- Процесс производства
- Стеклопластиковый ровинг
- Смола эпоксидная
- Свойства:
- Полимеризированная смола демонстрирует:
- Производство стеклопластиковой арматуры: оборудование, материалы и технология изготовления
- Состав и ГОСТ
- Оборудование
- Заводы на территории РФ
- Линии производства стеклопластика
- Ориентировочная цена
- Характеристики агрегатов
- Технология изготовления
- Сырьё для производства стеклопластиковой арматуры
- Смола: купить и не прогадать – ТПК Нано-СК
- Достоинства
- Смола – цена и качество
- Где используют?
- Гарантии
- Cтроительная арматура из стеклопластиков. Эпоксидные смолы и отвердители. | АДГЕЗИЯ
- Оборудование для производства стеклопластиковой арматуры
- Основные характеристики и преимущества АСП
- Материалы
- Стеклопластиковый ровинг
- Купить сырье для производства стеклопластиковой арматуры и кладочной сетки в Екатеринбурге | «Пластоснова»
- Продажа сырья
- Эпоксидные смолы
- Отвердитель
- Катализатор
Основное направление работы ТПК «К-АРМА» – производство строительного материала нового поколения – композитной (стеклопластиковой) арматуры.
Процесс производства
С использование оборудования СПА-2 по технологии, разработанной лабораторией на базе Ивановского Государственного Химико-Технологического Университета (ИГХТУ), у нас есть возможность производить арматуру диаметром от 4 до 16 мм с высокими прочностными показателями. Производительность данной линии составляет от 11000 до 25000 метров в сутки в зависимости от диаметра производимой арматуры (при работе 23 часа, 1 час технологический перерыв), что позволяет в короткие сроки выполнять любые заказы клиентов.
- Нити из бобин внутренней размотки со стеллажа подаются в ванну пропитки со смолой через нагревательные элементы. Подогрев необходим для активизации замасливателя, что улучшает пропитку нитей ровинга смолой. Для предотвращения скручивания нитей и их равномерного распределения установлен разделитель нитей.
- После пропитки на входе из ванны происходит отжим и формирование стержня.
- Сформированный стержень будущей стеклопластиковой арматуры подается в устройство подготовки профиля, который придает цилиндрическую форму стержню арматуры и удаляет воздух за счет армирования базальтовой или стеклопластиковой нитью.
- Следующий этап производства – полимеризация в печи, длинна которой 6 метров, состоящая из 4 секций. В каждой секции установлен термодатчик для соблюдения температурного режима. Температура в печах составляет от 230 до 300 С в зависимости от диаметра стержня.
- После термообработки арматура поступает в ванну водяного охлаждения. Охлаждение происходит за счет циркуляции воды под действием насоса.
- Движение арматуры по всем этапам производства придается протяжным устройством, полиуритановыми валами, которые в свою очередь приводятся в движение электродвигателем по цепной передаче. Мощность привода – 2,5 тонн/силы. Диаметр протягиваемой арматуры 4-16 мм.
- Нарезка арматуры на заданную длину происходит на отрезном механизме, состоящем из дисковой пилы, счетчика длины арматуры. Длина нарезки от 0,1 метра до 300 метров.
- Готовая продукция в основном связывается в пучки (если нарезка идет прутками по 3 или 6 метров) либо в бухты по 50 или 100 метров.
- Управление всеми процессами и контроль за показаниями датчиков происходит на основном и дополнительном щитках управления.
Одно из немаловажных условий производства арматуры с высокими техническими характеристиками является использование только высококачественного сырья (олигомеров, компаунда, отвердителей, катализаторов).
Рецептура технологии, разработанная лабораторией Ивановского Государственного Химико-Технологического Университета – научно обоснована, многократно проверена опытным путем, рассчитана с учетом используемого сырья.
Стеклопластиковый ровинг

При производстве стеклопластиковой арматуры с ребристой поверхностью (периодического профиля) используется стеклоровинг однопроцессный (директ-ровинг) компании Jushi (Джуши), Китай – некрученая прядь из стеклянных элементарных нитей, состоящая из одной комплексной нити. Основные характеристики – текс и диаметр элементарной нити (Текс (tex) – вес 1 км ровинга в граммах).
Основные марки однопроцессного ровинга Jushi (директ-ровинга), используемые при производстве композитной арматуры:
Замасливатели, которые применяют при производстве ровингов, обеспечивают его совместимость с различными типами смол: полиэфирные, эпоксидные, фенолоформальдегидные и термопластичные (ПП, ПА, ПЭТФ, ПЭ) и др.
 |
 |
Смола эпоксидная
Эпоксидная смола LR1100, производство компании «Jana», Саудовская Аравия – немодифицированная жидкая эпоксидная смола (Аналог ЭД-20, DER 331, CHS-EPOXY 520).

Свойства:
- средневязкая эпоксидная смола с высокой хим. активностью
- совместима с различными отвердителями, активными разбавителями и катализаторами
- низкое содержание гидролизуемого хлора и как следствие незначительная кристаллизация смолы при низких температурах
- соответствует требованиям FDA (Министерство здравоохранения США).
Полимеризированная смола демонстрирует:
- превосходные механические и электрические свойства
- отличную химстойкость и водостойкость.
| Наименование показателя | Норма |
| Внешний вид | Вязкая, прозрачная жидкость |
| Массовая доля эпоксидных групп, % | 18,4–19,4 |
| Массовая доля омыляемого хлора, % | не более 0,1 |
| Динамическая вязкость, Па*с, при 25°С | 11–14 |
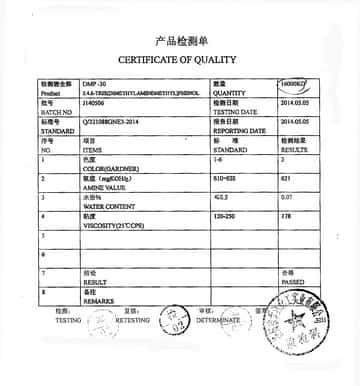
Анализ эпоксидной смолы 
Изо-МТГФА, ИМТГФА (Изометилтетрагидрофталевый ангидрид), легкокристаллизующаяся растворимая жидкость. Используется в качестве отвердителя эпоксидных смол горячего отверждения. Страна производитель Китай.
Прозрачная жидкость без механических включений светло-желтого цвета, переходящая в пастообразное состояние. Она легко кристализуется (ниже 20°С), хорошо растворима в бензине, толуоле, ацетоне, эфире.
Химическая формула: C9H10O3
| Техническая характеристика | Показатель |
| Плотность (г/см³ при 20°С) | 1.21±0.05 |
| Температура кристализации (°С) | -15 |
| Коэффициент кислотности (mgKOH/g) | 660-685 |
| Продолжительность желатинизации (час) | в пределах 6-8 |

- Алкофен МА (аналог УП-606/2, DMP-30) 2, 4, 6 — трис (диметиламинометил) фенол.
- Вязкая прозрачная жидкость от желтого до коричневого цвета.
- Химическая формула: С15H27N30.
| Наименование показателя | Норма |
| Массовая доля основного вещества, % | не менее 93,0 |
| Массовая доля титруемого азота, % | не менее 8,0 |
| Плотность при 25°С, г/см³ (не нормируется) | 0,98 |
Все указанные выше материалы для производства композитной арматуры вы также можете приобрести в компании «К-Арма». Ознакомиться с ценами и оставить заявку можно с помощью нашего каталога.
Композитные материалы давно признаны развитыми странами и максимально успешно используются строителями по всему миру.
Строительство – это безграничный мир. Качественная строительная стеклопластиковая арматура в большинстве случаев с успехом заменяет стальную арматуру класса А-3 и пользуется огромным спросом.
Композитные материалы незаменимы для строительства и ремонта фундаментов любых видов и стен зданий любой этажности, дорог, свай, мостов, особенно для эксплуатирования в зонах повышенной влажности и химически агрессивных средах.
Она легче, дешевле, прочнее и долговечнее стальной.
Производство стеклопластиковой арматуры: оборудование, материалы и технология изготовления
Арматура из стеклопластика или других композитов успешно заменяет стальные аналоги.
Востребованность материала на рынке объясняется дешевизной сырья и простотой монтажа.
Продукция имеет низкую стоимость благодаря производству на автоматизированных линиях из недорогого сырья, в частности вторичного стекла. Это позволяет снизить стоимость конечного продукта и сэкономить природные ресурсы.
Спрос на неметаллическую стекловолоконную арматуру для железобетонных конструкций, фундаментов постоянно растет. Она используется в строительстве и для хозяйственных нужд. Далее читайте о том, как ее делают.
Состав и ГОСТ

Она привлекает строителей тем, что при монтаже исключается операция сварки – армирующие элементы соединяются между собой хомутами.
Часто в производство идет материал после переработки, что удешевляет продукцию.
Основой для изготовления продукта является стеклоровинг. Его получают из алюмоборсиликатного стекла путем расплавления и вытягивания в нити.
Ровинг – это пучок нитей, пропитанных замасливателем.
В качестве дополнительных расходных материалов используются:
- эпоксидная смола;
- специальная сплеточная нить для обмотки арматуры;
- этиловый спирт, ацетон;
- дициандиамид.
В России существует нормативная база по выпуску такой арматуры.
В документе изложены требования к материалу, в дополнениях – правила испытаний; все нормы по изготовлению композитной полимерной арматуры регламентирует ГОСТ 31938-2012.
Нормативные акты содержат методики испытаний по определению эксплуатационных свойств:
- 32486-2013 – долговечность;
- 32487-2013 – стойкость к агрессивным средам;
- 32492-2013 – механические характеристики (предельные нагрузки на сжатие-растяжение, изгиб), прочность адгезии с бетоном.
Сравнение металлической и композитной
В таблице приведена сравнительная характеристика стекловолоконной и стальной арматуры:
| Показатели | Вид арматуры | |
| Стеклопластиковая | Стальная класса А III | |
| Прочность на растяжение, МПа | 800-1300 | 390-490 |
| Упругость, МПа | 55000 (упругий) | 210000 (упруго-пластичный) |
| Удлинение, % | 2,2 | 25 |
| Плотность (уд. вес), кг/м3 | 1900 | 7850 |
| Вес при равнопрочной замене, кг | 4 АКС – 0,015 | 6 А ІІІ – 0,222 |
| 16 АКС – 0,33 | 20 А ІІІ – 2,470 | |
| Срок эксплуатации | ≥ 80 лет | По ГОСТ |
Полимерная продукция дешевле стальной. В отличие от последней, она:
- не корродирует в морской воде;
- не боится воздействия кислот;
- не проводит электрический ток и тепло.
Оборудование

- Они производят стержни по ГОСТ и по собственным ТУ.
- Изделия отличаются толщиной стволов.
- Серьезные предприятия предупреждают об этом покупателей и дают достоверную информацию о товаре.
Заводы на территории РФ
- НЗКТ, Нижний Новгород. Выпускает стеклопластиковую (и базальтовую) арматуру диаметром 3-36 мм. Изготовление ведется на собственном оборудовании. Продает производственные линии по изготовлению арматуры и сетки. Месячная производительность предприятия составляет 1 млн. м.
Продукция использовалась при строительстве линий метро в Москве. Ориентировочная цена 1 м: 6,3 руб. (4-22 мм); 158 руб. (24-40 мм).
- ВЗКМ, Воронеж. Продукция соответствует ГОСТ Р 31938-2012. Сырье – стекловолокно «Advantex». Диапазон размеров: 4-10 мм с шагом 1 мм; 10, 12, 14 мм.
Товар отпускается в бухтах по 50 и 100 м. Производительность – 800 000 м в месяц. Ориентировочные цены 1 метра: 0,9 руб. (4-8 мм); 26-46 руб. (10-14 мм).
- «Завод АлЮр», Калуга. Стоимость 1 погонного метра: 7-10 руб. (4-6 мм); 14-30 руб. (8-12 мм).
По желанию заказчика предприятие выпускает пруток нестандартного диаметра.
Линии производства стеклопластика
Технологический цикл производства осуществляется на специализированных линиях.

- шпулярник, на котором устанавливают бобины со стеклоровингом;
- устройство натяжное включает узел нагрева сырья и ванну для пропитки;
- обмотчик предназначен для формирования и обмотки (навивки) стержня;
- станок для распределения песчаной посыпки;
- туннельная печь служит для прогрева пучка нитей после пропитки эпоксидной смолой;
- ванна для водяного охлаждения жгута после печи;
- прижимное устройство с приводом, автоматический резак.
Длина помещения для монтажа линии должна составлять не менее 22 метров. Каждый из станков по ширине занимает около метра. Средняя пусковая мощность – 12 кВт, рабочая – 4 кВт.
Технология предъявляет два требования к оснащению цеха:
- К печи подводится принудительная вытяжка.
- В цехе нужно установить приточную (принудительную или естественную) вентиляцию.
На рынке представлено оборудование разных компаний, рассчитанное на различную производительность и объемы продукции из стекловолокна, следовательно, разное по цене.
Несколько примеров недорогих маломощных линий для небольших цехов
| Наименование предприятия | Производительность линий, м/смену | Мощность оборудования, кВт | Примечания |
| ООО «ПРО-инжиниринг», Новосибирск | 5000-8000 | 9-17 | – |
| Компания «ИНЕО», Москва | 6000-9000 | 3,5 | Использует комплектующие с заводов Италии и Германии. |
| УралАрмаПром, Екатеринбург | ~ 12000 | 5-11 | Выпускает арматуру малых диаметров (6-8 мм). Получает пневматику CAMOZZ из Италии; электронику DELTA electronics, LSis, KIPPRIBOR из Кореи; подшипники NSK из Японии. |
Ориентировочная цена
Комплект агрегатов обойдется малому предприятию в 1,5-1,8 млн. руб., линия средней производительности – свыше 3 млн.
Так, «Машспецстрой» продает линии и станки для производства композитной арматуры из стекловолокна, рассчитанные на выпуск 8 м/мин прута диаметром 12 мм, по цене $43 тыс.
«Ивановский механический завод» предлагает две модификации линий:
- одноручьевая на 10 м/мин по цене $29 тыс.;
- двухручьевая на 20 м/мин по цене $35 тыс.
На агрегатах можно изготавливать арматуру двух типов: безреберную и навитую. Габариты, стоимость и потребляемая энергия линии для изготовления первого типа меньше.
Характеристики агрегатов

- «ТЛКА-2» компании «Арматура-Сила». Длина технологической цепочки – до 18 м, длина стержня – до 12 м, ширина – 2 м. Линию производительностью 5-10 км/смену обслуживают 2-3 человека. Стоимость 1,2 млн. руб. (с автоматическим скрутчиком в две нити – 1,75 млн.). Производит арматуру диаметром 4-20 мм. Суммарная мощность станков 12-14 кВт.
- ПЛПСА-20 ООО «ПластОснова». Линия двухручьевая длиной 16 м предназначена для изготовления арматуры диаметром 4-16 мм. Производитель рекомендует монтаж в помещении длиной 22, высотой 2,5 м и с температурой воздуха не ниже 16⁰С. Стоимость составляет 1 млн. руб.
Технология изготовления
Краткий техпроцесс подготовки стеклоровинга:
- подготовка исходного сырья — для придания материалу тягучести его расплавляют;
- вытяжка нитей толщиной до 20 мкм;
- нанесение на нити промасливателя;
- формирование пучков из множества нитей, т.е. собственно, стеклоровинга.
Ровинг – это основа будущей арматуры.

- Поэтому для изготовления композитной арматуры очень важно использовать качественное сырье.
- Для снижения стоимости изделий допустимо добавлять стекло, полученное в результате рециклинга.
- Процесс подогрева и разделения нитей осуществляется на агрегатах линии.
- Оборудование настраивается на изделия определенной длины и диаметра.
- Заправленные в шпулярник нити поступают на устройство натяжения, выполняющее несколько функций. Станок равномерно распределяет возникшие в нитях внутренние напряжения и располагает их в форме пучка.
- Связки с нанесенным масляным составом обсушивают и прогревают нагретым воздухом.
- Подготовленные связки нитей опускают в ванны, заполненные нагретым связующим.
- Калибровочный механизм формирует стержень заданного диаметра. В случае изготовления арматурных прутков с ребрами, на основу навиваются сплеточные нити.
- Заготовки поступают в туннельную печь. Предварительно по поверхности изделий без навивки распределяется песок мелкой фракции.
Для выхода готового продукта остается только охладить стержни проточной водой, нарезать или смотать в бухты.
Сырьё для производства стеклопластиковой арматуры
- Из чего же на самом деле сделана композитная стеклопластиковая арматура?



- Отвечает Генеральный Директор ООО «Обнинский Завод Композитных Материалов» Клименко Максим Владимирович:
«Добрый день. Во-первых, сразу хочу отметить, что продукция ООО «Обнинский Завод Композитных Материалов» вот уже 3 года производится только из лучших связующих материалов и стекловолокна иностранного производства. Мы ставим «во главу угла» качество продукции, поэтому заключены договора с мировыми лидерами по производству сырья для производства композитных материалов. Из чего же на самом деле сделана композитная стеклопластиковая арматура?
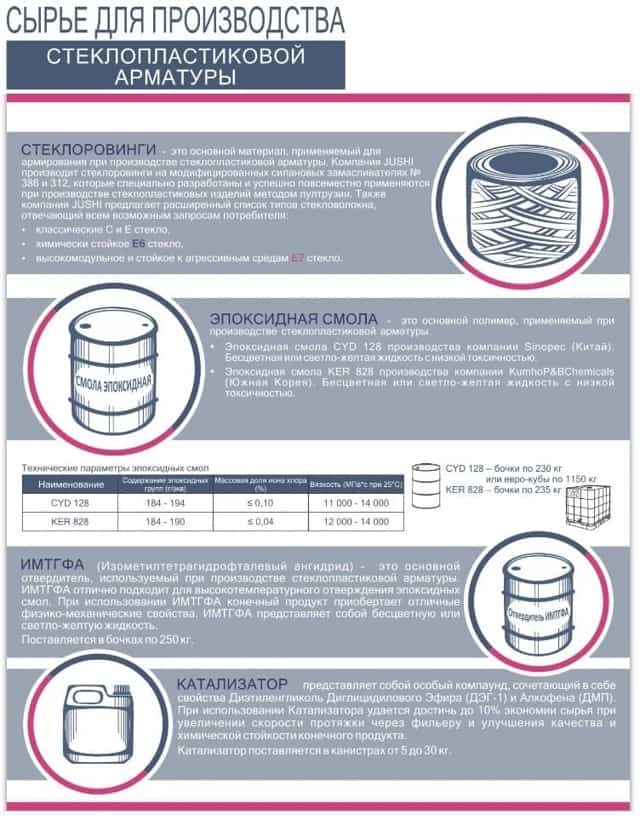
Стеклоровинг — это основной материал при производстве композитной стеклопластиковой арматуры. Компания Jushi (Юши или Джуши) производит стеклоровинги на основе модифицированных силановых замаслевателях №386 и №312, которые специально разработаны и успешно совместно применяются при производстве композитных стеклопластиковых изделий методом пултрузии.
Стеклоровинг производства компании Jushi в данный момент является самым качественным продуктом на рынке стекловолокна. Он выдерживает огромные разрывные нагрузки, превосходя конкурентов в несколько раз. Обнинский Завод Композитных Материалов является основным потребителем стекловолокна компании Jushi на территории России и имеем договор на поставоки стеклоровинга.
Эпоксидная смола — это основной полимер, применяемый при производстве стеклопластиковой арматуры.
Для производства стеклопластиков методом пултрузии, в том числе при производстве композитной стеклопластиковой арматуры, опор — колышек для растений и других продуктов, применяем высококачественные эпоксидные смолы CYD 128, производства компании Sinopec (Китай) и эпоксидные смолы KER 828, производства Южнокорейского бренда Kumho. С этими компаниями Обнинский Завод Композитных Материалов так же имеет долгосрочные договоры на поставки эпоксидных смол.
ИМТГФА (Изометилтетрагидрофталевый ангидрид) — это основной отвердитель при производстве стеклопластиковой арматуры. ИМТГФА идеально подходит для высокотемпературного отверждения эпоксидных смол.
Производство стеклопластиковой арматуры происходит при высоких температурах в специальных печах, температура доходит до 340С.
Поэтому, при использовании ИМТГФА композитная продукция приобретает отличные физико-механические свойства и высокие прочностные характеристики.
Катализатор представляет собой особый компаунд, сочетающий в себе свойства Диэтиленгликоль Диглицидилового Эфира (ДЭГ-1) и Алкофена (ДМП). При использовании этих компонентов конечный продукт приобретает высокие свойства стойкости к химическому воздействию».
Смола: купить и не прогадать – ТПК Нано-СК
Смолы Прайс
В основе стеклопластиковой арматуры — пучок сверхпрочных стеклянных волокон, находящихся в арматурном стержне. В качестве связующего звена используются синтетические смолы.
Соответственно, «связка» смола-цена играет не последнюю роль. Представьте многослойный «торт»-арматуру, без «крема»-смолы он попросту развалится.
Смола не только соединяет волокна в единое целое, но защищает от механических и химических повреждений, воздействия влаги.
Достоинства
Смола, цена на неё, как составляющую и саму арматуру — эти вложения окупятся очень быстро. Волокна компенсируют нагрузки, возникающие при растяжении, сжатии и не дают деформироваться изделию.
Стеклопластиковая арматура обладает повышенной прочностью на разрыв. В этом смысле она в три-пять раз превосходит стальные аналоги. Добавьте к этому устойчивость к воздействию пресной и морской воды.
Она практически не подвержена коррозии, не проводит электричество, не подвержена воздействию электромагнитных полей. Этому стройматериалу не страшны воздействия агрессивных сред, включая бетон. Арматура довольно лёгкая — в 6-9 раз меньше стальной арматуры. Это позволяет экономить время на её монтаж.
Если для перевозки двух тонн металлической арматуры не обойтись без грузового автомобиля с большим кузовом, то соответствующая этим характеристикам стеклопластиковая арматура будет весить около 150 килограммов и может поместиться скрученной в багажнике легкового автомобиля. Купить смолу для производства арматуры с этой точки зрения — означает облегчить себе жизнь во всех смыслах.

Смола – цена и качество
Логично, что изделие будет качественным, если выполнено с соблюдением всех технологических норм. А при его изготовлении используются добротные материалы. Это одно из основных условий, которые соблюдаются на производстве ТПК «НАНО-СК». Купить смолу высокого качества – это значит в дальнейшем сэкономить на строительстве в целом.
Тенденция последних лет – устойчивый интерес покупателей к композитной арматуре. Этот вид стройматериала примерно на треть дешевле стальной арматуры. Стеклопластиковую арматуру приобретают и индивидуальные застройщики, и крупные строительные компании. Более того, рынок продолжает расширяться, даже несмотря на кризис и спад в отрасли.
Где используют?
Смолу купить предпочитают производители композитной арматуры, которая подходит для применения в малоэтажном строительстве, в дорожных работах, на объектах ЖКХ, укрепления береговой линии.
В этом случае наиболее часто применяют смолы: полибензимидазоловые, полиимидные, полибензотиозоловые, эпоксифенольные и полиэфирные. Они составная часть арматуры и одно из условий того, что покупка окажется выгодной.
Смола, цена на неё – составная часть всей арматуры.
Гарантии
Гарантированный срок службы стеклопластиковой арматуры — сто лет. Поэтому купить смолу высокого качества для производства очень важно, так как это отражается на качестве арматуры.
Смолы Прайс
Cтроительная арматура из стеклопластиков. Эпоксидные смолы и отвердители. | АДГЕЗИЯ
В настоящее время резко вырос интерес к КОМПОЗИТНОЙ арматуре при строительстве высотных зданий.
Применяемая в бетонных панелях металлическая арматура испытывает повышенные знакопеременные нагрузки, приводящие к усталости металла, а щелочная реакция бетона вызывает ее ускоренную коррозию и последующее разрушение. За рубежом для замены металлической арматуры уже много лет применяется арматура из стеклопластика, получаемая методом пултрузии.
На постсоветском пространстве такая арматура тоже не новость. Уже 10 лет она производится, например, Бийским заводом стеклопластиков с применением отвердителя Этал-370.
Согласно проведенным на заводе исследованиям, сравнительная устойчивость к знакопеременным изгибающим нагрузкам стеклопластиковых стержней, полученных методом пултрузии, на основе отвердителя Этал-370, в 2 раза выше, чем стальных.
Прочность углепластиковой арматуры на связующем Этал-370 в 1,6 раза больше, чем стеклопластиковой. Кроме того, применение отвердителя Этал-370 обеспечивает неограниченную устойчивость стеклопластика к щелочам.
Этот факт являестя решающим при выборе отверждающей системы в составах для изготовления строительной арматуры, так как важнейшей из причин замены металлической арматуры на стеклопластиковую является низкая коррозионная стойкость металла при эксплуатации в щелочной среде, возникающей в железо-бетонной конструкции.
- Поскольку целый ряд действующих и вновь созданных фирм в настоящее время занимается постановкой на производство стеклопластиковой арматуры для упрочнения бетонных конструкций, технологам и специалистам необходимо помнить, что наиболее известный в нашей стране эпоксидный состав для пултрузии на основе модифицированной эпоксидной диановой смолы ЭД-20 и ангидридного отвердителя изо-метилтетрагидрофталевого ангидрида (изо-МТГФА) не пригоден для производства арматуры по причине его низкой щелочестойкости.
- Производители, предпочитающие использовать связующее на отвердителе изо-МТГФА, рискуют дискредитировать все преимущества использования арматуры из стеклопластика и на долгие годы затормозить развитие перспективного для нашей страны рынка, в случае, если изготовленные ими изделия преждевременно разрушатся под воздействием щелочной среды в бетоне.
- Для фирм, занимающихся производством стеклопластиков методом пултрузии мы предлагаем ряд эпоксидных щелочестойких материалов, пригодных для производства стеклопластиковой арматуры и обладающих повышенной теплостойкостью (температурой изгиба под нагрузкой):
- — Этал-370ТП,
- — Этал-1440ИМ,
- — Этал-1440ИF,
- — Этал-50Т190.
- Все разработанные материалы являются двухкомпонентными, поставляются в отдозированном виде — «банка на банку» и не требуют введения каких-либо добавок, в том числе и антиадгезивов.
- ЭПОКСИДНАЯ СМОЛА для производства композитной арматуры
До недавнего времени чтобы приготовить качественное связующее для производства стеклопластиковой композитной арматуры на основе классической четырехкомпонентной рецептуры мы рекомендовали заменить смесь эпоксидной смолы типа ЭД-20, ЭД-22 и алифатической эпоксидной смолы ДЭГ-1 на модифицированную эпоксидную смолу Этал-370. Такая замена оправдана так как невозможно качественно совместить эти две смолы при комнатной температуре и при температуре 35°С — рабочей температуре в пропиточной ванне. А все известные решения по автоматизации процесса приготовления такого связующего, при практическом рассмотрении, выглядят мягко говоря сомнительными и дорогостоящими.
Но после появления нового двухкомпонентного эпоксидного связующего Этал-АРМ для композитной арматуры автоматизация процесса приготовления связующего приобретают совершенно ясные черты — дозатор двухкомпонентного состава с вязкими компонентами.
Смоляная часть — смола для производства композитной арматуры и отвердитель, входящие в состав эпоксидного связующего Этал-АРМ, содержат все необходимые компоненты, обеспечивающие достаточные значения относительного удлинения полимерной матрицы. Связующее имеет достаточно низкую вязкость для пропитки стеклоровинго и высокую жизнеспособность. В пропиточной ванне Этал-АРМ ведет себя знакомым большинству производителей композитной арматуры образом.
Компоненты эпоксидного связующего применяются в соотношении один к одному по массе. Дозировка по объему 100 на 119 частей.
ФАСОВКА: комплекты массой 400 кг — бочка смолы + бочка отвердителя. Заказать пробную партию связующего объемом 40 кг ведро + ведро можно прямо сейчас.
- ОТВЕРДИТЕЛЬ для производства композитной арматуры
- Самым распространенным отвердителем для производства композитной арматуры в России сегодня является циклоалифатический ангидрид — изометилтетрагидрофталиевый ангидрид (Изо-МТГФА).
- Необходимую скорость отверждения арматуры получают введением в систему ускорителя.
- Наиболее известным является ускоритель УП-606/2, предлагаемый на рынке, например, под торговой маркой Алкофен.
- Мы предлагаем связующие с данной отверждающей системой.
- СООТНОШЕНИЕ КОМПОНЕНТОВ связующего для композитной арматуры
- Количество производителей стеклопластиковой композитной арматуры в России возрастает с каждым днем.
- И первый вопрос, который задают потенциальные покупатели связующих — какой состав связующего, какой его расход, какая стоимость сырья для производства.
- В приведенной ниже таблице приводится соотношение компонентов классического четырехкомпонентного связующего на ангидридном отвердителе.
- Соотношение компонентов в классическом связующем для композитной арматуры:
- Компонент — весовые части
- Смола типа ЭД-20, ЭД-22 90
- Смола типа ДЭГ-1 7-10
- Отвердитель изо-МТГФА 78-82
- Ускоритель типа УП-606/2 3-4
- Соотношение стекловолокно — связующее в арматуре 75 весовых частей на 23-26 весовых частей.
- КЛАССИЧЕСКОЕ СВЯЗУЮЩЕЕ для композитной арматуры (комплект №1)
- Классическое эпоксидное четырехкомпонентное связующее, состоящее из жидкой эпоксидной диановой смолы (ЭД-20, ЭД-22), смолы типа ДЭГ-1, циклоалифатического ангидрида (Изо-МТГФА) с ускорителем УП-606/2 — коммерческое название Алкофен, наша компания предлагает приобрести в виде комплекта весом 490,7 килограмма.
- Чтобы минимизировать цену связующего для заказчиков нами разработан комплект, который содержит все компоненты четырехкомпонентного связующего в правильном соотношении.
- Соотношение компонентов в комплекте №1 материалов для композитной арматуры:
- Компонент / Упаковка / Вес, кг / Весовые части
- Смола типа ЭД-20 / Бочка / 240 / 90
- Смола типа ДЭГ-1 / Ведро 20 л / 20 / 7,5
- Отвердитель изо-МТГФА / Бочка / 220 / 82,5
- Ускоритель типа алкофен / Ведро 20л / 10,7 / 4,01
- Соотношение с разбавителем ДЭГ-1 доводить до 10 весовых частей нет необходимости, так как мы поставляем эпоксидную смолу с низкой вязкостью.
- Комплект №1 имеет нормальную, стандартную, рабочую вязкость и позволяет получить эпоксидную матрицу с достаточным относительным удлинением.
- ДВУХКОМПОНЕНТНОЕ ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ Этал-АРМ для композитной арматуры (комплект №2)
Специалисты нашей компании по прежнему уверены, что будущее производства композитной арматуры за аминными связующими.
Но трудности внедрения таких связующих типа Этал-1440ИF марки В связанны не столько с их ценой (выше на 15-20%), но и с необходимостью некоторой модернизации выпускаемого сейчас оборудования, заточенного под классическое четырехкомпонентное связующее.
Соломоновым решением проблемы оказался вывод на рынок связующего Этал-АРМ.
Преимущества очевидны — связующее двухкомпонентное, модернизацию оборудования можно отложить до момента внедрения аминного связующего, стоимость Этал-АРМ практически как у четырехкомпонентного.
Дополнительное преимущество связующего Этал-АРМ заключается в удобной дозировке — соотношение смола/отвердитель один к одному по массе (по объему 100 к 119).
Поэтому и комплект поставки очень удобный — две стандартные бочки.
ФАСОВКА: Эпоксидное связующее Этал-АРМ для композитной арматуры — комплект №2 — 39 кг.
ДВУХКОМПОНЕНТНОЕ ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ Этал-370У для композитной арматуры с АМИННЫМ отвердителем (комплект №3)
Специалисты нашей компании по прежнему уверены, что будущее производства композитной арматуры за аминными связующими.
Трудности внедрения таких связующих связанны с их ценой и с необходимостью некоторой модернизации выпускаемого сейчас оборудования, изготовленного для работы с классическим четырехкомпонентным связующим.
Но среди производителей растет понимание необходимости замены ангидридных связующих.
- Поэтому наша компания, наряду с системой Этал-1440ИF марки В, рекомендует для производства композитной стеклопластиковой арматуры двухкомпонентное эпоксидное связующее Этал-370У с аминным отвердителем.
- Связующее обладает высокой жизнеспособностью и скоростью отверждения.
- Рекомендуемая рабочая температура эпоксидного связующего Этал-370У в пропиточной ванне составляет 60±2°С.
- ФАСОВКА: Двухкомпонентное эпоксидное связующее Этал-370У для композитной арматуры с аминным отвердителем (комплект №3) комплекты 5 кг, 25 кг, 140 кг.
Оборудование для производства стеклопластиковой арматуры
Арматура из стеклопластика (АСП) постепенно заменяет собой привычную металлическую арматуру. Этот строительный материал активно используется в развитых странах мира. В России он пока распространен мало (рыночная доля около 5%), хотя строительные компании все чаще переходят стеклопластик (тенденция характерна для городов-миллионников).
Производство композитной арматуры – перспективное направление для бизнеса. В этом плане мы расскажем, как организовать производственный процесс и коснемся всех моментов, важных для успеха дела.
1. Основные характеристики и преимущества АСП 2. Область применения стеклопластиковой арматуры 3. Ситуация на рынке 4. Технология производства 5. Стартовые инвестиции 6. Сырье и материалы 7. Документы 8. Помещение 9. Оборудование 10. Персонал 11. Сбыт готовой продукции 12. Финансовый план: рентабельность и окупаемость
Основные характеристики и преимущества АСП
Стеклопластиковая арматура – композитный материал со сложным составом. Представляет собой отвердевшее в арматурном стержне стекловолокно, «связанное» синтетическими смолами. Эти смолы соединяют в одно целое сверхпрочные стеклянные волокна, которые защищают от механических повреждений и агрессивного воздействия внешней среды.
В Киеве хотят закрыть Азовское море для российских рыбаков
АСП обладает высокой прочностью на разрыв — в 2-3 раза прочнее стальных аналогов. Отличается небольшим весом – в 6-9 раз легче арматуры из стали.
Не подвержена коррозии, устойчива к воде (морской либо пресной), имеет высокий показатель упругости. Композит является диэлектриком, не подвержен воздействию электромагнитных полей, отличается полной химической инертностью.
Гарантированный срок службы АСП – 100 лет.
Для бизнеса важно, что стоимость такой арматуры ниже стоимости металлической.
Материалы
Одно из немаловажных условий производства арматуры с высокими техническими характеристиками является использование только высококачественного сырья (олигомеров, компаунда, отвердителей, катализаторов).
Рецептура технологии, разработанная лабораторией Ивановского Государственного Химико-Технологического Университета – научно обоснована, многократно проверена опытным путем, рассчитана с учетом используемого сырья.
Стеклопластиковый ровинг
При производстве стеклопластиковой арматуры с ребристой поверхностью (периодического профиля) используется стеклоровинг однопроцессный (директ-ровинг) компании Jushi (Джуши), Китай – некрученая прядь из стеклянных элементарных нитей, состоящая из одной комплексной нити. Основные характеристики – текс и диаметр элементарной нити (Текс (tex) – вес 1 км ровинга в граммах).
Основные марки однопроцессного ровинга Jushi (директ-ровинга), используемые при производстве композитной арматуры:
- EDR 17-1200-386 (1200 tex)
Купить сырье для производства стеклопластиковой арматуры и кладочной сетки в Екатеринбурге | «Пластоснова»
Компания «ПластОснова» выпускает стеклопластиковую арматуру и кладочную сетку, которые отличаются высокими эксплуатационными характеристиками. Этому способствует применение надежного оборудования, строгое соблюдение технологии работ и внимательный подход к выбору сырья для производства стеклопластиковой арматуры – мы используем только качественные компоненты.
Продажа сырья
Наряду с оборудованием для изготовления стеклопластиковой арматуры и кладочной сетки наша компания реализует качественное сырье для производства надежной и долговечной продукции.
Мы предлагаем привлекательные цены, гарантируем поставку сырья в требуемом объеме в оговоренные сроки.
Применение качественных компонентов для изготовления композитной арматуры поможет в короткие сроки наладить выпуск продукции, пользующейся спросом на рынке.
В основе композитной арматуры лежит стеклянное или базальтовое волокно, углеволокно, из которого изготавливаются нити – ровинг. Наибольшее распространение получил стеклоровинг, который применяется и для формирования прутка, и для внешней обмотки. Но можно и комбинировать материалы, к примеру, для обмотки использовать базальтовый ровинг или формировать пучок из углеволокна.
Наша компания для производства композитной арматуры применяет стеклянный ровинг. Для его получения алюмоборосиликатное стекло расплавляют до получения тягучей массы.
С помощью специального оборудования из расплава вытягивают нити, толщина которых составляет от 8 до 24 микрон.
Полученные нити обрабатывают специальным составом на основе синтетического масла, после чего формируют из них пучок, который и называется стеклоровингом.
На прочностные параметры стеклоровинга, а в дальнейшем и изделий из него (композитной арматуры, кладочной сетки), оказывают влияние характеристики замасливателя, которым обрабатываются нити из алюмоборосиликатного стекла.
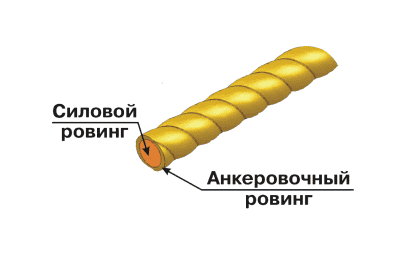
Для производства арматуры применяется ровинг, из которого изготавливается пруток – основа материала, а также оплеточный ровинг – нити, образующие внешний слой материала, формирующие ребристый профиль.
Эпоксидные смолы
Около 20% состава композитной арматуры составляют эпоксидные смолы. Полимерный материал обеспечивает надежное крепление волокон ровинга между собой при изготовлении прутка, фиксацию внешней оплетки. Эпоксидные смолы добавляют прочности материалу.
Под воздействием высоких температур происходит их быстрое отвердевание, что позволяет ускорить процесс производства арматуры.
Наша компания предлагает приобрести эпоксидные смолы, характеристики которых полностью соответствуют поставленным задачам по получению качественной композитной арматуры.
Отвердитель
В качестве отвердителя задействуется ИзоМТГФА (изометилтетрагидрофталевый ангидрид). Данное вещество способствует эффективному высокотемпературному отверждению эпоксидных смол.
Процесс полимеризации проходит в специальных туннельных печах при нагреве до 340°С.
Применение ИзоМТГФА позволяет добиться высоких прочностных характеристик композитной арматуры и ее прекрасных физико-механических параметров.
Катализатор
Катализатор ускоряет химическую реакцию, напрямую в ней не участвуя. В качестве катализатора при производстве стеклопластиковой арматуры применяется Алкофен либо компаунды на его основе. Использование данного катализатора не только повышает скорость протекания реакции, но и повышает устойчивость готовой продукции к воздействию химических веществ.





