- Что такое обработка металлов давлением
- Разновидности
- Схемы основных категорий металлообработки
- Прокатка
- Ковка
- Прессование
- Волочение металла
- Объемная штамповка
- Листовая
- Комбинированная
- Прокатка
- Что такое прокат и где он применяется?
- Что такое прокат?
- Виды проката
- Листовой
- Сортовой
- Фасонный
- Оборудование
- Техника выполнения
- Процесс прокатки металла — Знать про все
- Операция прокатки
- Последовательность операций, связанных с производством проката
- Последовательность операций при прокатке бруса
- Обработка металлов давлением – ОМД: разновидности и особенности технологии
- Физика процесса обработки металлов давлением
- Виды обработки
- Прокатка
- Ковка
- Прессование
- Волочение
- Объемная штамповка
- Листовая штамповка
19.03.2020

Существует большое количество технических вариантов обрабатывания металлических изделий: как ручных, так и автоматизированных (при эксплуатации специального оборудования). Однако несмотря на широкий выбор, простые обыватели и настоящие профессионалы нередко выбирают способ обработки металла давлением.
Отличительной чертой пластической деформации является не только изменение формы детали, но и ее физических, механических свойств. Благодаря этому технология активно применяется в разных сферах промышленности и производства.
Еще одна причина популярности – таким образом можно значительно повысить производительность и сэкономить расходование сырья, чем при помощи иных аналогичных методик.
Что такое обработка металлов давлением
ОМД представляет собой изменение параметров и размера заготовок благодаря влиянию на них внешними условиями с дальнейшим сохранением и закреплением полученного результата. Такой эффект достигается за счёт высокой пластичности материалов, поддающихся отделке.
После завершения всех рабочих этапов удаётся получить готовое изделие, форма и габариты которого полностью соответствует заявленным заказчиком требованиям. Для увеличения пластичности, перед работой с этим материалом, его прогревают до высоких температурных показателей.
Для любой разновидности существуют установленные критерии нагрева, которые имеют четкую зависимость от физико-химических показателей.
Суть обработки металлов посредством давления определяется тем фактом, что атомы при взаимодействии со сторонними факторами обретают тенденцию и склонны принимать иное, устойчиво стабильное положение в кристаллической форме решетке. Важно, чтобы величина этого воздействия была больше допустимого значения пределов металлической упругости.
Данный процесс называется пластическая деформация, которая способна изменить не только внешний критерий оценки и габариты изделия, но и его физико-химические параметры. Чтобы обеспечить правильность выполнения с технической точки зрения, нужно обладать профессиональным подходом, иметь необходимое оснащение.
Подобрать качественное оборудование легко и удобно в каталоге компании «Сармат».

Разновидности
На основании условий, в которых осуществляется ОМД, специалисты выделяют два направления. Они пользуются примерно одинаковой популярностью на современном рынке, но последняя относится к более инновационной методике. Их отличительными особенностями являются:
- Холодная разновидность, напротив, имеет температурный уровень, ниже рекристаллизации.
- Вид — горячая обработка металлов давлением выбирается при температурных показателях, превышающих баланс нагрева при рекристаллизации материала.

Схемы основных категорий металлообработки
В основе лежит получение заготовки, соответствующей техническому заданию и формату посредством пластической деформации.
Доминирующая особенность пластинчатости (в сравнении с упругим аналогом) — это сохранение деформированных форм и параметров после устранения внешних сил, оказывающих влияние.
Достижение такого результата объясняется тем, что атомы движутся относительно друг друга на величины, превышающие межатомное расстояние и, после прекращения воздействия на них, не способны вернуться в исходное положение.
Горячая и холодная штамповка металла известна на протяжении многих столетий. Последняя раньше была основным методом изготовления металлической посуды. Это связано с тем, что её отличает быстрота исполнения, отличное качество и доступная стоимость. Такие параметры особенно ценны при массовом производстве и крупном бизнесе, требующем быстрого создания товаров в больших объемах.
Прокатка
Эта разновидность ОМД подразумевает под собой применение двух движущихся валиков, которые обжимают изделие с обеих сторон. Скорость их вращения устанавливается самостоятельно. Целью этой манипуляции является снижение геометрических данных поперечного сечения, а также достижение желаемой конфигурации.
Деформация заготовки происходит за счёт трения (толщина минимизируется, а длина и ширина — увеличивается). Данным методом могут обрабатываться металлические листы и ленты, но при условии применения гладких валков. Помимо этого, методика используется при работах с деталями фасонного профиля, но с привлечением ручьевого валка.
Типы прокатки металла:
- Продольная — изделие пропускается через движущиеся в разных направлениях валки, из-за чего оно обжимается до толщины расстояния между ними.
- Поперечная — эта разновидность необходима для преобразования материала в форму шара, конуса, цилиндра или друг вращающихся тел. Таким образом изготавливают бесшовные балки и многие строительные предназначения для работы.
- Поперечно-винтовая — в большинстве случаев, она используется для создания и переработки полых заготовок.
Помимо этого, в зависимости от присутствия или отсутствия подогрева, в качестве подготовительного процесса работы, специалисты выделяют холодную или горячую прокатку металла.

Ковка
Данная технология отнесена к категории высокотемпературных способов металлической обработки. Пред тем, как приступить к делу, деталь нагревается до высоких температурных показателей. Температура выставляется и зависит от вида материала, из которого выполнено изделие. Сегодня применяется несколько методов. Важно выделить:
- Ручная — осуществляется руками мастера и применяется по мере необходимости изготовить небольшую партию заказа. Они не ограничены в рабочей зоне, поэтому формируют любое положение в пространстве.
- Штамповки — предусматривают подготовительные работы, в виде помещения заготовки в штамповую матрицу, не позволяющей ей свободно перемещаться. Благодаря этому она полностью повторяет форму матричной полости.
- С применением дополнительного специализированного оснащения (пневматического, гидравлического или паровоздушного).
Метод ковки при обработке металлов давлением, в подавляющем большинстве, выбирается для разовых заказов и мелкосерийного производства. Перед тем как приступить к этой процедуре, деталь разогревается и помещается между двумя ударными положениями молота (бойки). Помимо бойки можно использовать также топор, раскатку или обжимку. Основными ковочными операциями служат:
- Осадка — уменьшение высоты болванки за счёт увеличения площади поперечного сечения.
- Высадка — это, своего рода, осадки. Проведение этого этапа требует наличия оправки (подкладной инструмент).
- Протяжка — увеличение длины посредством снижения площади поперечного сечения.
- Раскатка на оправе — внутренний и внешний диаметр увеличивается, а стенозная толщина уменьшается.
- Пошивка — создание сквозных или глухих отверстий. Рабочим инструментом выступает прошивень, а для отвода необходима выдра.
- Скручивание — поворот определенного участка вокруг продольной оси.

Прессование
Этот вид ОМД подразумевает под собой помещение металлического предмета в специальную форму с дальнейшим выдавливанием через имеющееся отверстие. Эти процессы происходят за счёт мощного пресса и давления, которое способствует выталкиванию.
При этом важно помнить, что площадь отверстия не должна превышать площадь сечения используемого изделия. При выполнении этой работы деталь приобретает вид прута, форма и технические свойства которого устанавливаются в зависимости от отверстия. Эта методика отличается простотой и высокой эффективностью.
Она часто применяется для оловянных, медных, свинцовых, алюминиевых или цинковых предметов.
На основании того, какой материал используется, прессование металла бывает холодного и горячего типа. Если изделие выполнено из алюминиевого, оловянного, медного или прочего вещества, то оно не нагревается. Если используемые предметы имеют в составе никель или титан, осуществляется нагрев заготовки и рабочего инструмента. Выделяют 2 метода:
- Прямой — выдавливание осуществляется в направление движения пуансона.
- Обратный — перемещается навстречу движениям пуансона.
Использование этой тактики ОМД нередко сокращает срок эксплуатации, в связи с чем рекомендуется периодически наносить на рабочие поверхности минеральные масла, графит, канифоль или жидкое стекло. Несмотря на множество достоинств этой обработки, её главным недостатком считается большой пресс остаток (порядка 20%) в прессовочной камере.
Волочение металла
Главным инструментом, используемым в этой методике, является фильера (или волока). Овальная или фасонная форма пропускается через фильерное отверстие, из-за чего создаётся необходимый профиль с поперечным сечением.
Лучший пример исполнения этой техники — это создание проволоки, подразумевающее протягиванием заготовки с большим диаметром через несколько фильеров. В результате этих действий происходит его превращение в изделие нужного размера.
Технология пользуется спросом при необходимости получения деталей маленького диаметра, создании фасонных профилей, производстве тонкостенных труб и калибровки.
Материалом для волоки может быть инструментальная сталь, металлокерамический сплав или технический алмаз (при тонкой проволоке). Целью этой техники служил уменьшение трения, повышение стойкости инструментария и улучшение отвода тепла.
Существует несколько разделений волочения по разным критериям. Одной из них является:
- Сухое — в случае привлечения мыльной стружки.
- Мокрое волочение предполагает работу с мыльной эмульсией.
Также к основным категориям обработки металлов давлением на практике относятся следующие разновидности:
- Однократное — осуществляемся единственным проходом.
- Многократное — требует более одного прохода, благодаря чему осуществляется постепенное снижение поперечного сечения.
Объемная штамповка
Это технологический процесс, в результате которого происходит пространственное изменение различных объемных заготовок, имеющих простейшую геометрическую конфигурацию (цилиндрическую, призматическую и т.п.
), для того, чтобы изготовить из них детали гораздо более сложной формы. Такой эффект реализуется посредством специального штампа.
Исходя из конструктивной реализации, эта методика делится на 2 основных вида:
- Открытая — даёт возможность не придерживаться весовой точности. В ней предусмотрен зазор, расположенный между их движущимися элементами, куда отправляется лишний объём материала. Работая с открытым типом, необходимо удалить облой, который формируется по контуру.
- Закрытая — эта холодная и горячая обработка металлов под давлением не имеет специальных отверстий, а создание изделия проводится в ограниченном пространстве. Но важным условием является грамотный расчёт габаритов (вес и объём).
Листовая
Исходя из ожидаемого результата, эта разновидность ОМД делится на:
- Разделительную — включает в себя пробивку, отрезку и вырубку.
- Формообразующую — состоит из таких элементов, как чеканка, а также гибка и раздача и т.д.
При работе с этой методикой требуется гидравлический пресс или кривошипно-шатунный. Главной деталью этого оборудования считается штамп из матричных элементов и пунсона. Отличительной особенностью метода является отсутствие необходимости обрабатывать в дальнейшем. Для обеспечения высококачественного эффекта, применяемые детали должны иметь высокую точность.
Сегодня самым популярным и распространенным способом обработки является штамповка листового металла под давлением. Она пользуется спросом среди большинства промышленных отраслей, что значительно расширяет область применения. С ее помощью производятся как небольшие элементы радиоэлектронных аппаратов, так и кузова автомобилей и иных транспортных средств.

Комбинированная
Эта разновидность ОМД актуальна при возникновении необходимости одновременного использования нескольких технологий. Комбинировать можно любые доступные на сегодняшний день методы.
Их определение зависит от конечной цели, желаемого результата и текущего технического оснащения.
На практике комбинирование проводится достаточно часто, так как это дает возможность создавать более сложные формы и конфигурации.
На практике используется схема прокатки, которая позволяет оптимизировать производственный процесс и ускорить обработку. Благодаря высокому уровню пластичности используемого в производстве сырья, выбор наиболее подходящей технологии проходит исходя из конечной цели изготовителя.
Показатели способствуют созданию продукта необходимых размеров, заданным показателям или конкретным тех.заданиям. Максимальное количество промышленных отраслей задействуют в своем рабочем процессе разнообразные методы и технологии.
При этом учитываются такие обязательные факторы, как общие условия, при которых проводится изготовление и направление деятельности предприятия.
Работа с металлическими изделиями — это сложный, кропотливый и длительный процесс, требующий ответственного подхода. Для достижения желаемого и технически верного результата обязательно требуется привлечение специалистов и оборудования.
Добиться этого в домашних условиях практически невозможно, поэтому крайне важно обратиться в проверенную фирму, которая сможет предоставить достаточное количество оборудования, способного удовлетворить требования заказчика.
Компания «Сармат» обладает этими возможностями, позволяя реализовать самые сложные задумки.
Прокатка
Операция прокатки заключается в том, что металл обжимается между вращающимися валками прокатных станов.
Прокатка — самый массовый способ обработки металлов давлением. Количество выпускаемого металлургическими заводами прокатанного металла служит одним из важнейших показателей уровня развития металлопромышленности в стране.
Прокаткой получают рельсы, строительные балки разнообразного сечения, листы разной толщины, прутковый материал, трубы, т. е. основную продукцию для развития многих видов промышленности, строительства и транспорта.
Схема прокатки показана на рис. 1.
Как следует из схемы, два валка, установленных на расстоянии h(щель), вращаясь в разные стороны, захватывают благодаря трению заготовку, имеющую высоту Н, которая проходит между валками по направлению стрелки.
В процессе прохода между валками высота заготовки Н уменьшается до h, а длина увеличивается.
Величина Н-h называется абсолютной величиной сжатия, а отношение (H-h)/H* 100% — степенью обжатия, или относительным обжатием.
- Рис 1. Схема процесса прокатки
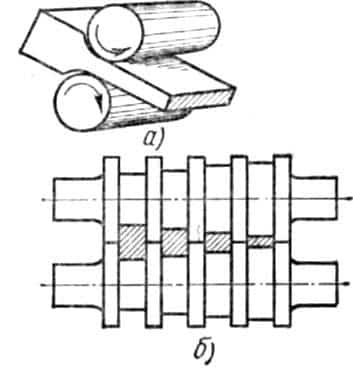
Рис. 2. Валки для прокатки металла:
а — листа, б — профилей
На рис. 2 показаны валки для прокатки листов и профилей. Группа валков, установленных в станине, образует так называемую клеть.
- Несколько оборудованных специальными вспомогательными устройствами соединенных между собой клетей составляют прокатный стан.
- Станы, в зависимости от изготовляемой продукции, бывают листопрокатные (производство листов), сортопрокатные (производство балок, прутков, полос), трубопрокатные (производство труб), рельсобалочные и специальные.
- Прокатные станы различаются также в зависимости от того, в каком состоянии обрабатывается металл — в горячем или холодном.
В зависимости от количества валков прокатные станы бывают двухвалковые, трехвалковые, многовалковые. Станы называются реверсивными, если прокатка производится как в одном, так и в обратном направлении.
За последние два десятилетия советские конструкторы создали много прокатных станов с высокой производительностью и очень большой скоростью прокатки. Стан для прокатки тонкой ленты может выдать до 35 м/сек готовой продукции. Металл движется здесь со скоростью 125 км/ч, т. е. со скоростью самого быстрого поезда.
Прокатные станы большой мощности, предназначенные для предварительной обжимки крупных слитков, называются блюмингами и слябингами. Блюминги с диаметром валков от 840 до 1150 мм позволяют получать продукцию в виде обжатых слитков сечением от 140 х 140 до 450×450 мм. Такие обжатые слитки квадратного сечения (блумсы) весят до 10—12 т и более.
Слябингаминазываются мощные станы для прокатки листовых заготовок толщиной до 250 мм и длиной до 5 м. Как блюминги, так и слябинги обладают огромной производительностью от 1,5 до 2 млн. 1 слитков в год.
Необходимость получения больших слитков объясняется тем, что растущая потребность в металле заставляет увеличивать размеры печей, разливка же стали из больших печей в мелкие изложницы сопровождается трудностями и невыгодна экономически.
Виды проката. Металл, подвергнутый обработке прокаткой, называется прокатом. Прокат делится на следующие основные виды: листовой, сортовой, трубы.
Листовой прокат различается:
-по качеству исходного материала, т. е. в зависимости от того, какая сталь подвергалась прокатке — обыкновенная или повышенного качества;
- — по способу изготовления — прокаткой в горячем или в холодном состоянии;
- — по толщине листов: тонкий листовой прокат — до 4 мм, толстый — более 4 мм;
- — по отделке поверхности — глянцевый, матовый, полированный, с покрытиями.
- Из стального листового проката наиболее широко применяют следующие виды:
- — сталь листовая кровельная в отожженном состоянии;
— сталь листовая декапированная, т. е. мягкая и пластичная, с повышенным сопротивлением коррозии после отжига и травления, употребляемая как заменитель цветных металлов;
— сталь черная полированная — после отжига и полировки, применяемая как облицовочный материал;
— белая жесть — тонкие листы мягкой стали, покрытые оловом.
Сортовой прокат различают по форме и размерам поперечного сечения, по отделке поверхности и термической обработке, которой подвергался данный вид проката, т. е. отожженный прокат, без отжига, нормализованный и т. д.
- Из сортового проката наиболее широко применяют:
- — рельсы, швеллеры (крупный сорт);
- — балки углового, таврового, двутаврового профиля, полосы (средний сорт);
- — арматурное железо, прутки, катанка (мелкий сорт).
Сортовой прокат имеет самые разнообразные фасонные профили (рис. 3).
В промышленности все чаще применяют профильный листовой прокат, а также прокат с периодически изменяющимся по длине профилем. Такой прокат применяют в качестве заготовки для штамповки, что позволяет уменьшить отходы металла и значительно снизить трудоемкость при изготовлении изделий.
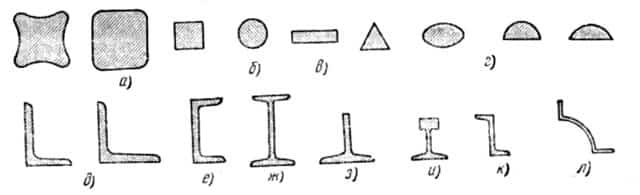
Рис. 3. Основные виды профилей проката: а — квадратная сталь, б — круглая сталь, nbsp; в — полосовая сталь, nbsp; г — треугольная, опальная, полукруглая, сегментная, д — угловая сталь неравнобокая и равнобокая, е — швеллеры, ж — двутавровая сталь, э — тавровая сталь, и — рельсы, к — зето вая сталь, л — колонная сталь
Бесслитковая прокатка.
Способом, показанным на рис. 4, прокатывают жидкий металл, который из ковша 1 через желоб 2 направляют в воронку 4 между двумя вращающимися валками 3, охлаждаемыми водой.
Попадая в воронку, металл затвердевает и изменяет форму, как и при обычной прокатке.
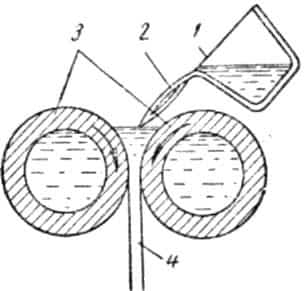
Рис. 4. Схема бесслитковой прокатки
Трубный прокат.
Особой отраслью прокатки является производство труб, которые широко используют в машиностроении, строительстве зданий, в разведочном бурении, для водо-, нефте- и газопроводов и т. д.
Огромной потребностью народного хозяйства в производстве труб вызвано изобретение станов сверхвысокой скорости. Самой высокой в мире скоростью обладают агрегаты печной сварки труб, работающие на Челябинском и Таганрогском металлургических заводах. Ежеминутно Стан выдает 500 м водопроводных труб.
Трубы изготовляют сварными и бесшовными.
Сварные трубы получают путем прокатки заготовок на полосы и последующей их сварки.
Ширина полос должна соответствовать диаметру изготовляемых труб. Кромки полос скашивают на кромкострогальных станках так, чтобы при наложении одной кромки на другую толщина стенок сварной трубы была одинаковой. Затем следует нагревание полос, загибка их в трубу, протягивание через воронку на волочильном стане и сваривание.
В последнее время применяется новый, более производительный метод — спиральная сварка, при которой полоса свертывается спиралью и соприкасающиеся кромки свариваются с помощью специального сварочного аппарата.
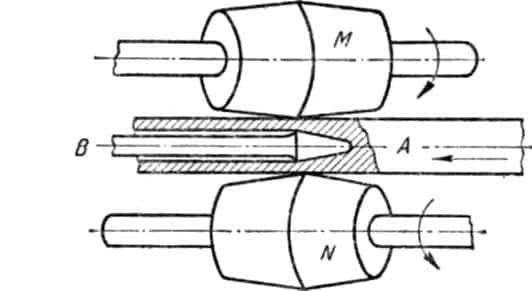
Рис. 5. Схема прокатки заготовки для получения бесшовных труб:
А —заготовка, В — цилиндрический стержень, М и N — валки
Изготовление бесшовных труб состоит из двух операций:
получения отверстия в болванке с помощью конических валков и оправки (рис. 5); последующей прокатки полученной заготовки, нагретой до 1100—1200° С на специальном стане. Тонкостенные трубы изготовляют волочением заготовок на подвижных или неподвижных оправках.
Трубы различают не только по способу производства, но и по ряду других признаков: по материалу, диаметру, толщине стенок, по длине, термической обработке, состоянию поверхности (без покрытий и с покрытиями), по химической стойкости и назначению.
Что такое прокат и где он применяется?
Человечество давно научилось обрабатывать металла и сплавы на их основе. Для это используются разные технологии. Прокат — это популярная технологическая операция, с помощью которой изготавливают различные металлические детали.
 Сортовой прокат
Сортовой прокат
Что такое прокат?
Прокатка — это обработка металла, при которой на материал воздействует повышенное давление. Прежде чем он попадает под катки он проходит термообработку.
Под воздействием высокой температуры металл становится податливее, что позволяет изготавливать из него продукцию разного размера, формы.
С помощью этой технологической операции получаются трубы, листы, балки, арматура, прутья, швеллера, уголки.
Виды проката
На заводах применяют разные виды проката. Технологии отличаются по используемому оборудованию, этапам проведения работ. Для изготовления деталей из стали используют станки разной конструкции.
Листовой
Это популярный вид обработки металла, при котором деталь сначала нагревают, а потом пропускают через вращающиеся валки. Технология может проводиться двумя способами:
- Горячекатная — метод подразумевает нагрев материала до 1700 градусов по Фаренгейту. После нагревания металл становится более пластичным, менее твердым. Однако прокатка при высоких температурах не позволяет точно просчитывать размер готовых изделий после остывания. Дополнительно к этому, сильный нагрев способствует образованию окалины, которую нужно убирать.
- Холоднокатная — технология подразумевает малый разогрев заготовок, перед проведением дальнейших работ. Поверхности деталей очищаются от окалин. После этого их подвергают другим технологическим операциям.
Первый вариант прокатки более экономичный. С его помощью можно работать с листами большой толщины. Второй метод позволяет создавать более точные по размерам детали, но не подходит для работы с листами металла толщиной более 5 мм.
Сортовой
Этот вид технологии можно разделить на горячий и холодный методы. С его помощью изготавливается:
- проволока, арматура;
- шестигранники, квадраты;
- круги, полукруглые детали.
Фасонный
Малая группа проката. Название технология получила из-за сложной формы готовых изделий. На выходе получаются детали большой величины. Их изготавливают на промышленных станках. Продукцию фасонного проката можно разделить на две группы:
- Для массового назначения. К ней относятся швеллера, угловые профиля.
- Для специального назначения. К ним относятся рельсы для железнодорожных или трамвайных полотен, перекрытия, балки, промышленные упоры.
Такой способ проката применяется в строительстве.
 Фасонный прокат
Фасонный прокат
Оборудование
Чтобы понимать, как изготавливаются разные детали, нужно знать какое оборудование используется при проведении технологических процессов. Прокатка проводится на следующих станках:
- Проволочные механизмы. С их помощью изготавливается проволока диаметром до 10 мм.
- Слябинги — предназначены для обработки длинных прямоугольных изделий.
- Блюминги — используются при изготовлении больших квадратных изделий. Помимо квадратных сечений, механизмы могу делать заготовки разной формы.
- Трубопрокатные — промышленные машины, которые используются для создания металлических труб разного диаметра.
Прежде чем начинать прокатку металл разогревается с помощью промышленных печей, подаётся через отрезные ножницы к вращающимся валам.
Техника выполнения
Специалисты выделяют два способа прокатки:
- Металлические слитки разогреваются и подаются к специальным зажимным механизмам. Поверхность заготовки очищаются от образовавшихся дефектов. Заготовки нагреваются повторно, подаются через вращающиеся валы ещё раз.
- Промышленный способ, подразумевающий постоянное литье без перерыва. Расплавленный металл подаётся под вращающиеся катки. Это метод подходит для обработки цветных металлов.
Далее изделия подвергаются токарным работам, шлифовке, фрезеровке, расточке, сверлению, разрезанию. Этапы прокатки алюминиевых сплавов:
- Лист проходит через подвижные катки, чтобы получились ровные поверхности.
- Металл фрезеруется.
- На заготовку с двух сторон накладываются алюминиевые листы.
- Деталь нагревается.
Последними этапами идёт отжиг, холодная прокатка.
Прокат — технологическая операция, с помощью которой изготавливают металлические детали разных размеров и формы. Существует несколько способов обработки. Продукция, которую делают с помощью этого метода обработки, популярна в различных направлениях промышленности.
( 2 оценки, среднее 1 из 5 )
Процесс прокатки металла — Знать про все

Процесс формообразования металлов в полуфабрикаты или готовые формы путем прохождения между валками называется прокаткой. Завальцовка наиболее широко используемый процесс формирования металла. Она использована для того, чтобы преобразовать слитки металла к простым элементам таким как заготовки, слябы, листы, плиты, прокладки и прочие.
При прокатке металл пластически деформируется путем пропускания его между роликами, вращающимися в противоположном направлении. Основной задачей прокатки является уменьшение толщины металла. Обычно наблюдается незначительное увеличение ширины, так что уменьшение толщины приводит к увеличению длины.

Операция прокатки
Прокатка производится как в горячем, так и в холодном состоянии. Он выполняет в прокатных станах. Прокатный стан — это сложная машина, имеющая два или более рабочих ролика, опорные ролики, валковые клети, приводной двигатель, редуктор, маховик, сцепное устройство и т.д.
Ролики могут быть простыми или рифлеными в зависимости от формы проката. Металл постепенно меняет свою форму в течение периода, в котором он находится в контакте с двумя роликами.
Ассортимент продукции, которую можно производить методом прокатки, очень велик. Прокатка является более экономичным методом деформирования, чем ковка, когда требуется металл в длинных отрезках однородного поперечного сечения.
Он является одним из наиболее широко используемых среди всех процессов металлообработки, из-за его более высокой производительности и более низкой стоимости. Обычно прокатываемые материалы — это сталь, медь, магний, алюминий и их сплавы.
Последовательность операций, связанных с производством проката
1) первичная прокатка:
Основная завальцовка использована для того, чтобы преобразовать слиток металла к простым элементам таким как плиты. Этот процесс уточняет структуру отливаемого слитка, улучшает его механические свойства и устраняет скрытые внутренние дефекты.
2) горячая прокатка:
Слябы полученные от первичной завальцовки, снова преобразованной в плиты, листы, штанги и структурные формы, процессом горячей завальцовки.
3) холодная прокатка:
Холодная прокатка обычно представляет собой процесс отделки, в котором изделия, изготовленные горячей прокаткой, получают окончательную форму. Эти процессы обеспечивают хорошую поверхностную отделку, более близкие допуски на размеры и увеличивают механическую прочность материала.
Сталь, которую мы получаем из переплавочного цеха или с заводов по производству стали, в основном представлена в виде слитков. Слитки имеют примерно квадратное поперечное сечение 1,5 м х 1,5 м и весят в тоннах.
- Эти слитки сначала нагревают до температуры около 1200°C в нагревательных ямах, а затем пропускают через ролики для получения промежуточных форм. Вышеупомянутый элемент имеет приблизительно следующие размеры:
- Литые слитки-1,5 м х 1,5 м (прямоугольное поперечное сечение)
- Слябы-ширина: 500 до 1800 мм (прямоугольное поперечное сечение) толщина: 50 до 300 мм
- Заготовки-от 30 мм до 150 мм квадратной формы.
- Плиты-6 мм и более толщиной, шириной 1200-1400 мм, длиной 6000 мм.
- Листы-толщина от 0,5 мм до 5,0 мм
Ширина полосы: 750 мм или менее. (Узкая плита или лист).
Последовательность операций при прокатке бруса
Прокатка — это процесс, который заключается в пропускании металла через зазор между роликами, вращающимися в противоположном направлении. Этот зазор меньше толщины обрабатываемой детали. Поэтому, ролики обжимают металл при одновременном переносе его вперед из-за трения на интерфейсах ролик-металла.
Когда заготовка полностью проходит через зазор между роликами, она считается полностью обработанной. В результате толщина заготовки уменьшается, а ее длина и ширина увеличивается.
Однако увеличение ширины незначительно и обычно игнорируется. Уменьшение толщины называется уклоном, тогда как увеличение длины называется абсолютным удлинением. Увеличение ширины известно как абсолютный разброс.
Смазка использована в процессе завальцовки для уменьшения трения между кренами и металлом, которые нужно свернуть. Трение играет очень важную и полезную роль в процессе прокатки.
Фактически оно отвечает за перемещение работы вперед между валками и поэтому не должен устраняться или сокращаться ниже соответствующего уровня.
Это является важным соображением при выборе смазки для процесса прокатки.
При холодной прокатке стали используют жидкие смазочные материалы с низкой вязкостью, парафин подходит для цветных материалов, таких как алюминий, медь и ее сплавы, чтобы избежать окрашивания в процессе последующей термической обработки. В то время как горячая прокатка часто проводится без смазочных материалов, но с потоком воды для получения пара и разрушения образовавшихся чешуек. Иногда в качестве смазочного материала используют эмульсию графитовой смазки.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью.
В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам.
Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.
Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.
Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
Продольная
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.
Поперечная
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Поперечно-винтовая
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.
Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней.
При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью.
Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии.
Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др.
Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.
Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой.
В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения.
Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.
Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
По степени чистоты формируемой поверхности волочение может быть:
Линия волочения медной проволоки
По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми.
В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла.
Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.
Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.
Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.





