- Преимущества полипропиленовых труб
- Чем работаем. Инструменты
- Инструкция и правила монтажа
- Подготовительные работы:
- Шаг № 1
- Шаг № 2
- Шаг № 3
- Технология сварки
- Как установить вварное седло
- Цены на оборудование и услуги
- О чем говорят снипы
- Как сваривать полипропиленовые трубы и какой инструмент нужен для этого
- Инструментарий для сваривания ПП труб
- Разнообразие насадок
- Разрезание труб перед свариванием
- Последовательность сваривания труб ПП
- Пайка полипропиленовых труб своими руками: инструкция по сварке и монтажу
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные машины для сварки труб
- Процедура сварки полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Соединение ППР без сварки
- Сварка полипропиленовых труб своими руками для начинающих
- На чем основан принцип монтажа полипропиленовых труб
- Как соединить трубы из полипропилена раструбной сваркой
- Соединение труб из полипропилена, армированных алюминиевой фольгой
- Распространенные ошибки при сварке полипропиленовых труб
- Сварка полипропиленовых труб своими руками: правила пайки для начинающих
- Оборудование для диффузной раструбной сварки полипропиленовых труб
- Сварка полипропиленовых труб своими руками: как правильно сваривать трубы из полипропилена
- Трубы и вспомогательные элементы для сборки
- Способы соединения полимерных труб
- Инструменты для соединения
- Основные этапы технологии пайки
- Этап #1 — расчет материала и комплектующих
- Этап #2 — пайка элементов трубопровода
- Краткое фото-руководство по сварке ПП труб
- Типичные ошибки при монтаже
- Сборка элементов без применения пайки
- Вариант #1 — установка компрессионного фитинга
- Вариант #2 — склеивание элементов
- Выводы и полезное видео по теме

Изделия из современных полимерных материалов обладают характеристиками, которые дают возможность использовать их в системах водо- и теплоснабжения жилых домов и производственных помещений.
Благодаря наличию в составе полимера специальных стабилизирующих добавок, материалы обладают устойчивостью к гидроударам и перепадам давления. Система из армированного полипропилена при размораживании не получит никаких повреждений.
Преимущества полипропиленовых труб
Основные достоинства этого материала:
- термоустойчивость от + 95 °C (обычных труб) до 175 °C (армированных);
- низкая теплопроводность;
- длительный срок эксплуатации;
- антикоррозийные свойства;
- экологичность состава;
- отсутствие солевых и известковых отложений.
- Еще одним несомненным преимуществом является прочность соединений.
- Использование в монтаже конструкций материалов одной группы позволяет создать монолитное соединение.
- Легкий вес полипропиленовых (пп) изделий и элементарность сборки дают возможность быстро и бесшумно выполнить сварку своими руками даже новичку.
Чем работаем. Инструменты

Аппарат для сварки, в простонародье – «паяльник» или «утюг». Работает от электросети со стандартным напряжением (220 В). Мощность до 1500 В.
Состоит из нагревательного элемента (мечевидный дорн), к которому крепятся гильзы (насадки) с тефлоновым покрытием. Оснащен регулятором температуры нагрева и выключателем.
Удобная рукоятка дает возможность осуществлять процесс сваривания деталей практически в любом положении.

Насадки сменные, разных диаметров – продаются либо в комплекте с прибором для сварки, либо отдельно. С помощью ключа шестигранника легко крепятся на дорн.

Ножницы для резки труб. Лезвия ножниц изготовлены из стали высокого качества. С их помощью можно сделать ровный срез, не затрачивая много усилий.

Обычные ножницы используются для работы с трубами, диаметр которых не превышает 32 мм. Для изделий большего диаметра необходимо приобретать специальную модель режущего инструмента — труборез.

Шейвер (или торцеватель) – двусторонний прибор для удаления армирования. При пайке армированных элементов необходимо удаление наружного защитного слоя для лучшего сваривания поверхностей.
Внешне шейвер имеет такие же отверстия, как и муфта, а внутри располагаются острые стальные ножи. Торцеватели для полипропиленовых труб выпускаются разных диаметров: их цифровые значения аналогичны диаметрам труб.

Фаскосниматель — ручной инструмент для зачистки контура от лохмотьев пластика.
При использовании специальных ножниц для нарезки труб фаскосниматель применяется редко, но его наличие необходимо в случае вашего дебюта на поприще сантехника.

Рулетка строительная.

Строительный уровень. С его помощью вы сможете отцентровать свариваемые элементы, а также правильно смонтировать готовую конструкцию.
Перфоратор, дрель или шуруповерт. Для крепления спаянной системы к стене с помощью специальных фиксаторов.
Инструкция и правила монтажа
В качестве соединительных элементов для сваривания используются специальные фитинги:
- переходники,
- тройники,
- муфты,
- крестовины,
- заглушки.
Они бывают разного диаметра и конфигураций, полностью из пластика или со вставками из металла в виде внутренних и наружных резьбовых элементов, накидных гаек.
Подготовительные работы:
Шаг № 1
Составление плана работ – первый и немаловажный шаг. Набросав схему будущего водопровода, вы сможете с большой точностью подсчитать фитинги, а также снизить количество сваривания на весу.
- Рисуя схему, старайтесь по максимуму сократить изгибы готовой конструкции для того, чтобы сократить гидравлическое сопротивление движению воды.
- О том, как подготовить план работ и разработать схему прокладки водопровода в доме смотрите видео:
Шаг № 2
Закупка материала. Трубы и фитинги необходимо покупать с запасом. Велика вероятность того, что работа пойдет не так как хотелось и часть материала будет испорчена, или в процессе вы пожелаете немного изменить конфигурацию системы.
Шаг № 3
Подготовка инструмента. Стоимость аппарата для сваривания и сопутствующих приспособлений не так уж и высока.
Если бюджет позволяет – озаботьтесь покупкой: и вам пригодится и друзей можно будет выручать.
При отсутствии финансовой возможности вложить деньги в инструмент, который редко используется – возьмите прибор в аренду.
Все работы необходимо производить при температуре воздуха выше 0 °С.
Технология сварки
- Разрезаем трубу с помощью ножниц.
- Перед свариванием места соединений нужно протереть спиртом, обезжирив поверхность.
- Выбираем и устанавливаем необходимые нагревательные гильзы.
- Сварочный аппарат устанавливаем на специальную подставку и включаем в сеть.
- Температура в 260 °С – оптимальна для спайки хорошего качества. Меньший нагрев приведет к плохому сцеплению деталей.
- Максимум, который можно выставить – 280 °С.
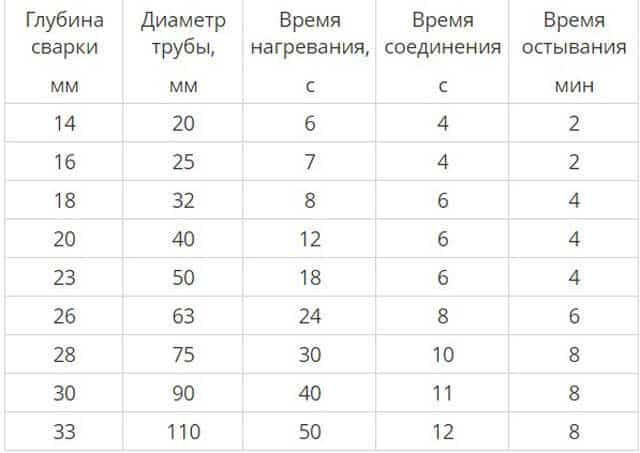
- Глубину насадки деталей на гильзу новичку будет сложно определить на глаз. Для этого воспользуйтесь маркером или карандашом. Для труб диаметром 20 мм глубина сварки составляет 14 мм (на каждый последующий размер диаметра материала прибавляйте по 2 мм). Именно такой отрезок вам нужно отметить маркером.
- Дожидаемся отключения индикатора, оповещающего о процессе нагрева, и приступаем к свариванию деталей. Для этого нужно нагреть края соединительных элементов, вставив их в гильзу с противоположных сторон.
- Если вы используете армированные полипропиленовые трубы, то перед спаиванием необходимо зачистить с поверхности среза верхний слой с помощью шейвера, а затем обезжирить и сваривать.
Таблица времени пайки полипропиленовых труб
| Наружный диаметр трубы (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
- Нельзя самовольно увеличивать время нагрева – пластик может расплавиться и изменится внутренний диаметр изделий, что приведет к нарушению технологического процесса.
- Снять детали с насадки и сразу же соединить друг с другом. Пластик в местах нагрева пару секунд будет еще пластичный, что позволит вам отцентровать изделие. Опытные мастера делают это на глаз, а вам пригодится строительный уровень.
Пользоваться водопроводной системой можно не раньше, чем через час после завершения всех работ.
Спайка в труднодоступных местах осуществляется отдельными небольшими узлами, а потом уже соединять с другими элементами конструкции.
Если у вас есть готовая схема разводки с точными замерами – проблем с процессом пайки в точке с плохим доступом не будет.
Спаяв большую часть системы на любой твердой поверхности, вы облегчите себе дальнейшую работу. Залазить в труднодоступные места и паять сидя или стоя в самых неудобных позах вам придется самую малость.
Установка труб на стену осуществляется с помощью пластиковых клипс подходящего диаметра, которые крепятся на дюбелях или совмещены с ними. На бетонную стену закрепить клипсы можно при помощи перфоратора, на деревянную – шуруповерта.
Подробнее о том, как легко и просто выполнить сварку полипропиленовых труб своими руками смотрите видео:
Как установить вварное седло
Есть еще один способ сваривания частей водопровода – с помощью вварных седел. Этот вариант хорош тем, что благодаря специальному фитингу, данное соединение упрощает процесс создания отводов.
Удобно использовать такой вид совмещения на трубах с большим диаметром, но для этого необходимы специальные насадки для «паяльника» и сверло, для подготовки отверстия в трубе. Весь дальнейший процесс работы аналогичен ранее описанному: зачистить, обезжирить и т. д.
Цены на оборудование и услуги
Средняя цена простого аппарата для сварки труб составляет 3000 рублей. Встречаются экземпляры и по 50 000 рублей, но это техника для профи.
Труба полипропиленовая стоит от 20 до 100 рублей за погонный метр. Цена зависит от диаметра изделия и наличие или отсутствие армированного слоя. Стоимость фитингов от 10 до 300 рублей.
Расценки на сантехнические работы незначительно разнятся. В среднем комплексная разводка труб, длиной в 12 метров с тройниками и другими соединениями обойдется вам не менее 11 000 рублей.
Сложность работы и наличие труднодоступных участков значительно удорожает конечную стоимость.
О чем говорят снипы
Активное применение пластиковых труб стало возможным благодаря официальному разрешению:
- СНиП 2.04.05–91 «Отопление, вентиляция и кондиционирование»;
Источник: https://klimatlab.com/vodosnabzhenie/vodoprovod/svarka-polipropilenovyh-trub-instrukciya-i-instrumenty.html
Как сваривать полипропиленовые трубы и какой инструмент нужен для этого
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры.
Нагрев достигается благодаря воздействию электричества.
Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. «Какие пропиленовые трубы используют для отопления и водоснабжения».

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»).
.

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Источник: https://trubaspec.com/soedinenie-trub/kak-svarivat-polipropilenovye-truby-i-kakoy-instrument-nuzhen-dlya-etogo.html
Пайка полипропиленовых труб своими руками: инструкция по сварке и монтажу
Строительство систем отопления и водоснабжения своими руками стало возможным благодаря использованию полипропиленовых труб (ППР). Их преимущество в высокой надежности, длительном сроке службы (до 50 лет), несложной технике монтажа, легкости и удобстве транспортировки и невысокой стоимости.

Пайка полипропиленовых труб.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства.
Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций.
Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.

Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.

Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек |
Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Поэтому прежде чем приступить к монтажу, нужно подробно изучить инструкции изготовителя. Данное различие в диаметрах не относится к ППР, армированным стекловолокном.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Влияние ошибок на качество сварки
Пренебрежение правилами выполнения сварочных работ приводит к ошибкам, влияющим на итоговое качество и надежность конструкций. Прежде чем приступить к выполнению сварочных работ, для начинающих будет полезным провести тренировку для наработки опыта.
Чаще всего встречающиеся ошибки в работе:
- Сварка деталей, не обработанных чистящим, обезжиривающим средством.
- Перегрев или недогрев спаянных деталей.
- Не полностью снят армирующий слой.
- Вращение деталей при прогреве или состыковке деталей.
- Несоблюдение глубины сварки.
- Неровный срез трубы.
Соединение ППР без сварки
Технология соединения ППР без паяльника называется «холодной» сваркой. Этот способ основан на использовании сильного органического растворителя.
Поверхность трубы, обработанная таким составом, становится клейкой, мягкой и легко стыкуется с другой деталью.
Растворитель обладает высокой летучестью, испаряется за несколько секунд, поэтому процесс склеивания деталей проходит за короткий период.
Для соединения ППР без сварки не нужны паяльные машины и электроэнергия. Поэтому данный метод получил распространение в среде профессиональных монтажников и используется при прокладке или ремонте магистральных линий. В быту этот способ встречается крайне редко.
Источник: https://VodaSovet.ru/vodoprovod/pajka-polipropilenovyh-trub
Сварка полипропиленовых труб своими руками для начинающих

Сварка полипропиленовых труб своими руками вполне осуществима начинающему сантехнику, в то время как монтаж стального водопровода был под силу далеко не каждому домашнему мастеру. Минимальный набор инструментов, необходимый для сварки труб обеспечивает новичку возможность осуществить самостоятельный монтаж водопровода.
Кроме этого, надежность и долговечность полипропиленовых труб по некоторым показателям существенно превосходит стальной водопровод. Технология сварки под силу даже домашнему сантехнику. При монтаже водопровода должна в полной мере соблюдаться технология сварки.
На чем основан принцип монтажа полипропиленовых труб
Технология монтажа ПП труб основана на плавкости материала.
Суть сварки сводится к тому, что при нагревании до нужной температуры трубы размягчаются и приобретают возможность соединения на молекулярном уровне.
Если при сварке не было допущено ошибок, после остывания сварной шов становится монолитным без щелей и прочих дефектов, а материал полностью восстанавливает свои первоначальные свойства.
Для качественной пайки, безусловно, необходимы определенные навыки, но еще более важно наличие специального сварочного аппарата, позволяющего выдерживать соответствующие температурные режимы. Технология сварки полипропиленовых труб при соблюдении температурных режимов обеспечивает надежность и долговечность водопровода.
Как соединить трубы из полипропилена раструбной сваркой
Для раструбной пайки полипропиленовых труб своими руками применяются нагревательные приборы, оснащенные специальными насадками, соответствующего диаметра. Основные типоразмеры насадок для раструбной сварки полипропиленовых элементов составляют от16 до 40мм.
Рабочая температура для качественной сварки трубы и фитинга из полипропилена составляет 2600С. При непосредственном соединении муфты и трубы важно четко соблюдать концентричность элементов. Крайне важно принять к сведению, что производить сварочные работы с полипропиленовыми трубами при температуре менее 00С недопустимо.
При помощи специальных инструментов отрезают сегмент необходимой длины и тщательно зачищают как срез, так и внутреннюю поверхность фитинга. После этого производится одновременный нагрев раструба соединительной муфты и торца трубы.
В процессе соединения крайне важно соблюдение температурного режима, поскольку как недостаточный прогрев, так и перегрев соединяемых элементов приводит к нежелательным последствиям и отрицательно сказывается на качестве сварного соединения.
Превышение осевого усилия при стыковке элементов полимерного трубопровода может привести к уменьшению проходного сечения.
Специальными инструкциями регламентируется время нагрева для всех типов полипропиленовых труб. По истечении этого времени элементы соединяются между собой избегая перекосов. По окончании процесса сварки необходимо охладить элементы конструкции естественным способом, избегая нагрузок и перекосов.
Для сваривания труб, не превышающих диаметр 40мм, допускается использование ручного нагревательного аппарата, а для трубопроводов большего диаметра целесообразно использование сварочного аппарата с центрирующим устройством.
Соединение труб из полипропилена, армированных алюминиевой фольгой
Сваривание армированных алюминиевой фольгой полипропиленовых труб не имеет принципиальных отличий, однако имеет несколько важных нюансов. Прежде всего, потребуется еще один специальный инструмент для снятия наружного слоя полипропилена и алюминиевой армирующей фольги.

Этот инструмент называется шейвером и широко используется при работе с армированными трубами. Для удобства монтажа раструб фитинга выполнен таким образом, что позволяет произвести соединение только с обработанным шейвером патрубком. Глубину зачистки патрубка определяют с учетом глубины раструба +2мм.
Распространенные ошибки при сварке полипропиленовых труб
Монтируя полипропиленовые трубы водопровода, начинающие домашние сантехники иногда допускают некоторые ошибки, которые отрицательно сказываются на качестве сварки:
- Наличие грязи и остатков воды на свариваемых поверхностях. Опытный мастер никогда не забудет очистить свариваемые поверхности, поскольку даже незначительное загрязнение или наличие небольшого количества воды приводит к серьезным нарушениям в качестве соединения;
- Неверное позиционирование. При соединении нагретых элементов у начинающего мастера очень немного времени для правильной взаимной установки элементов, по истечении этого короткого промежутка изменение взаимного положения патрубка и раструба приводит к ослаблению соединения;
- Несоответствие материалов. Некачественное соединение может быть обусловлено низким качеством труб и фитингов. В этом случае даже опытный монтажник вряд ли сможет гарантировать качественное соединение. Но бывает и другой вариант: при попытке соединить два качественных элемента разных производителей. Некоторое различие в химическом составе полимеров разных производителей может препятствовать формированию качественного сварного шва.
В заключение можно отметить, что сварка полипропиленовых труб своими руками при соблюдении технологических норм и правил вполне в состоянии обеспечить качественное соединение элементов водопровода.
Источник: http://masterok-remonta.ru/santekhnika-i-kanalizatsiya/svarka-polipropilenovykh-trub-svoimi-rukami.html
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
- Главная
- Строительство и ремонт
- Водоснабжение и канализация
1 звезда 2 звезды 3 звезды 4 звезды 5 звезд Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.
При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.
Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей.
Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).
Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой.
Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении.
Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
- ППР-трубы и фитинги должны приобрести температуру помещения, где они будут эксплуатироваться. Нельзя сразу сваривать трубы, принесённые с холода или нагретые солнцем.
- На сварочный аппарат устанавливаются раструбы нужного размера, на регуляторе выставляется температура 260°C. Для быстрого нагрева нужно включить две клавиши. При достижении рабочей температуры лампочки сбоку гаснут. Вторую клавишу после этого отключают.
- Трубы и фитинги подготавливаются к сварке: трубы обрезаются в размер, срезы торцуются, отмечается глубина сварки и свариваемая поверхность обеспыливается и обезжиривается.
- При достижении рабочей температуры на сварочном аппарате свариваемые части надвигаются на насадки-раструбы без вращения. Как только труба и фитинг стали надвигаться на раструбы ― начинается отсчет 7 секунд (для 25-мм трубы): 21, 22, …27. Трубу вдвигают до отметки маркером или карандашом (насадки позволяют вдвинуть труб чуть глубже требуемого значения). Затем разнимаем трубу и фитинг. Время нагрева труб разных диаметров приведено в справочной таблице ниже.
- Быстро и без вращения соединяем трубу и фитинг. Не вдвигайте элементы слишком сильно, иначе внутри образуется валик, сужающий просвет трубы.
- Сварка завершена. Готовому соединению нужно дать время «набрать прочность» — остыть в течение двух минут (для трубы ∅ 25 мм).
| Диаметры полипропиленовых труб, мм | Ширина сварочного пояса, мм | Время нагрева трубы, сек | Время соединения труб и фитингов, сек | Время остывания сварного соединения, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединять полипропиленовые трубы в домашних условиях, посмотрите это видео.
Статья была опубликована в журнале «Сам себе мастер» №11-12 (2017 г.). Подписаться на печатную версию издания.
Источник: https://www.ivd.ru/stroitelstvo-i-remont/vodosnabzenie-i-kanalizacia/svarka-polipropilenovyh-trub-svoimi-rukami-pravila-pajki-dlya-nachinayushchih-36081
Сварка полипропиленовых труб своими руками: как правильно сваривать трубы из полипропилена
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.
Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.
Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».
Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.
Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.
Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней.
На рисунке порядок выполнения действий: 1 – размечаем; 2 – прогреваем нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 – выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц.
Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.
Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки.
Условные обозначения: 1 – прогревание двух отрезков полипропиленового трубопровода; 2 – своевременно снятие труб с паяльника; 3 – соединение двух элементов между собой; 4 – на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов.
По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
- О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
- Видео #1. Как правильно паять трубы:
- Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы.
И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, комментарии в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Источник: https://sovet-ingenera.com/santeh/trubodel/texnologiya-svarki-polipropilenovyx-trub-svoimi-rukami.html





