- Шлифование металла
- Основные виды шлифовки
- Круглое наружное шлифование
- Внутреннее шлифование
- Зубошлифование
- Бесцентровое шлифование
- Шлифование плоских поверхностей
- Шлифовка металла
- Услуги по шлифовке металла
- Виды шлифовки металла
- Шлифовка деталей из металла
- Шлифовка металла – цена
- Самые распространенные технологии полировки металла: в домашних условиях и на предприятиях
- Механическая полировка металла: преимущества и особенности
- Способы полировки и их особенности
- Требования к полируемым металлоизделиям
- Этапы и нюансы механической полировки металла
- Когда применяется полировка металла
- Полировка металла в NAYADA
- Для чего нужна шлифовка металла? Назначение, виды, станки
- Основные виды шлифования
- Шлифовальные станки
- Разница между шлифовкой и полировкой
- Сравнение
- Таблица
- Шлифование металлов
- Полировка металла: виды и способы финишной обработки поверхности металлических изделий
- Сравнение видов полировки металла
- Методы полирования поверхности металла путем комбинирования различных способов и видов обработки поверхностей
- Виды обработки поверхности металла после газоплазменной резки
- Полировка металлических изделий электрольтно-плазменным методом с предварительной подготовкой
- Методы обработки металла перед электролитно-плазменной полировкой
- Способы обработки металла с помощью зачистки
- Виды обработки металла с помощью крацевания
- Методы обработки металла с помощью травления
Привет друзья! Вот мы и дошли до темы шлифование металла. С помощью которого можно достигать поверхности достаточно высокой точности как по геометрическим параметрам так и по чистоте обработки. Я постараюсь как можно внятнее рассказать про этот вид механической обработки.

Шлифование металла
Называют метод обработки металла абразивным инструментом или проще говоря шлифовальным кругом.
С помощью шлифовки можно обрабатывать как наружные так и внутренние цилиндрические и конические поверхности, а так же плоские и фасонные, изготавливать достаточно точную резьбу.
Стоит наверное сказать, что в современном мире этот вид обработки вытесняет твердое точение. Это типичная токарная обработка поверхностей уже прошедших термическую обработку (упрочнение структуры металла путем нагрева и охлаждения).
Основные виды шлифовки
Круглое наружное шлифование
Круглое наружное шлифование. Принцип таков: шлифовальный круг вращается вокруг своей оси ( что является скоростью резания) но одновременно вращается и заготовка. Так же имеется два вида подачи поперечная (приближение к заготовке) и продольная (осевая) чтобы прошлифовать поверхность по всей длинне.
Посмотрите видео для закрепления:
Внутреннее шлифование
Внутреннее шлифование. Как мы видим по рисунку эта разновидность шлифования похожа на первый метод, но кардинальное отличие в том, что шлифовальный круг находится внутри обрабатываемой заготовкой. Но движения резания остались прежними. Да еще забыл сказать в основном при шлифовке применяют охлаждение (СОЖ) ну в каком то посте я упомянул про нее  .
.
Читайте еще: Основные виды резьбы по металлу. Обозначение и применение
Видео для лучшего понимания темы
Зубошлифование
Зубошлифование как вы уже догадались из названия это обработка профиля зубчатого венца шестерен с помощью шлифовального круга который спрофилирован в размер эвольвенты зуба. Наверное не понятно ???? , но думаю если вы подпишитесь на обновления моего блога все будет становиться более прозрачно ГАРАНТИРУЮ! Ну этот способ из разряда лучше один раз увидеть чем сто раз услышать. Смотрите видео:
Бесцентровое шлифование
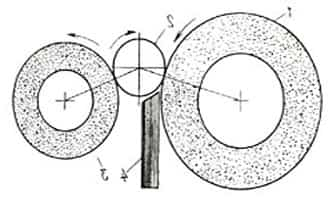
Бесцентровое шлифование. Из самого названия видно, что здесь заготовка не закрепляется в центра как на предыдущих видах (блин забыл про это написать в них ???? ) ну да ладно наверстаем.
Вращение заготовке придает один шлифовальный круг (который справа) ну а левый производит шлифованием металла. То приспособление которое находится по центру называется нож и изготавливается обычно из твердого сплава.
Оно служит для того, чтобы заготовка не провалилась между кругами и не заклинила их. Ну и как обычно видео:
Шлифование плоских поверхностей
Шлифование плоских поверхностей. Тут все предельно просто берется плоский кусок металла, зажимается на столе шлифовального станка с помощью станочных приспособлений или магнитного стола ( об этом поговорим позже поподробнее) и круг начинает свою работу. Это оптимальный вариант для обработки плоских поверхностей различных форм и размеров. Во общем смотрите видео:
Читайте еще: Попутное и встречное фрезерование.
Источник: http://mextexnologii.ru/obrabotka-metalla-i-metrologiya/shlifovanie-metalla/
Шлифовка металла
Шлифовка поверхности металла является широко востребованной услугой. Данная разновидность обработки предусматривает снятие небольшого поверхностного слоя с заготовок посредством трения, за счет чего достигается определенная шероховатость и точность размеров.
Делается это с помощью абразивных кругов, состоящих из множества малых минеральных образований – зерен, что делает структуру пористой или иначе зернистой. В работе применяются различные абразивы из различных материалов, что позволяет обеспечить оптимальный режим обработки в каждом конкретном случае.
Таким образом, везде, где требуется очень точное соблюдение размеров продукции данная операция является отличным решением.
Услуги по шлифовке металла
ООО «СЗЦМ» предоставляет качественные услуги по шлифовке и полировке металла.
Обращаясь к нам Вы можете быть уверены в качественном и своевременном исполнении работ. Наше производство обладает отлично укомплектованным парком оборудования. А квалифицированный персонал по-настоящему знает свое дело.
Среди наших услуг:
- все виды шлифовки черных металлов (плоская, круглая, бесцентровочная);
- шлифовка цветных металлов;
- шлифовка отверстий.
Приглашаем Вас ознакомиться с нашими работами в фотогалерее!
Виды шлифовки металла

Кратко пройдемся по наиболее распространенным заводским видам шлифовки металла:
- Плоская шлифовка позволяет удобно обрабатывать различные виды плоскостей: пазы, уступы, скосы и прочие.
- Круглая шлифовка применяется для обработки тел вращения (цилиндрических, конических и фасонных деталей). Существует как внутренняя шлифовка металла, подразумевающая работу с внутренними поверхностями изделий, так и внешняя.
- Бесцентровочное шлифование. Наиболее часто используется для обработки тел вращения больших длин. Как следует из названия, в процессе деталь не закрепляется в центрах, что сильно увеличивает скорость проводимых работ.
Шлифовка деталей из металла

Шлифовка деталей из металла требует внимательного подхода в каждом индивидуальном случае. Очень важно выполнить грамотный подбор вида шлифования, рабочего инструмента (станка и непосредственно абразивного круга), скорости обработки и прочего. Так как весь процесс наполнен множеством нюансов, прямо влияющих на точность, прочность и прочие характеристики.
Именно из-за многообразия деталей появилось столько видов и нюансов шлифования. Необходимо учесть доступность обрабатываемого участка, температурный режим и скорость, разновидность материала, обеспечить точность исполнения.
Шлифовка металла – цена
Цена на шлифовку металла зависит от множества факторов:
- от объема партии;
- от сложности деталей, особенностей операций необходимых для достижения параметров, заданных техническим заданием;
- сроков изготовления.
Для точного расчета стоимости, пожалуйста, предоставьте чертежи или образцы изделий любым, удобным для Вас способом. С помощью электронной почты, формы отправки заявки или личного визита.
Наши специалисты ответят в ближайшее время!
(1
Источник: https://xn--g1aknv.com/uslugi/shlifovka-metalla/
Самые распространенные технологии полировки металла: в домашних условиях и на предприятиях
Полировкой называется окончательный процесс изготовления детали, осуществляемый с использованием различных способов с целью удалить минимальный слой металла для достижения зеркального блеска поверхностей.
Это взаимосвязанные физические, химические, электрические воздействия, выбор которых зависит от вида материала, используемого инструмента и характеристик внешней среды. Требуемое качество достигается при замене абразивов и способов воздействия.
Время полирования зависит от исходного качества металла.
Требования к качеству металла и покрытий определены в ГОСТ 9.301-86. На поверхностях не должно быть раковин, пор, ржавчины, трещин после шлифования, окалины, заусенцев. К степени блеска нормативных требований нет.
На предприятиях, занимающихся обработкой металлов, осуществляется входной контроль поверхностей. При необходимости проводится:
- обработка сжатым воздухом, содержащим абразив (стальную дробь) (удаляется ржавчина и окалина);
- обработка металлическими щетками для удаления окислов и травильного шлама;
- обезжиривание разогретых в органических растворителях (хлорированных углеродах) для удаления смазки;
- обезжиривание в растворах щелочей (удаление минеральных масел);
- обезжиривание в электролите (электрохимическое).
В домашних условиях поверхности протираются растворителем, обрабатываются напильником или болгаркой с диском с соответствующей зернистостью.
Класс полировки определяется по шероховатости поверхностей (высоте неровности в микронах) конкретной детали. Шероховатость соответствует области использования. Всего существует 14 классов чистоты, которые в чертежах обозначаются равносторонним треугольником. Числовые значения шероховатости после полировки металла указаны в ГОСТ 2789-59.
| Внешний вид поверхности | Высота неровностей (до мкр) | Класс | Вид обработки |
| Следы обработки хорошо видны | 320 | первый | Точение, фрезерование, строгание |
| 160 | второй | ||
| 80 | третий | ||
| Следы обработки почти не видны | 40 | четвертый | Получистовая обработка |
| 20 | пятый | ||
| 10 | шестой | ||
| Следы обработки не видны | 6,3 | седьмой | Тонкое точение, шлифование |
| 3,2 | восьмой | ||
| 1,6 | девятый | ||
| Поверхность с зеркальным блеском | 0,8 | десятый | Доводочное полирование |
| 0,4 | одиннадцатый | ||
| 0,2 | двенадцатый | ||
| 0,1 | тринадцатый | ||
| 0,05 | четырнадцатый |
В промышленности для измерения высоты неровностей используются специальные приборы: профилографы и микроскопы. В домашних условиях шероховатость определяется «на глаз».
Самые распространенные способы полировки металла:
- механический (абразивный);
- химический (пасты, растворы);
- электрохимический (в электролитах);
- ультразвуковой.
Механическая полировка металла может быть сухая или мокрая.
Процесс может осуществляться:
- вручную;
- в полуавтоматическом режиме;
- автоматически.
Важно! При ручной обработке можно следить за процессом и влиять на результат. Достичь высокого качества и производительности невозможно.
Полуавтомат – это специальное оборудование и квалифицированный специалист. Обработка осуществляется на станках для полировки металла, технологические параметры меняются вручную. При автоматической обработке на серийном производстве участие человека не требуется. Работа осуществляется очень быстро и с высокой точностью. Объем брака минимизирован.
Читайте так же: Плазменная полировка металла — требуемое оборудование
Вручную полируют мелкие детали в домашних условиях. Пасту наносят на тряпку и натирают поверхность круговыми движениями. Для поверхностей больших размеров чаше всего используют шлифовальные машины (болгарки) или дрели, оснащенные насадками различной зернистости.

На диск можно установить различные насадки. Если насадка из войлока или ткани, ее смачивают пастой. Профессиональный инструмент используют в автомастерских, так как он позволяет обработать поверхности достаточно больших размеров. На небольших предприятиях, обрабатывающих металл, используются станки, оснащенные полировочными лентами или войлочными (матерчатыми) кругами.

К механическим способам относится так же абразивная технология полировки металла в вибрационных барабанах, наполненных сухим абразивом или раствором. Вращение и вибрация позволяют быстро снизить шероховатость.
Если способ сухой, то раствор заменяется опилками дуба или ясеня, кусочками фетра или замша.
Если используется раствор, то кроме полировочных стальных шариков в него можно добавить щелочь (например, раствор хозяйственного мыла), ускоряющую процесс.
Но механическое полирование обладает рядом недостатков:
- существует вероятность внедрения абразивов в структуру металла;
- большие затраты на установки и ресурсы;
- обработка состоит из нескольких стадий;
- процессом сложно управлять;
- требуются значительные затраты ручного труда и времени.
Важно! Более высокий потенциал у химической полировки, особенно, если речь идет об элементах декоративной отделки помещений из различных сплавов или дорогих металлов.
При использовании этого способа металлические изделия погружаются в растворы определенной температуры. При прохождении химических реакций шероховатости плавятся в течение нескольких минут. Ручного труда почти нет, электроинструмент и приспособления для полировки металла не требуются. Поверхность обрабатывается равномерно, конфигурация детали значения не имеет.
Но есть и недостатки. Зеркальный блеск не достигается (поверхность скорее матовая), раствор нужно часто менять, он достаточно агрессивный (чаще всего это кислота). Работы можно проводить только в спецодежде, помещение должно быть оснащено качественной системой вентиляции.
При электрохимической полировке детали тоже погружаются в раствор, но через него пропускается электрический ток. Так как поверхность неровная, оксидная пленка толще в микровпадинах.
Раствор быстрее обрабатывает ровные части поверхности с тонким слоем оксида. По окончании процесса поверхность получается идеально гладкая.
Небольшие временные затраты дают возможность повысить производительность.
Недостаток – большой расход электроэнергии. Если поверхность шероховатая, требуется механическая шлифовка. Нужно тщательно следить за качеством и температурой раствора, плотностью тока. Растворы создаются из кислот, поэтому обязательно соблюдение правил техники безопасности. Чтобы сократить расходы, желательно предварительно материал обрабатывается механическими способами.
На крупных предприятиях полирование стараются автоматизировать и роботизировать. Сделать это позволяет использование ультразвука, повышающего производительность в 30 раз и позволяющего не приобретать круги и пасты. Расход электроэнергии ниже, чем при использовании химического или электрохимического способа.
Технология ручной полировки металла требует покупки оборудования (дрели, болгарки) и различных насадок.

Основные средства для полировки металлов механическим способом – различные пасты, содержащие карбид кремния, циркония или титана, алмазную крошку, оксид хрома. Твердые пасты необходимо разбавлять маслом. Затраты получаются большие, так как процесс состоит из нескольких этапов, для каждого из которых требуются различные насадки.
Если используется химический или электрохимический способ, нужны большие емкости и кислоты для приготовления растворов, спецодежда. Используется азотная, соляная, серная, фосфорная кислота, глицерин, бензиловый спирт. Для домашнего хозяйства это достаточно затратные покупки, поэтому химическими препаратами пользуются только на предприятиях.
Все полировочные станки делятся на 2 группы: с кругами и лентами. Ленты и круги состоят из абразивов, при выборе учитываются требования к шероховатости поверхностей после обработки. Оборудование полуавтоматическое или автоматическое. Автоматические станки могут становиться частью линий, используемых в серийном производстве.
Любой станок оснащен станиной (платформой), не меняющей положение во время работы. На платформу монтируется электродвигатель, приводящий в движение вал. Работать можно с точильными абразивами и кругами. Угол заточки регулируется вручную или автоматически. Некоторые конструкции оснащаются емкостью для воды, необходимой для охлаждения.
Доступны станки для обработки сырья (листов стали, алюминия, латуни, профилей) и готовых изделий:
- судовой арматуры;
- сантехнического оборудования;
- металлических карнизов и перил;
- дверных ручек, частей подсвечников;
- велосипедных деталей;
- столов и стульев;
- глушителей для мотоциклов и автомобилей.
Мощность промышленных моделей 700-950 Вт, подключаются они к сети 220 В. Частота вращений 90-150 оборотов в минуту. Регулировка производится в зависимости от характеристик обрабатываемого материала и формата круга.
На первых этапах обработки используются большие круги, маленькие – для доработки. В комплектацию включается кабель и удлинитель. Во время работы могут потребоваться инструменты для измерения углов, стабилизаторы, пасты.
Источник: http://solidiron.ru/obrabotka-metalla/polirovka/tekhnologii-polirovki-metalla.html
Механическая полировка металла: преимущества и особенности

Полированные металлоизделия ценятся за эстетичный декоративный блеск и отличные эксплуатационные свойства. При правильной обработке металл становится похожим на зеркало, коэффициент отражения достигает 95 %. Гладкая поверхность имеет высокую коррозионную стойкость — здесь практически нет неровностей, где могут скапливаться агрессивные загрязнения.
Способы полировки и их особенности
Полировка металла — финишная обработка изделий, при которой с поверхности снимается тончайший слой материала. Обработка проводится механическим, химическим, электрохимическим или электролитно-плазменным методом.
При химическом и электролизных способах поверхность металла сглаживается за счет химических и электрохимических реакций. Качество полировки зависит от многих факторов. Как минимум необходимо неукоснительно соблюдать технологию — рецептуру раствора, равномерность и время воздействия.
Агрессивные химикаты приводят к быстрому износу гальванических ванн, а отработанные растворы требуют специальной утилизации. Электролизные процессы энергоемкие. Все это увеличивает стоимость работ. Поэтому методы актуальны для полировки металлоизделий в крупных промышленных масштабах.
Механическая полировка металла наиболее выгодная. Затраты энергии минимальны, для обработки нужен простой полировальный станок или ручная машинка, насадки разной жесткости и абразивные пасты. Качество зеркальной поверхности зависит только от профессионализма мастера. Единственный минус — трудоемкость, поэтому метод используется для обработки металлоизделий в малых и средних объемах.
При механической полировке к материалам предъявляется ряд требований.
Требования к полируемым металлоизделиям
Полировка подходит для неокрашенного металла без анодной обработки. Поверхность должна быть относительно гладкой без расслоений, включений, ржавых пятен и крупных дефектов, например, глубоких царапин и рисок. Допустимые неровности:
- пузыри, плены, кратеры, раковины — до 0,01 мм;
- задиры, заусенцы, налипы — до 0,03 мм;
- поперечные и продольные следы от матрицы — до 0,005 мм.
Этапы и нюансы механической полировки металла
- Грубая шлифовка твердой войлочной насадкой для удаления основных дефектов.
- Устранение микроцарапин при помощи средне- и мелкозернистой наждачки.
- Зеркальная полировка металла мягким войлоком с использованием полироли.
- Очистка поверхности от остатков полирующей пасты и жирных пятен.
- Нанесение защитного антиокислительного покрытия.
У механической полировки много тонкостей.
Например, для обработки больших фигурных изделий применяются абразивные ленты, а плоскости и детали средних и мелких размеров полируются войлочными кругами. Грубая обработка выполняется жесткими кругами.
Промежуточная полировка — мягкими кругами или наждачной бумагой №80 и меньшей зернистости. Доводка до зеркального глянца — х/б кругами и мягкими кожаными шайбами.
Важно двигать круг по правильной траектории. Полировка плоских поверхностей выполняется от середины. Условные четверти обрабатываются поочередно поперек и вдоль. Угол наклона круга меняется — 30° в начале полировки, затем 45 и 60. Цилиндры, шары, конусы обрабатываются под наклоном, рекомендованные движения круга — вправо и влево.
Качество во многом зависит от скорости вращения и удельного давления круга. Для первичной и промежуточной полировки подходит высокая частота вращения (около 2800 оборотов в минуту), доведение до зеркального блеска проводится на более низких скоростях.
Большое удельное давление повышает интенсивность процесса, но после определенного предела качество обработки снижается. Также при выборе давления и скорости нужно учитывать материал.
К примеру, сталь полируется при давлении круга 1–2 МПа и при окружной скорости 30–35 м/с, а для алюминия и его сплавов нужно давление 0,1–0,4 МПа и скорость 18–22 м/с.
Для каждого этапа полировки подбираются специальные пастообразные составы с определенной основой и тонкостью абразивного порошка. Наиболее распространенные основы — парафин, стеарин, олеиновая кислота, техническое сало.
Абразивы — оксиды железа, хрома, олова и других металлов, а также природные вещества (мел, тальк, венская известь). Профессионалы используют как готовые пасты, так и композиции.
У каждого свои проверенные рецепты, с помощью которых удается ускорить работу и улучшить глянец поверхности.

Когда применяется полировка металла
Изделия с зеркальной полировкой востребованы везде, где нужен декоративный эффект и/или высокие эксплуатационные характеристики. Полируется профиль, листовой металл, трубы, фурнитура и прочие металлоизделия.
Среди автомобилистов ценятся колесные диски с зеркальной полировкой. Они такие же блестящие, как диски с хромированным покрытием. В дополнение отличные антикоррозийные свойства и высокая ремонтопригодность.
Дефекты устраняются локально, для восстановления цвета отлива не нужно обрабатывать всю поверхность.
Красивый декор и долговечную защиту обеспечивает только качественная зеркальная полировка. Не стоит браться за работу, если нет специальных знаний и навыков. Обращаться к кустарям тоже не вариант — опыт мастера неизвестен, нет гарантии качества. Поэтому заказывать зеркальную полировку лучше у профессионалов.
Полировка металла в NAYADA
Наша компания выполняет профессиональную полировку металла, в том числе до зеркального блеска. Используем механический метод, поэтому цены выгодные. Работаем с 2003 года, опыт мастеров — тысячи отполированных металлоизделий.
Полируем простые и фигурные детали — листы, профиль, трубы, фурнитуру. Принимаем заказы любой сложности. Даем гарантию. Доставляем готовые изделия по Москве и области. Можем организовать доставку в любой регион с помощью надежной транспортной компании.
Обращайтесь, если нужна качественная механическая полировка металла до зеркального блеска. Заказать услугу можно по телефону или через форму обратной связи. Если есть вопросы, напишите сообщение в чат.
Источник: https://pokras.ru/useful/encyclopedia/mehanicheskaya-polirovka-metalla/
Для чего нужна шлифовка металла? Назначение, виды, станки
Шлифовка металлических изделий представляет собой технологическую операцию, в процессе которой часть материала ликвидируется с поверхности, подлежащей обработке. Этот метод финишной отделки металлоизделий считается эффективным и производительным. С ее помощью достигается точность заданных размеров, правильная геометрия и высокое качество.

Основные виды шлифования
Различают несколько способов выполнения работ, от которых зависит форма поверхности, обрабатываемой специалистом.
- Плоская шлифовка металла. Ее делают на плоскости стола или специальной плите, все зависит от заготовки, которую обрабатывают.
- Профильная. Шлифовка поверхности металла с образующей в виде неровной линии. Часто кулачки вала обладают не круглой, а иной формой, а их поверхность подвергнута прошлифовке на установке специального типа.
- Круглая наружная. Здесь происходит взаимное смещение круга и металлической заготовки вдоль оси, ставится смещение поперечной оси для того, чтобы задать детали нужный диаметр и степень шероховатости. Этот метод применяют для втулок, валов и т. п.
- Круглая внутренняя. Рассчитана на обрабатывание поверхностей формы цилиндра или конуса, которые находятся под наружными сторонами деталей. Для этого используются внутришлифовальные станки, где обрабатываются цанга, шпиндели и др.
- Безцентровая. В этом случае изделие не крепят в центрах/в патроне, оно начинает вращение от ведущего круга с минимальной скоростью в сравнении с функционированием шлифовального основного.
- Шлицешлифование. Один из видов, выполняемый на спецоборудовании. Его применяют для быстрой обработки валов, которые имеют шлицевое соединение.
- Зубошлифование. Используется в области машиностроения. С его помощью шлифуют зубчатые колеса, изготовленные из закаленной стали.
- Резьбошлифование. Рассчитано на обработку резьбовых элементов, осуществляется посредством абразивного оборудования. Его используют для получения поверхности винтов высокого качества.
- Глубинная. Ее используют для профильных работ. Обработку осуществляют с большими глубинами, а сами подачи, которые называют продольными, малы. Она применяется к канавкам в сверлах, гребенках; для различной топливной аппаратуры.
- Совмещенная. Представляет собой обработку сразу нескольких частей изделий на оборудовании.
В зависимости от выбранного варианта в итоге получают разные результаты, поэтому для обработки важно выбрать правильную установку и способ.
Шлифовальные станки
Такие станки можно увидеть повсеместно на заводах, ведь промышленность находится в постоянном развитии, а значит требуется современное и высокотехнологичное оборудование.

Шлифовальный станок – универсальная установка, которая предназначена для различных процессов, в том числе шлифовка, заточка, полировка металлоизделий и др. Главная задача заключается в качественном и эффективном обрабатывании металлоизделий на финишном этапе их изготовления.
Шлифовальные установки позволяют провести:
- снятие с поверхности детали краску или аналогичное покрытие;
- разрезание заготовки;
- заточку режущих элементов;
- создание точной и ровной геометрической формы.
Полировка и шлифование делают поверхность гладкой и полностью очищенной. Такие станки применяются в работе не только с металлом, но и деревом, стеклом и другими материалами.
Если вам нужна шлифовка деталей – обращайтесь в Ленинградский завод металлоизделий.
Наши специалисты проведут все шлифовальные работы, в вы получите качественный результат по оптимальной стоимости.
Мы всегда учитываем пожелания заказчика, выполняем все в соответствии с требованиями и стандартами. Мы предлагаем различные виды шлифовки, познакомиться с которыми можно на сайте.
Если возникли вопросы – переходите в раздел «Контакты», где указаны телефоны для связи и адрес местоположения завода.
Источник: http://oporamet.ru/articles/shlifovka_metalla_opredelenie_vidy_nyuansy
Разница между шлифовкой и полировкой
Для приведения поверхности материала в нужное состояние применяют шлифовку и полировку. Но не все понимают, в чем суть каждого из упомянутых способов обработки, а иногда даже путают их между собой. Попытаемся в этом разобраться и выяснить, чем отличается шлифовка от полировки.
- Содержание статьи
- Шлифовка – операция, позволяющая выровнять поверхность твердого материала и предполагающая использование абразивов.
 Шлифовка
Шлифовка
Полировка – операция, проводимая в целях максимального сглаживания поверхности до появления характерного блеска.
 Полировка
Полировка
Сравнение
Две названных операции при работе с материалом следуют одна за другой. На первом (а иногда и на единственном) этапе производится шлифовка. Ей подлежат изделия после выпиливания, сварки и прочих методов изготовления. Отличие шлифовки от полировки заключается в назначении этих способов обработки.
Цель шлифования – удалить с поверхности неровности, заусенцы, снять окалину, избавиться от старого слоя, а также привести изделие к нужным размерам и скорректировать его форму. Работа может выполняться с помощью специальных машин, которых существует несколько видов. Их действие происходит на высоких оборотах.
Иногда допустимо воспользоваться примитивным способом, когда в качестве абразива применяется зернистый песок. Об него трут изделие, в результате чего происходит разрушение выступов на поверхности. Отшлифовать что-либо можно только с механическим воздействием.
Если требуется полировка, то она становится завершающим этапом. Ее назначение – произвести окончательное выравнивание и матовую поверхность сделать глянцевой. Добиться такого эффекта при помощи шлифовки невозможно. Полировальные машины устроены иначе, чем шлифовальные. Они работают на низких оборотах. К тому же в этом случае не обойтись без полировальных паст.
В чем разница между шлифовкой и полировкой, кроме всего перечисленного? Она заключается в том, что полировка может быть не только механической. К примеру, высокое качество обработки дает химическая полировка, при которой поверхность подвергается воздействию активного раствора.
Таблица
| Шлифовка | Полировка |
| Производится перед полировкой | Производится после шлифовки |
| Цель – удалить лишнее | Цель – финишное выравнивание, придание блеска |
| Применяются шлифовальные машины | Применяются полировальные машины |
| Только механическое воздействие | Разные виды воздействия |
Источник: https://TheDifference.ru/chem-otlichaetsya-shlifovka-ot-polirovki/
Шлифование металлов
ОСНОВЫ ПРОЦЕССА ШЛИФОВАНИЯ МЕТАЛЛОВ
§1.ПРОЦЕСС ШЛИФОВАНИЯ
Шлифование — один из видов обработки металлов резанием. При шлифовании припуск на обработку снимается абразивными инструментами — шлифовальными кругами. Шлифовальный круг представляет собой пористое тело, состоящее из большого количества мелких зерен.
Эти зерна соединены между собой особым веществом, которое называется связкой. Твердые материалы, из которых образованы зерна шлифовального круга, называются абразивными материалами.
Процесс шлифования состоит в том, что шлифовальный круг снимает с детали тонкий слой металла (стружку) острыми гранями своих абразивных зерен (фиг. 1).
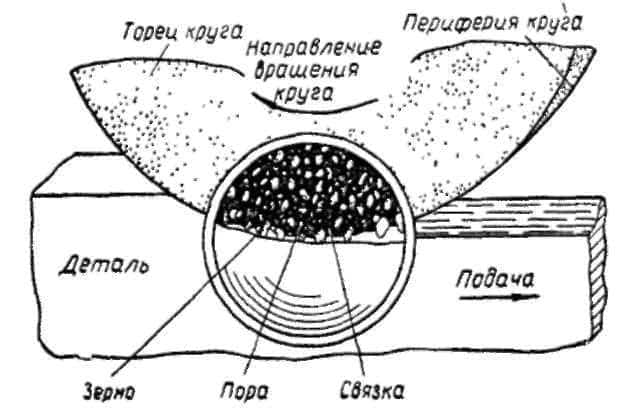
Фиг. 1. Процесс шлифования.
- Принципиальной разницы в законах резания металлов металлическими и неметаллическими инструментами не существует.
- Однако процесс резания металлов различными инструментами, в том числе и шлифование, кроме общих закономерностей, имеет свои особенности.
- К особенностям процесса шлифования следует отнести:
- 1) высокую скорость резания;
- 2) сильное размельчение и своеобразный характер снимаемой стружки;
- 3) невыгодную геометрию режущих зерен шлифовального круга;
- 4) высокое нагревание обрабатываемой поверхности и стружки.
Поясним кратко эти особенности. При обычном шлифовании скорость резания принимается равной 30 м/сек, или 1800 м/мин, а при скоростном — 50 м/сек, или 3000 м/мин. Это в 10—30 раз превышает скорость резания при токарной обработке. Процесс снятия стружки абразивным (режущим) зерном осуществляется примерно за 0,0001—0,00005 сек.
Число абразивных зерен, расположенных на периферии шлифовального круга, очень велико, оно измеряется на кругах средних размеров десятками и сотнями тысяч штук.
Поэтому при шлифовании стружка снимается огромным числом беспорядочно расположенных режущих зерен, к тому же неправильной формы, что приводит к очень сильному размельчению стружки и вызывает большой расход энергии.
Затрата энергии на единицу веса снимаемого металла при шлифовании в 4—5 раз больше, чем при фрезеровании, и в 12—13 раз больше, чем при точении.
Абразивные зерна, как правило, имеют отрицательные углы резания. Работу каждого отдельно взятого абразивного зерна можно сравнивать с работой резца, имеющего отрицательный передний угол. Так, если при работе другими инструментами их режущей части можно придать наивыгоднейшую геометрию, то с зернами шлифовального круга этого сделать нельзя.
Шлифовальный круг имеет прерывистую, режущую кромку.
Высокие скорости резания, трение связки шлифовального круга об обрабатываемую поверхность, произвольная геометрия абразивных зерен, сильное размельчение стружки приводят к тому, что в зоне шлифования выделяется большое количество тепла. Высокая температура поверхностных слоев шлифуемой детали, достигающая 1000° и больше, вызывает изменение структуры и физических свойств металла.
Снимаемая стружка в большей своей части похожа на стружку, снимаемую другими инструментами. Часть стружки отлетает от шлифуемой детали, а некоторая часть ее размещается в порах шлифовального круга и вымывается из них охлаждающей жидкостью.
Небольшая часть ее сгорает. По мере притупления шлифовальные зерна врезаются в металл все с большим и большим усилием.
В тот момент, когда усилие по величине превзойдет прочность зерна или удерживающей его связки, зерно разрушится или полностью выкрошится.
Шлифование — очень сложный процесс, который зависит от многих факторов.
§ 2. ВИДЫ И СПОСОБЫ ШЛИФОВАНИЯ
Поверхности, обрабатываемые шлифованием, могут быть простыми и сложными. К простым относятся наружная и внутренняя цилиндрическая поверхность и плоскость, к сложным — винтовая, эвольвентная и некоторые другие поверхности.
Для осуществления процесса шлифования необходимо, чтобы деталь и абразивный инструмент имели соответствующие -относительные движения. В машиностроении наиболее часто применяются следующие виды шлифования: круглое наружное, круглое внутреннее и плоское.
- Круглое наружное шлифование. К этому виду шлифования относятся:
- а) шлифование с продольной подачей;
- б) шлифование врезанием;
- в) бесцентровое шлифование с продольной подачей;
- г) бесцентровое шлифование врезанием.
Для осуществления круглого наружного шлифования с продольной подачей необходимы следующие движения (фиг.
2, а): вращение шлифовального круга, или главное движение резания; вращение детали вокруг своей оси — круговая подача детали; прямолинейное возвратно-поступательное движение детали (или шлифовального круга) вдоль оси детали — продольная подача; поперечное перемещение шлифовального круга на деталь или.
наоборот, детали на круг — поперечная подача, или подача на глубину шлифования. При шлифовании с продольной подачей этот вид подачи используется периодически, в конце каждого двойного хода детали.
Круглое наружное шлифование врезанием (фиг. 2, б)отличается от первого способа шлифования тем, что высота применяемого при этом шлифовального круга берется равной длине шлифования детали или несколько больше ее. Поэтому здесь отпадает необходимость в продольной подаче.
Поперечная подача применяется непрерывно в течение всего процесса шлифования.
Таким образом, для выполнения наружного шлифования врезанием необходимы следующие движения: вращение шлифовального круга, вращение детали вокруг своей оси, или ее круговая подача, и непрерывная поперечная подача шлифовального круга.
Бесцентровое шлифование (фиг. 2, в) представляет собой разновидность наружного круглого шлифования. Шлифуемая деталь помещается на опорном ноже между кругами — рабочим (слева) и подающим, или ведущим (справа). Для осуществления процесса бесцентрового шлифования необходимы следующие движения: вращение шлифовального и подающего кругов, круговая и
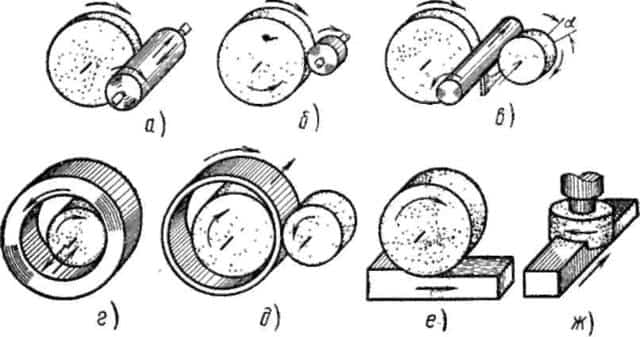
Фиг. 2. Схемы основных видов шлифования:
а — круглое наружное с продольной подачей; б — круглое наружное врезанием, в — наружное бесцентровое; г — круглое внутреннее с продольной подачей; д — внутреннее бесцентровое; е — плоское— периферией круга; ж — плоское—торцом круга.
продольная подача детали. Вращение подающего круга сообщает шлифуемой детали вращение и продольную подачу. Для получения продольной подачи детали ось ведущего круга устанавливают под небольшим углом к оси рабочего круга.
- Круглое внутреннее шлифование. К этому виду шлифования относятся:
- а) шлифование с продольной подачей;
- б) шлифование врезанием;
- в) бесцентровое шлифование с продольной подачей;
- г) бесцентровое шлифование врезанием.
Схема круглого внутреннего шлифования с продольной подачей показана на фиг. 2, г. Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача детали, продольная подача детали или круга, поперечная подача круга.
Круглое внутреннее бесцентровое шлифование (фиг. 2, д)подобно наружному и осуществляется без закрепления шлифуемой детали; в процессе шлифования деталь поддерживается тремя опорными роликами.
Плоское шлифование. Этот вид шлифования делится:
а) на шлифование периферией круга (фиг. 2, е)
б) на шлифование торцом круга (фиг. 2, ж).
Для осуществления плоского шлифования необходимы следующие движения: вращение шлифовального круга — главное движение резания; подача детали; прямолинейное движение детали или шлифовального круга в направлении, перпендикулярном к подаче детали; движение круга на деталь — поперечная подача, или подача на глубину шлифования. Столы плоскошлифовальных станков могут совершать прямолинейное возвратно-поступательное и вращательное движение. Соответственно движение подачи детали может быть прямолинейным или вращательным.
Источник: https://markmet.ru/kniga-po-metallurgii/shlifovanie-metallov
Полировка металла: виды и способы финишной обработки поверхности металлических изделий
Первые три из перечисленных способов обработки поверхности металлов имеют ряд ограничений применения. Основным ограничением для ряда промышленных предприятий является невозможность автоматизации при использовании механического, химического или электрохимического методов обработки поверхностей изделий в больших партиях массового производства.
Затруднения использования традиционных видов полирования металла имеют как экономические, так и технологические причины. Экономические трудности связываются с высокой стоимостью производственных роботов и станков с ЧПУ.
Технологические же причины трудностей использования традиционных видов финишной обработки металлов связаны с трудностями построения полностью автоматизированного процесса производства.
Вынужденное использование ручного труда на этапе полирования изделий, активации поверхности или ее очистки не позволяет наладить бесперебойную работу промышленных автоматизированных линий.
Нередко из-за использования устаревших методов обработки металлов производственная линия принимает форму конвейера, что значительно удорожает производство и в итоге отрицательно сказывается на конкурентоспособности производимой продукции.
Сравнение видов полировки металла
| Механическая полировка | Химическая полировка | Электро-химическая полировка | Электролитно-плазменная полировка | |
| Производительность | Средняя | Низкая | Средняя | Высокая |
| Ограничение по геометрии | Простой профиль | Сложный профиль | Сложный профиль | Сложный профиль |
| Изменение материала | Подверженность внедрению инородных частиц | Неравномерность обработки, травление | Плохая обработка плоских поверхностей | Возможно упрочнение материала |
| Сложность обработки | Средняя | Средняя | Высокая | Средняя |
| Возможность автоматизации | Нет | Нет | Есть | Есть |
| Затраты на материалы | Высокие | Высокие | Высокие | Низкие |
| Срок амортизации установки | 25 лет | 5 лет | 20 лет | 25 лет |
| Занимаемая произв. пл. | Малая | Средняя | Средняя | Средняя |
| Экологичность | Низкая | Низкая | Низкая | Высокая |
| Пожароопасность | Низкая | Высокая | Средняя | Низкая |
| Энергопотребление | Среднее | Низкое | Высокое | Высокое |
| Квалификация работников | Высокая | Средняя | Средняя | Средняя |
Широкое внедрение в промышленность более производительной электролитно-плазменной полировки металла позволит со временем практически везде заменить токсичный электрохимический метод обработки. Его преимуществами, в сравнении с другими способами полировки поверхностей, являются высокая производительность и эффективность, соблюдение экологической чистоты окружающей среды, высокие качества и скорость выполняемых операций, невысокая стоимость.
Электролитно-плазменный метод полировки поверхностей является экологически чистым и удовлетворяет санитарным нормам, для очистки отработанного электролита не требуются специальные очистные сооружения.
Методы полирования поверхности металла путем комбинирования различных способов и видов обработки поверхностей
Часто полировке подвергаются изделия без предварительной поверхностной обработки с неподготовленной, достаточно шероховатой поверхностью, имеющей грубый рельеф, что влечет за собой необходимость длительной электролитно-плазменной обработки, которая сопровождается снятием значительного слоя металла, и ведет к перерасходу электроэнергии.
Кроме того, в процессе обработки грубой разветвленной поверхности наблюдается явление, когда плотность тока на первой стадии обработки иногда вдвое выше, чем на заключительной стадии. Это связано с тем, что первоначальная площадь шероховатой поверхности, контактирующая с электролитом, по-видимому, вдвое больше, чем получаемая в результате обработки.
На практике полирование изделий лучше осуществлять в два этапа, на первом провести очистку и обезжиривание поверхности, а на втором этапе – собственно полировку.
Очистка деталей перед полированием необходима потому, что при изготовлении изделий из металлов литьем, либо при их термообработке, даже в нейтральных средах не удается полностью избежать соприкосновения поверхности с окислительной средой (например, воздухом) в области высоких температур, когда происходит поверхностное окисление металла. С целью очистки перед полированием применяют такие виды обработки поверхностей как:
- галтовка
- подводное шлифование
- гидроабразивная обработка
- обработка чугунным песком
- обработка корундовой крошкой
- обработка ультразвуком
- химическое и электротравление
Виды обработки поверхности металла после газоплазменной резки
Сглаживание шероховатостей поверхности, полученной после такого популярного вида обработки металла плазмой как газоплазменная резка, не обязательно осуществлять путем срезания выступов. Предварительная обработка может быть проведена путем поверхностного пластического деформирования.
В ряде случаев механические методы обработки поверхностей пастами состоят не в срезании выступов, а в их разминании, для чего в состав паст входят специальные смазывающие, химически активные, поверхностно-активные вещества, разупрочняющие поверхность и мелкодисперсные окисные частицы, например, инертная окись хрома.
Полировка металлических изделий электрольтно-плазменным методом с предварительной подготовкой
Для экономии электроэнергии целесообразно использовать технологию электролитно-плазменной полировки в два этапа, когда на первом этапе сглаживается грубый рельеф поверхности с помощью различных энергосберегающих способов обработки поверхностей, а затем на втором этапе применяется финишная кратковременная электролитно-плазменная полировка.
Например, при полировке деталей из нержавеющей стали, которая является пластичной и достаточно мягкой, на первом этапе могут применяться следующие способы обработки поверхности:
- шлифовка под слоем воды водостойкой шкуркой зернистостью 50–80 мкм
- обработка жесткой металлической щеткой
- электротравление в 10% растворе щавелевой кислоты при напряжении 12 В в течение 5–10 минут с плотностью тока до 2 А/см2
- пескоструйка мелкой чугунной крошкой
- отбеливающее травление в растворе 25% серной и 20% соляной кислоты в объемном соотношении 3/1 при температуре 30–40°C в течение 3–5–10 минут.
Последующая электролитно-плазменная полировка изделий может проводиться в 5%-м водном растворе сульфата аммония при температуре 80°C.
Методы обработки металла перед электролитно-плазменной полировкой
Способы обработки металла с помощью зачистки
Если исходный образец, поверхность которого предварительно обработана грубой шкуркой зернистостью 500 мкм, полируется до зеркального блеска в течение 5–6 минут со снятием слоя металла 0,05 мм, то образцы, обработанные до матового состояния шкуркой зернистостью 50–80 мкм, полируются в два раза быстрее за время менее 3 минут, и при этом снимается слой металла толщиной всего 0,02–0,03 мм. Экономия электроэнергии при использовании предварительной обработки поверхности шкуркой составляет около 40%.
Виды обработки металла с помощью крацевания
Весьма эффективна также предварительная обработка металлическими щетками грубо шлифованной или обработанной резцом поверхности.
По-видимому, рельеф поверхности при такой обработке выравнивается за счет пластической деформации металла, а частично за счет крацевания, т.е. стирания, царапания металла.
Также снимается окисная пленка, препятствующая равномерной полировке изделия в тех случаях, когда оно выполнено сваркой или подвергалось высокотемпературной термообработке.
Методы обработки металла с помощью травления
Неплохие результаты получены при химическом травлении, особенно образцов, которые подвергались термообработке, так как при этом на стали образуется окалина, трудно снимаемая электролитно-плазменной обработкой в течение 15 и более минут.
Травление таких образцов в растворах серной и соляной кислот создает шероховатую, чистую от окалины поверхность без дефектов.
Последующая обработка образцов в сульфате аммония при напряжении 260 В в течение 4 минут позволяет получить блестящую поверхность.
Источник: http://plasmacraft.ru/finishnoe-polirovanie





