- Цинкование металла
- Особенности процедуры цинкования и основные способы защиты металла
- Методы цинкования
- Горячее цинкование
- Холодное цинкование
- Гальванический метод
- Термодиффузионное цинкование
- Газотермическое напыление цинка
- Как выполнить процедуру в домашних условиях
- Технология гальванического цинкования металла
- Преимущества цинковых покрытий
- Описание процесса
- Способы цинкования металлов
- Используемые материалы и оборудование
- Применяемые электролиты
- Дефекты гальваники
- Приспособление для оцинковки кузова ???? avtoshark.com
- Виды аппаратов
- Какой аппарат лучше выбрать
- Советы специалистов
- Оборудование для горячего цинкования металла (стали)

Цинковое покрытие кузова всегда было для советских, а потом и российских автолюбителей натуральным фетишем и предметом культа. Машины с целиком или хотя бы частично оцинкованными кузовами ценились радикально выше своих «просто крашеных» собратьев, а те, кому не повезло, пытались наносить цинк на автомобильное железо самостоятельно… Сегодня мы попытаемся повторить этот “подвиг”.
Коррозия была вечным бичом автомобилей советской эпохи и первых десятилетий российского периода. Известный бородатый анекдот гласил: если заехать на Жигулях в глухой-глухой лес, выключить двигатель и замереть в тишине, то можно услышать, как машина гниёт…
Посему такое восхищение вызывали у советских граждан первые иномарки, у которых сочетались оцинковка кузовных деталей, меньшая склонность железа к ржавлению самого по себе, а также более высокое качество грунтования, окраски и окрасочных материалов.
Лучше всего, наверное, любовь и уважение к цинку демонстрировала история с автомобилем Иж-2126 «Ода», который в 90-е рекламировал на всю страну незабвенный Леонид Якубович.
Именно многократно повторяемая по телевизору и в журналах волшебная мантра «оцинкованный кузов» позволила получить какую-никакую популярность и распространение этому, честно говоря, морально устаревшему ещё до постановки на конвейер автомобильчику… Впрочем, реклама, как обычно, обманула…
Когда же реклама честна и цинк – на кузове, а не на бумаге, наиболее эффективным методом покрытия в автопроме является «горячий» метод – протравленные в кислоте кузовные детали погружаются в ванну с расплавом цинка. Способ, по сути, аналогичен лужению, когда с помощью паяльника, припоя и кислоты стальные детали покрываются слоем оловянно-свинцового сплава.
Несколько менее эффективен электролиз, при котором цинк на стали осаждается «на холодную» из цинкосодержащего электролита. Ну и самый ерундовый вариант, в котором больше от маркетинга, нежели от реального цинкования, – использование цинкосодержащих грунтов под слой краски. Лучше, чем ничего, но только в условиях, когда краска повреждена, но не до металла.
Покрытие стали тонким слоем цинка обеспечивает самую эффективную защиту от коррозии. Цинковый слой в процессе электрохимической реакции утрачивает свои электроны и медленно истончается, не позволяя ржавчине образовываться на стали.
Впрочем, этот процесс до поры до времени пребывает в «спящем» состоянии и запускается только после того, как в результате механических повреждений металл обнажается из-под краски и начинает контактировать с влагой и воздухом.
На фото видно, как под отслоившейся в результате контакта с бампером краской на переднем крыле цинк серым слоем надёжно защищает сталь, не давая возникать ржавчине.

…и наоборот, повреждения, под которыми оцинковки нет, выглядят куда более устрашающе, раздражают в процессе эксплуатации автомобиля и затрудняют последующую продажу.

Поскольку отечественные автозаводы цинкованием не заморачивались, мечтой многих советских автовладельцев в эпоху тотального дефицита на всё и вся были различные устройства и составы для цинкования металла «на коленке». Одним из таких являлся «Портативный цинкователь ПМЦ-1».

Согласно инструкции, прибор предназначался для электролизного покрытия цинком «небольших участков кузова автомобиля в местах повреждения лакокрасочного покрытия»:
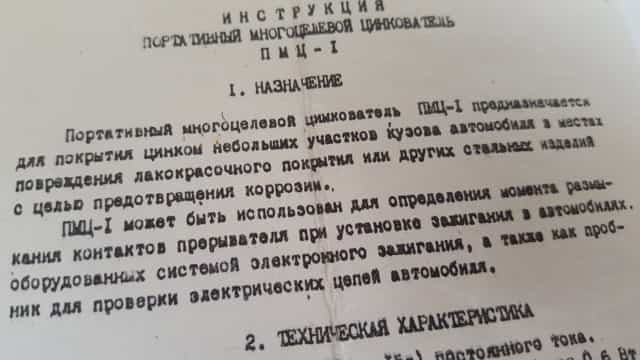
Сие курьёзное поделие кооператива «Декор» при московском заводе «Пищемаш» было выпущено в 1980 году, стоило 10 рублей (весьма недёшево!), и представляло собой натуральную кустарную самоделку. Цинкователь был сделан из… цангового полуавтоматического карандаша!

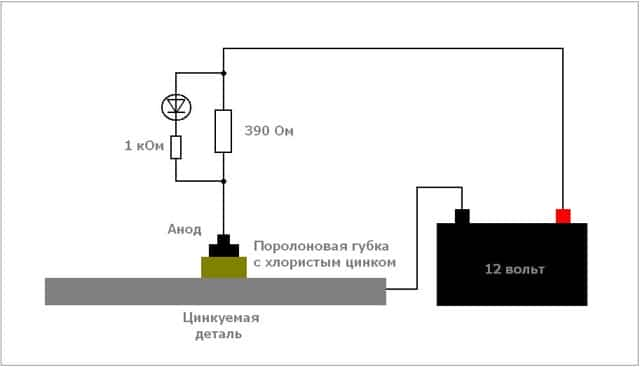
В комплекте с прибором шёл криминального вида полиэтиленовый пакетик с белым порошком – в нём содержался хлористый цинк. Его нужно было развести в 50 граммах воды, после чего окунуть в раствор поролоновый наконечник, пропитав его жидкостью, и начать натирать им деталь, подключив предварительно источник питания 12 вольт.
Светодиод в торце карандаша светился, если сила прижима (а соответственно, и сила тока, обеспечивающего электролиз) была достаточной. При 7-минутной обработке зоны, равной по диаметру поролоновой губке, производитель обещал покрытие толщиной 10 мкм.
При этом конструкция и схема цинкователя ПМЦ-1 представляла собой торжество примитивизма:
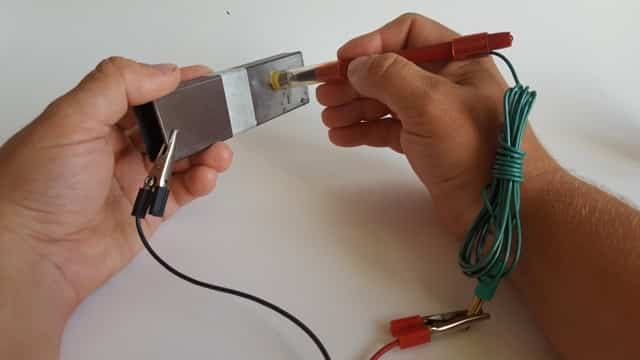
Разумеется, мы не могли не провести «ретротест» старинного устройства! Зачистив до блеска отрезок профильной трубы 20 х 40, близкой по своей склонности мгновенно ржаветь к кузовам Москвичей и Жигулей, оцинковали одну половину, а вторую оставили без защиты, после чего отправили железяку в соляной раствор. Простейшая конструкция оказалась вполне работоспособной – хотя из-за слабого тока цинковое покрытие создаётся очень медленно и, предположительно, даже более тонкое и хилое, нежели обещано инструкцией. Впрочем, надо думать, советские автолюбители были счастливы и такому гаджету…


Цинкование металла
Стальные изделия применяются во всех областях жизни человека. Прочные и надежные, они долго приносят пользу и удобство. Но у стальных изделий есть опасный враг — ржавчина, способный привести их в негодность. Существует много способов защиты от нее. Один из популярных — это цинкование металла.

Цинкование металла
Особенности процедуры цинкования и основные способы защиты металла
Коррозия металла, или процесс его окисления, особенно усиливается в условиях повышенной влажности. Для предотвращения коррозии металлических изделий на них наносят защитные покрытия.
Одним из самых надёжных считается цинкование металла, поскольку цинк берет на себя воздействие агрессивных сред. Цинкование обеспечивает не только барьерную, но и электрохимическую защиту металла.
В ходе реакции на поверхности детали возникает окисный слой, который обеспечивает дополнительную защиту.
После механического разрушения покрытия действие защитного слоя прекращается. Существуют различные виды цинкования металла , многие из них требуют сложного и дорогостоящего оборудования, но некоторые применимы и в домашних условиях.

Оцинкованные трубы
Технология цинкования была впервые освоена во Франции в 18 веке, далее развивалась в Англии. Большой вклад в совершенствование процесса внесли отечественные ученые Якоби и Менделеев. На сегодня цинкование металла — один из самых доступных способов защиты от коррозии
Методы цинкования
Специалисты по металлообработке различают следующие способы нанесения цинковых покрытий на металлы:
- горячий;
- холодный;
- электрохимический, или гальванический;
- газотермический;
- термодиффузионный.
Способ нанесения выбирается исходя из следующих критериев:
- условия использования детали;
- толщина защитного слоя;
- стойкость;
- специальные требования к защите.
Толщина слоя определяется временем нахождения детали в рабочей среде и температурой в рабочей зоне. При проектировании технологического процесса следует иметь в виду, что механическая обработка после покрытия детали цинком разрушит защитный слой.
Горячее цинкование
Этот метод отличается высоким качеством получаемого покрытия металла. Однако распространение его ограничивается следующими недостатками:
- сложное и энергоемкое оборудование;
- высокие температуры;
- чрезвычайно вредные отходы производства;
- размер обрабатываемых изделий ограничен габаритами цинковой ванны.
Сначала выполняется блок подготовительных операций:
- механическая очистка;
- обезжиривание;
- травление в кислой среде;
- промывка и обработка флюсом;
- просушивание.

Горячее цинкование
Только после этого начинается собственно оцинковка. Подготовленные детали опускают в ванну с расплавом цинка. На их поверхности возникает тонкий слой, состоящий из соединенй Fe и Zn. Далее детали достают из ванны и обдувают воздухом под большим давлением. Это позволяет удалить лишний цинк и одновременно подсушивает деталь.
Ввиду сложности процесса и вредных условий труда в домашних условиях он не используется.
Холодное цинкование
Этот способ технологически намного проще. Его можно воспроизвести в домашних условиях. На обрабатываемую деталь с помощью кисти или валика наносится слой содержащего цинк вещества.
Для защиты заготовок особо сложной формы и рельефа применяют краскопульты. Составы для холодной оцинковки металла – это полимерные растворы на основе мелкозернистого цинкового порошка.
Чаще всего применяют цинконол, создающий на поверхности защищающий от коррозии слой с 90% содержанием Zn.
Холодное цинкование применяет и в промышленности для защиты уже смонтированных деталей и конструкций — например, опор линий электропередач.

Холодное цинкование
Применяется метод и для восстановления частично поврежденных антикоррозионных покрытий, например, в результате износа или ремонтных работ.
Недостатком данного способа покрытия металла цинком является низкая механическая прочность покрытия.
Гальванический метод
Электрохимический способ позволяет получить прочный и гладкий слой. В ходе процесса можно управлять толщиной наносимого слоя металла. Качество очень сильно зависит от степени обезжиривания заготовки.
Гальванизация деталей происходит следующим образом. Защищаемые заготовки и цинковые пластины — доноры опускаются в ванну с электролитом, на них подается напряжение. Протекающий в образовавшейся цепи ток, используя явление электрохимического переноса металла, вырывает атомы цинка с пластин и осаждает их на заготовках.

Гальваническое цинкование
Недостатками метода является высокая себестоимость, складывающаяся из стоимости пластин, электролита и электроэнергии. Кроме того, придется нести высокие затраты на дезактивацию отработанного электролита.
Термодиффузионное цинкование
Технология была разработана в начале 19 века, но широкую популярность приобрела только в последнее время.
Защищаемые заготовки располагают в герметичном контейнере, в который добавляют содержащий цинк сухой порошок. Далее контейнер нагревают до высоких температур (400-900 °С).
Цинк испаряется, и его пары осаждаются на поверхности изделия. Подготовка заготовок проводится так же, как и в случае горячего цинкования.
Преимущества данного метода следующие:
- низкая экологическая вредность;
- низкая пористость;
- высокая механическая и антикоррозионная стойкость (в несколько раз выше, чем при гальваническом способе);
- нет необходимости в обезвреживании отходов.

Термодиффузионное цинкование
К недостаткам можно отнести:
- покрытие получается тусклое, серое и не украшает изделие;
- малая производительность;
- вредные условия труда.
Однородность толщины слоя цинкового покрытия также оставляет желать лучшего.
Газотермическое напыление цинка
Способ применяется для обработки крупногабаритных изделий, стальных листов и т.п. Цинк переносится на подготовленную поверхность заготовки струей горящего газа. В пламени газовой горелки размещают цинковую проволоку, она плавится и капельки металла попадают на обрабатываемую деталь, образуя на ней чешуеподобный слой.

Газотермическое цинкование
Способ применяется в комбинации с нанесение лакокрасочных антикоррозионных материалов и весьма эффективен для защиты корпусов морских судов и береговых сооружений.
Как выполнить процедуру в домашних условиях
Цинкование в домашних условиях чаще всего проводят гальваническим или холодным методом. Прежде всего, нужно обезжирить заготовки, протравить их кислотным раствором и тщательно промыть водой.
Установка для гальванической оцинковки потребует следующих материалов и оборудования:
- Аккумулятор 6- 12 В, 2-6 А (любой автомобильный или мотоциклетный). Вместо аккумулятора можно использовать зарядное устройство достаточной мощности.
- Ванна из непроводящего материала (оргстекло, текстолит и т.п.)
- Система подвесов: проводящие штанги и крючки.
- Коммутирующие устройства и провода.
- Амперметр и реостат.
- Электролит — любая цинкосодержащая соль. Можно взять автомобильный электролит и растворить в нем цинковый порошок.
- Цинковые пластины.
Штанги кладутся попрек ванны, к ним подвешиваются детали пластины, после чего подключаются провода от аккумулятора через амперметр и реостат. Проводя оцинковку своими руками, учитывайте, что толщина слоя определяется такими параметрами, как:
- сила тока;
- температура электролита;
- плотность электролита
Влияет на толщину и общая площадь поверхности обрабатываемого изделия.
Технология гальванического цинкования металла
Гальваническое цинкование — это один из самых распространенных методов создания антикоррозионных и декоративных цинковых покрытий. Оно дешевле и проще горячего цинкования, но имеет некоторые ограничения по применению, поскольку не позволяет создавать защитных слоев толще 40 микрон.
Основой этой технологии является электрохимический процесс осаждения цинка из электролитического раствора на деталь, подключенную к отрицательному полюсу источника питания.
Для повышения коррозионной и механической стойкости, а также в декоративных целях цинковые покрытия подвергают кадмированию, хроматированию и обработке фосфатными соединениями.
Обычно гальваническим способом цинк наносят на поверхности изделий из углеродистых сталей и различных видов чугуна. Помимо этого существуют технологии электролитического цинкования алюминия и ряда других металлов, но они используются гораздо реже.
Основная номенклатура цинковой гальваники — это разнообразные крепежные элементы, инструмент, кронштейны, опоры, подвески, внешние детали машин и оборудования, а также холоднокатаный тонколистовой прокат. Сегодня среди народных умельцев электролитическое цинкование является самой популярной гальванической технологией.
Это связано с тем, что цинк и его соединения практически безвредны, недороги и их свободно может приобрести любой желающий. А для работы с этими реагентами требуются минимальные знания и простейшее оборудование.
Преимущества цинковых покрытий
В настоящее время оцинковка является самым массовым покрытием, используемым для антикоррозионной защиты черных металлов.
Это связано с тем, что по совокупности экономических, экологических, технологических и физико-химических факторов у горячего и гальванического цинкования попросту нет конкурентов. К примеру, цинк дешевле никеля в четыре раза, а олова — в восемь раз.
Сопоставимый с ним по цене кадмий и его соединения высокотоксичны и канцерогенны, а технология их применения гораздо сложнее.
Цинк прекрасно адгезируется к поверхности стали и чугуна. Кроме того, он является более активным металлом, поэтому легче окисляется и в паре с цинком не дает вступать железу в окислительные реакции. Эта его особенность проявляется даже в тех случаях, когда непрерывность покрытия нарушена, т. е.
на поверхности металла имеются царапины, задиры, трещины или потертости. Гальванические цинковые покрытия пластичны и сохраняют непрерывность на деталях, работающих в режиме циклической деформации.
К примеру, кадмированный цинк используется в качестве коррозионной защиты стальных пружин, работающих в режиме периодического сжатия и растяжения.

Описание процесса
Гальваническое цинкование выполняется методом электролиза с расходуемым анодом. В роли катода, как и во всей гальванике металлов, выступает обрабатываемое изделие, а в качестве анода используют пластины чистого цинка, размещаемые по ванне так, чтобы обеспечить равномерность потока анионов к покрываемой поверхности.
Основными реагентами в составе электролита в общем случае являются сернокислый и хлористый цинк, а также фторборат цинка. Для улучшения параметров гальванического цинкования в раствор также вводят соли натрия, калия и алюминия.
Скорость осаждения и максимальная толщина слоя цинка регулируется плотностью тока, которая зависит от состава гальванического раствора и его температуры.

В процессе гальванизации происходит электрохимическое растворение цинка в объеме электролита и перемещение его на катод (покрываемое изделие). Поэтому анодные пластины должны периодически контролироваться на истощение, а при необходимости очищаться от окислов солей.
Способы цинкования металлов
Кроме основанного на электролизе гальванического цинкования, существует еще несколько технологических методов нанесения цинковых покрытий.
Каждый из них решает особые производственные задачи, а в совокупности они дополняют друг друга и охватывают весь спектр вариантов защиты изделий с помощью цинковых покрытий.
Далее вкратце описываются главные разновидности цинкования, применяемые в современных промышленных производствах.
Горячее. При использовании этой технологии нанесение цинка на поверхность изделия проводится путем погружения его в расплавленный металл. Таким способом можно получить самые толстые защитные слои. По сравнению с гальваническим горячее цинкование является более затратным, но обеспечивает самую высокую скорость нанесения цинкового покрытия.
Холодное. Холодным цинкованием в обиходе называют покрытие металлических изделий и больших металлоконструкций с помощью кистей и пульверизаторов композитами, содержащими не менее 80% цинка (в сухой пленке). Это самая простая по нанесению технология цинкования, но она менее долговечна, чем горячая и гальваническая.
Газотермическое. При газотермическом цинковании защитный слой на поверхность детали наносится распыленной струей расплавленного цинка.
Для этого используют цинковую проволоку, которая вместе с потоком воздуха автоматически поступает в пистолет, где под воздействием электрической дуги и горящего газа плавится и превращается в воздушный поток, насыщенный капельками металла.
Таким методом наносят покрытия на объемные металлоконструкции (опоры линий электропередач, емкости нефтехранилищ и т. п.). К его достоинствам относят самую большую толщину напыляемого слоя, а к недостаткам — большой расход цинка, около трети которого теряется при распылении.

Термодиффузионное.
Для цинкования этим методом применяют вращающиеся барабанные печи, в которые загружают обрабатываемые детали и специальные порошки, содержащие цинк и вспомогательные компоненты.
При вращении в течение нескольких часов при температуре 350÷450 °C происходит диффузионное насыщение поверхностных слоев железа атомами цинка, в результате чего образуется устойчивое защитное покрытие.
Используемые материалы и оборудование
Оборудование для цинковой гальванотехники такое же, как и для других гальванических процессов. В его состав входят ванны для гальванического цинкования, а также емкости для химической подготовки изделий.
Их объем зависит от вида производства и может варьировать от десяти литров до нескольких кубометров.
К ваннам подведены трубопроводы для подачи и отвода воды и реагентов и электрические контакты для подвода напряжения к анодам и катодам.
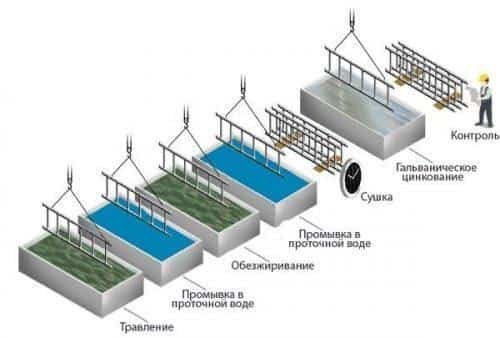
В общем виде технологический процесс гальванического цинкования состоит из следующих этапов:
- Механическая зачистка.
- Травление изделия.
- Промывка в проточной воде.
- Обезжиривание.
- Промывка, аналогичная п. 3.
- Гальваническое цинкование.
- Промывка, сушка и контроль.
В цехе оборудование гальванических линий цинкования располагается линейно, повторяя порядок описанного выше техпроцесса (см. рис. ниже). Для перемещения изделий между участками обработки используются мостовые или консольные краны с дистанционным управлением.
Современные ванны для гальванического цинкования изготавливают из кислотостойких пластмасс. Безопасность при работе с компонентами электролита аналогична правилам промышленного использования растворов кислот и щелочей. Никаких специальных требований, связанных с токсичностью или агрессивностью электролита, к гальваническому цинкованию не предъявляется.
Применяемые электролиты
При гальваническом цинковании состав и температура электролита при заданной плотности тока напрямую влияют на скорость осаждения и структуру цинкового покрытия.
Кроме того, отдельные виды электролитных растворов могут содержать в своем составе блескообразующие и окрашивающие добавки, используемые в декоративных целях.
Для гальванического цинкования применяют основные группы электролитов, каждая из которых имеет множество рецептурных разновидностей:
- Кислые и слабокислые. Традиционные простые электролитические растворы на основе сульфатов, хлоридов, борфторидов или их смесей.
- Аммиакатные. Нейтральные и щелочные гальванические растворы, которые получают путем растворения оксида цинка в растворе сульфата (или хлорида) аммония.
- Цианидные и цинкатные. Щелочные электролиты, в которых применяют цианид и цинкат натрия, растворенные в едком натре.
Кроме того, существуют электролиты для гальванического цинкования на основе аминосоединений, но они имеют гораздо меньшее распространение.
Дефекты гальваники
Причины отклонений качества покрытий при гальваническом цинковании можно свести в три основные группы: недостатки в подготовке деталей, нарушения в рецептуре электролита и несоблюдение параметров гальванического процесса. Помимо этого на качество цинкования влияет конфигурация и пространственная ориентация детали в электролите, а также размещение и состояние плоскостей основных и вспомогательных анодов.
Недостаточная адгезия. Отслаивание и непрочность присоединения защитного слоя цинка после гальванического цинкования, как правило, связаны с нарушениями техпроцесса при очистке, травлении и обезжиривании поверхности изделия. Кроме того, причиной этого явления может быть засорение электролита солями других металлов и органическими соединениями.
Питтинг. Питтингом в гальванике называют образование на поверхности осаждаемого металла небольших точечных каверн или углубленных полосок. В гальваническом цинковании этот дефект может проявляться вследствие отсутствия или недостаточной интенсивности перемешивания, а также из-за наличия в электролите органических или гидрокисных примесей.

Шероховатость. Излишняя шероховатость защитного цинкового слоя обычно указывает на присутствие в гальваническом растворе избыточного количества сульфата цинка, различных гидроксидов и механических примесей. Это явление также может быть следствием слишком высокой плотности тока и недостаточной концентрации в электролите анионов цинка.
Неоднородность внешнего вида. При нарушении пропорции основных реагентов электролита и накоплении в гальванической ванне солей железа цинковая поверхность может приобретать неравномерный вид, причем как по окраске, так и по шероховатости.
Другими причинами такого отклонения от нормы может быть слишком низкая температура раствора и слабое перемешивание.
Хрупкость покрытия. Если покрытие, полученное гальваническим цинкованием, имеет повышенную хрупкость, то в большинстве случаев это указывает на слишком высокую плотность тока в катодном пространстве. Другая причина этого дефекта — избыточное присутствие в электролите органических примесей.
Темный цвет. Причинами различных оттенков темных цветов (в основном, коричневого) обычно являются наличие органических загрязнений в гальванической ванне, завышенная температура электролитического раствора, а также снижение плотности тока в области катода.
В Интернете можно встретить описания и даже видеоролики с демонстрацией «наружного» гальванического цинкования без использования ванны. А что вы думаете по поводу этой технологии? Поделитесь, пожалуйста, своим мнением в х к данной статье.
Приспособление для оцинковки кузова ???? avtoshark.com
✅ Пробить всю информацию про авто!
???? Узнать по все ВИН коду и Госномеру авто ✅
Лучшие способы
При соблюдении мер безопасности и правил пользования, операция не займет больше часа, прибор для оцинковки кузова автомобиля выполнит поставленную задачу, а транспорт будет надежно защищен от коррозии.
Цель процедуры — защита от коррозии. Обработку транспорта производят на заводе, но операцию можно сделать и дома, если правильно подобрать прибор для оцинковки кузова автомобиля.
Виды аппаратов
Для работы с габаритной деталью используют ванну, наполненную цинковым электролитом или расплавом (температура — 450℃). Это гальваническая и термическая обработка, которую осуществляют в основном на заводах. Использовать первый метод в домашних условиях невозможно — необходимо наличие ванны внушительных размеров и оборудование для плавки и центрифугирования материала.
Для проведения процедуры своими силами подойдет холодный вариант обработки с применением распылителя, наполненного специальной краской.
Также можно использовать цинковые электроды, на которые подают ток от аккумулятора. Подобный набор, включающий также специальную жидкость и провод для соединения с АКБ, есть в любом автомагазине. Стоимость — около 1000 руб.
Какой аппарат лучше выбрать
Все зависит от размера детали, которую нужно оцинковать:
- если дома есть большая ванна для наполнения электролитом и подведения тока, то детали кузова желательно обрабатывать гальваническим методом;
- труднодоступные элементы машины без разборки можно защитить холодным способом — нужен распылитель или валик, которым наносят раствор;
- убрать небольшие «рыжики» под силу специальным набором с электродами.
В домашних условиях самым надежным методом будет первый — гальванический, соответственно, предпочтительный прибор для оцинковки кузова автомобиля — ванна с раствором.

Оцинкован каркас авто
Такой вариант будет проще для владельца, но обеспечит хороший результат.
Рейтинг тестеров аккумулятора для авто
Советы специалистов
Для проведения качественного цинкования нужно соблюдать следующие рекомендации:
- Перед нанесением слоя поверхность необходимо обработать — снять ржавчину и после обезжирить. Чем деталь поверхность, тем лучше ляжет покрытие.
- Если использован метод с электродами, желательно заранее купить провода для подсоединения к аккумулятору — стандартные из набора довольно короткие, хватает впритык.
- Процедуру холодного покрытия нужно проводить при температуре от -10 до +40 ℃.
- Если автовладелец для обработки кузова использовал уничтожители ржавчины, то деталь желательно протереть раствором соды и воды — так излишки химической жидкости будут убраны с кузова.
- Ванна должна быть устойчива к воздействию кислоты — в противном случае жидкость разъест емкость, и раствор протечет наружу.
- Чтобы расплавить цинк, материал помещают в серную кислоту, которую продают в любом автомагазине. На литр специальной жидкости необходимо 400 гр. металла.
- При работе с кислотой нужно использовать защиту для кожи и глаз — очки, спецодежду с длинным рукавом и перчатки.
- Важно удостовериться, что цинк растворился в кислоте, и началась реакция — добавить дополнительный кусочек. Если не появились пузыри, то жидкость готова.
- Провод, подключенный к аккумулятору, не должен соприкасаться с растворами, идущими в комплекте. Если это произойдет, то пойдет ненужная реакция — набор придется выкинуть и начать все сначала.
- В ситуации, когда краска на проблемном месте вздулась, то участок нужно убрать, тщательно пройдясь по кузову металлической щеткой.
При соблюдении мер безопасности и правил пользования, операция не займет больше часа, прибор для оцинковки кузова автомобиля выполнит поставленную задачу, а транспорт будет надежно защищен от коррозии.
wpDiscuz
Оборудование для горячего цинкования металла (стали)
Основной задачей цинкования металла является образование непроницаемого для окружающей среды покрытия, защищающего основной металл от необратимого процесса коррозии. Цинкование поверхности металла, особенно стали, это наиболее эффективный способ борьбы с коррозией, т.к.
металлический цинк обладает уникальными химическими свойствами. Вода практически не вступает во взаимодействие с цинком.
При контакте с воздухом цинк образует равномерную устойчивую непроницаемую пленку из оксида цинка (ZnO) и карбоната цинка (ZnCO3 ), в отличие от ржавчины, которая создает пористую проницаемую структуру, не защищая основной металл, что приводит со временем к его полному разрушению.
Дополнительным преимуществом цинка является то, что он имеет более низкий электрохимический потенциал, чем железо и в присутствии воды цинк выполнят функцию анода, а железо выступает катодом и поверхность основного металла (стали) во влажной среде пассивируется, что тормозит коррозионные процессы окисления.
Это свойство цинка дает ему неоспоримые преимущества перед остальными способами защиты стали от коррозии. Цинк является довольно мягким металлом, но даже в случае механического нарушения защитного слоя, цинк, в присутствии влаги являясь анодом, «затягивает» возникшее повреждение, образуя новый защитный слой.
Существуют следующие виды цинкования стальных изделий:
- холодное цинкование покраской
- цинкование напылением (газотермическое напыление цинка)
- гальваническое цинкование
- термодиффузионное цинкование
- горячее цинкование
Холодное цинкование покраской осуществляется нанесением на подготовленную стальную поверхность жидкой смеси, содержащей мелкодисперсный цинковый порошок и жидкое связующее. При этом методе цинкования готовая поверхность содержит 89-93% цинка, а толщина слоя может существенно варьироваться.
Метод холодного цинкования не технологичен и приводит к существенному удельному расходу цинка и применяется для цинкования уже собранных металлоконструкций, восстановления поврежденной поверхности на металлических изделиях после эксплуатации, а также для цинкования единичных стальных изделий в ограниченных количествах.
Из-за пористой структуры слоя цинка требуется дополнительное лакокрасочное покрытие.
Цинкование напылением (газо-термическое напыление цинка) осуществляется распылением в потоке горячего газа (например, воздуха) расплавленного цинка. Расплавленный цинк для распыления получают газопламенным или электродуговым способом плавления.
Также как и холодное цинкование покраской метод газо-термического напыления мало технологичен и используется для покрытия цинком крупногабаритных деталей и металлоконструкций. Метод не применим для цинкования внутренних полостей небольшого диаметра и мелко-профильных поверхностей. Толщина покрытия обычно превышает 200 мкм.
Слой цинка имеет более надежное сцепление с металлом, чем при холодном цинковании, однако также имеет пористую структуру и требует дополнительного лакокрасочного покрытия.
Гальваническое цинкование проводится в электролите содержащим соли цинка под действием постоянного тока. При этом стальная деталь является катодом, а пластина цинка – анодом.
Метод цинкования в электролите не имеет широкого промышленного применения. Толщина цинкового гальванического покрытия составляет 20 – 30 мкм.
Методом гальванического цинкования поверхности изделий обычно пользуются для декоративных целей.
Термодиффузионное цинкование проводится в ограниченном пространстве муфельной печи или реторты, в которое помещаются цинкуемые стальные детали и цинковая порошковая смесь для термодиффузионного цинкования.
При температурах 4000С – 5500С происходит проникновение цинкового тумана в поверхностный слой стального изделия. При данном методе образуется прочный слой цинка, толщина которого определяется потребностями заказчика, но обычно не менее 25 мкм.
Термодиффузионное цинкование позволяет наносить тонкие покрытия на маленькие металлические изделия со сложной конфигурацией, в том числе внутренними углублениями, отверстиями и резьбой.
Недостатком данного метода является периодичность процесса, возможность его применения к ограниченному размеру деталей и высокая себестоимость нанесения покрытия.
Горячее цинкование является самым высокопроизводительным и технологичным способом нанесения покрытия. Качество покрытия, а также ее надежность и долговечность существенно превосходят другие методы цинкования.
Покрытие цинком методом горячего цинкования осуществляется погружением изделия из стали в ванну с расплавленным цинком при температуре 440 – 4700С. Толщина цинкового покрытия находится в диапазоне 30 – 100 мкм.
Данный метод особенно эффективен при непрерывном технологическом процессе, например, при цинковании рулонной стали или стальной проволоки, а также при непрерывно-периодическом процессе цинкования отдельных стальных деталей от 0,5 до 12 метров.
Более мелкие изделия, например, крепеж цинкуют, опуская в ванну с цинком специальный барабан, однако после цинкования резьбовые соединения требуют дополнительной механической обработки.
Все перечисленные методы цинкования при промышленном применении всегда имеют ряд этапов:
- подготовка поверхности (очистка, травление, сушка)
- нанесение покрытия
- сушка
- нанесение защитного слоя (лака, краски)
Последняя стадия является не обязательной, но желательной. Цинк является мягким металлом и нанесение дополнительного защитного слоя увеличивает твердость покрытия и соответственно долговечность защиты.
Исходя из выше изложенного, можно сделать вывод, что наиболее эффективным методом борьбы с коррозией металла является цинкование его поверхности. Наиболее технологичным с точки зрения автоматизации процесса, оптимальным по качеству покрытия в сочетании с высокой производительностью и себестоимостью является метод горячего цинкования стали.
Специалисты производственно- инжиниринговой компании ENCE GmbH в соответствии с техническим заданием и потребностями заказчика готовы разработать, скомплектовать и осуществить поставку «под ключ» следующие автоматизированные технологические линии для горячего цинкования в широком диапазоне производительности для различных стальных изделий:
Производственно-инжиниринговая компания ENCE GmbH поставляет также вспомогательное оборудование и запасные части к линиям горячего цинкования.
На своей производственной площадке в Республике Корея – машиностроительный завод BUKANG компания производит по разработанным чертежам погружное оборудование и специальные детали из специального сплава – стеллен, который имеет повышенную устойчивость и работоспособность при работе в расплаве цинка. Сервисные инженеры нашей компании готовы выехать на действующее предприятие для оценки работы действующего оборудования, снять размеры проблемных быстроизнашивающихся деталей и предложить аналоги из высокопрочных и износостойких сплавов или предложить комбинированные детали с керамическим покрытием или вставкой. Кроме того компания ENCE GmbH предоставляет заказчикам следующее вспомогательное оборудование:





