- Таблица — Рекомендованные значения скорости сверления стандартных материалов.
- Чем тверже материал, тем ниже скорость…но не всегда
- Чем тверже режущий инструмент, тем выше скорость
- Для каждого диаметра сверла – своя скорость
- Чем меньше скорость, тем дольше срок службы сверла
- Полезные советы по корончатому сверлению
- Что такое корончатое сверление?
- Популярные модели станков для корончатого сверления
- Полезные советы
- 1. Правильно выполняйте центровку сверла
- 2. Выберите скорость
- 3. Применяйте правильную подачу
- 4. Контроль во время сверления
- 5. Применение смазывающе-охлаждающих жидкостей (СОЖ)
- 6. Если керн застрял внутри сверла
- 7. Сверление материалов с непараллельными плоскостями
- Особенности сверления коронками с твердосплавными зубьями
- Инструкция по применению
- Советы
- Стандартные значения скорости
- Когда сверлильная коронка новая
- Удаление стружки
- Инструкция по применению на ручной дрели
- Часто задаваемые вопросы по сверлению коронками с твердосплавными зубьями
- Полезные ссылки
- Скорость сверления корончатыми сверлами
- На каких оборотах сверлить металл дрелью?
- Число оборотов при сверлении различных видов металла
- Кольцевые или корончатые сверла. Описание, характеристики и где применяются
- Плюсы и минусы применения корончатых сверл
- Процесс сверления
- Необходимо контролировать процесс работы
- Для чего применяются
- Корончатые сверла по металлу: виды, особенности, критерии выбора
- Преимущества сверл корончатого типа
- Как правильно выбрать инструмент
- Использование смазочных материалов
- Как просверлить нержавейку в домашних условиях?
- Полезные приемы при сверлении
- Корончатое сверление металла
- Надежность и прочность FEIN
- Высокая удерживающая сила магнита
- Оптимальный удельный вес
- Маркировка сверла
Сверление – это операция, при которой режущий инструмент (сверло), вращается и входит в заготовку в осевом направлении, образуя отверстие определенного диаметра и глубины. При сверлении различных материалов важно поддерживать правильную скорость или количество оборотов в минуту (об/мин) шпинделя, лишь тогда можно добиться качественного результата и избежать быстрого износа сверла.
Число оборотов в минуту, в первую очередь, зависит от твердости (обрабатываемости) материала. Обрабатываемость – это способность материала к обработке резанием. Два других важных фактора – это твердость сверла и его диаметр.
Производители обычно указывают диапазоны оборотов своего металлорежущего инструмента, но следует учесть, что большинство этих рекомендаций ориентированы на станочную обработку материалов в условиях производства, где скорость резки важнее, чем рабочий ресурс инструмента.
Для удобства пользователей созданы специальные таблицы с рекомендуемыми значениями для металлов и неметаллов, различных типов и диаметров сверл, и хотя в разных источниках наблюдаются некоторые расхождения, они могут служить приблизительными ориентирами для начинающих и домашних мастеров.
Таблица — Рекомендованные значения скорости сверления стандартных материалов.
| Диаметр сверла | Количество оборотов в минуту (rpm) | |||||
| мягкая древесина | твердая древесина | Пластик | Латунь | Алюминий | Сталь | |
| Спиральное сверло | ||||||
| 1 — 5 мм | 2500 | 2500 | 2500 | 2500 | 2500 | 2000 |
| 6 — 10 мм | 2000 | 1500 | 2000 | 1750 | 2000 | 1000 |
| 11 — 16 мм | 1500 | 750 | 1500 | 1250 | 1500 | 750 |
| 17 — 25 мм | 750 | 500 | — | 750 | 1000 | 500 |
| Сверло с центрирующим наконечником | ||||||
| 3 — 5 мм | 1800 | 1200 | 1500 | — | — | — |
| 6 — 9 мм | 1800 | 1000 | 1500 | — | — | — |
| 9 — 11 мм | 1800 | 750 | 1500 | — | — | — |
| 12 — 14 мм | 1800 | 750 | 1000 | — | — | — |
| 15 — 18 мм | 1800 | 500 | 750 | — | — | — |
| 19 — 21 мм | 1400 | 250 | 750 | — | — | — |
| 22 — 24 мм | 1200 | 250 | 500 | — | — | — |
| 25 мм + | 1000 | 250 | 250 | — | — | — |
| Сверло Форстнера | ||||||
| 6 — 10 мм | 2500 | 700 | — | — | — | — |
| 12 — 16 мм | 2000 | 500 | 250 | — | — | — |
| 18 — 25 мм | 1500 | 500 | 250 | — | — | — |
| 28 — 32 мм | 1000 | 250 | 250 | — | — | — |
| 34 — 50 мм | 500 | 250 | — | — | — | — |
| Кольцевая пила | ||||||
| 16 — 50 мм | 1000 | 500 | 1000 | 750 | 750 | 250 |
| 50 — 100 мм | 500 | 250 | 1000 | 250 | 250 | 150 |
| 100 мм + | 250 | — | 1000 | 100 | 100 | 50 |
| Сверло перьевое | ||||||
| 6 — 12 мм | 2000 | 1500 | 500 | — | — | — |
| 16 — 25 мм | 1750 | 1500 | 500 | — | — | — |
| 28 — 38 мм | 1500 | 1000 | — | — | — | — |
| Сверло-зенковка | ||||||
| Все | 1000 | 750 | 750 | 250 | 250 | 250 |
Указанные в таблице значения являются только ориентировочными и носят рекомендательный характер, однако они базируются на данных, полученных расчетным путем и на большом опыте, приобретенном в сотрудничестве с пользователями.
Чем тверже материал, тем ниже скорость…но не всегда
Одним из важнейших факторов, определяющих скорость резания, является твердость обрабатываемого материала. Чем тверже материал, тем медленнее скорость резания (тверже → медленнее), и наоборот. Например, для обработки таких материалов, как сталь, потребуется более низкая скорость резания по сравнению с латунью и алюминием.
В мягкой древесине, такой как сосна, рекомендуется сверлить на высокой скорости. Но если вам не важна быстрота обработки, то лучше снизить обороты, что позволит лучше контролировать инструмент. Более твердая древесина, такая как дуб, бук, граб, требует более высокой частоты вращения шпинделя.
А вот нержавейку нужно сверлить медленнее, чем сталь. Она относится к труднообрабатываемым металлам. Этот материал имеет свойство становиться еще тверже при нагревании.
При работе дрелью сверлите нержавеющую сталь на минимальных оборотах (100-200 об/мин), с минимальной и равномерной подачей.
Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
 Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Чем тверже режущий инструмент, тем выше скорость
Материал сверла оказывает значительное влияние на выбор числа оборотов инструмента. Чем тверже сверло, тем более высокую скорость сверления может использовать оператор. Чем мягче сверло, тем медленнее процесс.
Сверла из углеродистой стали имеют тенденцию к быстрому износу при превышении частоты вращения более чем на 20%.
Твердосплавный инструмент может работать на высоких оборотах и, наоборот, более чувствителен к чрезмерно низкой скорости.
 Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.
Для каждого диаметра сверла – своя скорость
Число оборотов шпинделя меняется в зависимости от диаметра сверления. Так, сверла большего размера должны работать на более низких скоростях, чем сверла меньшего размера.
Чем меньше диаметр сверления, тем выше должны быть обороты, это поможет добиться высокого качества отверстия и максимальной производительности операции.
Рекомендуем пользоваться графиком, который создан на основе табличных данных, чтобы правильно выбрать обороты сверла и не затупить его преждевременно.
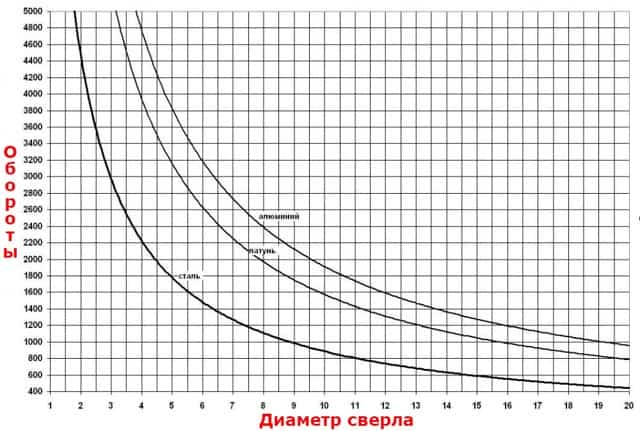 Рис. 3. График зависимости числа оборотов от диаметра сверла
Рис. 3. График зависимости числа оборотов от диаметра сверла
Чем меньше скорость, тем дольше срок службы сверла
При сверлении возникает трение, которое нагревает материал и сверло. Слишком высокие обороты создают слишком сильное трение, что в свою очередь приводит к перегреву режущей кромки, быстрому износу или необратимому повреждению сверла. Медленное сверление в большинстве случаев не скажется отрицательно на качестве отверстия и продлит срок службы инструмента.
По мере увеличения скорости сверления производительность растет, но инструмент изнашивается быстрее.
Таким образом, для домашних мастеров, где важнее более длительный ресурс инструмента, чем время обработки, и где превышение предела допустимых оборотов может испортить ценную заготовку, разумным советом будет начать сверление со скорости в 1,5-2 раза ниже рекомендуемой и постепенно увеличивать обороты до желаемого значения. Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Полезные советы по корончатому сверлению
Что такое корончатое сверление?
Корончатое сверление — современный и эффективный метод обработки металла. Этот метод сверления на магнитном станке незаменим там, где отверстия приходится делать в массивных деталях, транспортировка которых на обычный сверлильный станок затруднена или невозможна.
Корончатое сверление имеет много преимуществ по сравнению со сверлением спиральным сверлом:
- высокий ресурс до переточки благодаря равноудаленным от центра режущим кромкам;
- энергозатраты на сверление отверстия меньше до 70%;
- нет необходимости в ступенчатом рассверливании отверстия;
- возможна идеальная подача СОЖ из центра сверла наружу.
Ценные преимущества корончатого сверления соседствуют также с некоторыми недостатками:
- корончатое сверло достаточно хрупкое и не выдерживает сильных радиальных и осевых нагрузок, отсюда и высокие требования к сверлильному станку;
- сложность заточки сверл;
- относительно высокая цена сверления отверстия.
Популярные модели станков для корончатого сверления
В компании МОССклад вы можете купить магнитные сверлильные станки от лучших производителей в широком ценовом диапазоне для сверления отверстий с макс. диаметром от 25 до 200 мм.
Смотрите также все модели магнитных сверлильных станков >>
Магнитный сверлильный станок ЕСО.30
В наличии
Цена по запросу
Полезные советы
Далее будут приведены некоторые рекомендации, которые помогут добиться правильного и высокоэффективного сверления.
1. Правильно выполняйте центровку сверла
Накерните отверстие по разметке (не используйте для этого выталкивающий штифт), поместите выталкивающий штифт в углубление и включите магнит. После этого снова проверьте положение штифта, так как бывает, что при включении магнита штатив смещается.
Фиксирование точки сверления для диаметров 12 – 15 мм очень важно. Для больших диаметров это настоятельно рекомендуется.
2. Выберите скорость
Выбор правильной скорости вращения очень важен. Обратите внимание на недопустимость работы с превышением рекомендованной скорости. Минимальной допустимой частотой вращения является величина приблизительно на 25% меньшая, чем рекомендованная.
Твердосплавные сверла более чувствительны к чрезмерно низкой скорости, это приводит к повышенной вибрации и выкрашиванию зубьев. Сверла из быстрорежущей и порошковой стали выходят из строя при превышении рекомендованных величин более чем на 20%.
3. Применяйте правильную подачу
При начале сверления снижайте подачу в два раза от рекомендованной (см.таблицу ниже).
Помните, что чрезмерное давление на сверло не приведет к увеличению скорости – для повышения производительности используйте твердосплавные сверла и станки с повышенной частотой вращения.
Если вам приходится прикладывать значительные усилия, возможно сверло затупилось или просверливаемый материал слишком твердый.
| Материал | Скорость резания, мм/мин | Скорость подачи, мм/об |
| Конструкционная сталь 50 kp/m2 | 40 – 60 | 0,08 – 0,12 |
| Сталь 50-70 kp/m2 | 30 – 50 | 0,08 – 0,12 |
| Нержавеющая сталь | 18 – 45 | 0,08 – 0,10 |
| Чугун | 65 – 95 | 0,12 – 0,20 |
| Цветные металлы, алюминий | 100 – 550 | 0,22 – 0,45 |
| Специальные сплавы | 10 – 30 | 0,05 – 0,08 |
4. Контроль во время сверления
Если станок не оборудован стружколомателем, периодически вынимайте сверло и очищайте его от стружки. При этом следует пользоваться специальным крючком. Сверление легких материалов производится в один прием.
При сверлении отверстий глубже 15-20 мм придерживайтесь следующих правил:
- по достижении глубины 15-20 мм выньте сверло из отверстия и очистите с него стружку;
- заполните полость отверстия смазкой;
- сверлите с небольшой подачей до тех пор, пока стружка вновь не появится снаружи;
- повторите все снова.
5. Применение смазывающе-охлаждающих жидкостей (СОЖ)
Во время сверления важно применять качественные смазывающе-охлаждающие средства. Как правило, используются жидкости – СОЖ.
Допускается использование сверл с покрытием DURABLUE без применения СОЖ, ресурс сверл при этом, по сравнению с теми же условиями, но с применением СОЖ, снижается. При сверлении отверстий диаметром более 37 мм применение СОЖ настоятельно рекомендуется в любом случае.
Достаточное охлаждение особенно важно при сверлении труднообрабатываемых и жаропрочных материалов, нержавеющей стали. В этих случаях организуйте подачу СОЖ изнутри и снаружи.
6. Если керн застрял внутри сверла
Причиной застревания керна внутри сверла как правило является:
- слишком сильное давление в процессе работы;
- отсутствие или недостаточное охлаждение;
- неправильно выбранная скорость вращения:
- износ сверла;
- износ пружины выталкивателя или искривление выталкивающего штифта.
Очень часто керн сам выпадает после того, как остынет. В любом случае, не прикладывайте значительных усилий для его извлечения:
- сперва попробуйте его вынуть, слегка покачивая рукой (одевайте рукавицы чтобы не порезаться);
- во-вторых используя шило или отвертку, равномерно со всех сторон, слегка постукивая молотком (см. рисунок).
- можно также снять сверло ислегка постучать штифтом о твердую поверхность.
7. Сверление материалов с непараллельными плоскостями
Основную опасность представляет выход сверла, поэтому снижайте подачу перед завершением сверления. Также рекомендуется использовать сверла из быстрорежущей или порошковой стали.
При использовании станков с автоматической подачей – переключайте их на ручную.
Особенности сверления коронками с твердосплавными зубьями
Сверлильные коронки с твердосплавными зубьями можно применять на портативных и стационарных станках. Они превосходно сверлят хромникелевую сталь и обычную сталь. Твердосплавные сверлильные коронки устойчивы к перегревам, они разработаны специально для высокоскоростного сверления.
При использовании сверлильных коронок с твердосплавными зубьями выполняйте следующие рекомендации:
- Не используются при включенной механической подаче при сверлении на стационарных станках.
- Не используются с включенной функцией удара при сверлении перфораторами SDS+.
- Нельзя наклонять коронку по отношению к материалу в процессе сверления
- Всегда используйте смазочно-охлаждающие жидкости
- Работайте только в защитных очках
Инструкция по применению
Накерните точку будущего отверстия. Установите центровочное сверло в отмеченную точку сверления.
В течение процесса сверления используйте небольшое давление пока центрирующее сверло не пройдет насквозь. Не давите слишком сильно чтобы избежать повреждений (когда центрирующее сверло пройдет насквозь). Не наклоняйте коронку
Советы
- Наденьте пластиковую или металлическу трубочку на центрирующее сверло; насадка должна быть длиннее сверлильной коронки.
- Когда сверло пройдет насквозь, трубочка упрется в поверхность и зубья не ударятся о материал.
- Далее Вы можете сверлить без насадки.
- Когда вы сверлите листовое железо: оставьте свободное место под листом металла так, чтобы коронка могла пройти насквозь.
- Когда вы сверлите трубы: сверлите только хорошо закрепленную трубу.
Стандартные значения скорости
Для маломощных станков с сильным снижением скорости значения должны быть увеличены приблизительно на 30% (или уменьшите нагрузку).
Если нет постоянного контакта зубьев коронки с высверливаемым материалом (например при сверлении труб или профлиста), скорость сверления может быть увеличена относительно стандартных значений.
После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
Если скорость слишком низкая, плавность вращения уменьшается, это может привести к поломке зубьев.
Когда сверлильная коронка новая
Ее острота уменьшается после сверления первого отверстия и улучшаются ее сверлильные свойства.
Удаление стружки
Легким поднятием и быстрым вращением сверлильной коронки удаляйте стружку из высверливаемого отверстия. Это обеспечивает лучшую подачу смазочно–охлаждающих веществ, что продлевает срок жизни инструмента. Это очень важно особенно когда вы сверлите толстые материалы (до 20 мм) сверхпрочными сверлильными коронками, например Карнаш арт. 20.1130.
Инструкция по применению на ручной дрели
Чем больше диаметр сверлильной коронки, тем больше вероятность несчастного случая. Мы рекомендуем использовать для ручной дрели коронки диаметром не больше 35 мм. Для сверления больших диаметров используйте стационарные станки.
Часто задаваемые вопросы по сверлению коронками с твердосплавными зубьями
Зубья покрываются голубым налетом Отсутствует или неправильно подобрано охлаждение.
Решение:
Используйте специальные охлаждающие средства.
Хвостовик погнулся или сломался, материал погнулся. Давление слишком сильное. Заготовка была закреплена недостаточно хорошо
Решение:
Уменьшите нагрузку. Тщательно закрепите заготовку.
Используйте смазочно-охлаждающие вещества.
Сверлильная коронка приняла тюльпановидную форму. Зубья сломаны или повреждены. Давление в процессе сверления было слишком сильным. Центрирующее сверло сломалось при прохождении сквозь материал. Из-за этого внезапного противодействия зубья ударились о материал.
Решение:
Будьте внимательны при сверлении. Используйте пластиковую или металлическую насадку на центрирующее сверло. Используйте смазочно-охлаждающие вещества.
Полезные ссылки
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Скорость сверления корончатыми сверлами

|
- Для работы с корончатыми сверлами используйте только качественные смазочно-охлаждающие жидкости (СОЖ). Охлаждение корончатого сверла один из самых важных факторов, требуемых при сверлении металла.
- Применяйте правильную подачу.При начале сверления снижайте подачу в два раза от рекомендованной. Помните, что чрезмерное давление на сверло может привести к поломке сверла, а также к более быстрому износу режущей части.
- Контроль во время сверления. Следите за выходом стружки во время сверления, при необходимости удаляйте ее. Спиральная стружка признак правильно подобранной скорости.
- Перед началом работ обязательно убедитесь, что СОЖ поступает в область сверления. Для этого прижмите сверло к основанию заготовки, на штифте должна появиться смазочно-охлаждающая жидкость.
| Обрабатываемый материал | Высокоуглеродистая сталь | Легированная сталь | Чугун | Нержавеющая сталь | Алюминий сплав | Жесткий цинковый сплав | Жесткий пластик |
| диаметр сверла | ОБОРОТЫ В МИНУТУ (r.p.m) | ||||||
| 12-15 | 710-570 | 480-380 | 240-190 | 480-380 | 710-570 | 850-680 | 350-270 |
| 16-20 | 540-430 | 360-290 | 180-140 | 360-290 | 540-430 | 640-500 | 260-210 |
| 21-30 | 410-290 | 270-190 | 140-100 | 270-190 | 410-290 | 490-340 | 200-140 |
| 31-40 | 280-220 | 190-140 | 90-70 | 190-140 | 280-220 | 330-260 | 130-100 |
| 41-50 | 210-170 | 140-120 | 70-60 | 140-120 | 210-170 | 250-200 | 100-80 |
| 51-60 | 170-140 | 110-100 | 60-50 | 110-100 | 170-140 | 200-170 | 80-70 |
| 61-70 | 140-120 | 95-80 | 50-40 | 95-80 | 140-120 | 170-150 | 70-60 |
| 71-80 | 120-105 | 80-70 | 40-35 | 80-70 | 120-105 | 145-125 | 60-50 |
| 81-90 | 105-95 | 70-65 | 35-30 | 70-65 | 105-95 | 125-110 | 50-60 |
| 91-100 | 95-85 | 65-55 | 30-25 | 65-55 | 95-85 | 110-100 | 60-45 |
| 101-150 | 85-60 | 55-40 | 25-20 | 55-40 | 85-60 | 100-70 | 40-30 |
| Скорость сверления м/с | 27 | 18 | 9 | 18 | 27 | 32 | 13 |
| Обрабатываемый материал | Высокоуглеродистая сталь | Легированная сталь | Чугун | Нержавеющая сталь | Алюминий сплав | Жесткий цинковый сплав | Жесткий пластик |
| диаметр сверла | ОБОРОТЫ В МИНУТУ (r.p.m) | ||||||
| 12-15 | 1120-950 | 850-680 | 950-760 | 480-380 | 1430-1140 | 950-760 | 950-760 |
| 16-20 | 890-720 | 640-510 | 720-570 | 360-290 | 1050-850 | 720-570 | 720-570 |
| 21-30 | 680-470 | 490-340 | 550-380 | 270-190 | 820-570 | 550-380 | 550-380 |
| 31-40 | 460-360 | 330-260 | 370-290 | 185-140 | 550-430 | 370-290 | 370-290 |
| 41-50 | 350-290 | 250-200 | 280-230 | 140-115 | 420-340 | 280-230 | 280-230 |
| 51-60 | 280-240 | 200-170 | 230-190 | 110-95 | 340-290 | 230-190 | 230-190 |
| 61-70 | 230-200 | 170-150 | 190-160 | 95-80 | 280-250 | 190-160 | 190-160 |
| 71-80 | 200-180 | 140-125 | 160-140 | 80-70 | 240-215 | 160-140 | 160-140 |
| 81-90 | 175-155 | 125-110 | 140-125 | 70-65 | 215-190 | 140-130 | 140-130 |
| 91-100 | 155-140 | 110-100 | 125-115 | 65-55 | 190-170 | 130-120 | 130-120 |
| 101-150 | 140-95 | 100-70 | 115-75 | 55-40 | 170-120 | 120-80 | 120-80 |
| Скорость сверления м/с | 45 | 32 | 36 | 18 | 54 | 36 | 36 |
| * Диапазоны скорости сверления подобраны таким образом — чем больше диаметр сверла, тем ниже должна быть скорость сверления. |
На каких оборотах сверлить металл дрелью?
- Нельзя точно сказать количество оборотов, так как это зависит от множества факторов (о чём расскажу ниже), а также, даже зная число оборотов, как вы их установите на дрели, ведь вроде ни одна дрель не определяет число оборотов, получается надо сверлить «на глаз», рекомендации дам в конце текста.
- От чего зависит скорость сверление металла?
- Вид металла
А именно какой металл вы будете сверлить, ведь их очень много и они все имеют разные физические параметры. Например алюминий мягче меди, а также эти два металла мягче железа.
Тип металла
У каждого вида металла есть ещё и свой тип, он зависит от способа изготовления и находящихся в сплаве примесей других металлов. Например бронза и латунь имеют разные свойства. А у стали множество типов от мягких до твёрдых.
- Обработка металла
- Тоже немаловажный фактор, так как обработка металла может смягчить или затвердить металл, так закалка металла настолько увеличивает прочность, что необходимо использовать специальные свёрла или отпускать металл.
- Качество сверла
- Свёрла также изготавливаются из различных материалов и имеют различные наконечники, от качества во многом зависит и способ сверления.
- Форма и вид заточки сверла
- Под каждый вид и тип металла существуют свои формы сверла и способ их заточки, например для мягких металлов необходимо обеспечить свободный отход стружки.
- Диаметр сверла
- От этого параметра во многом зависит выбираемая скорость сверления, даже для средних значений, при неправильно выбранной скорости сверло либо сломается, либо будет «гореть».
- _______________________
- Под каждое сверло составляется своя таблица скорости сверления, например такого формата:
- Из таблицы видно, что чем меньше диаметр сверла и мягче металл, тем скорость сверления выше, и наоборот, чем больше диаметр сверла, а соответственно размер срезаемой поверхности тоже больше, и металл более твёрдый, тем скорость сверления меньше.
- _________________________
- Если вы не знаете какой у вас тип металла, но хотя бы вид определили, а также не понимаете какое сверло и какой у него угол заточки, тогда воспользуйтесь следующей рекомендацией.
- При установке в дрель сверла диаметром 12-16 миллиметров, начинайте сверление на самых малых оборотах и постепенно наращивайте их, в тот момент, когда будет визуально видно, что металл лучше всего режет сверло, примерно на этих оборотах и останавливайтесь.
Если сверло диаметром 6-10 миллиметров, то начинайте со средних оборотах, ближе к 11 уменьшите ниже средних, ближе к 6-ти увеличивайте. Также надо визуально оценивать, как сверлится металл, если горит или свистит сверло, тогда уменьшайте обороты, а если сверло не даёт стружку, то увеличивайте.
От 5-ти миллиметров в диаметре и ниже устанавливайте обороты ближе к высоким, но не начинайте сверление на высоких оборотах, так как сверло может сразу затупиться.
Во время сверления поливайте место водой или смесью воды и масла, просто охлаждать время от времени сверло в воде не рекомендую, надо охлаждать именно место сверления.
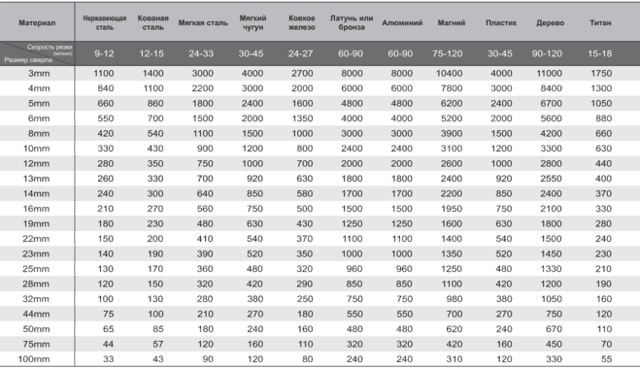
Число оборотов при сверлении различных видов металла
22 апреля 2019
Рекомендации по числу оборотов при сверлении различных видов металла в зависимости от диаметра сверла:
| Нелегированная сталь | 4780 | 1910 | 960 | 640 | 480 | 26-30 |
| Листовая сталь | 4480 | 1780 | 890 | 590 | 440 | 26-28 |
| Нелегированния инструментальная сталь | 4460 | 1780 | 890 | 590 | 440 | 26-28 |
| Легированная инструментальная сталь | 3980 | 1600 | 800 | 530 | 400 | 12-14 |
| Нержавеющая сталь | 2390 | 960 | 480 | 320 | 240 | 14-16 |
| Пружинная сталь | 1450 | 570 | 290 | 190 | 140 | 8-10 |
| Серый чугун | 4460 | 1780 | 890 | 590 | 450 | 25-30 |
| Ковкий чугун | 4460 | 1780 | 890 | 590 | 450 | 25-30 |
| Стальное литье | 3500 | 1400 | 700 | 460 | 350 | 20-24 |
| Легированный алюминий | 7950 | 3180 | 590 | 1060 | 790 | 50-60 |
| Легированная медь | 4780 | 1910 | 960 | 640 | 480 | 28-30 |
| Бронза | 7960 | 3180 | 1500 | 1060 | 790 | 40-60 |
| Латунь | 7960 | 3180 | 1500 | 1080 | 790 | 40-60 |
Рекомендуемое охлаждение при сверлении любого из материалов — сверлильная эмульсия, либо охлаждающее масло, кроме сверления чугуна и бронзы — где сверление необходимо производить всухую.
Сверла с покрытием TIN — для повышенных нагрузок на промышленном производстве и в мастерской. Титан-нитридное покрытие снижает трение при сверлении и тем самым повышает производительность.
Сверла кобальтовые HSS Co (Р6М5К5) — эксперт по высокоточной стали. Легирование кобальтом обеспечивает жаростойкость и в месте с тем высокую износостойкость. Идеальное решение для высокоточного сверления в корозионно — и жаростойких сталях с пределом прочности при растяжении до 1000 Н/мм2.
При сверлении по металлу в любом случае рекомендуется применять охлаждение. Но поскольку выполнение данной рекомендации не всегда представляется возможным, спиральные сверла сконструированы таким образом, что бы оптимальный результат достигался за счет быстрого отвода стружки.
Кольцевые или корончатые сверла. Описание, характеристики и где применяются
Процедура подбора оптимального скоростного режима является очень важной функцией. На приведенной внизу таблице указаны оптимальные скоростные параметры скорости работы инструмента с учетом диаметра и материала для обработки. Не следует проводить обработку с превышением рекомендуемого скоростного режима.
Минимальным по величине показателем числа оборотов является величина примерно на четверть меньше рекомендуемых значений. Изделия из твердых сплавов обладают более высокой чувствительностью к работе на очень низких режимах скоростей, так как это способствует повышению вибрации и излому зубьев.
Сверла из сталей быстрорежущих и порошковых категорий могут эксплуатироваться при увеличении приемлемых значений более 20% и выше.
Плюсы и минусы применения корончатых сверл
В сравнении с традиционными винтовыми сверлами инструмент кольцевого типа обладает существенными преимуществами и недостатками
| Достоинства | Недостатки |
| возможность использования привода меньшей мощности для высверливания одинаковых диаметров | стоимость инструмента |
| высокое качество и малую шероховатость поверхности внутри отверстий | сложность в заточке, невозможность заточки в случаи если режущая часть имеет алмазное напыление |
| установку на ручные дрели, сверлильные, фрезерные и токарные станки | |
| одновременное применение в комплекте с другими видами инструмента | |
| высокая скорость сверления больших отверстий, повышающая производительность | |
| оптимальный режим сверления при одинаковой скорости перемещения режущих зубьев, в то время как на кромке спирального сверла скорость вращения не одинакова | |
| низкий уровень шума во время работы | |
| надежность конструкции, обеспечивающая безопасность |
Главным недостатком признается невозможность получения глубоких глухих отверстий. Кроме этого отмечают более высокую стоимость инструмента и отсутствие сверл диаметром менее 12 мм.
Процесс сверления
Пример работы: 3 отверстия под язычок замка в металлической профильной трубе.
Обработка материала при использовании кольцевых сверл может осуществляться сухим или мокрым способом. Сухое сверление применяют в бытовых условиях, при отсутствии технической возможности подачи смазочно-охлаждающей жидкости и сверлении отверстий диаметром до 25 мм. Этот способ обработки более трудоемкий, требует больше времени и влечет за собой более быстрый износ режущей кромки.
Чем обработать ржавчину и спасти металл от разрушения?
Технология мокрой резки с подачей жидкости к месту сверления обеспечивает эффективное охлаждение, смазку сверла и вымывание образующихся отходов.
Применяется при работе с профессиональным ручным инструментом и установке на станки.
Мокрое сверление отверстий большого диаметра выгодно экономически из-за увеличения долговечности режущих кромок, снижения энергозатрат и повышения производительности.
Рекомендуемая частота вращения при диаметре коронки сверла от 20мм до 50 мм это 1200–2500 оборотов в минуту.
Необходимо контролировать процесс работы
В том случае, если у станка нет оснащения стружколомателем, нужно регулярно вынимать сверло и проводить очистку его от стружки. Для этого требуется использовать специальный крючок. Процесс сверления материала с повышенной хрупкостью следует осуществлять в один заход. При сверловке глубиной более 30 мм необходимо соблюдать такие рекомендации:
- при глубине 30 мм требуется вынуть инструмент и очистить стружку;
- провести заполнение отверстия смазкой;
- проводить сверловку с невысоким уровнем подачи до момента появления новой стружки;
- повторить процесс заново.
Для чего применяются
Корончатые сверла широко используются для получения сквозных отверстий в листовых металлах, древесине, пластиках, гипсокартоне, фанере, ДСП. Простая технология сверления больших диаметров, при минимально возможном приложении силы, сделало эти сверла незаменимым инструментом не только для вышеперечисленных материалов, но и других видов работ. Буры специального назначения применяют для:
- получения отверстий правильной формы в бетонных и каменных строительных конструкциях;
- сверления керамической плитки, природного камня, листового стекла и других хрупких материалов;
- горизонтального бурения при прокладке инженерных коммуникаций;
- изготовления плоских кругов и цилиндрических заготовок без токарной обработки.
- Для этого в отдельных случаях конструкция сверла (бура) предусматривает удлинение его рабочей части путем добавления соответствующих вставок.
- Для работы с бетоном используются только корончатые сверла с алмазным напылением или напайками. Здесь существует 2 группы:
- С1 – коронка выдерживает нагрузки при работе до 5 МПа.
С2 – коронка выдерживает нагрузки при работе до 2.5 МПа.
Исходя из имеющегося у вас оборудования стоит и выбирать саму группу коронки.
Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Холодная ковка – секреты мастерства обработки металла
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.
Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия.
Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью.
За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Использование смазочных материалов
Работая сверлами по нержавеющей стали, нельзя забывать про применение охлаждающих смесей. Связано это с тем, что просверливаемый материал имеет высокий показатель вязкости. Из-за этого перегревается оснастка, сплав. Если сверление проводиться с помощью станка, необходимо установить специальную систему, которая будет подавать охлаждающие жидкости в рабочую зону.
Можно приготовить эффективную охлаждающую смесь в домашних условиях. Пошаговая инструкция:
- Натереть на крупной терке хозяйственное мыло.
- Добавить горячую воду, тщательно перемешать.
- Мыльный раствор разбавить технической соляной кислотой.
- Дождаться всплывания жирный кислот на поверхность мыльного раствора. Добавить небольшое количество холодной воды.
После этого необходимо подождать пока жирные кислоты затвердеют аккуратно снять поверхностный слой. Для работы жирные кислоты разбавляются водой в пропорции 1 к 6. Полученным составом смазывают рабочую зону, оснастку.
Как просверлить нержавейку в домашних условиях?
Сверление нержавеющей стали имеет определенные сложности, из-за чего новичок может испортить заготовку с оснасткой. Существует несколько рекомендаций, которые помогут при проведении работ в домашних условиях:
- Потренироваться в сверлении на ненужных кусках нержавейки.
- Для сверления изделий толщиною до 2 мм можно применять сверло по металлу, режущая часть у которого заточена под углом 120 градусов. Важно устанавливать низкие обороты, чтобы не произошло перегрева.
- Для сверления заготовок толщиною более 6 мм необходимо применять технологию с двумя диаметрами оснастки. Сначала изготавливается отверстие маленького диаметра, а затем оно рассверливается до необходимого размера. Важно не забывать про применение охлаждающей смеси.
Перед началом проведения работ, необходимо установить электроинструмент строго перпендикулярно обрабатываемой детали. Если учитывать эти рекомендации, можно без труда просверлить отверстие в нержавейке.
Сверление нержавейки в домашних условиях
Полезные приемы при сверлении
Чтобы делать ровные отверстия, без порчи оснастки, материала, можно воспользоваться несколькими приемами:
- Устанавливать шайбу с охлаждающей жидкостью на поверхности обрабатываемой заготовки. Так сверло будет равномерно смазываться в процессе сверления.
- Если нужно сделать отверстие дрелью в вертикальной поверхности, понадобится шарик, изготовленный из парафина. Он закрепляется напротив сверла.
- Работая на станке и электроинструменте, нужно выставлять низкие обороты. На больших оборотах не поможет даже охлаждающая смесь.
Обычная оснастка — неподходящий вариант для проведения работ. Металлические заусенцы, появившиеся после создания отверстия, требуется удалить наждачной бумагой.
Чтобы просверлить нержавеющую сталь, необходимо правильно выбрать оснастку. Для этого нужно разбираться в маркировке, посоветоваться с продавцом. Отдельным этапом является процесс сверления в домашних условиях. Для этого нужно потренироваться с ненужными заготовками, научиться использовать охлаждающую жидкость. Советы мастеров помогут не допустить ошибок.
Корончатое сверление металла
Все станки FEIN для корончатого сверления, от KBM 32 Q до KBM 80 auto, соответствуют заявленным характеристикам (в отношении прочности и надежности, удобства управления, высокой безопасности, эффективности и экономичности применения с превосходными результатами сверления) в течение всего срока службы. Эти станки предлагают все, что нужно на стройплощадке и в мастерской. Кроме того, благодаря широкому ассортименту принадлежностей для данных станков необходимое решение для сверления, нарезания резьбы, зенкования и развертывания всегда наготове.
Надежность и прочность FEIN
Магнитные станки Fein
для корончатого сверления разработаны для непрерывной эксплуатации в жестких условиях в промышленной и ремесленной сферах.
Соответствие этим требованиям обеспечиваю некоторые конструктивные особенности станков: цилиндрический корпус электродвигателя, корпус редуктора, сверлильная стойка из прочного металла, а также мощный двигатель, рассчитанный на максимальный срок службы и высокую производительность.
Высокая удерживающая сила магнита
Для того чтобы станок мог преобразовывать всю свою силу в эффективную мощность, ему требуется устойчивое положение. В станках FEIN для корончатого сверления и без того высокая удерживающая сила электромагнита автоматически увеличивается в начале сверления. За счет этого обеспечивается устойчивое положение сверлильной стойки даже при высоких крутящих моментах на валу дрели.
Станки FEIN для корончатого сверления очень просты в управлении (невозможно ничего перепутать), что обеспечивается, например, новой концепцией управления Viseo Touch Pad. Система быстрой замены инструмента FEIN QuickIN позволяет в считаные секунды заменить инструмент без ключа или смещения позиции сверления. Для больших сверл можно просто увеличить диапазон хода.
Оптимальный удельный вес
Магнитные сверлильные станки Fein чрезвычайно легки и поэтому прекрасно подходят для монтажных работ непосредственно на месте.
Однако, как и станки для мастерских, они выгодно отличаются оптимальным удельным весом, который достигается благодаря компактной конструкции, алюминиевым деталям сверлильной стойки, направляющей в форме ласточкиного хвоста, корпусу редуктора и небольшому мощному двигателю.
Маркировка сверла
Чтобы просверлить нержавейку, необходимо использовать специальную оснастку. Любые сверла, в том числе и по нержавеющей стали, имеют определенную маркировку. Она указывает на технические характеристики, материал и размер оснастки.
Существует одно исключение из правил, которое учитываются производителями оснастки. Маркировка не указывается на сверлах диаметром до 2 мм. Связано это с небольшим размером инструмента. Вся информация указывается на упаковке.
Основные обозначения:
- Буква «М» — указывает на наличие молибдена в составе изделия. Его процентное количество обозначается цифрой, идущей после этой буквы.
- Буква «Р» — оснастка изготовлена из быстрорежущей стали. Процентное содержание вольфрама обозначается цифрой.
- Буква «К» — указывает на наличие кобальта в составе сплава. Его количество обозначается цифрой.
Зарубежные производители делают маркировку HSS, которая содержит информацию о легирующих компонентах, их количестве:
- HSS-TiN — во время производства на поверхность оснастки наносится титановое покрытие. Благодаря этому увеличивается показатель прочности, износоустойчивости. Технические характеристики не изменяются при нагревании до 600 градусов по Цельсию.
- HSS-Е — в составе содержится кобальт.
- HSS-Е VAP — специальные буравчики, предназначенные для сверления нержавеющей стали разной толщины.
- HSS-R — буравчики с повышенным показателем прочности. Применяется для сверления бронзы, чугуна, латуни, мельхиора.
- HSS-4241 — оснастка, предназначенная для работы с алюминиевыми заготовками.





