Сила сварочного тока при ручной дуговой сварке может быть определена в зависимости от диаметра электрода и допустимой плотности тока, где dэ – диаметр электрода (стержня), мм; j – допускаемая плотность тока А/мм² Значения допускаемой плотности тока в электроде при ручной дуговой сварке При > > dэ и неизменном Iсв плотность тока < < , что приводит: - к блужданию дуги, - увеличению ширины шва, - уменьшению глубины провара. 11
• Наиболее удобно при определении силы сварочного тока пользоваться формулой п • Значение k в ней выбирают в зависимости от диаметра электрода: kп – коэффициент, учитывающий пространственное положение сварки: 0, 8 – при сварке потолочных швов, 0, 9 –при сварке вертикальных и горизонтальных швов, 1, 0 — при сварке швов в нижнем положении 12
Пример • • • Толщина металла 8 мм, Сварка в нижнем положении. Диаметр Э = 4 мм Iсв = 4 мм • (35… 50) =140 … 200 А Сварка горизонтальных шов на вертикальной плоскости: • Iсв = 0, 9 • 4 мм • (35… 50)= 126… 180 А 13
Сила сварочного тока • при сварке на • Отрегулируйте сварочный большом токе ток до получения наблюдается сильное устойчивого процесса разбрызгивание и сварки: покраснение электродного стержня; ü при правильно подобранном сварочном токе дуга легко возбуждается, спокойно горит ü без обрывов и коротких замыканий; ü процесс горения происходит нешумно с образованием небольшого количества мелких брызг. 14
ИЛИ Выбор силы сварочного тока: dэ = 3 … 6 мм dэ < 3 I = ( 20 + 6 d ) · d э · k I = 30 · dэ · k Коэффициент Шов нижний Шов на вертикал. плос. k 1 0, 9 Шов потолоч. 0, 8 15
Диаметр электрода Сварочная дуга Lд Длина дуги От длины дуги зависит ее напряжение. Длинную дугу применять не рекомендуется L д = (0. 5 … 1, 1) · dэ 16
Выбор рода и полярности тока Полярность Постоянный ток Прямая § Сварка с глубоким проплавлением На детали ≈4000 С Обратная На детали ≈3000 С основного металла; § Сварка низкоуглеродистых, среднеуглеродистых и низколегированных сталей толщиной ≥ 5 мм электродами с фтористо-кальциевым покрытием: УОНИ 13/45; УОНИ 13/55 и др; § Сварка чугуна § Сварка с повышенной скоростью плавления электродов; § Сварка тонкостенных листовых конструкций; § Сварка низколегированных низкоуглеродистых сталей (типа 16 Г 2 АФ), средне- и высоколегированных сталей и сплавов. Переменный ток §Сварка низкоуглеродистых и низколегированных сталей (типа 09 ГС) в строительно– монтажных условиях с рутиловым покрытием; § Сварка при возникновении магнитного дутья; §Сварка тонколистовых конструкций из низкоуглеродистых сталей 17
Выбор рода и полярности тока • Сварка постоянным током на обратной полярности применяется в следующих случаях: 1. Если электрод имеет тугоплавкое покрытие. 2. Когда требуется уменьшить концентрацию тепла на основном металле. При сварке: а) Тонколистового металла. б) Цветных металлов.
в) Легированных специальных сталей, чувствительных к перегреву. §? Максимальная глубина проплавления достигается при сварке постоянным током на обратной полярности. § При сварке на прямой полярности глубина проплавления основного металла на 40 -50% меньше.
§ При сварке переменным током глубина провара на 15 -20% меньше, чем при сварке постоянным током на обратной полярности. 18
Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размер шва Сварочный ток Напряжение дуги С увеличением сварочного тока: Глубина провара > Ширина шва ≈ соnst Скорость сварки С > > напряжения: Ширина шва резко > > Глубина провара < < Усиление шва < , чем на переменном токе С увеличением скорости: Глубина провара (до 40 -50 м/час) - > >, Затем <
Скорость сварки : Сварочная ванна должна быть заполнен электродным металлом с небольшим возвышением над кромками с плавным переходом к основному металлу без подрезов и наплывов. Для электродов с рутиловым и основным покрытием 6 -12 м/ч Для электродов с целлюлозным покрытием 14 -22 м/ч 20
Влияние а б в г д е ж • • • сварочного тока (а), напряжения дуги (б), скорости сварки (в), полярности тока (г), диаметра электрода (д), • угла наклона электрода (е) • угла наклона изделия (ж) на размеры и форму сварного шва 21
Влияние угла наклона электрода и изделия Сварка углом вперед Глубина провара, выпуклость шва < < Ширина шва > > Кромки хорошо проплавляются→ возможна сварка на повышенной скорости.
Сварка металла небольшой толщины Сварка углом назад Глубина провара, выпуклость шва > > Ширина шва < < Прогрев кромок недостаточен, возможны не сплавления и образование пор Сварка на спуск Сварка на подъем Глубина провара < < Ширина шва > > Глубина провара > > Ширина шва < < 22
Ориентировочные режимы сварки конструкционных низколегированных сталей 23
ИТОГ: 24
Режимы ручной дуговой сварки
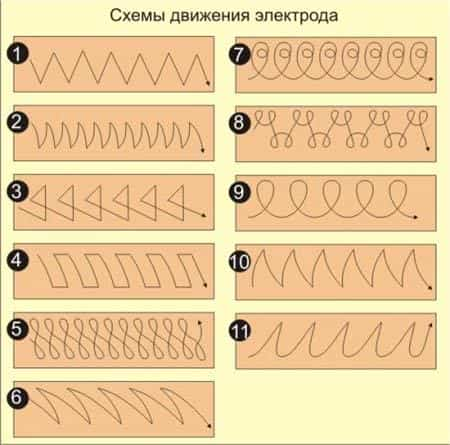
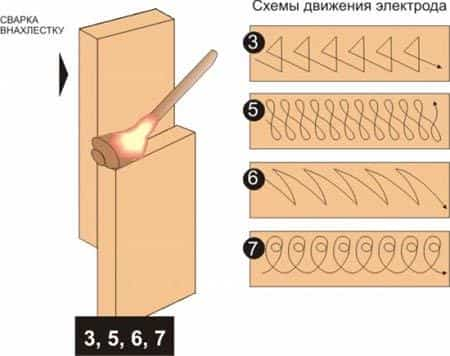
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность.
То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения.
Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно.
И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера.
Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры.
Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1.
Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку.
Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером.
Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
 |
 |
 |
 |
 |
 |
 |
 |
 |
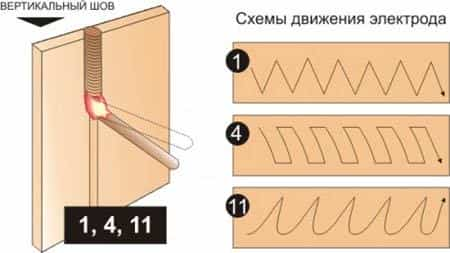 |
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
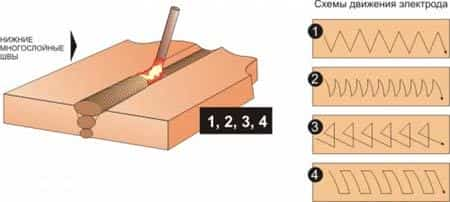
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало.
Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла.
При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.
В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм.
Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм.
Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов.
Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
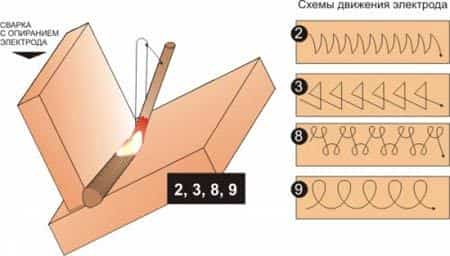
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее.
Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна.
Однако такая сварка требует тщательной сборки.
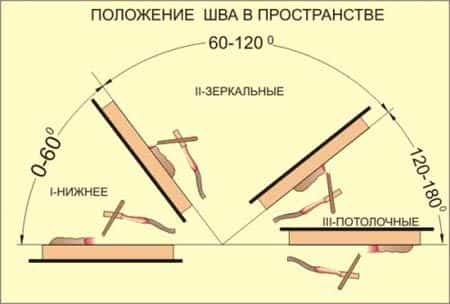
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко.
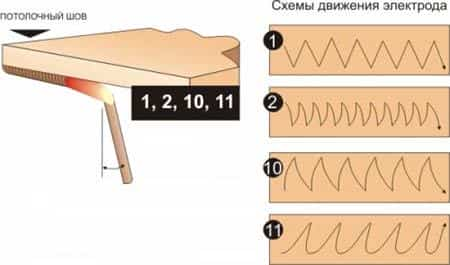
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения».
Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
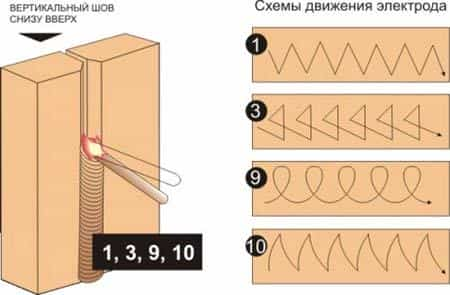
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
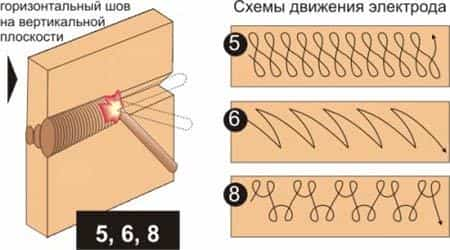
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей.
Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны.
Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов.
После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.
Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
| Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
| Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварки при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Использованы репродукции http://welding.su/gallery/
Расчет режимов ручной дуговой сварки
5. Род тока. Полярность тока (при постоянном токе). Расчет режима сварки швов стыковых соединений
|
- При сварке многослойных швов на металле толщиной 10 — 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
- При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм2 и может быть определено по формуле:
- F1 = (6 —
 · dэл, мм2, (1)
· dэл, мм2, (1)
а последующих проходов — по формуле:
Fс = (8 — 12) · dэл, мм2 , (2)
- где F1 — площадь поперечного сечения первого прохода, мм2;
- Fс — площадь поперечного сечения последующих проходов, мм2;
- dэл — диаметр электрода, мм.
- Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
- Площадь сечения швов представляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
- F1 = 0,75 е · g , мм2 , (3)
а при наличии зазора в соединении — по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм2, (4)
где е — ширина шва, мм; g — высота усиления шва, мм; S — толщина свариваемого металла, мм; в — величина зазора в стыке, мм.
Площадь сечения стыкового шва с V-образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:
F = F1 + F2 + F3 + 2F4, (5)
- Рисунок 1. Геометрические элементы площади сечения стыкового шва:
- где S — толщина металла, мм; h — глубина проплавления, мм; c — величина притупления, мм; e — ширина шва, мм; e1 — ширина подварки корня шва, мм; в — величина зазора, мм; g — высота усиления шва, мм; g1 — высота усиления подварки корня шва, мм; б — угол разделки кромок.
- Глубина проплавления определяется по формуле:
- h = (S — c), мм. (6)
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 — по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
x = h · tg б/2 (7)
- ;
- Но рассматриваемая нами площадь V-образного шва состоит из двух прямоугольных треугольников, поэтому:
- 2F4 = h2 · tg б/2, мм2 . (8)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h2 · tg б/2, мм2 . (9)
- При X-образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
- Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
- n = (Fn-F1/Fс) + 1. (10)
- Полученное число округляют до ближайшего целого n=1.
- Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
- Iсв = Fэл · j = (р · dэл2 / 4) · j , А, (11)
- где р — 3,14;
- j — допустимая плотность тока, А/мм2;
- Fэл — площадь поперечного сечения электрода, мм2;
- dэл — диаметр электрода, мм.
- Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 — Допустимая плотность тока в электроде при ручной дуговой сварке
| Вид покрытия | Диаметр стержня электрода, мм |
| 4 | |
| Основное | 10.0 |
- Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
- Поэтому напряжение на дуге следует принять какое — то конкретное.
- Скорость перемещения дуги (скорость сварки) следует определять по формуле:
- Vсв = Lн · Iсв / г · Fн · 100, м/ч, (12)
где Lн — коэффициент наплавки, г/А час; (см. табл. 3)
- г — плотность наплавленного металла за данный проход, г/см3 (7,8 г/см3 — для стали);
- Iсв — сила сварочного тока, А;
- Fн — площадь поперечного сечения наплавленного металла, мм2.
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Таблица 3 — Режимы сварки стыкового шва и его размеры
| Сварка | Режимы сварки | |||
| dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | |
| Первого прохода | 4.0 | 125.6 | 25 | 4.7 |

Расчет режимов и размеров шва ііри ручной дуговой сварке
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ПЛАВЛЕНИЕМ
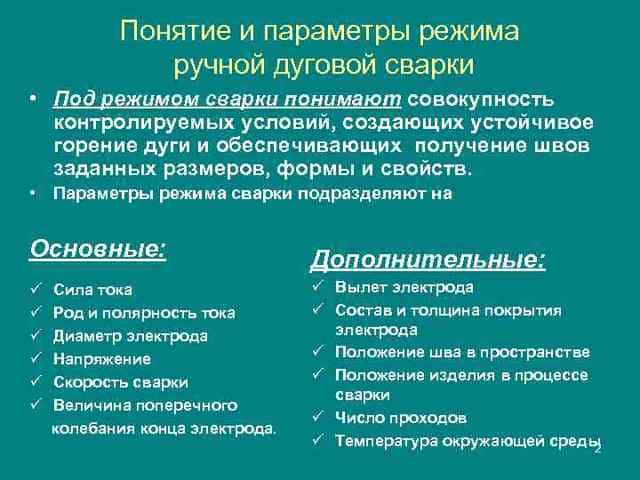
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке это диаметр электрода, сила сварочного тока, напряжение дуги, площадь поперечного сечения шва, выполняемого за один проход дуги, число проходов, род тока, полярность и др.
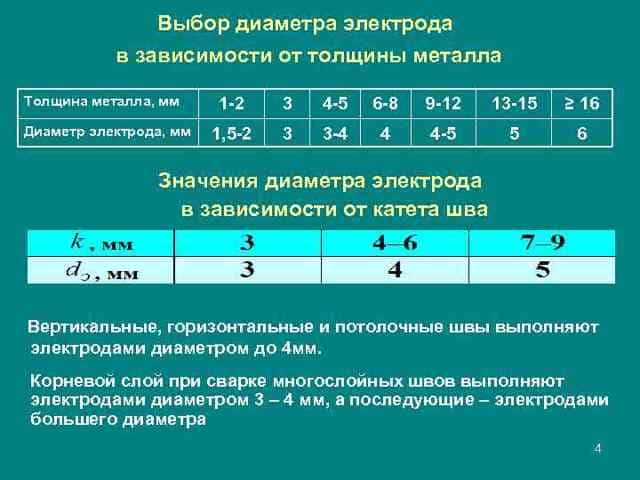
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
TOC o «1-5» h z Толщина деталей при сварке встык, мм. . . 1,5—2 3 4—8 9—12 13—15 16—20 20
Диаметр электрода, мм 1.6—2 3 4 4—5 5 5—6 6—10
Катет шва при сварке угловых и тавровых соединений, мм…… 3 4—5 6—9
Диаметр электрода, мм………………………………………….. 3 4 5
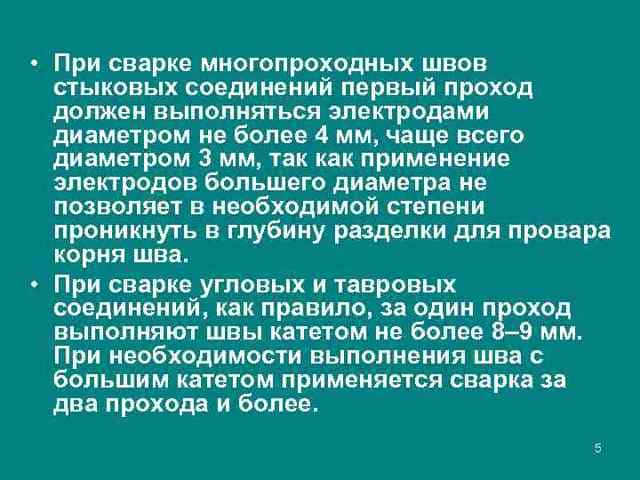
- При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 5 мм, чаще всего диаметром 4 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва.
- При сварке угловых и тавровых соединений, как правило,
- за один проход выполняют швы катетом не более 8—9 мм. При
- необходимости выполнения шва с большим катетом применяется сварка за два прохода и более.
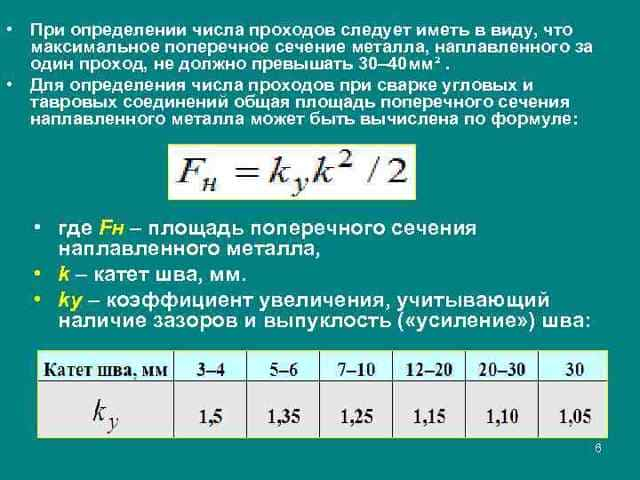
- При определении ч п с л а II р О X о д о в следует МЛіЄТЬ в виду, что максимальное поперечное сечение металла, наплавленного за один проход, не должно превышать 30—40 мм2. Для определения числа проходов при сварке угловых и тавровых соединений общая площадь поперечного сечения наплавленного металла может быть вычислена по формуле
| Рис. 90. Форма поперечного сечения наплавленного металла (стыковой шов с V-образной разделкой) |
- FH = кук2/2, (12)
- где Fн — площадь поперечного сечения наплавленного металла, мм2; ку — коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; к — катет шва, мм.
- Значения ку выбирают в зависимости от катета шва:
Катет шва, мм …. 3—4 5—6 7—10 12—20 20—30 30
ку……………………………….. 1,5 1,35 1,25 1.15 1,10 1,05
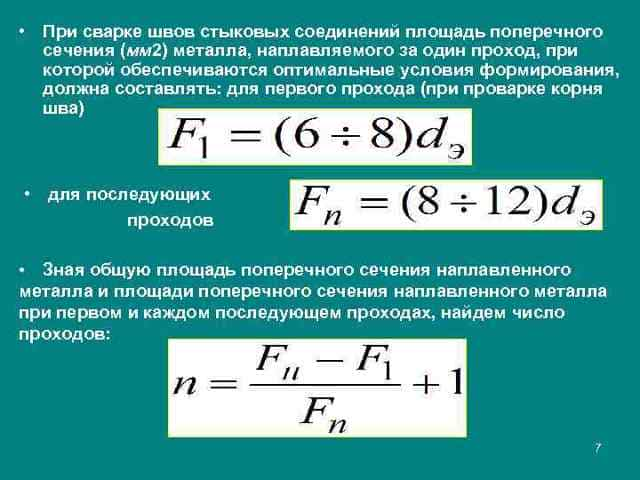
- При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
- для первого прохода (при проварке корня шва)
- TOC o «1-5» h z Л=(б-*-»К; (13)
- для последующих проходов
- Fn = (8 Ч-12К — (14)
- Для определения числа проходов при сварке швов стыковых соединений с разделкой кромок необходимо рассчитать общую площадь поперечного сечения наплавленного металла (рис. 90):
- FH — 2F' + F»JrF»' (15)
- или
- FH = hng% + bS + lq(2hlg^ + b + G). (16)
- Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах (13) и (14), найдем число проходов
- Сила сварочного тока при ручной дуговой сварке может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где da — диаметр электрода (стержня), мм; / — допускаемая плотность тока, А/мм2 (табл. 40).
Таблица 40. Значення допускаемой плотности тока / в электроде при ручной дуговой сварке
|
- При приближенных подсчетах величина сварочного тока может быть также определена по одной из следующих эмпирических формул:
- /сп = kda (10
- Дів — /']/// Ї
- /(•в = 4 (к2 + ad3).
- где — 20 -4- 25; к2 = 20; а = 6 — коэффициенты, определенные опытным путем.
- Наиболее удобно при определении силы сварочного тока пользоваться формулой (17). Значение к в ней выбирают в зависимости от диаметра электрода:
- Диаметр электрода, мм 2 3 4 5 6
к…………………………………. 25—30 30—45 35—50 40—55 45—60
- Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
- Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qn. Погонной энергией называется отношение мощности дуги q к скорости сварки vCB:
- q 0,24/св0 дТ]„
- 9п = — = — , (18)
- ^СВ ^СВ
где £7Д — напряжение дуги, В; ц — эффективный к. п. д. дуги.
- где а„ — коэффициент наплавки г/А • ч; у — плотность наплавленного металла, г/см3; FH — площадь поперечного сечения наплавленного металла за данный проход, см2.
- Скорость сварки может быть определена по формуле
- Скорость ручной дуговой сварки обычно задается и контролируется косвенно по необходимым размерам получаемого шва.
Таким образом, зная режим сварки, погонную энергию можно вычислить по формуле (18).
Однако при разработке вариантов технологического процесса по условиям получения сварной конструкции с минимальными конечными деформациями, при технико-экономическом обосновании выбора варианта и других предварительных разработках возникает необходимость оценки величины погонной энергии в зависимости от размеров шва.
Это может быть выполнено, если в уравнение (18) подставить значение Пев согласно формуле (19) и значение всех постоянных обозначить коэффициентом А.
Несмотря па существенное различие величин коэффициентов наплавки для электродов различных марок, отношение UnlaH изменяется в относительно узких пределах.
Тогда значение погонной энергии будет пропорциональным площади поперечного сечения наплавленного металла:
- (7л — AFH.
- Для различных марок электродов среднее значение коэффициента А — 14 500. Поэтому при приближенных подсчетах величины погонной энергии можно пользоваться формулой
- (7п = 14 500/'ш
- где Fn — площадь поперечного сечения металла, наплавленного за данный проход, см2.
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кромок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает.
Исключение может сос тавлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен.
Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в широком диапазоне.
При необходимости глубина прова р а при наплавке валика на лист с достаточной для практических целей степенью
| а Рис. 91. Схема заполнения разделки многослойного шва при ручной сварке |
| точности может быть определена следующим образом. Максимальную температуру на расстоянии г рассчитывают по формуле |
| откуда расстояние г до изотермы Т пл |
Если в формулу (21) подставить значения всех констант для низкоуглеродистых или низколегированных конструкционных сталей, то расстояние до изотермы Тпл — 1500° С
/- = 0,0112
Так как действительные условия ввода теплоты в изделие при ручной дуговой сварке отличаются от расчетной схемы, принятой при выводе формулы (20), то глубина провара II = (0,5 — f — ~ 0,7) г. При технологических расчетах иногда возникает необходимость определения высоты заполнения разделки одним или несколькими проходами (С, рис. 91). Эго
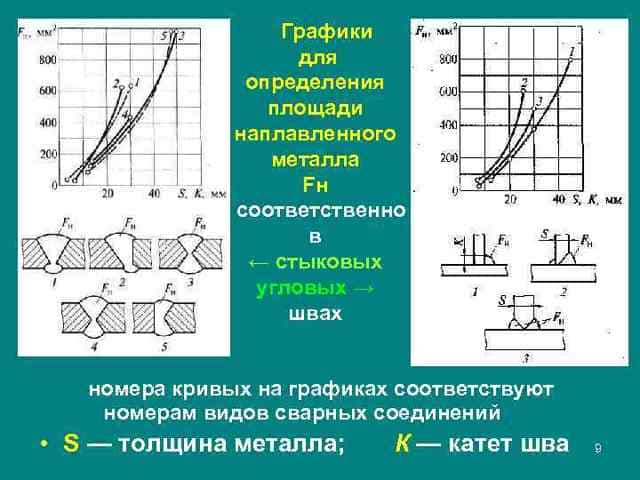
Рпс. 92. График для определеппя площади наплавленного металла в нше: а — стыковом ; б — угловом
|
Положение шва в пространстве | Площадь поперечного сечения валика F мм2 | |
| Первый валик и под- варка | Второй валик и последующие | ||
|
6—10 >^12 |
Нижнее | 20-30 | 30-60 40—G0 |
|
6—10 2=12 |
Верти кальное |
20-40 |
40—60 40-70 |
| 6—10 ^ 12 |
Горизон тальное |
20-30 |
20-40 30-40 |
|
6—10 ^ 12 |
Потолоч ное |
20-30 | 2П—40 30—40 |
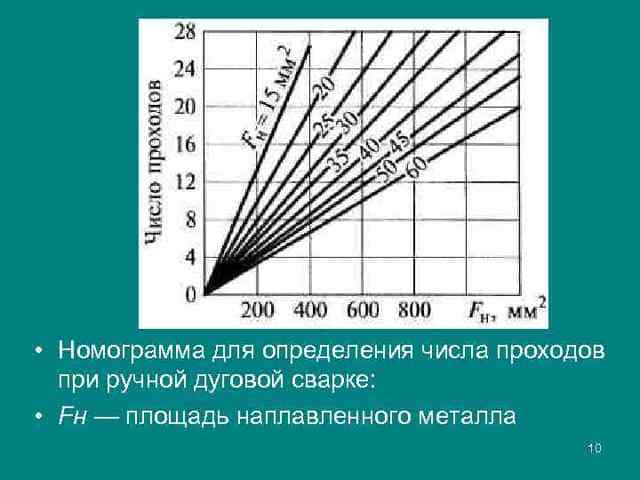
| Рис. 93. Номограмма для определения числа проходов при ручной сварке |
С целью упрощения расче-тов построены графики и номо-граммы (рис. 92 и 93). Дляопределения числа проходовпо номограмме рис. 93 сначалапо графикам рис. 92 или поформулам (16) или (12) находятобщую площадь поперечного
|
может быть достигнуто решением квадратного уравнения вида
С2 + пС + т = О,
При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2×2 или 2 х 3 м с подвижной брезентовой занавеской. Кабина оборудуется (рис. 191, а) поворотным столом 1, …
В ГОСТ 12.0.002—74 даны следующие определения: «Техника безопасности — это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов» и «Охрана труда — это система …
Кроме описанных выше основных способов наплавки, достаточно широко применяемых в промышленности, имеется ряд других, имеющих ограниченное применение. Это наплавка с разделенными процессами тепловой подготовки наплавляемого металла и наплавляемой детали, наплавка …





