- Припои
- Какие бывают припои?
- Низкотемпературные припои
- Паяльная паста
- Как отличаются припои по температуре плавления
- Классификация
- Состав паяльных сплавов
- Выбор припойного материала
- Разогрев
- Припой ПОС 60 Ø1.0 мм 250 г с флюсом С6
- Подробные технические характеристики припоя ПОС 60:
- Расшифровка обозначений маркировки припоя Прв КР 1 ПОС 60 ГОСТ 21931-76:
- Химический состав припоя ПОС 60 с флюсом:
- Сравнительная таблица отличий технических характеристик в припоях серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
- Чем отличаются припои серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
- Особенности применения, свойства флюса C6 в припое ПОС 60:
- Техника безопасности при работе с флюс содержащим припоем ПОС 60
- Рекомендуем посмотреть:
 |
| Мой любимый припой. |
| Тонкая проволочка для точных паек. |
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно.
Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
Флюсы
В процессе пайки, от нагрева, детали окисляются и припой перестает их смачивать. Чтобы этого не происходило используют флюсы — вещества которые растворяют оксидную пленку, способствуют пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим зовется лужением. Банальные вещи говорю? Ну так ведь ликбез так ликбез! ?
Канифоль
 |
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому.
Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют.
Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна.
То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
ЛТИ-120
 |
| ЛТИ-120 |
 |
| Глицерин-гидразин |
| Канифоль-гель. Супер вещь |
 |
| Ф-34А — химическое оружие массового поражения. |
 |
| Палитра флюсов ? |
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость.
В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем.
Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо.
А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда.
Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин.
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать.
Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров.
На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс.
Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу.
Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный.
Но смывается водой влегкую.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории.
Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось.
Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло.
Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы).
Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед!!!
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника, либо припой низкопробное говно. Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать.
Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 (60/40 Alloy), на мой взгляд, это порядка 240-300 градусов.
У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент.
Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя.
В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
 |
| Оплетка для удаления припоя |
 |
| Мое лудило |
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше.
Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы.
Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ.
Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение.
Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло.
Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.
Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются, поэтому есть риск пожечь микросхему перегревом.
Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того. Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться.
У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов, поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки.
Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
Пайка проводов
Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя.
Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции
Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой.
Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод.
Правда вонять будет сильно ?
Третья рука
| Удобная держалка. |
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону.
Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной.
Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином.
У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Кстати, о технике безопасности.
- Во первых расположите все так, чтобы было удобно.
- Следите за шнурами питания. Паяльник очень любит пережигать свой собственный провод. Прям мания у него. А это черевато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило «Ушел — выключил» должно выполняться железно.
- Правило второе — паяльник должен быть либо в руке, либо на своей надежной подставке. И ни как иначе! Класть его на стол или на первую попвшуюся фиговину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Не забывайте про вытяжку и вентиляцию. Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор (хотя бы 80мм от компа) или вытяжку.
Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder». Увидишь как это делают профессионалы. Смотри и учись!
Источник: http://easyelectronics.ru/likbez-po-pajke.html
Припои
Радиоэлектроника для начинающих
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 4500C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве.
Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико.
Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
-
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок. -
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.
ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
- ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
- И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 1830C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 1900C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.
Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно .
Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t0 плавления (Солидус) | Полное расплавление (Ликвидус), t0 |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1890C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 2400С.
Низкотемпературные припои
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18.
Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C.
Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD'шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса.
На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки).
Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
 Паяльная паста Solder Plus
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
- В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
- Главная » Радиоэлектроника для начинающих » Текущая страница
- Также Вам будет интересно узнать:
Источник: https://go-radio.ru/solder.html
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
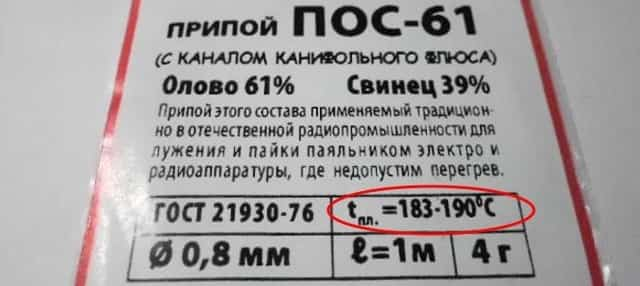
Таблица 1. Температура плавления припоев:
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
| Марка припоя | Химический состав, % | |||||
| Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
| ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
| ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
| ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
| ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
| ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
| А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
| ЦО-12 | 12 | — | — | 83 | — | — |
| ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.

Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
Источник: https://svaring.com/soldering/pripoj/temperatura-plavlenija
Припой ПОС 60 Ø1.0 мм 250 г с флюсом С6
Припой ПОС 60 с флюсом C6 – оловянно-свинцовый легкоплавкий припой, производится в виде проволоки диаметром 1,0 мм с флюсом C6 на катушке массой 250 г. Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.).
- Температура плавления составляет 183°C – 190°C, что дает возможность точно и тщательно припаивать изделия, которые нельзя подвергать значительному нагреву (требуется соблюдение температурного режима).
- Содержание флюса C6 в припое ПОС 60 позволяет качественно и быстро смочить места спаивания на деталях, а также легкоплавкость этого «мягкого» припоя ПОС-60 гарантирует хорошую растекаемость на рабочей поверхности, тем самым гарантируя качественную пайку с минимальным количеством брака.
- Припой вводится небольшими количествами в область стыка соединяемых элементов без разрушения конструкции, обеспечивая надежную фиксацию соединения и возможность проводить ток между соединяемыми элементами.
Химический состав припоя ПОС 60 включает наличие олова (Sn) 60% и свинца (Pb) 39-40%.
Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы в соответствии с ГОСТ 21931-76.
Благодаря добавлению этих элементов в сплав расширяется его область применения для проведения радиомонтажных работ в любительской и профессиональной практике.
При выборе припоя необходимо ориентироваться на материал соединяемых металлов или сплавов, способ пайки, температурные ограничения, размеры деталей, и другие параметры.
Цена, подробные характеристики, состав, расшифровка маркировки указаны ниже. По запросу предоставляются документы по качеству.
Читать далее
Окончательная цена на припой ПОС 60 с флюсом C6 зависит от количества, сроков поставки, производителя, страны происхождения и формы оплаты.
Подробные технические характеристики припоя ПОС 60:
| Серия | ПОС 60 Прв | ||
| Температура плавления | начальная | solidus | 183°C |
| жидкость | liquidus | 190°C | |
| Плотность | Р(υ) | 8,41 г/см3 | |
| Удельное электрическое сопротивление | ρ | 0,139 Ом*мм2/м | |
| Теплопроводность | λ | 0,12 ккал/см*с*град | |
| Временное сопротивление разрыву | σB | 4,3 кГс/мм2 | |
| Относительное удлинение | δ | 46 % | |
| Ударная вязкость | αк | 3,9 кГс/см2 | |
| Твердость по Бриннелю | НВ | 14 кГс/мм2 | |
| Электрическая проводимость | Cu% | 11,3% |
Расшифровка обозначений маркировки припоя Прв КР 1 ПОС 60 ГОСТ 21931-76:
| Припой | Прв | КР | 1 | ПОС | 60 | ГОСТ 21931-76 |
| Прв | – | Наименования профильного сортамента:Прв – проволока,Т – трубка,Пт – пруток,Л – лента,Пор – порошок. |
| КР | – | Форма сечения:КР – круглая,КВ – квадратная,ТРГ – трехгранная. |
| 1 | – | Размеры (мм). |
| ПОС | – | Припой оловянно-свинцовый. |
| 60 | – | Процентное содержание олова. |
| ГОСТ 21931-76 | – | Обозначение стандарта. |
Химический состав припоя ПОС 60 с флюсом:
| Основные компоненты, % | Доля примесей, % | |||||||
| Sn | Pb | Sb | Cu | Bi | As | Fe | Ni | S |
| 60 | 39-40 | 0,1 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 |
Сравнительная таблица отличий технических характеристик в припоях серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
| Серия припоя | ПОС 50 | Sn60Pb40 | ПОС 60 | ПОС 61 | ПОС 63 | |
| Температура плавления | начальная | solidus | 183°C | |||
| жидкость | liquidus | 216°C | 191°C | 190°C | 190°C | 183°C |
| Плотность | Р(υ) | 8 г/см3 | 8,41 г/см3 | 8,41 г/см3 | 8,44 г/см3 | 8,51 г/см3 |
| Удельное электрическое сопротивление | ρ | 0,149 Ом*мм2/м | 0,139 Ом*мм2/м | |||
| Теплопроводность | λ | 0,11 ккал/см*с*град | 0,12 ккал/см*с*град | |||
| Временное сопротивление разрыву | σB | 3,6 кгс/мм2 | 4,3 кгс/мм2 | |||
| Относительное удлинение | δ | 50 % | 46 % | |||
| Ударная вязкость | αк | 4 кгс/см2 | 3,9 кгс/см2 | |||
| Твердость по Бриннелю | НВ | 14,5 | 14 | 14,9 | ||
| Электрическая проводимость | Cu% | 10,9 | 11,3 | 11,3 | 11,37 | 11,5 |
Чем отличаются припои серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
Главным отличием является % содержания олова в припое. Отсюда и название ПОС 60 – цифра определяет процентное содержание олова в припое 60%, что в свою очередь влияет на температуру полного расплавления припоя (liquidus).
В припоях ПОС 60 и Sn60/Pb40 процентное содержание олова и свинца одинаковое. В сплав добавляют такие элементы, как висмут, железо, сурьма, медь и др., которые влияют на некоторые свойства (растекаемость, смачиваемость и т.п.) в процессе пайки.
К тому же припой Sn60/Pb40 полностью соответствует марке сплава Sn60Pb40Sb по международному стандарту EN 29453, а припой ПОС 60 изготавливается в соответствии с ГОСТ 21931-76.
В связи с тем, что согласно ГОСТ содержание олова может колебаться от 59 до 61%, принято устанавливать температуру полного плавления не 185°C, а 190°C (liquidus). Припой Sn60/Pb40 полностью превращается в жидкость при 191°C (liquidus) (хотя разница в 1°C не имеет большого значения).
Оба припоя проволочного типа и выпускаются с флюсом или без флюса. Разновидности флюсов: RA CF10, RMA FC5000, RMA FC5005, RMA HF532, RMA HF533, С6.
В сравнении с большим выбором флюсов в ПОС 60, припой ПОС 61 выпускается только с канифолью или без канифоли. Оба припоя имеют одинаковую температуру расплавления в жидкость +190°C (liquidus).
ПОС 61 удобен для тех, кто привык паять с применением канифоли и нету необходимости соблюдать строгие требования к процессу.
Припой ПОС 63 по техническим характеристикам схож припоями ПОС 60, 61. Но он считается эвтектическим сплавом, так ближе других находится к эвтектической точке плавления оловянно-свинцовых сплавов.
Эвтектической точкой оловянно-свинцовых сплавов считают содержание олова на уровне 61,9%, а у ПОС 63 это значение стремится к 63%.
При этом температуры плавления начальная (solidus) и жидкости (liquidus) совпадают: +183°C.
Припой ПОС 50 имеет повышенную температуру расплавления в жидкость +216°C, и допустим к применению там, где не требуется соблюдение точного температурного режима. Так же имеет более темный оттенок, чем у ПОС 61, и при застывании капли имеет слегка шероховатую поверхность.
- Диаграмма состояний оловянно-свинцовых сплавов
- Диаграмма показует фазовую структуру и состав оловянно-свинцовых сплавов.
- В сплаве образуется:
- α — твердый раствор, Sn в Pb;
- β — твердый раствор, Pb в Sn;
- L — жидкость;
- liquidus — розплавление припоя в жидкость;
- solidus — начало плавления припоя.
При эвтектическом составе Sn 61,9% Pb 38,1% и температуре 183°С образуется эвтектика, из сплава выделяются одновременно α и β, минуя область двух фаз. В эвтектической точке растворы растут одновременно и распределяются очень тонко, из-за чего эвтектическая структура получает мелкокристаллический вид.
Особенности применения, свойства флюса C6 в припое ПОС 60:
Основное предназначение флюса — разрушение оксидного налета, который образуется в процессе пайки или эксплуатации, негативно влияющий на процесс соединения (пайки).
Технология пайки зависит от анализа свойств материала и правильности подготовки деталей. Правильно подобранный флюс в припое ПОС 60 гарантирует качественную спайку без возможных осложнений в дальнейшей эксплуатации.
Преимущества содержания флюса в припое:
- Малое количество остатков на поверхности печатного узла;
- Высокая скорость пайки и смачиваемость;
- Оптимальная температура плавления – 150°С;
- Устойчивость к образованию коррозии;
- Низкое содержание вредных веществ, приятный запах;
- Качество, экономичность.
C6 водорастворимый
C6 является «нейтральным» водорастворимым органическим флюсом. С6 более термостабильный в сравнении с другими водорастворимыми флюсами.
Имея более нейтральную органическую структуру, флюс частично растворяется во время высокой температуры при пайке, в результате шлак, который будет сохранятся на рабочей поверхности в течении нескольких часов, не приводит к коррозии, прежде чем он будет полностью удален путем промывки в теплой воде. Это главное отличие в сравнении с эквивалентным количеством флюса органической кислоты, который требует незамедлительной промывки от остатков флюса. Используется в труднодоступных местах пайки, где канифольный флюс считается слишком неактивным. С6 совместим с нейтральным водорастворимыми флюсами Hasaconi «WS-6031» и «WS-6033». Обычно С6 принимают в эксплуатацию для пайки печатных узлов с водными системами очистки. Сборка печатных плат должна предусматривать применение органических флюсов и промывку от шлаков водой.
| Технические характеристики флюса С6 | |
| Физическое состояние | как воск |
| Цвет | молочный |
| Растекаемость | >95% |
| Тест медного зеркала | проходит (после отмывки) |
| Поверхностное сопротивление изоляции | 1×1010 ом (после отмывки) |
| Значение pH | 7.0 |
Техника безопасности при работе с флюс содержащим припоем ПОС 60
При использовании проволочного припоя ПОС 60 с флюсом необходимо использовать вентиляцию для удаления паров флюса из рабочей зоны. После паяльных работ с флюсом тщательно мойте руки водой с мылом.
Рекомендуем посмотреть:
Источник: https://asenergi.com/catalog/rashodnye-materialy/pripoy-pos-60/pos-60-1mm-250g-c6.html





