- Для чего необходим раскрой рулонного металла
- Технология раскроя рулонного металла
- Способы раскроя рулонного металла
- Что собой представляет линия по раскрою рулонного металла
- Полотно для ленточной пилы – износостойкое и высокоэффективное
- Полотно для ленточной пилы — как выбрать по металлу, дереву и мясу, основные параметры и лучшие производители
- Классификация полотен ленточных пил
- Как выбрать полотно по металлу, дереву или мясу
- Как подобрать ширину полотна
- Основные параметры зубцов
- Лучшие производители
- Ремонт полотна
- Резка металла
- Гидроабразивная резка металла
- Резка металла: виды
- Ручная резка металла
- Термическая резка металла
- Газокислородная резка
- Лазерная резка
- Плазменная
- Механическая резка металла
- Резка ленточной пилой
- Ударная резка металла на гильотине
- Резка на дисковом станке
- Стоимость раскроя
- Станок ножовочный по металлу: устройство и принцип работы — ООО «СТК»
- Устройство ножовочного станка
- Принцип работы ножовочного станка
- Ленточнопильный станок — характеристика, принцип работы

Вопросы, рассмотренные в материале:
- Где применяется технология раскроя рулонного металла
- Какое оборудование используется для раскроя рулонного металла
- Как выглядит процесс раскроя рулонного металла
Листовой металл широко применяется в различных промышленных сферах. Своей востребованностью он обязан высоким технологическим характеристикам, в первую очередь, возможности упаковки в рулоны с сохранением эксплуатационных качеств в целях дальнейшей транспортировки.
Для получения готовых изделий на предприятиях используют продольную и поперечную резку рулонной стали.
В этой статье мы подробнее остановимся на том, что представляет собой раскрой рулонного металла, где применяется данная технология и какое оборудование для этого необходимо.
Для чего необходим раскрой рулонного металла

Спрос на рулонный металлопрокат вызван разнообразием продукции и изделий, которые могут быть из него изготовлены. Он подходит для производства различных кровельных покрытий, слоеных стройматериалов, из него делают заготовки для штамповочного производства разнообразной продукции.
Для производства листового проката используются литейно-прокатные комплексы. Металлопрокат делится на несколько видов в соответствии с толщиной листа. Производители предлагают следующие разновидности металлопроката:
- жесть, толщина которой не превышает 2 мм;
- тонколистовой прокат с толщиной, варьирующейся от 2 до 4 мм;
- толстолистовой прокат с толщиной более 4 мм.
Для производства толстолистового проката используется горячая технология, изготовление более тонких разновидностей листового материала выполняется с помощью холодной прокатки.
На производственных предприятиях в большинстве случаев используются стандартные холоднокатаные металлопрокатные рулоны, размеры которых составляют:
- 0,25–4 мм – толщина;
- 1250 мм – ширина;
- до 3000 м – длина (зависит от толщины листа).
Поскольку средний вес листов составляет от 6 до 15 тонн, то работа с материалами, имеющими подобные характеристики, невозможна без специального оборудования.
Рулонный металлопрокат используется для производства разного рода металлических изделий. Существует три основных типа технологического оборудования, выбор которого обусловлен видом выпускаемой конечной продукции:
- штрипс (или продольные полосы) выполняются за счет установленной линии для продольной резки рулонного металла;
- листовые профильные материалы обрабатываются с помощью линии поперечной резки рулонного металла;
- заготовки под штамповку выполняются за счет продольно-поперечной резки рулонной стали при помощи комбинированного оборудования.

Кроме того, выпускаемое оборудование для раскроя рулонного металла представлено:
- станками с ручным приводом;
- полуавтоматическими линиями, оборудованными электромеханическими приводами;
- полностью автоматизированными многопрофильными линиями.
Технология раскроя рулонного металла

Технологический процесс раскроя рулонного металла начинается с предварительной нарезки металлических полос до необходимой длины. Затем на них начинают воздействовать электрическим током.
Точечность нагрева полос достигается за счет мощности электрического тока, при помощи которого происходит температурное разделение и плавление металла. При определении силы тока необходимо исходить из толщины обрабатываемой полосы, частоты подводимого электрического тока, а также физико-химических свойств металла.
При продольной резке металла локальный нагрев полосы обязателен, поскольку он позволяет снизить сопротивление в процессе резки. Данный эффект обусловлен уменьшением механических свойств металла при нагревании до высоких температур. Благодаря линии продольной резки полосы получаются более закругленными, без заусениц, при этом меньшей ширины.

Подобный подход обеспечивает соответствие готовых изделий требованиям стандартов, которые предъявляются к производству гнутых профилей сварных прямошовных труб.
Кроме того, при использовании данной технологии раскроя рулонного металла отсутствует необходимость в дополнительной обработке и других операциях с получаемыми полосами. Соответственно, продольную резку можно отнести к экономически выгодным способам обработки рулонных металлов.
Принцип поперечной резки металла схож с описанной выше технологией продольной обработки. Специальные дисковые ножницы удерживают лист обрабатываемого материала, который фиксируется между верхним и нижним валами и затем разрезается.
Для разделения материала используется напряжение, которое прижимает его к верхнему валу. В процессе раскроя рулонного металла верхние и нижние валы находятся в постоянном движении, что обеспечивает непрерывную подачу листов.
Так как высокие температуры ослабляют жесткость металла, диски, используемые для раскроя, часто заменяют углеродистыми стальными вальцами, предварительно нагревая материал за счет воздействия электрического тока. Замена дисков на вальцы позволяет специалистам добиться более высокого качества резки.
Способы раскроя рулонного металла
В основе технологический цепочки работы с рулонными материалами лежит их раскрой. Он может выполняться следующими видами резки:
- продольной;
- поперечной;
- продольно-поперечной.
Благодаря использованию технологии продольной резки металла значительно возрастает эффективность производства, связанного с его обработкой. Следовательно, линии автоматизированной резки находят широкое применение в серийном и массовом производстве.
1. Продольная резка.

С помощью станков продольной резки раскраивают рулонную металлическую ленту на полосы (штрипсы). Они могут иметь различную длину и ширину. Эта технология используется, к примеру, при производстве заготовок для серийного профиля.
2. Поперечная резка.

С помощью станков для поперечного раскроя металла можно:
- Выполнять роспуск рулона на металлические листы нужной длины, которые впоследствии будут обрабатываться и складироваться.
- Изготавливать из гладких металлических листов штучные заготовки необходимых размеров, которые в дальнейшем будут подвергаться обработке. Такое оборудование может составлять единую линию со станками по производству металлочерепицы или профнастила.
3. Продольно-поперечная резка.
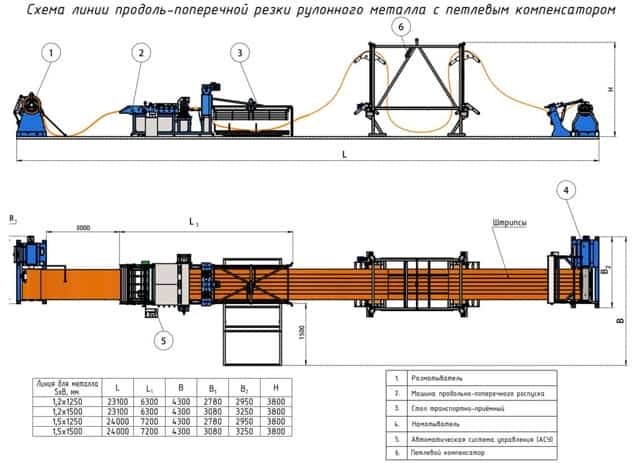
В линиях продольно-поперечной резки металла соединены достоинства и возможности ранее описанных видов оборудования для раскроя рулонного материала. Это комплексные установки, для управления которыми используются единые автоматизированные системы (с ЧПУ). При помощи таких линий рулоны или металлические листы разделяются на заготовки заданной длины и ширины.

Линии, предназначенные для продольно-поперечного раскроя рулонного металла, включают в себя следующие модули:
- валки, за счет которых обеспечивается равномерная и правильная подача металлического полотна, размотанного из рулона;
- систему продольной резки;
- блок роликовых ножей, предназначенных для поперечной резки;
- пульт управления, с дисплея которого загружают программу раскроя металла с указанием:
- — длины заготовки;
- — количества заготовок;
- — скорости реза и пр.
Настройка линии резки выполняется достаточно быстро, поскольку предполагает только ввод в станок с ЧПУ новой программы с заранее подготовленного носителя.
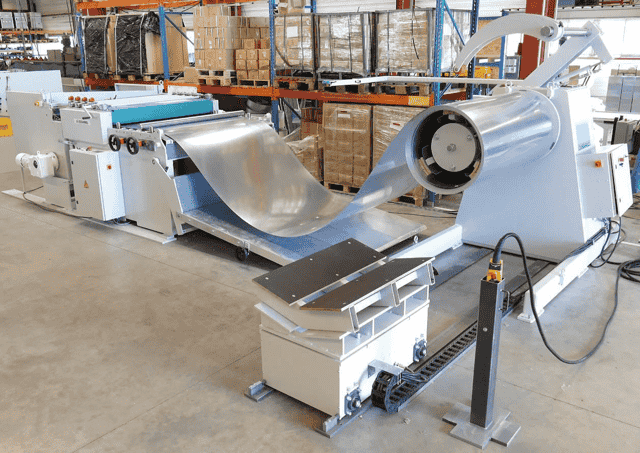
Что собой представляет линия по раскрою рулонного металла
Так как разрезать листы при помощи ножниц по металлу малоэффективно и неудобно, на производстве раскрой рулонных металлов выполняется на специальных линиях резки. Они позволяют резать металлопрокат на части с приданием им различной формы (от квадрата до ромба).
Линии поперечного раскроя рулонного металла обладают следующими техническими характеристиками:
- допустимой шириной стального рулона – 0,16 м;
- максимальной толщиной металлических листов – 0,4 см;
- минимальным количеством отрезаемых частей – от 18 и более, в зависимости от длины листа;
- общей мощностью двигателей всех приводов – 206 кВт.
Линия поперечного раскроя рулонного металла состоит из следующих элементов – листовых ножниц с установленным под наклоном ножом, управляющего механизма, устройства для правильного разматывания, узла складывания отрезанных частей, валковой подачи.
Функционирование комплекса осуществляется в соответствии с предварительно установленным алгоритмом, зависящим от различных параметров, включая начальные и конечные размеры заготовок, длину рулона или листа.
Установки для раскроя рулонного металла могут быть полностью автоматизированными либо управляемыми операторами.
В первом случае оборудование самостоятельно останавливается после того, как в разматывателе заканчивается материал.
Остановимся немного подробнее на составных элементах, входящих в линию раскроя рулонного металла:
1. Правильно-разматывающее устройство.
Предназначение этого узла заключается в минимизации деформации листов до их заправки в ножницы. Одновременно с этим специальные щетки удаляют с листов остатки производственных загрязнений, налета и окалины. Аппарат включают при необходимости роспуска горячекатаного металла на части.
2. Ножницы.
Автоматические ножницы схожи с ручными, разница заключается в том, что они механически связаны с установкой для раскроя рулонного металла.
При возникновении неполадок в приводе ножницы буду выключены одновременно с прочими элементами установки. Контроль процесса нарезки осуществляется с помощью изображения на визуальном дисплее. При этом следует иметь в виду, что погрешность фиксации рулона варьируется до 0,4 мм в ту или иную сторону. На погрешность значительное влияние оказывают характеристики исходного материала.
3. Валковая подача.
На качество резки существенное влияние оказывает механизм, который подает металл. Технология валковой подачи не отличается высокой точностью, но ее можно назвать универсальной и наиболее мягкой, так как она предупреждает удары и толчки, способные привести к порче материала.
Функционирование валковой подачи осуществляется следующим образом:
- Взаимодействие привода, которым оснащено правильно-разматывающее устройство, с приводом односторонней подачи приводит к движению исходной заготовки в момент нахождения ножниц в верхней позиции.
- Как только рулон упирается в конечную плоскость, ножницы начинают свою работу. Лезвия перемещаются, отрезая часть стали заданного размера.
Если рулон относительно легкий, то для его натяжения достаточно будет самих валков, для тяжелых уже понадобится включать электромотор.
4. Устройство складывания.
Технически данный элемент называется стапелирующим узлом.
Отрезанные части металлопроката укладываются одним из двух способов – свободно падают под воздействием силы тяжести либо принудительно перемещаются в заданное место.
Поперечный раскрой рулонного металла предполагает использование в основном второго способа, что минимизирует число действий по обслуживанию линии, а также упрощает процесс перемещения материала на склад.
Для заготовок простой формы используются простые склизы (направляющие), для отрезков более сложных форм потребуются те, что имеют особую конфигурацию. Чтобы не допустить застревания отрезков, наклон склизов должен составлять не меньше 26°.
Установки для раскроя рулонного материала состоят из:
- системы управления и контроля с необходимыми датчиками;
- разматывающего барабана;
- элемента, фиксирующего рулон по диаметру;
- узла для смазывания листа или рулона;
- электропривода;
- станины (основания).
При необходимости разрезания листа (а не целого рулона) разматыватель может быть отключен. Обрабатываемый металл в этом случае укладывается на опору, при этом центрируется при помощи роликов.
Лист или рулон должны быть размещены строго горизонтально, затем металл попадает в узел с обжимными и распрямляющими роликами, которые могут настраиваться независимо друг от друга. Для оценки правильности настройки используются фотоэлементы и световые индикаторы.
Если речь идет о серийном или массовом производстве, установки могут дополнительно оснащаться:
- Кромкосматывателями – вспомогательными элементами, позволяющими наматывать обрезанную кромку листов, которая образуется при резке тонколистового металла. Модули с этим элементами встраиваются в линии для продольного и продольно-поперечного раскроя металла. Чаще всего линии оснащаются двумя отдельными кромкосматывателями, один из которых наматывает левую кромку, а другой – правую.
- Намотчиками рулонного металла, сматывающими в рулоны нарезанные штрипсы. Они необходимы в том случае, когда установка выполняет резку штрипсов большой длины (свыше 3,5 м). При отсутствии данного модуля листы будут пакетироваться и передаваться на следующую операцию.
- Грузовыми тележками, представляющими собой гидравлические погрузочно-разгрузочные механизмы, позволяющие транспортировать заготовки на следующую операцию или промежуточный склад.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник: https://vt-metall.ru/articles/127-raskroi-rulonnogo-metalla
Полотно для ленточной пилы – износостойкое и высокоэффективное
Оборудование, даже самое совершенное, будет малоэффективным, если комплектующие ограничивают его возможности. Полотно для ленточной пилы разных типов и назначения позволяет разрезать практически любые заготовки из различного материала.
Для современных ленточнопильных станков, обрабатывающих металлы, рынок предлагает полотна из углеродистых сталей, а также биметаллические, имеющие пружинную основу и зубья из твердого сплава или быстрорежущей стали.
Многообразие конструктивных исполнений ленточных пил и использование оптимальных режимов резки позволяет обеспечить достаточно высокую производительность и существенно снизить себестоимость процесса обработки металлов на ленточнопильном оборудовании по сравнению с иными способами разделительного разрезания заготовок.
Полотна для ленточных пил, изготовленные из качественной инструментальной высокоуглеродистой стали, предназначены для обработки широкого спектра нелегированных и легированных сплавов.
Однако по своим эксплуатационным и техническим показателям они значительно уступают биметаллическим ленточным пилам, которые получили более широкое распространение, особенно с зубьями из быстрорежущей стали.
Основа этих полотен изготовлена из специальной пружинной стали, что обеспечивает пилам прочность и долговечность.
Рекомендуем ознакомиться
Режущая (рабочая) часть зубьев – из быстрорежущего сплава М42, являющегося аналогом 11Р2М10К8. Эта сталь, легированная кобальтом и молибденом, обладает высокой (до 950 HV) твердостью, износо- и красностойкостью.
Надежное соединение основы с режущими зубьями обеспечивается электронно-лучевой сваркой и позволяет эксплуатировать биметаллические полотна в самых тяжелых производственных условиях.
Пилы новой конструкции, имеющие комбинированный шаг зубьев, наиболее применимы для разрезания изделий переменного сечения, профилей, труб.
Изменяющийся шаг позволяет значительно повысить эффективность и устойчивость, уменьшить вибрацию процесса резки различных заготовок, имеющих переменное сечение.
Ленточные пилы с твердосплавным зубом используют для наиболее трудных условий резки. Их применяют на жестких двухколонных и высокопроизводительных ленточнопильных станках при разрезании труднообрабатываемых материалов:
- редкоземельные металлы;
- неферромагнитные сплавы;
- чугунное литье;
- сплавы типа Хастелой, Инконель, Монель;
- другие сплавы с высоким содержанием титана и никеля.
Использование этих полотен позволяет существенно снизить себестоимость резки.
Твердосплавные пластины устанавливают в специальные гнезда, конструкция которых гарантирует надежность их соединения с полотном пилы.
Разводка зубьев обеспечивает требуемый зазор в процессе пиления и необходимое удаление стружки. Эти ленточные полотна применяют только для обработки заготовок сплошного сечения, имеющих диаметр от 60 мм.
Для достижения наиболее оптимальных условий при обработке определенных видов материалов и форм разрезаемых заготовок требуется точно подбирать технические параметры полотна: форму, разводку и шаг зуба. Также немаловажны режимы работы самого ленточнопильного станка – подача и скорость пилы.
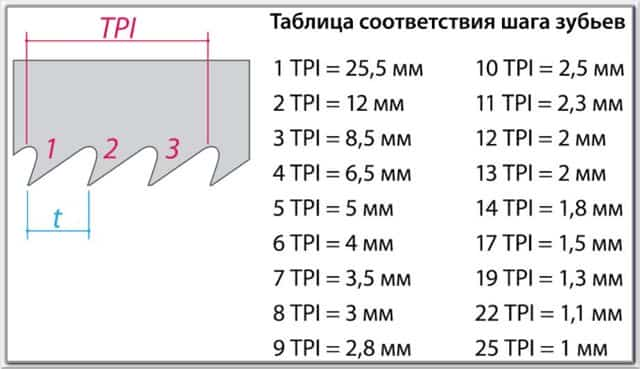
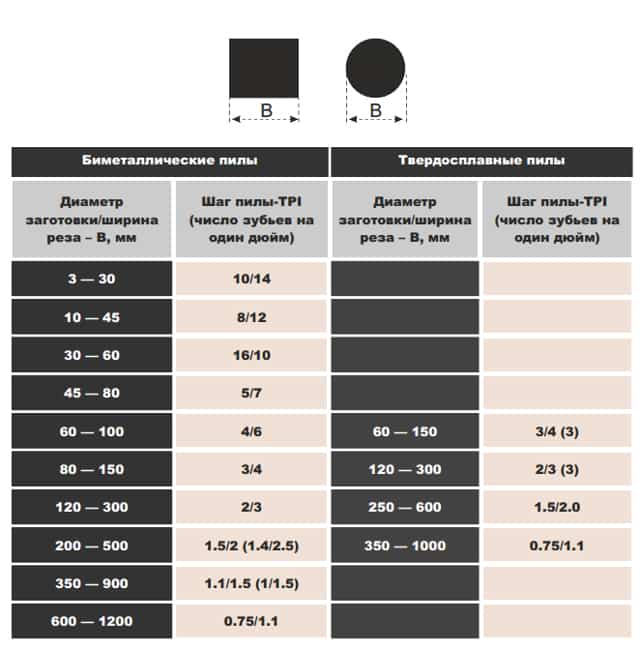
Шаг зуба полотна определяется количеством зубьев (TPI) на 1 дюйм (2,54 см).
TPI для пил с постоянным шагом зуба может быть от 1 до 32, а у полотен с переменным шагом изменяется от 10/14 до значений 0,75/1,25.
Компании-производители ленточных пил и их дистрибьюторы для правильного выбора своей продукции прилагают руководство по подбору шага зуба при обработке цельных заготовок, профилей и труб.
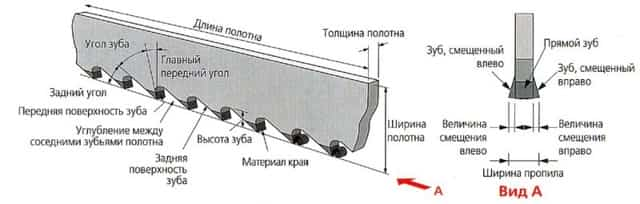
Разводка – угол разворота или наклон зубьев по отношению к плоскости полотна, обеспечивает свободный ход кромки зуба и ленточного полотна. Существуют следующие типы разводок:
- Стандартная, состоящая из повторяющейся комбинации наклона зубьев – сначала влево, затем вправо и прямо. Применяется для любых типов стали, особенно часто при распиловке мягких материалов (цветных металлов, дерева, пластика).
- Переменная – несколько зубьев влево, несколько вправо, зачистной зуб. Свойственны пониженный шум и вибрация, применяется для резки изделий с переменным сечением, профилей, труб, пакетов металла.
- Волновая – для обработки тонкостенных труб и профилей, изделий малого диаметра, прочих тонких материалов.
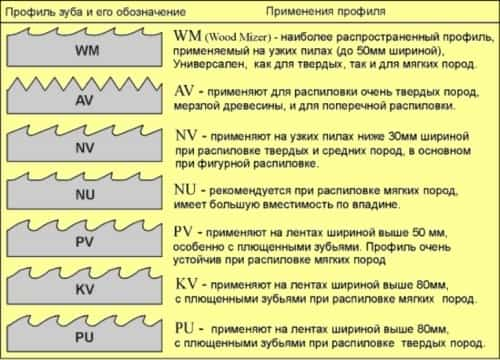
Форма зуба:
- NORMAL (N) – передний угол зуба составляет 0°. Полотна с такой формой предназначены для обработки сплавов, имеющих высокое содержание углерода (чугун, например), материалов с малым поперечным сечением, а также тонкостенных труб и профилей.
- HOOK (H) – передний угол зуба равен 10°. Такие пилы предназначены для резки толстостенных труб, сплошных прутков из легированных сталей.
- RP – угол 16°. Полотна применяют для агрессивной обработки сплошных прутков и заготовок из высоколегированных сталей, труднообрабатываемых цветных сплавов и металлов.
- MASTER. Зуб по переднему углу выполняется двух видов – 10° и 16°. У него имеется продольная фаска, полученная шлифованием, что улучшает шероховатость поверхности обработки. Такие пилы предназначены для резки прутков и сплошных профилей из высоколегированных сталей.
Режим резания (скорость и подача) определяется несколькими важными показателями:
- материал заготовки;
- к какой группе сплавов и сталей материал относится;
- размер заготовки.
На основании этих данных выбирают шаг зуба. Для определения режима резания также немаловажно то, какой компанией изготовлено полотно для ленточной пилы.
Продавцы ленточнопильного оборудования дают рекомендации по оптимальной скорости полотна для конкретного типа станков.
Неплохо зарекомендовали себя установки европейского производства, оснащенные бесступенчатым вариатором изменения скорости, который позволяет подобрать оптимальный режим резания для конкретного вида материала.
Помимо этого, такое оборудование может быть дополнительно оснащено встроенным устройством контроля натяжения полотна (тензометром), что также немаловажно для значительного увеличения срока эксплуатации ленточной пилы. Скорость подачи определяется из следующих соображений. Для оптимальной резки необходимо, чтобы каждый отдельный зуб полотна срезал стружку предусмотренной конструкцией определенной толщины.
На практике подачу подбирают в соответствии с рекомендациями производителей станков, либо по типу стружки, образующейся при резке.
Когда стружка получается пылеобразной или тонкой, то скорость подачи нужно увеличить, или уменьшить скорость резки.
С голубым отливом или толстая стружка свидетельствует о чрезмерной подаче или о необходимости увеличения скорости обработки. Слабо вьющаяся – означает, что режим пиления выбран правильно.
Пилы характеризуются стойкостью к износу как зуба, так и самого полотна, которое испытывает знакопеременные циклические нагрузки, возникающие в процессе его движения в лентопротяжном механизме станка.
Для изделий большинства производителей срок службы ленточного полотна составляет 140–160 часов непрерывной работы оборудования (при соблюдении всех технологических этапов процесса изготовления полотна – от его заготовки до упаковки уже готового и условий хранения).
Снятие пилы во время перерывов в работе станка обеспечивает так называемую релаксацию полотна, что несколько продлевает срок его службы.
На стойкость зуба существенное влияние оказывает грамотно подобранный его шаг, определяемый в зависимости от диаметра обрабатываемого материала. При разрезании пакета изделий за диаметр, толщину стенки принимают суммарную толщину всего металла, который будет распилен.
При разрезании рядом лежащих труб используют удвоенное значение толщины стенки. Ниже даны таблицы для определения шага зуба пилы.
Для самостоятельного выбора типа биметаллических ленточных полотен руководствуются следующими простыми правилами:
- для работ с низкоуглеродистыми и углеродистыми сталями применяют пилы PROFI M42;
- для обработки высокоуглеродистых сплавов и сталей – SUPER M51;
- для износостойких, жаростойких, жаропрочных и экзотических сплавов – типа SP.
- Для резки плохо поддающихся механической обработке специальных сплавов, твердых и с неоднородной структурой материалов применяют твердосплавные пилы типа TCT.
- Размер шага пилы для резки сплошного проката
- Размер шага пилы для резки профиля и труб
Источник: http://tutmet.ru/polotno-lentochnoj-pily.html
Полотно для ленточной пилы — как выбрать по металлу, дереву и мясу, основные параметры и лучшие производители
Скорость обработки материала зависит от того, насколько правильно была выбрана ленточная пила. Этот многорезцовый инструмент представляет собой гибкую ленту из металла, имеющую кольцевую форму, вдоль одного из краев которой проходят зубья. Пила требуется для работы ленточнопильных станков.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза.
Чем больше параметр TPI, тем меньше будет скорость работы и уже пропил. Благодаря этому распил получается более аккуратным
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер.
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
Как подобрать ширину полотна
Количество зубцов имеет значение при выборе полотна, требования указывает производитель станка. Важны такие показатели, как их шаг и разводка. Имеет значение качество заточки и размер зубцов.
При работе с толстыми заготовками нельзя использовать тонкое лезвие, оно может деформироваться. Чем шире выбранное полотно, тем более тонкий срез получится. При распиловке тонких изделий не стоит устанавливать на станок толстую пилу, это может привести к изгибу заготовки.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.

Ремонт полотна
Разрыв режущей части является редким явлением в деревообработке, но металлическую ленту можно отремонтировать и повторно использовать в работе. Процесс восстановления включает в себя следующие этапы:
- измерение длины ленточного полотна;
- выявление недостающих фрагментов;
- обработка кромок;
- сварка электроконтактным способом;
- закалка и обработка сварного шва.
Восстановление полотна для ленточной пилорамы требует квалификации мастера. Стоимость услуги зависит от того, сколько швов нужно сделать и какой ширины должны быть вставки.
Источник: https://opilah.com/polotno-dlya-lentochnoj-pily/
Резка металла
Резка металла — процесс деления металлического листа, трубы или отливки на отдельные части с помощью ручной, механической и термической операции.
Одним из вариантов резки металла является операция раскроя заготовки. В этом случае готовое изделие имеет размеры и конфигурацию, указанные в чертеже.
Гидроабразивная резка металла
Этот метод один из первых начал использоваться для раскроя металла. Заготовки заданной формы вырезали из металлического листа струей воды, смешанной с абразивом и подаваемой под давлением до 5000 атмосфер.
- Метод имеет ряд ограничений по марке металлического сплава, толщине раскраиваемого листового материала, хотя позволяет выполнить раскрой деталей со сложной траекторией.
- Для повышения производительности процесса существует возможность одновременного раскроя тонких листовых материалов в стопке из нескольких слоев.
Раскрой листового металла значительно ускорился, когда появилось оборудование для термической резки. Теперь для раскроя используют установки плазменной резки. Другой вариант оборудования для раскроя — лазерный станок. Функция раскроя, как правило, является одной из опций заложенной в программном продукте таких машин.
Высокоскоростной раскрой, выполняемый по программе, позволяет максимально выгодно расположить детали на листе, минимизирует отходы. При этом лазерный или плазменный автоматизированный раскрой безопасен, экономичен, не вредит экологии.
Резка металла: виды
В промышленном производстве применяют такие способы резки металла — листов, пластин, труб и прочего на части, заготовки:
- ручная;
- термическая резка;
- механическая и ударная.
Каждому из этих способов соответствует своя технология, свои вид оборудования. Каждый процесс по-своему уникален, наделен своими преимуществами и недостатками. Рассмотрим основные способы резки металла подробнее.
Ручная резка металла
- Этот способ разрезания материала выполняется мастером с помощью шлицевых ножниц по металлу, угловой шлифовальной машины — «болгарки» или трубореза.
- Для раскроя «болгаркой» применяют специальные абразивные круги «по металлу».
- Труборезы, у которых рез выполняется дисковыми резцами-роликами из стали, используют для разрезания труб.
Скорость и точность работ, выполняемых вручную, полностью зависят от человека. Толщина разделяемого металла (особенно шлицевыми ножницами) ограничена.
Ручной метод малоэффективен, практически не эксплуатируется в промышленных масштабах. Главная сфера использования ручной резки — в быту.
Термическая резка металла
Применяют такие виды терморезки:
- газокислородная;
- лазерная;
- плазменная.
Все эти методы являются бесконтактными, т.е. при работе между заготовкой и режущим инструментом нет непосредственного контакта. Заготовка разделяется с помощью струи газа, плазмы или луча лазера.
Газокислородная резка
В основу технологического процесса заложены свойство металла нагреваться, плавиться и выгорать в чистом кислороде при высокой температуре (более 1000 °C).
Перед началом технологической операции необходимо разогреть место реза до такой температуры, при которой происходит воспламенение материала. Эта операция разогрева выполняется за счет пламени резака.
В качестве разогревающего газа чаще всего эксплуатируют ацетилен. Время прогрева зависит от толщины, марки и состояния обрабатываемой металлической поверхности. Кислород на этом этапе не используется.
После прогрева к операции добавляется кислород. Струя пламени, равномерно перемещаясь вдоль линии реза, прорезает полуфабрикат на всю толщину. Кислород, используемый в процессе, не только режет, но и удаляет окислы, которые образуются на поверхности разрезаемого листового полуфабриката.
Важный критерий для получения качественного реза — выдерживание одинакового расстояния между резаком и разрезаемой поверхностью на протяжении всей операции.
Этого сложно добиться, если резка металла выполняется ручным газокислородным резаком.
При автоматизированном процессе (скоростная, газокислородная с повышенным качеством, резка кислородом высокого давления) скорость резания увеличивается, а качество реза возрастает.
Уникальность метода:
- возможность разрезать заготовки большой толщины;
- возможность резать титановые листы.
Отдельные недостатки газокислородной резки:
- резке не поддаются цветные металлы типа алюминия, меди, а также высокоуглеродистые или хромоникелевые стали;
- большая ширина реза, невысокое качество, образование окислов, наплывов,
- невозможно работать с криволинейными поверхностями;
- изменение физических свойств в области реза.
Лазерная резка
Эта технология подразумевает резку и раскрой металла посредством сфокусированного лазерного луча, получаемого при помощи специального оборудования.
Луч лазера сосредотачивается в определенной точке разрезаемой детали. Под воздействием тепловой энергии лазерного луча поверхность прогревается, закипает и испаряется. Луч плавно передвигается вдоль границы реза, разделяя металлическую заготовку на части.
Лазерная резка применяется для разделения металлов с низкой теплопроводностью. Ее используют при резке, раскрое тонких листов (от 0,2 мм), цветных металлов (алюминия, меди), нержавеющей стали, трубных изделий.
Уникальность метода: обрабатываются практически все металлы, металлические сплавы, неметаллы.
Ряд недостатков технологии резки лазером:
- ограничение по толщине разделяемых изделий;
- большие энергетические затраты в ходе процесса;
- работу может выполнить только специально обученный персонал.
Плазменная
Эта технология подразумевает использование в качестве оборудования плазмотрон, в котором роль режущего инструмента выполняет струя плазмы.
Раскаленный ионизированный газ (плазма) с высокой скоростью проходит через сопло плазматрона. Плазма нагревает, расплавляет металл, а затем сдувает расплав, тем самым образуя линию раздела заготовки.
Уникальность метода:
- безопасность процесса;
- высокая скорость;
- незначительный ограниченный нагрев разрезаемой поверхности.
Недостатки данной технологии — высокая цена оборудования, необходимость в обучении персонала, шум при работе плазменных установок, ограниченность значений толщин обрабатываемого металла.
Механическая резка металла
Механическое разделение основано на прямом контакте обрабатываемого металла с режущим инструментом. Материал инструмента, как правило, тоже металл, но более высокой твердости.
Выделяют механическую резку с применением ножниц, пилы, резцов. Частным случаем механической резки выступает ударная (рубка). Ударная резка или рубка с помощью гильотины используется на стадии заготовительных работ.
Виды оборудования, используемые для механического разделения материалов:
- ленточно-пильные станки (ЛПС);
- гильотины;
- дисковые станки;
- токарные станки с установленными на них резцами;
- агрегаты продольной резки.
Резка ленточной пилой
Разрезание материала ленточной пилой часто используется для разделения сортового, листового металла. Пила ленточная — основной узел на так называемом ленточно-пильном станке (ЛПС). Суть работы пилы ленточной такая же, как у обычной ножовки.
Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Лента пилы движется непрерывно за счет вращения шкивов, подключенных к электромотору. Средняя скорость резки станка — 100 мм/мин.
Материал для изготовления полотна пилы — углеродистая сталь или биметаллический сплав.
Достоинство метода: точность, доступность, невысокая цена оборудования, возможность выполнять не только прямой, но и угловой рез; малый процент отходов, так как ширина реза составляет всего 1,5 мм.
Современные модели ЛПС оснащаются электроникой и дополнительным оборудованием, с помощью которого можно включить станок в состав технологической линии.
Ударная резка металла на гильотине
Такой вид обычно именуют рубкой. Основная сфера применения рубки – разделение листового металла. Это может быть черный металл, различные виды стали – нержавеющая, оцинкованная или электротехническая сталь.
Метод основан на использовании механических приспособлений: ножниц, ножей для рубки металлического листа. Металлический лист размещают на рабочей поверхности гильотины. Закрепляют с помощью прижимной балки и выполняют операцию.
Уникальность метода состоит в том, что рубка (резка металла) происходит одномоментном ударом ножа по всей длине разрезаемой заготовки. В результате получается абсолютно ровный край без лишних кромок и заусенцев.
В промышленном производстве применяют три вида гильотин:
- электромеханические;
- гидравлические;
- пневматические.
На некоторых производствах сохранились ручные гильотинные ножницы, где режущий механизм включается нажимом на педаль.
К недостаткам можно отнести шум при работе механизма, ограничение по толщине заготовки, разность ширины у отрезанных частей.
Резка на дисковом станке
Основное достоинство данного оборудования простота эксплуатации, компактность, универсальность.
Роль режущего инструмента играет диск с зубьями, защищенный кожухом. Диск крепится на поверхности рабочего стола, приводится в действие электродвигателем.
Резка дисковой пилой характеризуется высоким качеством среза, возможностью раскроя под углом, высокой точностью обработки.
Агрегат продольной резки — узкоспециализированное оборудование, которое эксплуатируется исключительно для продольного разделения металлической заготовки.
Процесс резания полностью автоматизирован. Оператор следит за процессом и управляет работой, находясь за специальным пультом.
Уникальность метода: возможность разделить листы на узкие элементы большой длины (ленты, полосы, штрипсы).
Общие недостатки, свойственные всем видам контактной резки можно сформулировать так:
- режется только по прямой линии или под углом;
- проблематично получить детали сложной конфигурации.
В современных технологиях находят применение новейшие способы разделения металла, в частности, криогенная (операция с использованием сверхзвукового потока жидкого азота).
Раскрой, резка металла — первичные заготовительные стадии обработки металлов и сплавов. Применение прямосторонних заготовок правильной формы, как конечного продукта металлообработки, ограничено.
После раскроя механическими способами и газокислородной резкой детали передаются на механическую обработку. А вот используя термические операции лазерной и плазменной резки, можно получить детали, которые являются конечным продуктом.
Это будут детали сложной конфигурации с прорезанными отверстиями, высечками и прочими элементами.
Стоимость раскроя
Цена на работы по раскрою, резке металла зависит от ряда факторов:
- выбора технологии;
- мощности используемого оборудования;
- марки, толщины исходного сырья;
- категории качества заготовок готовой продукции;
- объема сырьевой партии.
Если предстоит работа с большим объемом сырья, то общая стоимость заказа может быть снижена за счет снижение значения стоимости расчетной единицы (килограмма, погонного метра).
Стоимость резки или раскроя небольших партий, как правило, обговаривается с заказчиком заранее. Она не всегда рассчитывается по формуле «цена расчетной единицы, умноженная на количество», так как любой заказ — большой или малый — требует переналадки оборудования.
Современный промышленный рынок предоставляет массу вариантов резки и раскроя сортового, профильного металла. Но основными критериями для определения исполнителя заказа всегда остаются качество работы, срок изготовления, стоимость выполняемых работ, дополнительные услуге по погрузке, транспортировке.
Делайте правильный выбор!
Источник: https://www.okorrozii.com/rezka-metalla.html
Станок ножовочный по металлу: устройство и принцип работы — ООО «СТК»
Станок ножовочный по металлу: устройство и принцип работы
Практически во всех производственных процессах, связанных с обработкой металла, необходима его резка. Для точного и быстрого раскроя металлических элементов на производстве сегодня активно применяется станок ножовочный по металлу.
Про принцип работы и устройство ножовочного станка сейчас мы вам расскажем. Также в конце статьи обратим внимание, где можно купить станок отрезной ножовочный с максимальной выгодой для себя.
Устройство ножовочного станка
Станок ножовочный по металлу принято называть еще механической ножовкой (с отличием от ручной).
Суть второго названия аппарата заключается в том, что главным инструментом в таком оборудовании выступает специальное ножовочное полотно по металлу для станка.
Именно им выполняется основная работа по резке деталей практически любых форм и размеров, и изготовленных практически из любых твердых материалов.

Стандартное устройство ножовочного станка включает в себя следующие элементы:
- Станина. Имеет обычно форму короба. На ней размещены основные узлы агрегата.
- Гидропривод. Отвечает за движение пильной рамы. В конструкцию станка также входит бак для масла гидропривода.
- Привод главного движения. Обеспечивает скорость резания.
- Система охлаждения станка. Низ станины ножовки является баком, в котором находится охлаждающая жидкость. Присутствует не во всех моделях.
- Приспособления для зажатия разрезаемого металла. Позволяет закрепить ножовочное полотно по металлу в пильной раме станка. Различные приспособления позволяют резать металл как под прямым, так и под острым углом.
- Электрооборудование. Определяет мощность аппарата и его производительность.
- Устройства для пакетной резки заготовок. Есть не во всех моделях, но может устанавливаться по требованию.
- Тележка для резания особо длинных деталей. Станок ножовочный по металлу также комплектуется такой тележкой по желанию заказчика.
Таким образом, основными параметрами станка ножовочного по металлу выступают:
- мощность аппарата,
- габариты станка,
- размеры обрабатываемых деталей,
- размер режущего инструмента.
Принцип работы и устройство ножовочного станка позволяют говорить о таких достоинствах оборудования как..
- высокая производительность,
- выдающаяся точность реза,
- высокая скорость выполнения работ,
- высокая надежность,
- долгий срок эксплуатации,
- простота обслуживания,
- небольшие габариты,
- невысокая цена.
Принцип работы ножовочного станка
Принцип работы ножовочного станка, обусловленный его устройством, заключается в следующих этапах выполнения операций:
- Ножовочное полотно по металлу, закрепленное в пильной раме станка, при резке заготовок сначала опускается сверху на деталь, а затем выполняет возвратно-поступательные движения.
- Электричество для работы ножовочному полотну поступает от электродвигателя с помощью редуктора, ременной передачи и кривошипно-шатунного механизма.
- Подвод, подача и отвод пильной рамы по вертикали осуществляется от гидроцилиндра.
- Обрабатываемая деталь закрепляется на станке тисками.
- Стандартная резка изделий осуществляется под прямым углом, но при использовании специальных комбинированных тисков работа может выполняться и под углом до 45 градусов.
- Скорости резания устанавливают ступенчато и подбирают под структуру обрабатываемого материала.
- Подача деталей для резки регулируется бесступенчатым методом.
- В ходе работы используется устройство подачи охлаждающей жидкости, которое есть не во всех моделях.
- Существуют станки с ЧПУ, в которых резы выполняются с особой точностью.
Предлагаем вам купить станок отрезной ножовочный в ООО «СТК». У нас представлены различные модели оборудования данной группы. Наши консультанты помогут определиться с правильным выбором. Цена на станки ножовочные по металлу у нас не завышенная. Доставка по всей России.
Источник: https://stankorgk.ru/article/nozhovochnye-stanki/stanok-nozhovochnyj-po-metallu-ustrojstvo-i-princip
Ленточнопильный станок — характеристика, принцип работы
Ленточнопильные станки для металла — производственное оборудование, с помощью которого осуществляют распил металлических изделий. Данная разновидность станков характеризуется высоким уровнем производительности и эффективности.
Ленточнопильные станки обладают небольшими габаритами, низким уровнем шума.
На производстве этому оборудованию нет равных, с их помощью распил изделий получается максимально точным и ровным, движение происходит безостановочно, станок подходит для заготовок больших размеров независимо от вида сырья.
Ленточнопильные станки состоят из вертикального корпуса, двух маховиков (шкивов), электропривода и системы управления. Ленточное полотно закрепляется на маховиках вертикально или горизонтально. Рабочая поверхность оснащена дополнительными заслонками для защиты. Некоторые модели станков снабжены направляющими планками, что позволяет облегчить работу и правильно расположить заготовку.
Шкивы на которых крепится пила также оборудованы направляющими, которые придерживают ее на маховиках в процессе обработки изделия. Над столешницей находятся направляющие, высота которых регулируется в соответствии с толщиной обрабатываемой заготовки.
Зачастую ленточнопильный станок оснащен двумя маховиками, один из которых является приводным и запускается от электромотора. Механизм реза станка работает от мотора-редуктора, сообщающего движение приводному шкиву, который начинает вращение после включения станка.
Существуют разновидности станков с тремя шкивами, но такое оборудование чаще ломается. Шкивы накрыты защитной оболочкой из резины или корки, что позволяет предохранить зубцы.
Уровень натяжения ленточного полотна можно регулировать, передвигая один из маховиков. Некоторые модели станков оборудованы шкалой натяжения, однако чаще всего необходимого уровня натяжения мастер добивается опытным путем.
Ленточное полотно накрыто металлическим корпусом. Открытым остается лишь отрезок ленты, осуществляющий распил, ограждение которого можно регулировать самостоятельно.
Рабочая поверхность обычно изготовлена из алюминия, нержавеющей стали или чугуна, она может быть гладкой или иметь продольные выемки для отвода стружки.
Особое внимание необходимо уделять натяжению ленточного полотна. Сильное натяжение полотна способно спровоцировать его обрыв, а недостаточное натяжение вызывает буксование на приводном шкиве и нагрев.
В процессе распила заготовок полотно ленточнопильного станка значительно нагревается, что может негативным образом сказаться на качестве производимых операций и на работоспособности и сроке эксплуатации оборудования. Поэтому во время работы необходимо добавлять смазочно-охлаждающую жидкость. В качестве смазочно-охлаждающей смеси могут использоваться специальные составы либо вода.
Это позволяет не только уберечь станок от износа, но и существенно уменьшить количество пыли и стружки в воздухе. На некоторых моделях ленточное полотно очищают при помощи установленных щеток.
Источник: https://ao-dolina.com/articles/ustroystvo-lentochnopilnykh-stankov/





