- Характеристики клея
- Сфера применения
- Свойства термостойкой основы
- Требования к клеящим составам
- Виды клея для металлических изделий
- Как правильно соединить металлические поверхности
- Статичное жесткое склеивание металлов
- Деформационное склеивание металлов
- Эпоксидная смола
- Склеивание материалов с разными коэффициентами линейного расширения
- Склеивание металлов подверженных влажности
- Преимущества клея для металла в достижении производственных целей
- Обзор производителей и марок
- Момент супер эпокси
- Клен 812
- Poxipol
- Weicon va 110
- Quelyd 007 жидкий металл
- Strong steel stick
- Weicon rk 1500
- Epoximaxx
- Bison super glue gel
- Вс 10т
- Виды соединений металлических листов: виды крепежа, стыковка
- Фальцевые швы для соединения тонколистного металлопроката
- Процесс скрепления листового проката заклепками
- Правила стыковки профильных листов
- Разновидности крепежа
- Виды соединений металлических листов: виды крепежа, стыковка
- Виды фальцевых швов для соединения тонких металлических листов
- Преимущества соединения труб без сварки
- Соединение листов металла заклепками
- Соединение труб ремонтно-монтажной обоймой
- Стыковка листов профнастила
- Принцип соединения металла сваркой без нагрева
- Виды крепежа
- Работа с холодной сваркой
- Что говорят профессионалы
- Краб-системы для профильных труб
- Условия получения надежного сварного соединения
- Фланцевое соединение
- Использование муфты Гебо
- Особенности клепки металла. Требуемые инструменты, порядок действий | Машкрепеж
- Процедура клепки
- Типы заклепочных соединений
- Разновидности заклепок
- Типы закладных шляпок и стержней
- Инструмент для клепки
- Слесарные молотки
- Натяжка
- Чекан
- Поддержка
- Обжимка
- Заключение
Работая с разными материалами, может возникать необходимость их соединить. То же касается и металлов. Как соединить металл с металлом? Есть разные варианты: клёпка, сварка, холодная сварка, клей. Среди перечисленных, последний является самым простым и не требующем больших усилий и аппаратов.
О том, как чем склеить металл с металлом, чем можно приклеить металл к металлу, поговорим в данной статье. Также посмотрим, какие преимущества имеет склейка металла к металлу перед другими способами.
Характеристики клея

Металлический элемент есть прочный, и так просто его не соединить друг с другом. Нужно эффективное вещество. Хороший клей для металла бывает разный.
Классифицируется по нескольким критериям:
- Сфера применения. Может использоваться как в быту, так и в промышленности;
- Устойчивость к низким и высоким температурам. Есть термостойкие. Они выдерживают температуры до 1000 градусов. А бывают такие, что не предназначены для эксплуатации при больших температурах;
- Быстрота склеивания. Есть вещества быстрого затвердевания. (от одной минуты до пятнадцати). А бывают такие, что высыхают долго. Вплоть до одной сутки;
- Влияние на него агрессивных химических веществ. Некоторые виды, при попадании на них химикатов, могут раствориться или терять свои свойства. А бывают стойкие к химии клея;
- Адгезия (прочность). Это сила, с которой вещество прилепляет два компонента;
- Консистенция. То, в каком виде вещество – жидкость, гель, даже твёрдый.
Таким образом, для лучшего результата работы, учитывайте приведённые выше характеристики, выбирая средство.
Сфера применения
Клей по металлу применяется в разных сферах. Это тяжелая и лёгкая промышленность. Здесь применяются сильные, устойчивые виды. В строительстве. Тут также нужен клей, обладающий высокой прочностью. Также есть составы с более слабыми характеристиками, которые применятся в бытовых нуждах.
Также есть некоторые средства, предназначены для пластика, силикона, керамики и других материалов, которыми можно склеить метал к металлу. А клеем для металла можно приклеить также некоторые другие материалы.
Свойства термостойкой основы
Прежде чем выбрать клей для металла, обращайте внимание на то, как на него влияют температуры. Если сфера применения не требует высокой температуры – берите обычные. Если изделие будет эксплуатироваться при высоких – нужен специальный термостойкий клей.
Обычные имеют небольшие диапазоны применения относительно температур. Специальные термостойкие – разные по своим характеристикам. Выдерживают от 100 до 1000 градусов, в зависимости от марки и вида.
Данный вид ещё называют «горячим клеем», «термоплавким». Обычно он состоит из многих компонентов. Большинство видов есть достаточно прочными, быстро схватывают, и устойчивы к влаге.
Требования к клеящим составам
И так, мы соединяем два куска металла между собой с помощью клея. Что здесь самое главное? Клеящий состав должен иметь такие характеристики:
- Быть прочным;
- Иметь большой температурный диапазон;
- Иметь большой «срок годности» – должен долго держать;
- Иметь антикоррозионные свойства;
- Он не должен вступать в реакцию с химическими веществами, и тем более с металлом.
Виды клея для металлических изделий
Выбирая, какой клей для металла лучше, стоит взглянуть на типы данных веществ.
- Анаэробный. Данный тип хорош тем, что высыхая, становится сплошным полимером, который плотно соединяет между собой два компонента. В реакцию с химическими составами не вступает. Может выдержать до 140 градусов.
- Водостойкий. Он предназначен для тех материалов, которые подвержены постоянному воздействию воды и вообще влаги. Хорошо подходит для устранения течки воды.
- Эпоксидный. Он универсален. Применяется во многих условиях. Устойчив к агрессивному воздействию химии. Устойчив к разным температурам.
- Термостойкий. Предназначен для использования в условиях значительных перепадов температуры. Выдерживает до триста градусов. А некоторые модификации и до тысячи.
- Цианокрилатный. Более-менее универсален. Применяется в разных условиях. Очень прочный. Только не стойкий к высоким температурам, и растворяется в ацетоне.
Как правильно соединить металлические поверхности
Соединяя между собой компоненты, нужно учитывать, как конструкция будет использоваться. Если это будет неподвижная конструкция, нужен состав с сильной адгезией. Если постоянно движущаяся (например – лестница) – нужен эластический компонент.

ВАЖНО: каждое изделие имеет инструкцию, в которой написаны свойства, сфера применения, и правила использования. Их необходимо учитывать при использовании.
Действуйте так:
- Выберите подходящий клей для вашей ситуации (учитывая сферу применения, температуру и другое);
- Внимательно изучите инструкцию;
- Подготовьте поверхности. Их нужно отчистить от ржавчины и других загрязнений. Также важно обезжирить, например, используя спирт.
- Тогда по инструкции наносите вещество на металлы, соединяйте, и держите до полного затвердения. (Время застывания у каждой марки разное. Оно указывается в инструкции).
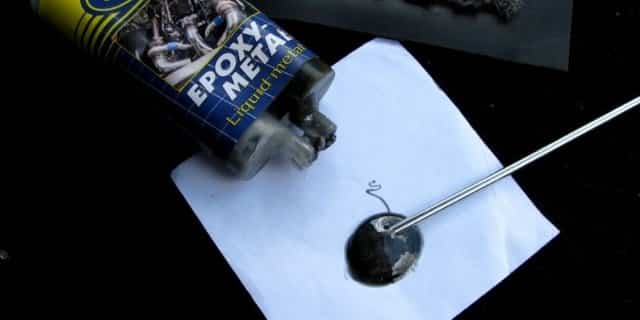
В видео ниже вы можете посмотреть, как соединяют металл с металлом:
Статичное жесткое склеивание металлов
Здесь применяются клея, способные намертво скрепить металл с металлом. Такими являются эпоксидный и цианокрилатный клей. Они обладают сильной адгезией. Склейка металла должна происходить быстро. Всю площадь двух частей материала должен покрыть клеевой состав.

Деформационное склеивание металлов
Если нужно склеить две части постоянно движущихся элементов, нужен клей по металлу быстрого застывания. И при этом эластический. Подойдёт анаэробный, эпоксидный и термостойкий клей.
Ещё, кроме склейки металла, который будет подвержен постоянной деформации, существует «соединение металлов путём деформации» – «холодная сварка». Для данной технологии нужен специальный аппарат для холодной сварки.
Эпоксидная смола
Данный клеящий состав образует полимер, который является достаточно прочным адгезивом, плотно скрепляющим между собой элементы из двух частей. Является одним из лучших материалов для того, чтоб склеить металл с металлом.
Может применяться как для внутренних, так и для наружных работ. Хорошо выдерживает температуру, и устойчивая к влаге. Застывает быстро, в среднем от одной до пяти минут, а полное затвердение происходит в течении сутки.

Склеивание материалов с разными коэффициентами линейного расширения
Материалы с разными коэффициентами линейного расширения — это такие, что при нагревании до одинаковой температуры, деформируюються по-разному. И так, поскольку разные материалы, при нагревании до одинаковой температуры, расширяются и сужаются по-разному, то для приклейки двух частей нужен состав, обладающий эластичностью.
Разный коэффициент расширения будет влиять на долговечность шва соединения. Поэтому, при соединении разных видов металла выбирают прочные эластические клеи.
Склеивание металлов подверженных влажности
Для соединения между собой частей, подверженных воздействию влаге, нужно применение водостойкого клея. Выбрать нужно специальный водостойкий клеевой состав, например, эпоксидный водостойкий Момент Супер, или же Эпоксидный клей Химконтакт.
Данные виды используют при необходимости соединить или герметизировать элементы сантехники, водопровода, канализации, душевых, аквариума и тому подобное.
Преимущества клея для металла в достижении производственных целей
Во все времена, для соединения между собой двух металлов, использовали разные методы. Это и клёпка, и сварка, холодная сварка, в последнее время возник ещё один способ – склеивание. Химическая промышленность пошла вперёд, и возникло много компонентов, способных намертво соединить два куска металла.
Этот способ лучшее по сравнению с предыдущими. Вы можете купить клей для железа в любом хозяйственном строительном магазине. Не имея больших навыков, соединить два элемента, и они будут прочно держаться. Не нужно никакой сварки, электричества, сварочных аппаратов. Только небольшой тюбик.
С помощью сварочного аппарата можно соединить метал с металлом, но нужен хороший аппарат, и электричество без перебоев. К тому же, нужно уметь им пользоваться. Клей же можно купить в хозяйственном магазине, и, додерживаясь техники безопасности, по инструкции соединить нужные элементы. В этом преимущество данного способа.
Обзор производителей и марок
Есть множество производителей, которые изготовляют клей по металлу. Большинство марок можно приобрести без затруднений в строительных, хозяйственных, промышленных магазинах.
Попробуем рассмотреть популярные, часто используемые марки, такие как:
- Момент супер эпокси;
- Клен 812;
- Poxipol;
- Weicon va 110;
- Quelyd 007 жидкий металл;
- Strong steel stick;
- Weicon rk 1500;
- Epoximaxx;
- Bison super glue gel;
- Вс 10т.
В видео ниже, вы можете посмотреть небольшой обзор клеев, которыми склеивают металл к металлу:
Момент супер эпокси
Эпоксидный клей для металла марки Момент. Как и все эпоксиды, умеет универсальный характер применения. Склеивает любые типы металлов. Образует эластический полимерный шов. Минусом данного клея, как и всех эпоксидов является долгий срок застывания. В среднем от 12 часов до одной сутки в зависимости от внешней среды.

Клен 812
Термостойкий клей по металлу. В виде пасты. Способен выдержать до 700 градусов. Самый прочный клей для металла. После застывания становится хрупким. Не подлежит дальнейшему обрабатыванию. Застывание происходит в среднем тридцать часов.
Poxipol
Термостойкий и водостойкий клей. Состоит из двух компонентов, продающихся отдельно в одной упаковке. Перед использованием нужно смешать, об этом написано в инструкции. Быстро застывает. По времени примерно десять минут.
Засохший состав не реагирует на различные химические вещества, поэтому материал после склейки можно спокойно обрабатывать.

Weicon va 110
Цианокрилатный состав. Состоит из одного компонента. Экологически чистый. Быстро затвердевает, (примерно за минуту). Полное затвердение в течении сутки. На вид прозрачный. Высыхая, остается прозрачным, что позволяет использовать для эстетических элементов.
Может быть использован также для поклейки пластмассы, резины. Не содержит растворителей. Относительно безопасен. Не выдерживает больших температур. По сфере применения – универсален. Стоит дорого.

Quelyd 007 жидкий металл
Это самый мощный клей для металла. По температуре применения – от -40 до +1000 градусов. Это клей быстрого застывания. Отвердение происходит в течении пятнадцати минут. Период полного затвердевания – в течении одной сутки.
Не содержит в себе растворителей, поэтому нет резкого неприятного запаха. Влагоустойчив. Может применяться как в бытовых, так и в промышленных целях. Достаточно прочный.
Strong steel stick
Универсальный клей на основе эпоксидной смолы. Вещество быстрого затвердевания. Оно происходит в течении двадцати минут. Компонент выпускается в виде стержня из пластилина. Применяется путём разминания руками, и нанесения на площадь склеиваемого материала. По цене – стоит дорого. Имеет устойчивость к агрессивным химикатам.
Weicon rk 1500
Термостойкий двухкомпонентный клей быстрого застывания. Выдерживает температуру до 180 градусов. Затвердевает в течении пяти минут после использования. Универсален в применении. Имеет жидкую консистенцию. Состоит из двух компонентов, которые соединяются перед использованием. Об этом в инструкции.
Epoximaxx
Универсальный водостойкий эпоксидный двухкомпонентный клей по металлу. Полное затвердевание происходит за три часа. Максимальная температура до 120 градусов. Преимуществом является то, что он недорогой по цене. Состоит в виде жидкости, легко наносится на поверхности даже кисточкой.
Как и многие другие, состоит из двух компонентов (А и Б), которые смешиваются перед использованием, подробнее в инструкции.
Bison super glue gel
Суперклей универсального применения, в том числе для металла. Быстрого затвердевания, но имеет слабую прочность. Предназначен для бытового ремонта. Выпускается в малых тюбиках (три грамма), в виде геля. Благодаря такой консистенции удобен в применении.
Недорогой по цене. Устойчив к агрессивным химическим веществам. Температура ЕКСПЛУАТАЦИИ от -40 до +80 градусов.
ВАЖНО: использовать (клеить) при температуре не ниже 10 градусов.
Вс 10т
Термостойкий клей, которым можно намертво приклеить металл к металлу. Умеет высокий уровень прочности. Универсален в применении. Используется в промышленных работах. Выдерживает температуры в диапазоне от -60 до +300 градусов.
Состоит из многих компонентов, поэтому перед применением его нужно размешать. Имеет жидкую консистенцию, благодаря чему удобен в использовании. Важно зачистить и обезжирить площадь перед применением. Высыхает в течении одного-двух часов, но важно: сушить нужно при температуре до 180 градусов.
В видео ниже, вы можете посмотреть, как создать вещество, способное склеить металл к металлу:
Виды соединений металлических листов: виды крепежа, стыковка
Содержание статьи:
Наиболее распространенным способом скрепления листового металлопроката считается сваривание. Однако такая технология затруднительна или неприемлема в применении для тонколистовых изделий или продукции с защитным полимерным слоем. В данной статье мы рассмотрим альтернативу – методики с использованием фальцевых швов, клепания или крепежных элементов.
Фальцевые швы для соединения тонколистного металлопроката
Тип соединения фальцевым швом разделяются на такие виды:
- фальц двойной стоячий – востребован для скатных крыш, наклон в которых не больше 25°, обеспечивая месту соединения влагостойкость, кроме влияния стоячей воды (в подобных случаях применяются высокие фальцы, оснащенные упрочненными прокладками, которые допускают применение закатывающих швы механизмов;
- фальцы лежачего типа – для горизонтального скрепления листов;
- Г-подобный фальц – применяется для крыш с существенным наклоном (свыше 25°);
- стоячий тип фальцев – используются для продольной стыковки листов.
Процесс скрепления листового проката заклепками
Заклепки изготавливаются из сплавов на основе латунных, алюминиевых, медных или стальных соединений. Существуют изделия плоской или полукруглой формы, потайной или полупотайной конструкции.
Скрепление листов заклепками осуществляется в несколько этапов:
- профнастил накладывается внахлест и фиксируются в струбцине;
- отмечаются и накерниваются места предполагаемых отверстий;
- при помощи пробойника или сверла одновременно пробиваются отверстия в обоих заготовках;
- в отверстия вставляются заклепки и расплющиваются молотком;
- верхней головке путем обжимки придается окончательная форма.
Длину заклепочного стержня выбирают так, чтобы он выступал на треть над поверхностью металла. Заклепочные элементы размещаются на 9-12 мм от края профиля, расстояние между изделиями должно составлять не менее 2,5-3 см.
Соединение при помощи заклепок востребовано для листового проката, изготовленного из высокопрочных алюминиевых сплавов, упрочненных термическим способом. Актуальностью пользуются инновационные изделия – болтовые заклепки с рифленой поверхностью. Стержень таких изделий захватывается специальным пневматическим оборудованием и натягивается.
Правила стыковки профильных листов
Настилая крышу из оцинкованных тонких листов профнастила, используются такие правила скрепления:
- на кровельных скатах с наклоном более 30° довольно стыка от 10 см;
- при уклоне под углом 15-30° оптимальный показатель перехлеста составляет 15-20 см;
- при небольшом уклоне (до 14°) стыковка – 20 см.
На стыках, расположенных на верхних и нижних краях кровли, крепления располагаются в каждом углублении профильного листа. Шаг крепежа на продольных стыках – 50 см.
Разновидности крепежа
Также существуют такие разновидности крепежа, как:
- оцинкованные и оксидированные «саморезы-клопы» из стали со сверлом – изделия используются для фиксирования листа и обрешетки (если толщина листа не больше 2 мм, не требуется предварительно просверливать отверстие);
- «саморезы-клопы» из оксидированной или оцинкованной стали без сверла – используется для прикрепления листов к конструкции обрешетки;
- самосверлящие винты-саморезы от бренда HILTI с показателем длины не более 19 мм – применяются для скрепления 2-3 листов (если их общий показатель толщины не выше 2,7 мм);
- оцинкованные самосверлящие винты бренда HILTI с диаметром от 4,8 до 6,3 мм и показателем длины в пределах 38-55 мм – используются для прикрепления профильных листов к основанию, как напрямую, так и через слой утеплителя;
- винты HILTI из антикоррозийной стали с сечением от 4,8 до 5,5 мм длиной до 10 см используются в агрессивных условиях.
Выбор метода стыкования просечно-вытяжного листового металлопроката определяется, исходя из параметров его толщины. Для толстых листов применяется технология сваривания, для тонколистовых изделий – заклепки или саморезы.
Виды соединений металлических листов: виды крепежа, стыковка
Холодная сварка для металла является способом соединения металлических изделий без использования традиционной сварки. Этот процесс представляет собой склеивание деталей благодаря пластичности сварочной массы и проникновению ее в соединяемые поверхности.
Холодная сварка очень удобна, так как для нее не нужно приобретать дорогостоящее оборудование.
Эта разновидность сварки относится к сварке давлением, но монолитный сварочный шов образуется только благодаря глубокому пластическому деформированию.
Пластическая деформация способствует разрушению оксидного слоя на свариваемых поверхностях, и расстояние между ними становится близким к размерам кристаллической решетки.
Повышение энергетического уровня атомов на соединяемых поверхностях способствует образованию химической связи.
С помощью холодной сварки можно соединять детали из меди, свинца, алюминия, никеля, железа, кадмия, серебра. Данный способ является хорошим решением для ремонта металлов, которые чувствительны к нагреву. Он позволяет соединять изделия из разнородных металлов, например, создавать армирование медными накладками проводов из алюминия или многослойные ленточные прокаты.
Соединение деталей из металла с помощью холодной сварки.
Гнутый швеллер — нормы и требования к производству
Этот способ сварки имеет ряд преимуществ:
- металл не подвергается деформации, поскольку отсутствует нагрев;
- обеспечивается аккуратный и надежный сварной шов;
- в некоторых случаях этот способ сварки является единственно возможным (изделия из алюминия и меди можно соединить только таким способом, емкости со взрывоопасными веществами свариваются только так);
- такая сварка не имеет металлических отходов;
- не требуется затрат энергии;
- экологичность;
- не требуется специальной подготовки и наличия особого инструмента.
Виды фальцевых швов для соединения тонких металлических листов
Эти виды соединений популярны при устройстве металлических кровель.
- Двойной стоячий фальц применяется для кровель со скатами, угол наклона которых менее 25°. Этот шов на месте соединения металлических листов обеспечивает устойчивость к проникновению влаги. Исключение составляет воздействие стоячей воды. В таких ситуациях изготавливают высокие фальцы или используют специальные прочные прокладки, допускающие применение механизмов для закатывания фальца.
- С помощью лежачих фальцев соединяют листы в горизонтальном направлении.
- Для кровель со значительным наклоном скатов – более 25° – применяют простой в исполнении Г-образный фальц.
- Для стыкования листов в продольном направлении используют стоячий фальц.
Преимущества соединения труб без сварки
Безсварное соединение стальных труб выгодного отличается от монтажа при помощи сварочного аппарата. И особенности заключаются в следующем:
Нет необходимости покупать или брать в аренду дорогостоящее оборудование;
- Экономия средств на услугах сварщика, а эти мастера, как известно, стоят недешево;
- Прочность соединения элементов магистрали без использования сварки не хуже, чем сварное;
- Кроме того, при безсварном монтаже двух и более отрезков труб из стали налицо герметичность магистрали для любого носителя.
При этом способов соединения металлического трубопровода без сварки три:
- Использование резьбовой муфты;
- Применение муфты «Гебо»;
- Использование ремонтно-монтажной обоймы;
- Затяжка фланцев.
Рассмотрим каждый из способов стыковки своими руками подробнее.
Соединение стальных и чугунных труб-виды и способы стыковки
Соединение листов металла заклепками
Заклепки изготавливают из стали, алюминия, меди, латуни, они бывают полукруглыми, плоскими, потайными или полупотайными.
Этапы соединения листов заклепками
- Листы накладывают друг на друга, фиксируют в струбцине.
- Центры отверстий отмечают и накернивают.
- Отверстия пробивают пробойником или высверливают одновременно в обеих заготовках.
- В пробитые отверстия сразу же вставляют заклепки и расплющивают их молотком.
- С помощью обжимки придают окончательную форму верхней головке.
Длина стержня заклепки выбирается таким образом, чтобы над поверхностью металла он выступал примерно на 1/3. От краев листов заклепки должны располагаться на дистанции 9-12 мм, между собой – на расстоянии 25-30 мм.
Для листов из высокопрочных, термически упрочненных сплавов алюминия соединение заклепками является основным способом. Сравнительно новые изделия – рифленые алюминиевые болтозаклепки. Стержень такой заклепки захватывается специальным пневмоинструментом и натягивается.
Соединение труб ремонтно-монтажной обоймой
Такой элемент представляет собой хомут (седелку) в виде двух соединяющихся между собой металлических деталей. Такие половинки соединяются на трубе прочными болтами, образуя надежное и крепкое соединение.
Методы сварки полиэтиленовых труб
Как сделать гусиные лапки для мотоблока своими руками видео
Важно: ремонтно-монтажная обойма, так же как и муфта «Гебо» выполняется в виде стандартного хомута, либо в виде тройника. Последний также позволяет производить врез в систему без лишних трудозатрат.
Совет: ремонтно-монтажная обойма предназначена в большинстве случаев для срочного ремонта трубопровода при возникновении трещин, порывов или течей. Стоит лишь принимать во внимание, что обойму лучше использовать только в магистралях с низким давлением в системе.
Работы по монтажу выполняют таким образом:
- Подготавливаем торцы стыкуемых труб методом очистки их от краски, ржавчины или старых сварных швов. Поверхность труб должна быть абсолютно гладкой.
- Теперь на место стыка труб надевают резиновый уплотнитель, предварительно промазанный силиконовым герметиком в месте разреза. Резину надевают таким образом, чтобы между ней и поверхностью труб не оставалось зазоров.
- Поверх резинового уплотнителя надевают обе половинки обоймы и плотно стягивают болтами.
Важно: по такому же принципу на трубы из стали надевают муфту-хомут. Разница заключается лишь в том, что обойму стягивают болтами с двух сторон, а хомут — с одной.
Стыковка листов профнастила
При укладке на кровлю профилированного тонколистового оцинкованного холоднокатаного проката действуют следующие правила соединения:
- на крутых скатах достаточно перехлеста листов (более 30°) – от 10 см;
- при наклоне 15-30° совмещение составляет 15-20 см;
- при малом уклоне – до 14° – ширина стыка 20 см.
На нижних и верхних краях крыши по стыкам располагают крепления в каждом углублении профиля. На продольных стыках крепежные элементы располагают с шагом 50 см.
Принцип соединения металла сваркой без нагрева
Обычно под сваркой, не требующей нагрева, понимают соединение металлов (в том числе разных видов) посредством пластической деформации.
То есть, куски металла соединяются под давлением, без нагревания внешними источниками тепла.
Такая сварка без нагрева производится при комнатной температуре, а металлы в результате давления не нагреваются до температуры плавления. Этот способ носит второе название – сварка в твердом состоянии.
Для того, чтобы соединить металлические части таким образом, необходимо соблюсти ряд важных условий. В обычных условиях даже при очень сильном давлении на металл соединить части не получится.
Прочное монолитное соединение возможно только при пластической деформации металла.
Отметим, что в таком случае происходит разрушение слоя оксидов, а соединяемые поверхности сближаются настолько, что образуют некоторые химические связи, сравнимые с кристаллической решеткой.
Виды крепежа
- Стальной оксидированный или оцинкованный саморез-«клоп» со сверлом применяется для фиксации металлического листа к металлической обрешетке. При толщине листа до 2 мм предварительное сверление не требуется.
- Стальной оксидированный или оцинкованный саморез-«клоп» без сверла применяется для крепления металлического листа к обрешетке из металла.
- Для соединения тонких профилированных листов между собой используют самосверлящие самонарезающие винты марки HILTI. Крепеж длиной до 19 мм может применяться для соединения двух-трех листов, общая толщина которых не превышает 2,7 мм.
- Самосверлящие оцинкованные винты HILTI диаметром 4,8-6,3 мм длиной 38-55 мм служат для крепления профнастила к основному металлу непосредственно или через утеплительный слой.
- Для использования в агрессивных средах предназначены винты HILTI диаметром 4,8-5,5 мм длиной до 100 мм, изготовленные из коррозионностойкой стали.
Способ стыковки просечно-вытяжного листа зависит от его толщины. Для толстолистовой продукции применяется сварка, для тонколистовой – заклепки или самосверлящие винты.
Работа с холодной сваркой
Клей для соединения металлических деталей пользуется большой популярностью в первую очередь благодаря тому, что для работы с ним не нужно владеть какими-либо навыками работы со сваркой и нет необходимости в приобретении специального оборудования. Каждый сможет справиться с этой работой. Достаточно только подробно изучить инструкцию.
Инструкция по использованию холодной сварки.
Итак, для работы с клеем по металлу вам понадобится:
- сварочный клей;
- зажимы (если необходимы);
- обезжириватель (ацетон);
- наждачная бумага.
Описание работы с холодной сваркой:
- Сначала нужно подготовить поверхности склеиваемых деталей. Их необходимо зачистить наждачной бумагой и обезжирить. Поверхности должны быть сухими и шероховатыми для лучшего сцепления с клеем. От того, насколько качественно будет выполнена подготовка, зависит конечный результат работы. Поэтому отнеситесь к этому этапу серьезно.
- Многие составы легко липнут к рукам, что в итоге может нарушить пропорции компонентов клея. Чтобы этого не случилось, смачивайте руки водой.
- Двухкомпонентный клей нужно смешать с отвердителем. Если это твердый пластилинообразный клей, то его следует тщательно размять руками, жидкий клей смешивается с отвердителем в указанной в инструкции пропорции. При смешивании состав имеет свойство нагреваться.
- После смешивания работать с клеем нужно быстро – не более 3 минут.
- При соединении двух плоских поверхностей закрепите их специальными зажимами для надежной фиксации.
- Сухая сварка может высыхать от 1 до 8 часов в зависимости от вида и производителя. После этого отремонтированную деталь можно шпатлевать и красить.
- Не нарушайте инструкцию использования клея, иначе прочность сварного шва снизится.
Что говорят профессионалы
Николай Буряк, мастер-сантехник: Не стоит как недооценивать, так и переоценивать способ холодного сваривания. Холодная сварка хорошо показывает себя лишь в случае с пластиковыми или полипропиленовыми трубами. А вот что касается труб из металла – здесь лучше выбрать другой вариант соединения.
Петр Алексеевич Николаенко, мастер-сантехник: Даже если кажется, что соединение было выполнено совершенно идеально, не стоит пренебрегать тщательной проверкой. Ведь после того, как труба была введена в эксплуатацию, устранить допущенные дефекты будет гораздо сложнее.
Какое масло заливать в домкрат гидравлический подкатной ?
Краб-системы для профильных труб
При монтаже труб прямоугольного или квадратного сечения используют скрепляющие конструкции. Они представляют собой две штампованные стягивающиеся болтами пластины. При складывании двух половинок образуют профиль, совпадающий по размеру с трубой.
Краб-системы используют при создании металлоконструкций, они надежно фиксируют заготовки в нужном положении. Виды систем:
- угловые или Г-образные, они соединяют профиль под прямым углом;
- тавровые с тремя профильными отверстиями;
- крестовые или Х-образные.
Краб-системы сокращают время сборки каркасов. Для монтажа не нужно специальной подготовки, не нужно оборудование. Достаточно инструментов. Краб-системы удобны:
- для уличных конструкций;
- рекламных щитов;
- спортивного и игрового уличного инвентаря.
Для трубопроводов краб-системы не применяют. Для монтажа используют болты и гайки стандартного размера. Крепежные скобы выпускают под тип размеров прямоугольного и квадратного профиля.
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Фланцевое соединение
Фланцы представляют собой толстый диск с центральным отверстием, равным диаметру трубы и боковыми для болтового крепления. Фланцы устанавливают на участках, которые периодически приходится ревизировать:
- при врезке съемных заглушек, к ним фланец приваривают в заводских условиях;
- для установки приборов учета (водомеров, теплосчетчиков);
- монтаже запорной арматуры (различных задвижек, кранов).
Разъемное безрезьбовое соединение металлических труб формируют, плотно насаживая диски на края труб.
При стягивании пластин за счет резиновой кольцевой прокладки создается герметичное стыковое соединение, выдерживающее высокое давление.
Уплотнитель между фланцами на водопроводах меняют при появлении утечек. При транспортировании горячих или аммиачных сред (канализационных стоков) раз в три-пять лет.
Использование муфты Гебо
Соединить металлическую трубу без сварки поможет специальное компрессионное устройство. Муфта Гебо представляет собой металлический фланец с гайкой, внутри которого три кольца: зажимное конусообразное, прижимное, уплотняющее. Для создания прочного соединения важно придерживаться технологии монтажа.
Основные этапы крепления муфты:
- Подготовка торцов предусматривает:
— снятие слоя краски или эмали, с оцинкованных труб счищают защитный слой (муфта предохраняет соединение от окисления).
- На одну из заготовок надевают гайку, зажимное кольцо, верхней частью конуса направленное к гайке.
- Производят сборку муфты Гебо: на уплотняющее кольцо надевают прижимное, затем уплотняющее, его разворачивают в сторону корпуса, надетого на другую трубу, вставляют в корпус.
- Муфту сначала сжимают до неподвижности, чтобы гайка не проворачивалась. Ее затягивают, оставляя несколько витков.
- Проверяют герметичность стыковки. После этого гайку заворачивают до конца.
Корпус муфты делают из прочной нержавеющей стали или цветного металла. Крепеж можно использовать после демонтажа трубопровода, достаточно заменить уплотняющее резиновое кольцо.
Использование муфту Гебо разрешено на системах горячего водоснабжения. По нормам температура теплоносителя не должна превышать +80°С. При высокой температуре уплотнитель придется менять.
Особенности клепки металла. Требуемые инструменты, порядок действий | Машкрепеж
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной.
К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала.
Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие.
Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н.
замыкающая головка, которая:
- препятствует свободному извлечению заклепки из монтажного отверстия;
- обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
- внахлестку – на одну металлическую пластину накладывается другая;
- встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой. В зависимости от сферы предназначения заклепочные швы подразделяются на:
- прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
- прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
- плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень.
Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка.
Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
- полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
- плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
- под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.
Что же касается стержней, то они бывают:
- сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
- полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
- пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки.
Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки.
Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.
Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
- даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
- когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77.
Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно.
Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
| Обозначения по ГОСТу 2310-77 головок молотков | Сторона квадрата ударной плоскости бойка, мм | Вес (номинальный) квадратных головок молотков, кг |
| 7850-0122/001 | 36,0 | 1,0 |
| 7850-0121/001 | 33,0 | 0,8 |
| 7850-0119/001 | 29,0 | 0,6 |
| 7850-0118/001 | 27,0 | 0,5 |
| 7850-0117/001 | 25,0 | 0,4 |
| 7850-0147/001 | 19,0 | 0,3 |
| 7850-0116/001 | 0,2 | |
| 7850-0115/001 | 15,0 | 0,1 |
| 7850-0114/001 | 11,0 | 0,05 |
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение Dз):
- 4,0 мм ≤ Dз ≤ 5,0 мм молотки с головкой весом 0.4 кг;
- 6,0 мм ≤ Dз ≤ 8,0 мм – молотки с головкой весом 0,5 кг.
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Работа с натяжкой предусматривает:
- введение выступающего участка стержня заклепки в имеющееся в ней отверстие;
- нанесение нескольких ударов молотком по ударной части этого приспособления.
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности.
Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки.
На рисунке представлены чеканы, наиболее часто используемые при клепке.
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
- диаметра стержня крепежной детали;
- конструкции сопрягаемых объектов;
- предполагаемого к использованию способа клепки. Он бывает двух видов: прямой. Закладная головка заводится в лунку поддержки, а формообразование замыкающей головки осуществляется нанесением ударов молотком по специальной верхней части обжимки; обратный. Применяется этот метод для клепки в местах с ограниченным доступом и предусматривает нанесение ударов по закладной головке крепежной детали. Замыкающая головка обретает требуемую конфигурацию за счет деформации в специальной выемке, находящейся в рабочей части поддержки. Принцип использования этого приспособления можно понять, изучив рисунок.
Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
Значения отображенных на чертеже параметров указаны в таблице.
| Диаметр стержня заклепки | Общая длина обжимки (L), мм | Радиус углубления (R), мм | Глубина лунки (h), мм | Диаметр лунки в рабочей части (d1), мм | Диаметр стержня обжимки (D), мм | Масса, кг |
| 31,0 | 180,0 | 26,0 | 18,0 | 48,7 | 50,0 | 2,78 |
| 28,0 | 23,5 | 16,0 | 43,8 | |||
| 25,0 | 21,0 | 14,0 | 39,1 | |||
| 22,0 | 18,0 | 12,0 | 34,2 | 45,0 | 2,20 | |
| 19,0 | 16,0 | 10,0 | 29,2 | |||
| 16,0 | 13,0 | 8,5 | 24,3 | 35,0 | 1,40 | |
| 13,0 | 170,0 | 12,5 | 7,0 | 20,4 | 30,0 | 0,93 |
| 11,5 | 10,0 | 6,0 | 18,4 | |||
| 10,0 | 9,0 | 5,0 | 15,5 |
В качестве сырья для изготовления обжимок используется высококачественная углеродистая инструментальная сталь марок У7A и У8A.
Заключение
В заключение необходимо отметить один важный момент. Клепка металла должна производиться крепежными деталями, изготовленными из того же материала, что и соединяемые листы.
Выполнение этого требования исключит протекание процесса электрохимической коррозии.
Что же касается медных пластин, то их соединение может вестись заклепками, произведенными не только из металла Сu, но и из латуни.





