- Технология механической обработки металла
- Механическая обработка металла резанием
- Механическая обработка металла давлением
- Шлифование как вид механической обработки металла
- Оборудование для механической обработки металла
- Горячая ковка — способ обработки металла
- Что такое ковка металла
- Горячая обработка металлов
- 5.2. Механическая горячая обработка
- Большая Рнциклопедия Нефти Рё Газа
15.04.2020 VT-METALL 
Вопросы, рассмотренные в материале:
- Технологию механической обработки металла
- О механической обработке металла резанием
- О механической обработке металла давлением
- О шлифовании как виде механической обработки металла
- Какое есть оборудование для механической обработки металла
Механическая обработка металла отличается от других видов тем, что во время процесса у металлической заготовки изменяется не внутренняя структура, а только лишь исходный размер и форма.
Для выполнения обработки используются различные станки: от кузнечных молотов до токарно-фрезеровальных станков с ЧПУ. Каждый из них применяется в зависимости от поставленных целей и необходимой точности готового изделия. Подробнее о том, как происходит механическая обработка металла, расскажем в нашей статье.
Технология механической обработки металла
Существует три метода механической обработки деталей:
- Шлифование.
- Давление, в процессе которого стружка не снимается.
- Резание, когда происходит снятие стружки.
При использовании метода давления силовое воздействие на заготовку оказывается с помощью разных инструментов (примером может служить кузнечная обработка), в результате которой деталь приобретает требуемый объем и форму.
Резание снимает с материала припуск (верхние слои). Пример такой обработки – строгание или фрезеровка. При шлифовке образуется пыль из металла, который смешивается с абразивным веществом.
Этот метод используется после применения давления и резания.
Механическая обработка материалов – одна из стадий, прохождение которой необходимо для изготовления детали.
Основы технологической обработки металлов содержат требование обязательной подготовки технологической карты до начала работ, в ней содержатся данные о размерах и классах точности изделия.
После получения данной карты делается чертеж детали с повторным указанием размеров и классов точности.
Механическая обработка металла резанием

Способы механической обработки материалов объединяет применение в каждом из них твердого и острого инструмента, с усилием механически воздействующего на заготовку. Результатом становится отделение слоя металла от изделия и изменение его формы. «Припуск» – это величина, на которую заготовка больше конечного продукта.
Механическая обработка металла имеет следующие виды:
- Точение – резец подводится к закрепленной на оснастке заготовке, которая вращается, и снимает с нее слой материала до получения заданных конструктором размеров. Данный вид обработки используется только для изготовления изделий, чья форма может быть получена вращением.
- Сверление – вращающееся сверло погружается в неподвижно закрепленную заготовку, а затем постепенно продольно подается к ней. Таким образом проделываются круглые отверстия в деталях.
- Фрезеровка – рабочей является боковая поверхность инструмента, в отличие от сверла, которое работает передней частью. Перемещения фрезы идут вертикально, а также вперед и назад, вправо и влево. Такая особенность обработки дает возможность изготовления изделий любой формы.
- Строгание – движение резца вперед и назад происходит вдоль закрепленной заготовки, при этом металл снимается продольными полосами. Существуют станки, в которых двигается деталь, а не резец. Данный вид обработки позволяет сделать на изделии продольные пазы.
Любая операция изготовления детали требует собственного оборудования. При разработке технологического процесса происходит группировка операций, их чередование и комбинирование. Делается это для получения нужной производительности, а также для уменьшения производственных расходов.
Механическая обработка металла давлением
Давление как метод механической обработки используют для придания формы листу металла, а также для производства изделий из такого материала, как сортовой металлопрокат.
Под данным воздействием понимают следующие виды обработки: штамповку, гибку, высадку и т. д. Давайте рассмотрим подробнее различные способы работы методом давления.
Цветные металлы часто подвергают ручной кузнечной обработке в горячем цеху.
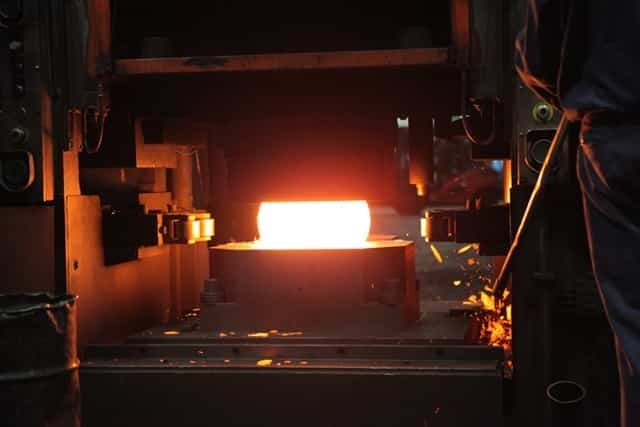
Металл для ее проведения заранее прогревают, причем степень нагрева должна превосходить температуру рекристаллизации, после чего материалу придают требуемую форму.
Инструментами для ее проведения являются молоток и ручной молот. Температура нагрева металла зависит от такого свойства, как количество углерода в нем.
При уменьшении этого значения должна повышаться рабочая температура.
Обработка, проведенная таким способом, признается эффективной. Причина заключается в высокой прочности сплошных изделий, которые можно сделать, при этом металл не теряет своих природных свойств.
Механическая обработка металлов и сплавов горячим методом более совершенна.
Для этого материал прогревается, ковка же идет не вручную, а при помощи специализированного оборудования.
Для механической ковки используют кузнечный штамп или она может быть свободной. В первом случае применяют пресс для создания изделия требуемой формы. Во втором – работа проводится с использованием наковальни и молотка, посредством которого и придают форму изделию.
Механическими устройствами в данном случае являются как пресс, так и молот. Однако форму изделие приобретает от молота – посредством ударов, а от пресса – вследствие давления.
Молот используют реже из-за излишнего шума и меньшей эффективности процесса. Чаще всего его применяют на крупных предприятиях.
Кроме горячего, существует метод холодного воздействия на металл. Он чаще используется по той причине, что не оказывает влияния на физические характеристики металла (цветного и черного) в процессе придания деталям требуемой формы.
VT-metall предлагает услуги:
Порошковая покраска металла
При холодном способе нагрева заготовки не требуется, процесс изготовления идет при комфортной температуре окружающей среды.

Холодный способ называют штамповкой. Он подразделяется на различные виды. Функции используемого оборудования позволяют проводить много- или однооперационную штамповку.
На металле может сохраняться сплошное покрытие или его разделяют. Устройства разного типа влияют на данный процесс в ходе придания изделию требуемой формы.
Существует несколько самых популярных видов воздействия с помощью пресса. Это обжатие, гибка, формование, вытягивание, разбортовывание и выпучивание.
Гибка изменяет осевую форму детали, что происходит при помощи тисков, устанавливаемых на специальные гибочные прессы и штампы.
Вытягивание позволяет делать изделия сложных форм. При этом используют давильный станок.
В полой детали поперечное сечение становится меньше благодаря обжатию. При этом последующее формование дает возможность придать детали пространственную форму.
Такой вид обработки требует формовочных и специальных вытяжных штампов.
В процессе выпучивания изделие также становится пространственным, разбортовывание же позволяет сделать бортики и иные элементы.
Шлифование как вид механической обработки металла
Шлифовка позволяет работать с внутренними и наружными поверхностями конической и цилиндрической форм, фасонными и плоскими. Она подходит также для изготовления резьбы достаточной точности.
Заметим также, что в настоящее время шлифовка чаще используется, чем твердое точение, постепенно вытесняя его. Последнее является достаточно типичной обработкой на токарном станке поверхностей, которые уже были подвергнуты термическому воздействию, то есть их структура была укреплена с помощью нагревания и последующего охлаждения.
- Шлифование наружное круглое.
Принцип работы заключается в том, что одновременно с кругом, который производит вращение вокруг оси (скорость резки), вращается также деталь. Подача может производиться в двух видах: продольная (или осевая, со шлифовкой по всей длине), и поперечная (с приближением к детали).
Данный метод похож на первый. Отличие заключается в нахождении круга, используемого для шлифовки, внутри изделия. Однако движения резания сохранились прежними. Кроме того, при проведении шлифовки используют охлаждение с помощью смазочно-охлаждающих жидкостей.

Данный метод, как понятно из названия, представляет собой воздействие на профиль зубчатого венца, производимое шлифовальным кругом, спрофилированным в один размер с эвольвентой зуба.
При использовании данного метода, в отличие от предыдущих, деталь не крепится в центре.
Вращается она, как правило, с помощью правого шлифовального круга, в то время как левый шлифует металл. По центру располагается нож из твердосплавного материала.
- Шлифовка плоских поверхностей.
Плоская металлическая заготовка крепится станочными приспособлениями на столе станка для шлифовки или магнитного стола, после чего начинается работа шлифовальным кругом. Данный метод признается оптимальным для плоских поверхностей всех размеров и форм.
Оборудование для механической обработки металла
Процесс механической обработки металлов требует необходимых видов оборудования и достаточных для работы производственных площадей.
Удаление слоев с поверхности металла происходит на токарном, а также на фрезерном станках. Самыми востребованными стали:
- токарная установка, оснащенная ЧПУ;
- станок вертикально-фрезерный.
Механическая обработка металлов на станках новых моделей позволяет изготавливать детали с геометрией и шероховатостью поверхности высокой точности.
На рынке представлено большое разнообразие оборудования для механической обработки металлов. Предприятия могут самостоятельно выбирать устройства. Некоторые заводы ставят карусельные станки, на которых происходит обработка заготовок, имеющих в диаметре до 900 см.

Любое из производств, специализирующихся на механической обработке изделий из металла, комплектуется стандартными видами оборудования, к числу которых можно отнести:
- фрезерные станки;
- зубофрезерные устройства;
- радиально-сверлильное оборудование;
- горизонтально-сверлильные станки;
- вертикально-сверлильные установки.
Посредством молота и наковальни происходит ручная кузнечная обработка. Для механической применяют специальный пресс, который бьет по нагретому металлу.
И молот с наковальней, и пресс считаются механическими приспособлениями. Однако молот воздействует на металл, придавая ему форму, посредством удара, а пресс – давления.
Существуют следующие типы молота:
- падающий;
- паровой;
- пружинный;
- паровоздушный.
Прессы бывают:
- фрикционными;
- гидравлическими;
- винтовыми;
- парогидравлическими;
- эксцентриковыми;
- пружинными;
- кривошипными.
На первом этапе происходит нагрев поверхности заготовки. Впрочем, в последнее время чаще применяется не горячее, а холодное воздействие, которое называется штамповкой. Она может использоваться для обработки всех типов материалов. При этом физические характеристики металла не меняются в процессе придания заготовке требуемой формы.
Штамповка имеет следующие популярные виды:
- гибка;
- формовка;
- вытягивание;
- разбортовывание;
- обжатие;
- выпучивание.
Гибка меняет осевую форму деталей из металла. Ее проводят с использованием специальных тисков, которые ставят на гибочные прессы и штампы.
Вытягивают детали на давильном устройстве, придавая им сложную конфигурацию. Обжатие делает меньше поперечное сечение заготовки с полостью внутри. Формованием придают изделиям пространственные формы.
Работа происходит на специализированных формовочных штампах.
Пространственную форму можно получить, используя выпучивание детали. Бортики и иные элементы появляются у заготовок путем разбортовывания.
Резание как один из методов механической обработки материалов обычно используется на производственных предприятиях. Уже долгие годы он является не только самым распространенным, но одновременно и максимально универсальным, наиболее применимым. Более 80 % операций обработки металлов – это процессы, относящиеся к механической обработке.
Каждый день появляется все больше новых методов изготовления самых разных металлов и заготовок. Соответственно, повышается качество металлических изделий с одновременным снижением трудоемкости производства.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
 Гарантируем лучшую цену. Пришлите чертеж или расчет проекта от других компаний,
Гарантируем лучшую цену. Пришлите чертеж или расчет проекта от других компаний,
и мы с вероятностью 96% предложим условия выгоднее
Горячая ковка — способ обработки металла
Слитки, полученные после разливки стали по изложницам и затвердевания, поступают на горячую механическую обработку.
Ее цель — придать изделию необходимую форму и размеры и попутно изменить и улучшить структуру литого металла, т. е. повысить его механические свойства.
Нагревать слиток перед горячей механической обработкой нужно до таких температур, при которых достигается высоко-пластичное состояние стали и пониженное сопротивление ее сформированию.
Великий русский металлург Д. К. Чернов впервые устяновил, что горячая механическая обработка стали должна быть закончена при температуре, лишь немного превышающей так называемую верхнюю критическую точку. Образующаяся при этом новая структура металла обладает достаточной мелкозернистостью, однородностью и высокими механическими свойствами.
Горячая механическая обработка низкоуглеродистых строительных сталей производится обычно в интервале температур 1250—900°. С повышением содержания углерода пластичность стали падает и при содержании С >1,7% сплав (чугун) не выдерживает горячей механической обработки.
Повышенное содержание серы, а также наличие кислорода вызывают в стали красноломкость. Такую сталь нельзя подвергать горячей механической обработке, так как она будет давать трещины.
Слиток перед горячей обработкой в зависимости от его размеров и формы нагревают в так называемых нагревательных колодцах, в методических (туннельных) и камерных печах.
Основные виды горячей механической обработки прокатка и ковка.
Что такое ковка металла
Ковкой
называется деформирование горячего металла (в виде слитка или заготовки) под молотом (деформация от удара) или прессом (деформация под непрерывным давлением)
Ковка придает изделию требуемую форму, а также улучшает структуру и повышает механические свойства металла.
Различают два основных вида ковки:
- свободную,
- в штампах (штамповка).
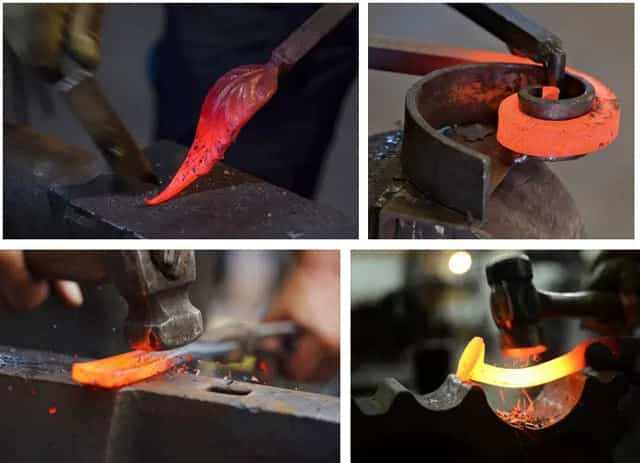
При свободной ковке металл под действием бойков ковочного механизма свободно течет в стороны.
Такая ковка включает следующие основные операции:
- вытяжку (рис. 2, а), при которой под ударами бойков удлиненной формы (поперек заготовки) увеличивается длина поковки за счет уменьшения площади ее поперечного сечения;
- осадку (рис. 2, б) или высадку (рис. 2, в), когда деформирование происходит вдоль продольной оси заготовки так, что поперечное сечение последней увеличивается за счет сокращения длины;
- изгиб заготовки под различными углами без существенного изменения поперечного сечения;
- пробивку (в тонких полосах) или прошивку (в толстых болванках) отверстий;
- рубку и резку металла.
Рис. 2 Схема ковочных операций
При ковке в штампах т.е. в бойках с вырезами (ручьями), соответствующими форме изготовляемого изделия, металл принудительно течет во всех направлениях и должен плотно заполнить формы штампов. Качество штампованных изделий выше качества кованых. В частности, при штамповке получают изделия точных размеров. Штамповку используют главным образом при массовом или крупносерийном производстве.
При машинной ковке на стройках широко применяют пневматические молоты, приводимые в действие сжатым воздухом от компрессора. Вес падающих частей таких молотов от 30 до 350 кг, число ударов 120— 220 в минуту.
В строительстве ковку широко применяют для изготовления болтов, тяжей, анкеров, хомутов, скоб, башмаков, бугелей для свай и т.п. К ковочным операциям относится также клепка, служащая для неразъемного соединения стальных листов и фасонных профилей. Клепка производится пневматическими клепальными молотками и клепальными машинами, реже — вручную.
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями
Горячая обработка металлов
ГОРЯЧАЯ ОБРАБОТКА МЕТАЛЛОВ, изменение свойств металлов и сплавов деформацией без снятия стружки при температуре выше температуры рекристаллизации. Если деформация производится при более низкой температуре, то процесс называется холодной обработкой. Холодную обработку не следует смешивать с механической обработкой, т.
е. со снятием стружки. Другой вид горячей обработки металлов заключается только в нагревании металлов или их сплавов до определенных температур и охлаждении их с некоторыми, тоже определенными, скоростями; в этом случае имеет место изменение структуры металла, сопровождающееся изменением его механических свойств.
К этому виду обработки относится термическая обработка стали.
Так как горячая обработка металлов происходит при температуре, отличной от атмосферной, то горячая обработка металлов всегда сопровождается термической обработкой, но оба эти приема следует отделять, когда говорится о горячей обработке металлов в смысле деформации металла.
Все металлы и их сплавы имеют кристаллическую структуру. Примеси в металлах или в сплавах, образующих твердые растворы, располагаются между кристаллами и обычно являются более хрупкими, чем сами кристаллы металла.
Сплавы металлов, состоящие из двух и более составляющих, обычно имеют одну из составляющих хрупкую; например, в стали феррит является мягкой составляющей, а цементит — хрупкой; в латуни при содержании Zn до 33% имеется твердый раствор α—вязкая составляющая, при большем же содержании Zn появляется вторая составляющая β—хрупкая.
Сущность горячей обработки металлов заключается в деформации (измельчении) хрупких составляющих, находящихся между отдельными кристаллитами (группами кристаллов) металла, уничтожении пустот между ними, а в некоторых случаях — в сварке кристаллитов между собой.
Форма кристаллов изменяется, но внутренние их свойства остаются неизменными.
Изменениями формы определяются различия в механических свойствах литого металла и металла, подвергнутого горячей обработке, а именно: в последнем уже нет пустот и неметаллические включения значительно раздроблены; поэтому благодаря горячей обработке металлов литые металлы теряют свою хрупкость, увеличивается удлинение, отчасти увеличивается сопротивление на разрыв; однако пределы упругости и текучести не изменяются, а равно мало изменяется и твердость. Цель горячей обработки металла заключается, главным образом, в изменении внешней формы металла, с наименьшей затратой работы; при этом некоторые свойства металла улучшаются.
Технически горячая обработка металлов производится при помощи специальных деформирующих механизмов, развивающих некоторое давление.
При деформации непосредственным давлением изделие изменяет форму под действием двух движущихся в противоположные стороны поверхностей; сюда относятся: кузнечное производство, где имеет место осадка, штамповка, вытяжка или фасонная ковка, и прокатное, где металл прокатывается в полосу или в какой-нибудь другой сложный профиль. При деформации непрямым давлением изделие протягивается или протаскивается через наклонные поверхности или же деформируется возникающими между этими поверхностями усилиями: протяжка, прошивка дыр, бортование или загибы (в последнем случае имеет место изгиб металла). В табл. 1 приведены деформационные процессы, соответствующие им машины и применение деформированных изделий в технике.
{webgallery}
{/webgallery}
Кузнечные работы исполняются при помощи молотов и прессов.
Для тяжелых поковок (весом 10—100 т) применяются, главным образом, гидравлические и парогидравлические прессы; для мелких работ — а) паровые (пневматические) молоты, б) воздушные молоты и в) падающие молоты, причем паровые и воздушные молоты применяются преимущественно для подготовительных работ (свободная или фасонная ковка), а падающие — для штамповки (английский метод). Впрочем, часто применяются (американский метод) паровые, а в последнее время, благодаря усовершенствованиям, и воздушные молоты — для штамповок; усовершенствование воздушных молотов заключается в том, что они могут давать не только автоматические, по и индивидуальные (отдельные) удары и размер этих молотов доходит до 2 т (1928 год). Для высадочных работ (имеющих в настоящий момент громадное значение) применяются винтовые фрикционные прессы и эксцентриковые или с коленчатым валом. Из последних ковальноосадочная машина приобрела в комбинации со штамповкой важнейшее значение для техники.
Прокатные работы совершаются на прокатных станах, смотря по назначению изделия той или иной системы (см. табл. 1). Валки имеют различные размеры, как по длине, так и по диаметру, и различную скорость вращения (заготовочные 40—80 об/мин., отделочные 100—200, мелкосортные 200—400, проволочные 500—600, листовые 40—90 и кровельные 35—55). Большие тяжелые заготовочные станы (блуминги) б. ч.
строятся как реверсивные дуо; средние и легкие — трио; для мелких точных работ применяется двойное дуо; для листов применяется б. ч. трио, причем для лучшей вытяжки средний вал имеет меньший диаметр — трио Лаута (Lautli). Число клетей и их расположение обусловливаются планом работ (и калибровкой валков).
В Германии предпочитают строить все клети в одну линию с установкой небольшого числа (2—3) клетей впереди для заготовки; эта работа пригодна для средней производительности и большого разнообразия профилей.
Американский метод применим для массового производства малого числа профилей; в этом случае клети, имеющие разное число оборотов (увеличивающееся в зависимости от увеличения длины прокатываемой полосы), ставят в затылок одну за другой, благодаря чему получается непрерывная прокатка.
Для производства деформаций с непрямым давлением служат, главным образом, прессы специального назначения и протяжные станы.
На выбор метода для деформации влияют: 1) внешний вид требуемого профиля, 2) механические качества получаемого продукта и 3) экономичность работы.
Если деформацию можно произвести несколькими способами, то предпочтение следует отдать тому способу, который обеспечивает наилучшее качество изделия; если таких особых заданий нет, то преимущество имеет экономичность работы, особенно при массовом задании.
От размера деформации зависит изменение крупнокристаллического строения металла в мелкокристаллическое, что значительно улучшает механические свойства металла, но изменение строения гл. обр. определяется температурными условиями, в которых происходит механическая деформация. Для стали, например, важно окончание деформации производить вблизи точки Аr3.
Температура нагревания для горячей обработки металлов приведена в табл. 2.
Источник: Мартенс. Техническая энциклопедия. Том 5 — 1929 г.
5.2. Механическая горячая обработка
5.2. Механическая горячая обработка
Механической горячей называется обработка металла, нагретого до температуры выше температуры рекристаллизации (для стали – в пределах от 750 до 1350 °C), позволяющая получить изделия требуемой формы при помощи специальных машин и механизмов.
Различают два вида механической ковки – свободная и в горячих (кузнечных) штампах.
Для выполнения механической свободной ковки вручную или механизированным способом обрабатываемый металл укладывают на наковальню и придают ему необходимую форму, ударяя молотом и постепенно поворачивая изделие. Иногда ковка на молотах заменяется свободным горячим прессованием на механических или гидравлических прессах.
- Ковкой в горячих штампах называется ковка молотом нагретого металла, помещенного в ручей штампа.
- Для горячей механической обработки давлением используются машины двух видов: молоты и прессы.
- Молот – это машина, придающая нагретому металлу форму путем удара, а пресс придает металлу форму, постепенно оказывая на него давление.
- Молоты по конструкции и технологическим особенностям подразделяются на паровые, паровоздушные, падающие с фрикционными дисками и пружинные.
- Прессы подразделяются на гидравлические, парогидравлические, винтовые, фрикционные, эксцентриковые, кривошипные и пружинные.
Принцип действия и конструкция механических молотов отличается от принципа действия и конструкции прессов. Молоты, в отличие от прессов, вызывают сотрясение пола и здания.
Кузнечный штамп представляет собой две стальные толстые плиты, на рабочих поверхностях которых выполнены углубления, называемые ручьями, соответствующие форме обрабатываемой детали.
Для горячей объемной ковки и штамповки применяют два вида горячих штампов: открытые, имеющие только нижние ручьи, и закрытые, имеющие ручьи в обеих половинках штампа. Они могут быть одно– и многоручьевыми.
- В зависимости от конструкции и массы штампуемой детали штампы могут быть одноместными (для одной детали) и многоместными (для штамповки двух и более деталей).
- По сравнению со свободной ковка в штампах имеет ряд преимуществ: большая производительность, меньшая стоимость производства при значительных объемах выпуска поковок, более высокие механические свойства поковок, меньший расход материала, возможность изготовления заготовок сложной формы, по форме приближающихся к готовым деталям, получение более точных размеров и чистой поверхности, простота работы, а также возможность использования работников сравнительно низкой квалификации.
- Для ковки или горячей штамповки металл, в зависимости от производственных возможностей, может нагреваться в горнах, газовых или мазутных (нефтяных), электрических печах или на специальных электрических установках.
Перед закреплением штампа на молотах или прессах следует провести его наружный осмотр. Поврежденные или вышедшие из строя штампы использовать нельзя. Исправные штампы нужно правильно установить и надежно закрепить. Затем штамп подогревают до температуры 200–300 °C и выполняют пробную поковку из материала изделия.
При использовании свинца в качестве металла для проверки правильности установки штамп подогревают до 100–150 °C. Нельзя использовать штампы, если в процессе штамповки они нагрелись до температуры 500 °C; в этом случае следует прервать работу.
Перед тем, как приступить к ковке, матрицу нужно смазать смесью масла с графитом или обсыпать тонким слоем мокрых опилок. Таким образом поковку предохраняют от приваривания к стенкам ручья. Нагретый и подготовленный к обработке материал нужно очистить от окалины.
Очистка производится ударами или поливанием водой.
Данный текст является ознакомительным фрагментом.
Большая Рнциклопедия Нефти Рё Газа
Cтраница 1
Горячая обработка металлов давлением производится при температурах выше температуры рекристаллизации.
Пластическое деформирование и в этом случае вызывает сдвиги и упрочнение, но упрочнение устраняется рекристаллизацией под действием теплоты обрабатываемой заготовки. [1]
Горячая обработка металлов давлением РІ Р·РѕРЅРµ установленных температур снижает сопротивление деформированию примерно РІ 10 — 15 раз РїРѕ сравнению СЃ обычным холодным состоянием.
Таким образом, при обработке давлением необходимо соблюдать определенный температурный интервал, зависящий от вида и химического состава сплава.
По этой диаграмме устанавливают интервал температур обработки давлением той или иной марки углеродистой стали.
Р�Р· диаграммы РІРёРґРЅРѕ, что стали СЃ меньшим содержанием углерода обрабатываются давлением РїСЂРё более высоких температурах, Р° стали СЃ повышенным содержанием углерода — РїСЂРё несколько пониженных температурах. Р’СЃРµ примеси, входящие РІ сталь, ведут Рє понижению температур обработки давлением. [2]
Горячая обработка металла РІ Р — фазе затруднительна, так как РѕРЅР° мало пластична Рё существует РІ СѓР·РєРѕРј температурном интервале.
Поэтому, СЃ точки зрения технологии производства, гораздо большими преимуществами обладают Р° — Рё Сѓ-фазы урана.
Фаза очень мягка; это объясняется тем, что она имеет простую кубическую объемноцентрированную решетку и существует в области высоких температур. [4]
Горячая обработка металлов давлением ведется РїСЂРё температурах, составляющих 0 6 — 0 8 РѕС‚ абсолютной температуры плавления. [5]
Горячую обработку металлов давлением проводят при температуре выше температуры рекристаллизации.
Пластическая деформация и в этом случае вызывает сдвиги и упрочнение, но упрочнение устраняется рекристаллизацией. [6]
Режимы горячей обработки металлов и сплавов заданного химического состава давлением определяются в основном температурой, скоростью и степенью деформации, которые влияют в процессе деформирования на механические характеристики. В связи с этим большое значение в практике технологических и конструкторских расчетов имеют правильный выбор механических свойств металлов и сплавов при горячей обработке давлением, а также определение напряжений в деталях и конструкциях машин, работающих в высокотемпературных условиях. [7]
Ковка-вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента.
Р�Р· всего многообразия процессов, выполняемых РєРѕРІРєРѕР№, РІ электромашино — Рё трансформаторостроении нашли применение: свободная РєРѕРІРєР° заготовок небольшой массы ( РґРѕ 300 — 500 РєРі), радиальная РєРѕРІРєР°, поперечно-клиновая прокатка. [8]
При горячей обработке металлов давлением лучше применять негорящие смазки, соляные составы и др.
При холодной обработке металлов давлением применяют жидкие смазки, смазывающие пасты, специальные покрытия.
Жидкие смазки и пасты могут состоять из минеральных масел, наполнителей, активизаторов и др. Наполнители: мел, тальк, древесная мука, дисульфид молибдена и др.
улучшают смазывающие свойства смазки, препятствуют выдавливанию смазки с поверхностей трения. Активизаторы, например олеиновая и стеариновая кислоты, улучшают смазывающие свойства масел. [9]
При горячей обработке металла давлением чем больше переходов, тем больше охлаждается металл.
При охлаждении сопротивление металла повышается, следовательно, повышается и расход энергии на деформацию.
Чем больше переходов, тем меньше деформация при каждом переходе и меньше тепловой эффект пластической деформации, отчего сопротивление деформаций еще больше повышается. [10]
При горячей обработке металлов давлением температура нагрева зависит от ряда факторов и, в первую очередь, от способа обработки и свойств металла.
Так, прокатку ведут при более высокой температуре, чем ковку и штамповку. Температурный интервал нагрева выбирают по диаграмме состояния сплава.
[11]
- При горячей обработке металлов давлением и резанием адгезионное взаимодействие между инструментальным и обрабатываемым материалами также вредно и приводит к налипанию обрабатываемого материала на инструмент и интенсивному изнашиванию инструментального материала. [12]
- РџСЂРё горячей обработке металлов — РєРѕРІРєРµ, штамповке, литье, термической обработке Рё сварке — РІ обрабатываемом изделии РІ результате неравномерного нагрева, охлаждения Рё усадки возникают внутренние напряжения, которые РјРѕРіСѓС‚ явиться причиной деформации Рё снижения работоспособности конструкции. [13]
- При горячей обработке металла, чтобы увеличить его пластичность, а также чтобы устранить возможность наклепа, применяют температуры, значительно превосходящие минимальную температуру, рекристаллизации. [15]
- Страницы: 1 2 3 4





