой детали.

На сварочном аппарате автор выставил 120 Ампер. Ждем около часа, потом промываем деталь в воде со стиральным порошком. Можно взять старую зубную щетку, чтобы получше очистить поверхность металла.
1
Как своими руками сделать дробь из свинца 
При необходимости процедуру можно повторить 1-2 раза, пока результат не устроит вас полностью.

Подробно о том, как очистить ржавый металл при помощи сварки, можно посмотреть на видео ниже.
ШОК!!! самая эффективная чистка от ржавчины…
Наверх
Азы сварки металла инвертором для начинающих
В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб.
При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков.
В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика.
В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда.
Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению.
Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором.
Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора.
В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт.
Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов.
Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги.
Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки.
Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ.
В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода.
Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки.
Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва.
Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки.
Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода.
Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
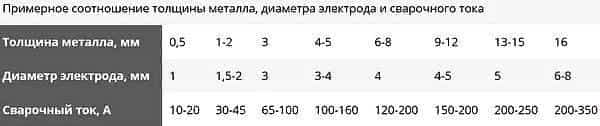
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора.
При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов.
Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами.
Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора.
Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора.
После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см.
фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток.
В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок.
Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
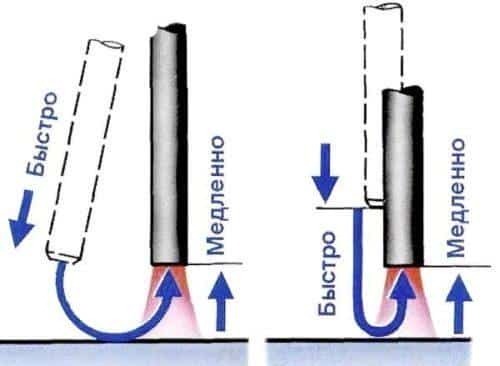
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед.
Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода.
Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва.
В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода.
Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм.
Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока.
Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания.
Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде.
По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде.
Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже).
При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
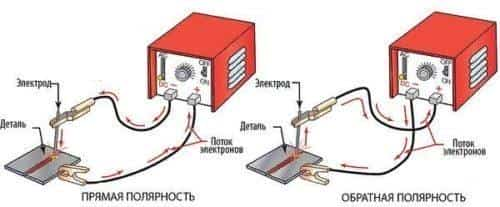
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода.
Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам.
Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью.
Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи.
К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в х.
Как варить ржавый металл электродом
 Как варить ржавый металл электродом и не прожигать при этом
Как варить ржавый металл электродом и не прожигать при этом
Мало у кого в гараже валяется идеально чистый и целый металл, без следов коррозии и их явного присутствия. Часто такое откопаешь, что хоть болгаркой, хоть щёткой чисти, абсолютно ничего не помогает.
При этом не выбрасывать же ржавый металл, не нести на сдачу металлолома, ведь в домашнем хозяйстве пригодится абсолютно всё. В данной статье будет рассказано о том, как варить ржавый металл. Проблем при сварке ржавого металла хватает, начиная от постоянных прожогов с зашлаковкой и заканчивая другими проблемами.
Метал нужно всегда чистить перед сваркой
Даже если перед вами сильно ржавый металл, он всё равно нуждается в предварительной подготовке перед свариванием. Поэтому не поленитесь и удалите хотя бы верхний слой ржавчины с пылью. Для снятия загрязнений можно использовать обычную воду, но лучше всего помогает уксус.

Затем хорошенько пройдитесь по поверхности металла щёткой, болгарка с зачистным диском часто оказывается бессильной в данном плане, только дыр наделаешь. Сильно и до блеска зачищать, конечно же, не нужно, но вот снять хотя бы верхний слой ржавчины с пылью всё же стоит.
Электроды для сварки ржавого металла
Подберите правильные электроды для сварки ржавого металла, поскольку это половина всего успеха проделанной работы. Для сварки ржавых металлов не стоит выбирать электроды с основным покрытием, которые и без того плохо поджигаются. Работать с такими электродами лучше всего на чистом металле.

Поэтому наилучшим выбором в данном плане станут рутиловые электроды или на крайний случай электроды с целлюлозным покрытием. Самыми популярными марками рутиловых электродов являются такие электроды: ОК-46.00, АНО-21 и МР-3.

Электроды с рутиловым покрытием хорошо поджигаются даже на сильно ржавом металле. Они дают стабильную дугу и имеют лёгкий повторный розжиг. Единственное что нужно учесть при выборе рутиловых электродов, так это, толщину свариваемого металла, от которой зависит сила тока для сварки.
При сварке ржавого металла необходимо придерживаться следующих моментов:
- Выполнять небольшие колебательные движения электродом из стороны в сторону;
- Вести электрод только в одну сторону;
- При необходимости изменять угол наклона заготовки, чтобы видеть, что происходит в сварочной ванне;
- Задерживать больше внимания на конце электрода, так лучше видно очертание сварного шва;
- Выдерживать равномерную скорость перемещения электрода.
При сварке ржавого металла нужно следить за тем, чтобы сварочная дуга была как можно короче. При удлинении сварочной дуги чаще всего и происходит прожог металла. Также следует точечно наваривать металл, небольшими прихватками.

Следует всегда зачищать металл под сварку, даже если он сильно ржавый. Во всём же остальном, ржавый металл прекрасно варится, если следовать всем вышеперечисленным советам в данной статье.
Сварка по ржавчине. Как варить сильно ржавый металл
Сварка по ржавчине. Как варить сильно ржавый металлСварка по ржавчине. Как варить сильно ржавый металл
Даже начинающий сварщик знает, что для сварки важна чистая поверхность металла, которая будет гарантировать прочное и надежное соединение. Однако не всегда попадается чистый металл без следов коррозии. Нередко приходится сталкиваться со сваркой сильно ржавого металла и здесь не действуют прежние правила.
Сварка по ржавчине предполагает соблюдение некоторых правил. К сожалению не все новички о них знают, в результате чего и происходят различного рода проблемы. Чтобы варить ржавый металл необходимо следовать определенным правилам, о которых вы сможете узнать в этой статье.
Даже опытные сварщики часто не хотят заморачиваться со сваркой ржавого металла. По их убеждениям сварка по ржавчине всегда получается не качественной, а соединение впоследствии обязательно разрушится.
Отчасти такие убеждения являются правильными, ведь любой шов, выполненный по ржавчине, будет видно невооружённым глазом. Кроме того, если не подготовить должным образом ржавый металл перед свариванием, то это станет причиной ухудшения качества сварного соединения.
Всё дело в том, что при сварке ржавчина будет попадать в сварочную ванну и остывать в расплавленном металле. Любые же инородные частицы в сварочном соединении ухудшают его прочностные характеристики. Кроме того, сварка по ржавчине трудна и тем, то отсутствует нормальный контакт между электродом и массой.
Несмотря на все вышеперечисленные недостатки сварки ржавого металла, есть несколько советов, которые помогут преодолеть возникшие трудности:
- Еще перед началом самой сварки не поленитесь и посмотрите, насколько сильно металл поражён ржавчиной. Есть три степени: первая, при которой только видны следы ржавчины; вторая степень, когда металл уже начал разрушаться; третья степень, при ней в металле образуются дыры.
- В первом и второй случае заварить сильно ржавый металл ещё получится. В третьем случае, лучше всего отказаться от сварки ржавого металла.
- Определитесь с наиболее приемлемым видом сварки. Варить ржавый металл лучше всего тонкими электродами, которые имеют рутиловое покрытие. Лучшими марками электродов для этих целей являются электроды: АНО-21, ОК-46 и МР-3.
- А вот такие электроды с основным покрытием, как LB-52U или УОНИ 13/55 — просто не будут гореть по ржавому металлу. Не подходит для сварки ржавых металлов и полуавтоматическая сварка.
- Само собой разумеется, что перед сваркой металла его поверхность необходимо тщательно очистить от ржавчины. При этом от степени поражения металла ржавчиной выбирается и способ чистки: УШМ, металлическая щётка и т. д.
- При сильной коррозии сварку металла производят на обратной полярности. Такой подход позволит уменьшить количество прожогов металла. При этом ток выставляется минимальный.
- Сварку сильно ржавого металла осуществляют в несколько проходов. Обязательно перед каждым проходом необходимо очищать сварное соединение от окалины и шлака.
Как видите, варить ржавый металл можно, но есть важные моменты, которые обязательно следует учитывать. Если их выполнять и не лениться, то всё можно сделать правильно. Удачи Вам начинающие сварщики!
Еще статьи про сварку:
#сварка #полезные советы #как варить металл #строительство
Электроды для сварки ржавого металла без подготовки поверхности
- Лучше всего при сварке ржавого металла зарекомендовали себя электроды с рутиловой обмазкой так как в рутиле минерале содержится диоксид титана, а титан проводит электричество так что дуга зажигается легко и по ржавчине тоже варится на много легче.
- ОК 46.00 Esab – рутилово-целлюлозный (шведского концерна российского производства) – является универсальным электродом для сварки ржавого металла без подготовки поверхности – детали можно не зачищать;
- аналогичные электроды той же группы: АНО 4, АНО 6, АНО 29М, АНО 23, ОЗС 6, ОЗС 12, МР 3 при сварке по ржавчине ведут себя хуже, нужна предварительная подготовка.
- Основа обмазки – рутил (природный диоксид титана).
- Технологическими особенностями группы являются:
легкий поджиг (включая повторный). Это качество электродов с успехом используется для сварки всего, что требует периодического прерывания дуги (короткими швами, прихваток и др.);
- не чувствительность к частичному отсыреванию (прокалить электроды ~ 1 час при t=70-90ºС, если есть возможность);
- ток – переменный, постоянный, полярность- любая;
- подходит для сварки: низколегированных, низкоуглеродистых сортов стали, предел текучести ≤ 380Мпа;
- изо всех рутиловых электродов меньше всего шлака у ОК и он легко удаляется из ванны;
- уверенное горение при самом низком пороге тока.
- Это качество позволяет применять электроды при работе с тонкостенными металлами. Запитать сварку такими электродами можно от бытовых источников;
- пространственные положения сварки – любые;
- потери при малом разбрызгивании — минимальны;
- расход электродов = 1,7 кг на 1 кг наплавленного металла.
Металл шва ОК 46.00 соответствует спокойной и полуспокойной стали. Поверхность швов гладкая с плавным переходом к свариваемым частям. Ударная вязкость = 140 Дж/см², удлинение = 28 %.
Влияние кислорода
При сварке ржавый металл нагревается, особенно в зоне шва. Влага, которая присутствует в нем начинает выпариваться. Свариваемые кромки окисляются кислородом, выпарившемся из воды. Если кромки покрыты ржавчиной, то она при плавлении перейдет в закись железа (FeO), выделив при этом кислород. Окисление металла шва произойдет в обоих случаях.
Присутствие кислорода в металле шва в любом виде ухудшает качества наплавленного металла, а именно, понижаются:
- ударная вязкость;
- временное сопротивление;
- предел текучести;
- относительное удлинение.
- Кислород понижает антикоррозийные свойства, делает металл хладно-и красноломким.
- Защитить шов от влияния кислорода (окисления) окружающей среды – значит улучшить качество наплавленного металла.
- Этого можно добиться раскислением и защитой металла шва газами и шлаком, выделяющимися при сгорании обмазки электродов.
- Расшифровка электродов
- Импортные электроды





