- Преимущества и недостатки гидроабразивной резки
- Оборудование
- Технология
- Принцип действия установки для гидроабразивной резки
- Техника безопасности
- Резка металла под водой
- Когда применяется резка металла под водой
- Технологии подводной резки металлов
- Как выполнять резку под водой с использованием бензина
- Кислородная и электрическая подводная резка металла
- Выполнение работ с использованием электрической дуги
- Работа с резаком, к которому подается газовая смесь с кислородом
- Экзотермические электроды для сварки и выполнения реза под водой
- Характеристики экзотермических электродов
- Какой имеет диаметр в мм
- Давление
- Сила тока
- Температура пламени
- Как долго горит
- Расход при работе со сталью разной толщины
- Резка металла под водой видео
- Сварка и резка металлов под водой в различных условиях
- Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
- Рисунок 2 — Резак для водородно-кислородной резки
- Рисунок 3 — Резак для бензин-кислородной подводной резки
- Рисунок 4 — Поперечный разрез
- Принцип работы подводной сварки
- Производитель
- Технические характеристики и комплектация
- Характеристики экзотермических электродов
- Какой имеет диаметр в мм
- Давление
- Сила тока
- Температура пламени
- Как долго горит
- Расход при работе со сталью разной толщины
- Отличия от ближайших аналогов
- Резка металла под водой
- Подводная сварка и резка металла
- Резка металла водой своими руками
- Оборудование
- Технология
- Принцип работы и разрезаемые материалы
- Принцип действия установки для гидроабразивной резки
- Какое давление воды нужно для резки металла
- Недостатки технологии
- Техника безопасности
- Область применения
Давайте рассмотрим технологию резки металла водой и принцип ее действия. Во время различных работ (как в промышленности, так и в быту) часто приходится разрезать металлические конструкции. Для этой цели применяется механическая, лазерная, кислородная, плазменная резки. То есть, для разрезания металлов используется в основном механическое воздействие или высокая температура.
Каждый из этих способов имеет свои преимущества и недостатки. Например, при механической резке происходит деформация металла, а при газокислородной или плазменной – к его окислению.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Изделия из любых металлов обрабатываются с одинаковой скоростью. Работа состоит из одного этапа – перенастраивать оборудование не нужно. Следовательно, времени такая резка требует меньше, чем другие виды. Гидроабразивная резка идеально подходит для обработки тугоплавких материалов и сталей. И еще один приятный момент: такая работа не сопровождается выделением дыма, запаха и пыли.
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
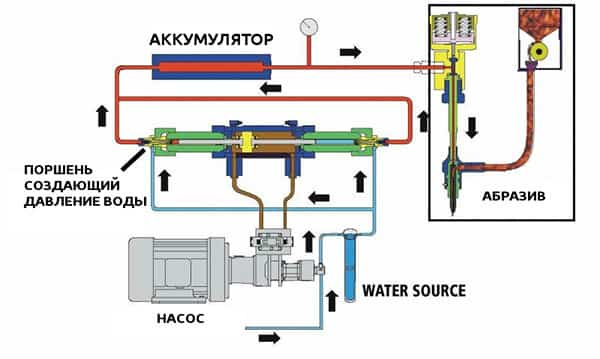
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
На схеме цифрами показаны:
- 1 — подача воды;
- 2 — сопло;
- 3 — абразивный материал;
- 4 — смесительное устройство;
- 5 — кожух;
- 6 — струя воды и абразива;
- 7 — обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества — низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
- Видео: резка металла водой.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности — всего 2,5 мм.
Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего.
Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Republished by Blog Post Promoter
Резка металла под водой
- — когда применяется резка металла под водой
- — технологии подводной резки металлов
- — как выполнять резку под водой с использованием бензина
- — кислородная и электрическая подводная резка металла
- — выполнение работ с использованием электрической дуги
- — работа с резаком, к которому подается газовая смесь с кислородом
- — экзотермические электроды для сварки и выполнения реза под водой
- — характеристики экзотермических электродов
- — видео применения оборудования на больших глубинах
Востребованность подводной резки металла и других конструкций не поддается сомнению. Это экономичный и наиболее рациональный способ, позволяющий работать с объектами различного размера. Оборудование для выполнения операций в воде постоянно совершенствуется, как и технологии, которые с каждым годом становятся эффективнее и безопаснее.
Когда применяется резка металла под водой
Разрезать металл под водой необходимо в разных ситуациях. Как правило, такие работы проводятся, когда нужно:
- заделать трещины, пробоины, разрывы в обшивке корпусов водного транспорта;
- разобрать затонувшие суда на отдельные компоненты, чтобы проще их было поднять наверх;
- отремонтировать участки подводных трубопроводов;
- смонтировать элементы мостов, пристаней и других сооружений.
При помощи классического оборудования, которое применяется для резки металлов на суше, в водной среде выполнить такие операции не удастся. Для проведения работ на глубине используются иные технологии и инструменты.
Технологии подводной резки металлов
Технологический процесс резки металла в воде осложняется тем, что операции осуществляются во влажной среде. Значение имеет и глубина погружения, поскольку внешнее давление водяного столба может внести свои коррективы в осуществление работ. Расскажем об основных вариантах резки металлических конструкций и элементов под водой.
Как выполнять резку под водой с использованием бензина
Бензокислородная резка металла под водой – это относительно безопасная и эффективная технология, позволяющая быстро разрезать металлические конструкции практически любой толщины и размеров.
Суть метода состоит в расплавлении металла под действием паров бензина, которые подаются непосредственно в место реза и смешиваются там вместе с кислородом, образуя стабильное пламя на конце горелки. В отличие от других способов, пары бензина смешиваются с кислородом непосредственно в режущей головке, что делает эту технику наиболее безопасной.
Недостатком метода можно считать слишком большой расход смесей, что делает эту технологию экономически невыгодной, когда нужно разрезать крупные подводные объекты.
Кислородная и электрическая подводная резка металла
Электрокислородная подводная резка осуществляется по иному принципу. Она происходит путем расплавления металла под действием электрической дуги, где катализатором служит кислородная струя, подавая непосредственно на кончик горелки.
Таким образом, происходит сжигание металла, а образующийся при этом окисел сдувается под действием напора кислорода. Метод достаточно эффективный, однако он применяются только для работы с конструкциями, выполненными из черных сплавов.
Выполнение работ с использованием электрической дуги
Электродуговая резка металла в водной среде работает так же, как при разрезании металлических элементов на суше. Технология состоит в том, что в результате подачи тока силой от 180 до 450 А возникает электрическая дуга.
В водной среде вокруг нее образуется газовый пузырь, который и защищает пламя горелки от затухания. Чтобы поддерживать горение на кончике горелки, необходимо использовать мощные источники тока. Вместе с тем, качество создаваемого среза оставляет желать лучшего.
Поскольку после расплавления металл стекает очень медленно, его трудно счищать с линии реза.
Работа с резаком, к которому подается газовая смесь с кислородом
Технология газовой резки основана на том, что к месту реза подается кислород, который смешивает с воспламеняющимся газом. Это может быть ацетилен либо водород. В первом случае резать под водой можно на глубине не более семи метров. Это объясняется тем, что на большей глубине величина давления увеличивается, из-за этого растет риск взрыва.
Кислород-водородная резка работает по иному принципу. Струя горящего водорода расправляет металл, в то время как поток кислорода сжигает и выдувает пластичный металл. Такой способ резки эффективен для работы с конструкциями толщиной до одного метра.
Но риск взрыва сохраняется и в данной ситуации, потому газовую резку под водой используют в исключительных случаях.
Экзотермические электроды для сварки и выполнения реза под водой
Абсолютно иной подход к резке металла под водой предложила компания BROCO, которая разработала уникальные по своим характеристикам экзотермические электроды.
Их действие основано на химической реакции, которая происходит между электродом и обрабатываемым металлом. К концу электрода подается ток, что провоцирует воспламенение горелки. Когда электрод касается металла, тот расправляется.
После этого под действием потока кислорода происходит его окисление, что в дальнейшем поддерживает экзотермическую реакцию.
Преимущество метода состоит не только в его высокой эффективности, безопасности, экономичности. Данная технология также является универсальной, поскольку экзотермические электроды легко разрезают не только металлические конструкции под водой, но и бетонные, композитные и иные материалы.
Характеристики экзотермических электродов
Важная особенность экзотермического способа подводной резки состоит в том, что для работы требуется электрическая дуга со слабым током. Если классическое оборудование, применяемое для таких целей, генерирует ток от 180 до 450 А, то для запуска экзотермической реакции нужен ток силой 150 А. При этом он подается не постоянно, а только в момент розжига горелки.
Какой имеет диаметр в мм
Экзотермические электроды BROCO выпускаются диаметром ¼ и 3/8 дюйма, стандартная длина изделий – 457 мм (18”). Но существует также серия специальных образцов увеличенной длины – до 36”.
Давление
Инженеры компании продумали все нюансы, потому электроды торговой марки могут применяться для выполнения работ на любой глубине, независимо от показателей давления водяного столба.
Сила тока
Розжиг горелки происходит при одномоментной подаче тока силой до 150 А. Далее подача электричества прекращается, а работа горелки обеспечивается благодаря непрерывно поступающему кислороду.
Температура пламени
На кончике экзотермического электрода температура пламени достигает 5500 градусов Цельсия. Этого достаточно не только для резки металла разных видов, но и отделения фрагментов от бетонных, композитных и иных конструкций.
Как долго горит
Горение на конце электрода постоянное, оно прекращается только тогда, когда его прерывает сам водолаз путем прекращения подачи кислорода, либо когда весь электрод израсходован.
Расход при работе со сталью разной толщины
Экзотермические электроды отличаются низким расходом и длительным горением, поэтому они наиболее удобные для выполнения работ под водой – не нужно постоянно прерываться на смену расходных материалов.
Резка металла под водой видео
Процесс резки под водой представлен на видео.
Сварка и резка металлов под водой в различных условиях
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прорев. Резчик, работающий под водой стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла:
- газопламенная;
- дуговая;
- кислородно-дуговая.
При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воздухе, поэтому для его подогрева требуется пламя в 10-15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Головка водородно-кислородного резака состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 1 и 2 — водородно-кислородная смесь 5, образующая подогревающее пламя 7.
Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух 6, служащий для образования пузыря 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 — струя режущего кислорода).
Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах применяют подводное зажигание пламени резака.
Для этой цели служит «зажигательная дощечка» и аккумуляторная батарея.
Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
Резак для водородно-кислородной подводной резки показан на рисунке 2. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в — центральный канал мундштука 1.
Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух — в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух, подается по отдельному шлангу из компрессора или баллонов.
Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом.
В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Рисунок 2 — Резак для водородно-кислородной резки
Резак для бензинокислородной резки изображен на рисунке 3. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля — вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Рисунок 3 — Резак для бензин-кислородной подводной резки
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и трубчатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводят через электрододержатель, для пуска кислорода держатель снабжен вентилем.
Для электрокислородной резки используют металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним — 2-3 мм, длиной — 450 мм со специальным водонепроницаемым покрытием.
Для питания используют установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А. Электрокислородную резку можно выполнять на значительных глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком электрокислородной резки стальным электродом является большой расход электродов.
Электрод длиной 450 мм расходуется в среднем в течение 1 мин.
а — стального трубчатого электрода; 1 — стальная толстостенная трубка, 2 — обмазка, 3 — канал для кислорода; б — угольного электрода; 1 — угольный электрод или графитовый стержень, 2 — металлическая оболочка, 3 — трубка для кислорода, 4 — покрытие; в — карборундового электрода; 1 — карборундовый стержень, 2 — металлическая оболочка, 3 — канал для кислорода, 4 — покрытие
Рисунок 4 — Поперечный разрез
Для резки применяют также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности электрода: и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод длиной 250 мм горит 10-12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15-18 мм, что не позволяет вводить электрод в полость реза. Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Срок службы карборундового электрода длиной 250 мм, диаметром 12-15 мм — 15-20 мин.
Принцип работы подводной сварки
Метод дуговой сварки под водой основан на способности дуги стабильно гореть в газовом пространстве, даже при условии низкой температуры воды.
Выделяемый газ в результате интенсивного испарения воды образует небольшой воздушный пузырь, внутри которого и становится возможным горение дуги.
Необходимо обеспечить хорошую изоляцию всего, что проводит электричество, так как вода, особенно морская, является хорошим проводником. При подводной сварке стоит тщательно соблюдать технику безопасности. На сегодняшний день существует 4 вида подводной сварки:
- Сварка с помощью водолазной рабочей камеры;
- Сварка посредством портативного сухого бокса;
- Мокрая сварка.
Так называемая мокрая сварка бывает двух видов: полуавтоматическая и ручная дуговая.
Производитель
Сегодня плазмотроны на воде выпускают многие зарубежные и отечественные производители. Но выбрать действительно надежное устройство довольно сложно, так как на рынке очень много подделок и несертифицированного товара.
Группа компаний ПУРМ является официальным производителем сварочного оборудования, аппаратов и машин для плазменной резки. Каждое устройство разрабатывается с учетом суровых российских условий эксплуатации, подходит для работы в условиях любых климатических зон.
Фото 13. Разные виды источников питания отечественного производителя ПУРМ
Компания специализируются на серийном выпуске сертифицированного оборудования, поставках комплектующих, запасных частей и расходных материалов. При необходимости выполняется шеф монтаж машин и производственных линий плазменной резки, пуско-наладочные работы, гарантийное и послегарантийное их обслуживание.
Технические характеристики и комплектация
Плазмотроны производятся разных видов, поэтому отличаются характеристиками. При выборе необходимо руководствоваться рабочими параметрами источника питания, с которым будет работать устройство.
Основные технические характеристики водяного плазмореза:
- номинальный рабочий ток;
- вид плазмообразующего газа;
- давление газа на входе;
- расход воздуха;
- давление воды на входе;
- расход воды.
Фото 12. Разные виды расходных элементов для плазмотрона
Поставляются плазморезы в сборе, их комплектация стандартная – т.е. в наличие все конструктивные элементы устройства. Также в комплект входят прокладки (в зависимости от модификации), паспорт на изделие с гарантийным талоном и сопутствующей документацией.
Характеристики экзотермических электродов
Важная особенность экзотермического способа подводной резки состоит в том, что для работы требуется электрическая дуга со слабым током. Если классическое оборудование, применяемое для таких целей, генерирует ток от 180 до 450 А, то для запуска экзотермической реакции нужен ток силой 150 А. При этом он подается не постоянно, а только в момент розжига горелки.
Какой имеет диаметр в мм
Экзотермические электроды BROCO выпускаются диаметром ¼ и 3/8 дюйма, стандартная длина изделий – 457 мм (18”). Но существует также серия специальных образцов увеличенной длины – до 36”.
Давление
Инженеры компании продумали все нюансы, потому электроды торговой марки могут применяться для выполнения работ на любой глубине, независимо от показателей давления водяного столба.
Сила тока
Розжиг горелки происходит при одномоментной подаче тока силой до 150 А. Далее подача электричества прекращается, а работа горелки обеспечивается благодаря непрерывно поступающему кислороду.
Температура пламени
На кончике экзотермического электрода температура пламени достигает 5500 градусов Цельсия. Этого достаточно не только для резки металла разных видов, но и отделения фрагментов от бетонных, композитных и иных конструкций.
Как долго горит
Горение на конце электрода постоянное, оно прекращается только тогда, когда его прерывает сам водолаз путем прекращения подачи кислорода, либо когда весь электрод израсходован.
Расход при работе со сталью разной толщины
Экзотермические электроды отличаются низким расходом и длительным горением, поэтому они наиболее удобные для выполнения работ под водой – не нужно постоянно прерываться на смену расходных материалов.
Отличия от ближайших аналогов
Система охлаждения предусмотрена в каждом аппарате плазменной резки. Бывает она нескольких видов – воздушная и водяная. Также выпускаются плазмотроны со смешанной системой. Однако чаще используются плазморезы с водяным охлаждением.
Плазмотроны с водяной автономной системой охлаждения теплонагруженных узлов рассчитаны на более высокую мощность и повышенную интенсивность эксплуатации. При этом они отличаются довольно сложной конструкцией, большим количеством комплектующих элементов. Также они характеризуются значительным весом и габаритами по сравнению с аналогами.
Устройства со смешанной системой охлаждения плазмообразующего сопла и катода меньше и легче, проще в конструктивном исполнении. Но при этом охлаждаемые узлы имеют меньший эксплуатационный ресурс из-за электрохимической эрозии. Также при работе такими плазмотронами увеличивается вероятность двойного дугообразования.
Резка металла под водой
Нетривиальная задача: надо разрезать металлическую конструкцию под водой не извлекая её: чем это можно сделать?
В современных способах обработки металла при необходимости выполнения работ под водой применяются два принципиально различных способа резки металла:
- Электродуговой, при котором резка выполняется за счет термического воздействия на материал;
- Плазменная резка;
- Резка посредством создания условий протекания химической реакции, позволяющей металлу сгорать в кислороде, при этом струя кислорода выступает режущим инструментом. Способ получил название кислородной резки.
Последний способ в свою очередь делится на два подвида по типу нагрева металла:
- Газокислородная, далее разделяющаяся на подвиды по типу используемого горючего газа для разогрева металла до температуры возгорания;
- Электрокислородная, при которой нагрев осуществляется посредством создания электрической дуги, делится на подвиды по типу применяемых в ней электродов.
Самым простым способом, который применяют в большинстве случаев для выполнения резки металла под водой на данный момент времени остается дуговая резка, для которого организую подачу тока не менее 500 a.
Хорошие результаты дает этот способ при обработке металла толщиной до 2 см, с увеличением толщины производительность выполнения работ быстро снижается, а расход электродов растет, кроме того образуется неровный край реза.
Поэтому, хоть и существует возможность применения электродуговой резки к порезам металла толщиной до 70 mm, но гораздо чаще для больших толщин металла или для резки нескольких слоев применяют электрокислородный способ.
❗️Мы создали сообщество по NFT — пишем про NFT коллекции — создание, продажу, инвестирование — подключайтесь: https://t.me/alexnftz.
Но и у этого способа есть свои минусы, так в первую очередь, это быстрый выход из строя электродов. Так самый доступный трубчатый стальной электрод в среднем сгорает за 1 мин и требуется его замена, что увеличивает время выполнения работ в три-четыре раза. Поэтому основные усилия в продвижении этого способа направлены на поиск и разработку более стойких электродов.
По качеству создания кромки самые лучшие результаты показывает газокислородный способ резки. Но и этот способ имеет свои ограничения. Так, хорошие показатели резки получаются при разделении стали, титана и марганца и сплавов на их основе.
А остальные металлы и сплавы, в частности, на основе меди и алюминия, почти не поддаются газокислородной обработке, потому что температура их плавления ниже температуры их активного окисления в кислороде, а это условие является одним из необходимых условий газокислородной резки.
Иногда, например при плохой видимости, проще сделать ряд отверстий, а затем резать пространство меж ними.
Возможна подводная резка металла и с помощью специальных плазморезов (отличаются от обычных: охлаждение катода в плазмотроне осуществляется воздухом, сопла — окружающей водой), как пример АППР Краб. Пока этот метод находится в стадии активного апробирования. Особенно он интересует МЧС.
Вывод: выбирать какой-то конкретный способ резки металла под водой надо исходя из существующих условий: глубины выполнения предполагаемых работ, толщины металла, его состава.
Кроме того, не лишним будет учитывать уже имеющийся опыт выполнения резки металла в сходных условиях для расчета времени работы и расходных затрат на их выполнение.
Подводная сварка и резка металла
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.
У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Изделия из любых металлов обрабатываются с одинаковой скоростью. Работа состоит из одного этапа – перенастраивать оборудование не нужно. Следовательно, времени такая резка требует меньше, чем другие виды. Гидроабразивная резка идеально подходит для обработки тугоплавких материалов и сталей. И еще один приятный момент: такая работа не сопровождается выделением дыма, запаха и пыли.
Закон Паскаля для жидкостей и газов. Гидравлический пресс
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.
Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Резка металла водой своими руками
Вполне логично, что для единичного использования промышленное оборудование с ЧПУ никто закупать не будет. В этом случае очень выручают так называемые ручные станки. Они не имеют программного управления, поэтому все параметры резки задает оператор. Собственно, качество среза полностью зависит от квалификации специалиста.
При должном подходе можно добиться не худшего результата, нежели на профессиональном оборудовании. Ручные станки все же имеют свои преимущества. Они заключаются в низкой стоимости оборудования и возможности изготовить заготовку нужной геометрической формы под определённым углом своими силами.
Но для этого желательно полностью разобраться с управлением, и тогда резка водой металла будет вполне простым занятием.
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.
Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.
После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
Принцип работы и разрезаемые материалы
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества – низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Какое давление воды нужно для резки металла
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер.
Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива.
Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.
- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
Читать также: Принцип работы антимагнитной пломбы счетчика воды
Ежегодно металлургическими предприятиями мира выплавляются сотни тысяч тонн стали. Повышенные требования к качеству среза привели к появлению новых технологий обработки. Особенно если учитывать, что многие сплавы являются достаточно твердыми. Наиболее передовые технологии – это лазерная и резка водой металла (гидроабразивная). Суть последней мы и рассмотрим детально в данной статье.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм.
Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего.
Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Republished by Blog Post Promoter
Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло.
Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойств или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима.
Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:





