- Как все начиналось…
- Изобретение карандаша
- TEC Torch Promotion
- Смотрите видеоролик, демонстрирующий возможности инструмента
- Зарубежный аналог – DISARM CO (Разоружающий)
- Сварочный карандаш Лебедева «Элькас»
- Чем можно заделать большое отверстие в металле без сварки: советы опытного сварщика
- Используем скотч, соду и клей
- Чем можно заделать большое отверстие в металле без сварки: используем полиэфирную смолу и стекломат
- Используем холодную сварку
- Как прожечь дырку электродом в толстом металле
- Как правильно резать металл электродом
- Как сделать отверстие
- Добавить комментарий Отменить ответ
- Для резки металла
- Сварочный ток. Положение электрода. Резка металла сваркой
- Сварочный ток
- Резка металла сваркой, сварочным аппаратом, прожиг
- Положение электрода при сварке. Электрододержатель, держак
- резать металл электросваркой
- Как самостоятельно прожечь отверстие в металле электросваркой?
- Общая информация
- Что нужно иметь под рукой?
- Выполняем резку
- Обратите внимание
- Вместо заключения
- 3 способа сварки тонкого металла без прожога
- 1. Сварка с возвратом
- 2. Сварка по прямой
- 3. Сварка с отрывом электрода
- Смотрите видео
В статье мы расскажем в форме презентации, как родилась и развивалась идея создания сварки без сварки, а также пайки и резки без специального оборудования. Что такое сварочный карандаш и с чем его едят? Также расскажем о разработках отечественных ученых и зарубежных стартапах.
Как все начиналось…
- Германия в 30-х годах ХХ века являлась лидером в области термитных технологий сварки.
- Свое бурное развитие технология получила в первую очередь в деле тигельной сварки –теперь соединить две части железнодорожной рельсы не составляет труда.
- Если вкратце, приспособление для сварки состоит из:
- Тигель;
- Термитная смесь;
- Рельсы;
- Разъемная огнеупорная форма
Комбинированный способ
Способ промежуточного литья (до, в процессе и после заливки)
Заварка дефекта.
Изобретение карандаша
В конечном итоге, данные технологии привели к рождению идеи компактного сварочного инструмента в форме стержня- карандаша.
Однако при воплощении идеи в жизнь «первопроходцев» ожидала неудача. Дело в том, что при быстром остывании смеси в сварочной ванне после прекращения горения карандаша, шлак и металл перемешиваются и материал становится хрупким.
В результате, основанные на алюминиевом термите смеси так и не дали позитивного результата и в профессиональной среде, и в литературе модель «карандаша» была признана «не реализуемой» и долгое время никто этой проблематикой не занимался, пока не появился профессор, доктор технических наук, академик Лебедев Владимир Георгиевич.
Случайно познакомившись с идеей, вначале он рассчитал математическую модель, а затем реализовал химическую, на основе медного термита, при которой пара металл –шлак разъединяются в процессе образования припоя-сплава.
Открытые публикации В.Г. Лебедева в российских изданиях стали основой создания нескольких сварочных инструментов, присутствующих на рынке России.
Сварочные карандаши Шквал и Оксал производятся в Санкт-Петербурге и применяются для сварки, пайки и резки без применения какого-либо специального газосварочного или электросварочного оборудования.

Автономная мобильная сварка –карандаш СК-1, Москва
TEC Torch Promotion

Tech Torch -лазерный меч из «Звездных войн» — как окрестили его в США
Есть и зарубежный аналог (стартап в США) TEC Torch Promotion – термитное режущее устройство со сменным картриджем (устройство стоит 300$; картридж – 50$).
В Америке TEC Torch используется в качестве компактного инструмента, который могут использовать в своей работе американские правоохранительные органы, военнослужащие, мчсники. TEC Torch может открыть любую дверь за считанные секунды, что может спасти жизни людей, попавших в форс-мажорные обстоятельства.

Термитный резак в действии
Время сгорания картриджа всего несколько секунд – оптимальное время для проведения оперативного вмешательства.
Картридж Rod Cutter может прожечь насквозь стержень диаметром до 2 см (при этом не важно, что перед вами, закаленная, низкоуглеродистая или нержавеющая сталь), а картридж Plate Penetrator способен вырезать отверстие до 1 см в металлической пластине толщиной до 1,3 см. Для выполнения сложных задач может потребоваться несколько картриджей или их комбинация.
Смотрите видеоролик, демонстрирующий возможности инструмента
Зарубежный аналог – DISARM CO (Разоружающий)
Факел в гильзе – прожиг до 3 мм (цена 30 евро)

Прожиг с помощью тигеля до 10 мм ( цена 200 евро)
Это если вкратце о наработках «проклятых буржуев», а вот что можно реально приобрести для выполнения разовых бытовых задач.
Сварочный карандаш Лебедева «Элькас»
Автономный сварочный инструмент НЕ ТРЕБУЕТ
- Профессиональной квалификации
- Внешних источников энергии
- Специального оборудования
- Все что необходимо для сварки – солнцезащитные очки, зажигалка и сам карандаш.
- Материал шва- легированная бронза.
- Прочность на разрыв: 35-45 кг/мм2.
- Толщина свариваемых деталей: 0,3-6 мм
Чем можно заделать большое отверстие в металле без сварки: советы опытного сварщика

Если в металле образовалось большое отверстие, восстановить целостность детали можно с использованием сварочного аппарата. В результате получается однородная поверхность с достаточными прочностными характеристиками. Однако не каждый умеет пользоваться сваркой и имеет в наличии подходящие сварочные материалы. В ряде случаев использование сварочного оборудования запрещено по требованиям техники безопасности. В таком случае стоит разобраться, чем можно заделать большое отверстие в металле без сварки, обеспечив достаточный уровень прочности. Предлагаем познакомиться с интересными способами. Возможно, одним из них вы захотите воспользоваться.
Используем скотч, соду и клей
При отсутствии или невозможности использования сварочника подлатать дыру значительного размера можно с помощью:
- соды;
- клея, основу которого составляет цианоакрилат;
- скотча. Может быть любого вида. Необязательно брать алюминиевый. С поставленной задачей вполне справится и прозрачный.
 ФОТО: forumimage.ruТакую дыру можно заделать и без сварки
ФОТО: forumimage.ruТакую дыру можно заделать и без сварки
Работы выполняем в следующей последовательности, приведённой в таблице.
| Иллюстрация | Порядок действий |
 |
Готовим основание. Зачищаем поверхность с помощью наждачки. Освобождаем от ржавчины не только прилегающую к дыре поверхность, но и металл внутри отверстия. Если надо восстановить целостность профильной трубы, стоит зачистить металл с внутренней стороны. |
 |
Отрываем кусочек скотча. Его площади должно быть достаточно, чтобы полностью перекрыть повреждённую поверхность. Приклеиваем его на зачищенное место с обратной стороны. В результате дыра должна полностью закрыться. |
 |
Берём подготовленный заранее клей. Заливаем его в отверстие. Состав должен заполнить отверстие чуть больше, чем наполовину. |
 |
Берём соду и насыпаем её прямо на клей. Она должна полностью закрыть отверстие и даже немного высыпаться наружу. Во вторую руку в это время берём шуруп. Он потребуется на следующем этапе. Если шурупа нет, можно взять любую другую металлическую плоскую деталь, площадь которой меньше площади образовавшейся дыры. |
 |
С помощью шляпки шурупа быстро утрамбовываем соду. Действовать следует очень быстро и аккуратно, так как смесь твердеет практически мгновенно. |
 |
Чтобы клей схватился как можно быстрее и сильнее, в процессе трамбовки подливаем ещё некоторое количество воды. При этом не останавливаемся и продолжаем утрамбовывать состав. |
 |
Излишки смеси, застывшей на металлической поверхности, удаляем с помощью напильника. Для получения оптимальной шероховатости дополнительно используем наждачку с подходящей зернистостью. |
Внимание! После приведённых манипуляций образуется достаточно прочное полимерное соединение.
Место, в котором когда-то была дыра, можно обработать с различным режущим инструментом. К приведённому способу можно прибегнуть и тогда, когда изначально случайно просверлили отверстие большего диаметра, чем требуется.
После того как состав полностью застынет, вполне можно просверлить отверстие нужного размера. Полимерное соединение рассчитано на такое воздействие. После механической обработки поверхности можно окрасить.
Это позволит окончательно спрятать некогда бывший на поверхности дефект.
Для тех, кто настроен скептически, стоит отметить, что по своим характеристикам полимерное соединение не уступает сварному. Его достаточно сложно выбить и выковырять из дыры. Если есть сомнения, предлагаем в этом убедиться лично.
Чем можно заделать большое отверстие в металле без сварки: используем полиэфирную смолу и стекломат
Если толщина металла сравнительно небольшая, клей, сода и скотч позволят сформировать полимерное соединение. Однако дыру в кузове автомобиля автовладельцы чаще всего заделывают другим способом. Естественно, если сварочного аппарата не оказалось под рукой. Для этой цели потребуется полиэфирная смола и стекломат.
Внимание! Вместо стекломата можно смело использовать стекловолокно. Оно более прочное, но стоит дороже.
Подготовив все необходимые для работы материалы, приступаем к непосредственному заделыванию дыры. Делается это в следующей последовательности, указанной в таблице.
| Иллюстрация | Порядок действий |
 |
Зона, прилегающая к повреждённому участку, зачищается до металла. Следует полностью удалить не только декоративное покрытие, но и грунтовку. С помощью молотка выполняется обстукивание зоны, прилегающей к дыре. Делается это по всему периметру отверстия на ширину минимум 0,5 см. Это позволит обеспечить более качественное и плотное прилегание стекломата к основной поверхности и исключит удаление сформированного соединения со значительной площади в процессе последующей механической обработки кузова. |
| Готовим смолу непосредственно перед установкой заплатки. Порядок приготовления зависит от выбранной марки. Стоит внимательно прочитать инструкцию производителя, чтобы добавить достаточное количество отвердителя. | |
| Приготовленная смесь наносится на поверхность с помощью кисти. Следует тщательно промазать всю зону, прилегающую к дыре. Работать надо в перчатках, чтобы исключить контакт смолы и стекломатов с руками. | |
| Из стекломата отрезается заплатка, размер которой превышает площадь дыры. Чтобы улучшить пропитку материала, смолу наносим на поверхность стекломата до того, как приложить к основанию. После этого стекломат прикладываем к основанию, обеспечивая полное закрытие отверстия. | |
| Наносим полиэфирную смолу на уже прикреплённый к поверхности материал. Наносимого состава должно быть достаточно, чтобы полностью покрыть кусочек материала и прилегающую зону. | |
| Готовим отрезок стекломата такого же размера. Тщательно промазываем смолой. Укладываем на ранее приклеенный кусочек материала. Тщательно промазываем смолой второй отрезок. Если уложенных слоев недостаточно для полного выравнивания поверхности, укладывается третий и последующие отрезки. Всё зависит от того, на какую глубину был загнут металл в процессе простукивания основания молотком в начале процесса. После этого оставляем латку сохнуть некоторое время. Для ускорения процесса используем фен. Если капли состава попали на прилегающую поверхность, стираем их, не давая засохнуть. | |
| Удаляем излишнее количество затвердевшего материала с поверхности при помощи болгарки. Срезается не весь материал. Некоторое количество оставляется. Если провести по поверхности, закладной материал должен цепляться за пальцы. | |
| Поверхность шлифуем. Желательно воспользоваться специальным инструментом. Если нет кругом с подходящей зернистостью, шлифуем основание обычными шкурками. | |
| Восстановленную поверхность обезжириваем, грунтуем, окрашиваем. |
Используем холодную сварку
Если по каким-то причинам сварка плавлением недоступна, используем холодную.
Для этого:
- Готовится основание. Метал, прилегающий к повреждённому участку, тщательно, но аккуратно зачищается наждачкой.
- Подготовленную поверхность обезжиривают. Можно воспользоваться ветошью, смоченной в растворителе либо бензине.
- Готовится состав. Порядок приготовления холодной сварки подробно расписан на упаковке. Для этого из тюбика выдавливается состав, а затем тщательно разминается в руках для обеспечения достаточной пластичности. В процессе оказываемого воздействия материал слегка нагреется, что является верным признаком достижения требуемой консистенции.
- Составом аккуратно и достаточно быстро заделывается отверстие и прилегающая к нему зона. Из-за сильного схватывания состава прикреплять следует небольшие порции материала. Если он затвердеет до выравнивания, станет непригодным для дальнейшего использования.
«Холодная сварка нередко сильно схватывается за ограниченное время».
Надеемся, что предложенные нами способы помогут справиться с возникшей ситуацией. Какой вариант вам кажется предпочтительным, пишите в х. Если остаются вопросы, редакция HouseChief готова на них ответить.
Может, у вас есть собственный ноу-хау заделки дыр в металле без сварки? Поделитесь с нашими читателями. Если статья была интересна, ставьте оценку.
Предлагаем также посмотреть видео, в котором автор на личном примере показывает, как он без сварки и заклёпок заделал дыру в днище автомобиля.
Загрузка…
Как прожечь дырку электродом в толстом металле
Основное назначение любого сварочного аппарата – это сварка металла. Но есть и второстепенные операции, которые можно выполнять с его помощью.
В промышленных условиях мощные источники питания используются для строжки (для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь).
В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Как правильно резать металл электродом
Чтобы получить ровный чистый рез, нужно резать вертикально. При резке в горизонте, т.е в нижнем положении образуется грат, свисающий вниз. Если хотите получить аккуратное отверстие, ток нужно ставить небольшой, если же правильная геометрия реза не важна – ток нужно ставить по более.
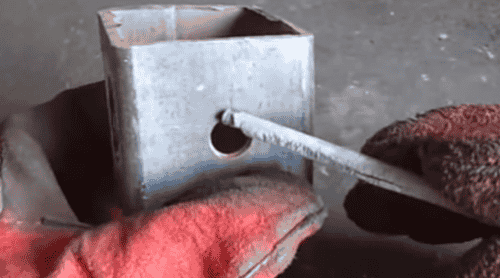
Как сделать отверстие
а) Сталь разогревается и сразу продавливается электродом;
б) Чтобы сделать ровное отверстие, металл нагревается и электрод движется по окружности. Через какое-то время образовавшаяся ванна либо сама упадет, либо ее нужно будет немного подтолкнуть.
Добавить комментарий Отменить ответ
- Для отправки вам необходимо авторизоваться.
- Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Каждый начинающий, да и опытный сварщик во время сварки прожигал металл. Это происходит или из-за большого тока, или из-за очень тонкого листа, или из-за того и другого. Резка металла осуществляется с применением этого свойства. Удобнее всего разрезать лист или изделие, используя ручную дуговую сварку, то есть электрод.
Электросваркой, конечно же, так не разрежешь металл, как плазмой, лазером или болгаркой, но всё же такая резка существует и применяется достаточно широко. В основном она применяется там, где не требуется слишком точная резка металла.
Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока.
При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
Резка тонкого и толстого листа происходит немного по-разному. При резке тонкого металла прибавляется ток, больше примерно в два раза обычного. Электрод должен быть поближе к заготовке и углубляться в разрез. Происходит как бы сдувка лишнего металла сваркой. Такое получится у каждого.
Но для того, чтобы края реза были относительно ровными, необходима практика. Почти также режется толстый лист. Ток прибавляется в зависимости от толщины, которую вы хотите прорезать. При резке вам необходимо будет продувать большую толщину.
Для этого вам будет необходимо углублять электрод в расплавленный металл, выталкивая его наружу до тех пор, пока не будет видно, что он разрезан насквозь.
При резке металла электросваркой обычно применяют старые, не нужные электроды необходимого диаметра. Если вы режете тонкий металл, то вам вполне подойдёт электрод диаметром 3 мм или тройка, а для более толстого листа требуется четвёрка или пятёрка.
Большой популярностью пользуются услуги плазменной резки различных металлов, а также их сплавов. Плазменный раскрой предоставляет возможность легко справляться с нержавеющей, углеродистой и высоколегированной сталью. Также часто принимаются заказы на плазменную резку титана, алюминия, латуни, меди, бронзы, чугуна и изделий, которые сочетают несколько видов сплавов.
Превосходное качество и быстрое выполнение заказа гарантируется многими компаниями, осуществляющие подобные услуги.
Также оказываются услуги по металлообработке, и по чертежам заказчика производится широкий спектр металлических изделий при наличии необходимого оборудования и штата мастеров, квалификация которых в сжатые сроки позволяет выполнять заказы на самом высоком уровне качества.
Как поставить подпись в электронной почте
При изготовлении или ремонте металлических изделий часто необходимо резать металл. В зависимости от конструкции и толщины деталей можно применять разные способы, но одним из универсальных считается метод воздушно-дуговой резки, основанный на использовании обыкновенного сварочного оборудования.
Для этого требуется только превысить величину сварочного тока, а вместо образования сварочной ванны и шва прожечь отверстие за счет интенсивного расплавления металлов электрода с деталью.
Для резки металла
В дальнейшем, оперируя положением электрода, можно успешно резать сталь. Расплавленный металл с места реза удаляется давлением дуги и собственным весом. Иногда его дополнительно выдувают потоком воздуха.
Таким способом, превышая до 30% сварочный ток и используя обыкновенные электроды для сварки, можно разрезать металлические детали. Правда, качество полученных стенок будет низким, а кромки получатся оплавленными, покрытыми шлаком. Для дальнейшего использования их придется обрабатывать механическими инструментами. Но во многих случаях это просто не требуется.
Методом дуговой резки можно пользоваться при размещении детали в разных плоскостях. Это удобно при выполнении монтажных и ремонтных работ.
Если требуется улучшить условия вытекания металла из места разреза, то после ориентации положения детали в пространстве используют второй сварочный кабель для создания магнитного поля, отклоняющего положение дуги. Дополнительный кабель крепят сверху около начала реза.
Разрезать таким способом детали удобно от кромки или прорезанного отверстия. Угол наклона электрода подбирается в зависимости от толщины подвергаемого резке металла. Тонкие листы удобно обрабатывать при прямом угле наклона, а для толстых деталей подходят острые углы.
Если расположить электрод под острым углом до 20 градусов, то можно выплавлять канавки в металле. Для этого перемещают погруженный в металл конец электрода и создают небольшие колебания в вертикальном направлении. Варьируя скоростью передвижения дуги с углом наклона, можно выбрать глубину канавки. Вполне допустимо для ее увеличения делать несколько проходов.
При необходимости прожигания круглых отверстий электрод располагают под прямым углом к поверхности и создают дугу максимальной длины. Если требуется увеличить размеры отверстия, то отступают от его края и круговыми движениями расширяют прорезь.
Обычные электроды при подобной работе очень быстро сгорают. Поэтому для продолжительного использования выпускаются специальные электроды для резки металла, позволяющие более качественно прорезать чугуны, стали всех марок и цветные металлы. Универсальными качествами, популярностью обладают марки ОЗР-1 и ОЗР-2. Их эксплуатационные возможности оценены многими специалистами.
Разрезать металл дуговой сваркой можно различными электродами, каждый сварщик самостоятельно выбирает наиболее подходящие ему марки. Но специально изготовленные и проверенные электроды всегда есть в запасе у хорошего мастера для качественного выполнения ответственных работ.
Сварочный ток. Положение электрода. Резка металла сваркой
Оптимальные сварочный ток и положение электрода. Резка сваркой. (10+)
Самоучитель начинающего сварщика — Сварочный ток. Положение электрода. Резка металла сваркой
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока.
Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов.
В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл.
Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
Как отправить на флешку большой файл
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем — что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что — и электрод и сталь начнут активно плавиться и испаряться.
Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига.
И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист.
Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения.
Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе.
Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали.
Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины.
В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения.
В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Как добавить локальный принтер в windows 7
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.
резать металл электросваркой
Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
(читать дальше…) :: (в начало статьи)
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.
Как самостоятельно прожечь отверстие в металле электросваркой?
Время чтения: 4 минуты
Когда нам нужно сделать дырку (или правильнее сказать отверстие) в металле, мы используем обычную дрель и сверла по металлу. Однако, такой способ не всегда удобен и прост, если нужно сделать отверстие большого диаметра.
В таком случае поможет сварочный аппарат и электрод. С его помощью можно прожечь отверстие любого диаметра даже в толстом металле. В этой статье мы кратко расскажем, как резать металл, используя технологию электросварки.

Общая информация
Многие домашние умельцы привыкли думать, что сваркой необходимо пользоваться только в случае, когда нужно соединить две металлические заготовки. Однако, имея в руках сварочный инвертор и электроды можно выполнить не только сварку, но и резку металла. Эта технология пригодится, если нужно сделать отверстие в заготовке.
Чтобы электродом сделать отверстие в металле, не нужно быть профессионалом. Достаточно знать принцип работы инвертора и уметь применять его на практике.
Процесс резки проще и быстрее сварки, поскольку нет таких высоких требований к качеству шва. Если попрактиковаться, можно добиться довольно ровного реза, с аккуратными краями.
Поэтому резка подходит даже для тех, кто никогда не пользовался сварочным инвертором.
Что нужно иметь под рукой?
Чтобы сделать отверстие в металле, у вас само-собой должен быть инвертор, электроды, а также молоток и щетка с металлической щетиной.
Инверторы бывают разными: дешевыми и дорогими, профессиональными и бытовыми, мощными и не очень. В сущности, не важно, каким именно инвертором выполнять резку. Главное, чтобы он был исправен.
Что касается электродов, то здесь выбор велик. Раньше резку выполняли теми же электродами, что и сварку. Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.

Если решите использовать обычные электроды для сварки, то будьте готовы, что рез окажется не самым эстетичным, да и сама работа будет идти медленнее, а дуга будет гореть нестабильно.
Выбор электродов для резки металла
Также помимо инструментов приобретите средства индивидуальной защиты. Работу нельзя выполнять без сварочной маски и рукавиц. Это минимальный набор для домашнего сварщика. Но мы рекомендуем приобрести полную экипировку, включая костюм и обувь.
Выполняем резку
Зажгите дугу. Это можно сделать двумя способами: постукиванием конца электрода о поверхность металла или чирканьем, словно поджигаете спичку. Первый способ проще. Если вы раньше никогда не использовали сварочный инвертор, то рекомендуем начать именно с постукивания.
Настройте силу тока на инверторе. Сила тока подбирается исходя из толщины заготовки и диаметра электрода. Рекомендуем сначала установить настройку таким образом, как если бы вы просто выполняли сварку, и затем добавить еще примерно 30% от заданной силы тока.
Далее нужно разметить края будущего отверстия. Используйте для этого химический карандаш. Он отлично подходит для разметки и его хорошо видно при выполнении резки. Если отверстие небольшое (пару сантиметров в диаметре), то можно выполнять резку сразу. Если работы много, то лучше сделать отверстие поменьше и затем постепенно расширять его.

Ведите электрод перпендикулярно заготовке. Сильно не отклоняйте его при выполнении резки. Сам процесс очень похож на обычную сварку, так что у вас не должно возникнуть трудностей.
Обратите внимание
Резка хоть и проще сварки, но она тоже имеет свои особенности, которые нужно учитывать. Мы перечислим основные.
Прежде всего, будьте готовы, что такой способ резки металла вряд ли обеспечит идеально ровную линию реза. Если вам нужен безупречный результат — используйте технологию плазменной резки. Резка электродами подойдет для домашнего применения, когда качество не так важно.
При резке тонкой заготовки увеличьте силу тока. Если нет электродов для резки, можно использовать стержни для сварки. Но их применение немного затрудняет резку. Некоторые умельцы используют электроды для сварки, которые уже непригодны для выполнения сварочных работ.

В сущности, тип электрода не так важен. Важнее его диаметр. Помните: чем толще металл, тем больше диаметр электрода. Для тонких металлических заготовок можно использовать электроды 3 мм.
Вместо заключения
Если вы только начинаете изучать азы сварки, резка металла электродами может стать отличным упражнением. Это простой и быстрый процесс, к которому не предъявляются особые требования к качеству работ.
Резку можно выполнять любыми электродами, но лучше использовать специальные марки для резки. Желаем удачи!
3 способа сварки тонкого металла без прожога

Начинающему сварщику варить тонкий листовой металл или тонкостенные трубы обычным сварочным инвертором не так просто. Электрод прожигает изделие, в результате чего вместо прочного соединения с аккуратным швом получается печальная картина. На самом деле можно научиться укладывать практически заводской шов даже на тонкостенный металл, но для этого требуется правильно вести электрод. Рассмотрим 3 метода его ведения, которые оптимально подходят для сварки тонкой листовой стали, труб и т.д.
1. Сварка с возвратом
Этот способ ведения кончика электрода подразумевает наложение шва с возвратом. Для этого всю протяженность свариваемого шва нужно мысленно разделить метками с шагом в 5 мм.
Кончик электрода разжигается вначале, и быстро продвигается вперед, затем возвращается и задерживается.
Как только в этом месте образовалось достаточно наплавленного металла, нужно быстро продвинуться вперед, и вернуться уже до следующей метки.
Таким образом, электрод долго не задерживается на одном месте. За счет сдвига вперед дается время, чтобы расплавленный металл успевал застывать. Этим способом получается накладывать толстый качественный шов, надежно скрепляющий заготовки.
2. Сварка по прямой
Это самый быстрый и простой способ сварки. Необходимо разжечь электрод, и провести его по стыку деталей. При этом кончик должен отставать от держателя. Если шов нужен широкий, то можно слегка вести электрод по волнообразной траектории, сдвигая его влево и вправо.
Чтобы так варить, требуется обязательно отрегулировать ток на сварке под текущую толщину стали, и естественно использовать электрод рекомендованного сечения. Соблюдая все условия, и подобрав оптимальную скорость продвижения, вы никогда не прожжете металл.
3. Сварка с отрывом электрода
Этот способ очень похож на предыдущий. Электрод ведется аналогично, но спустя 0,5-1 см шва отрывается на мгновение. Затем он возвращается к месту разрыва, и сварка продолжается. Эта пауза позволяет предотвратить критический перегрев металла, при котором он прогорит насквозь.
Сварка этим способом, пожалуй, будет самой простой для начинающего.
Только важно не делать слишком большие паузы, так как если шов застынет, то электрод не будет развиваться при следующем касании так просто.





