- Виды алюминиевой проволоки и правила ее применения
- Особенности подающих механизмов для алюминиевой сварочной проволоки
- Порошковая проволока для полуавтомата (сварки без газа)
- Особенности применения
- Основные требования к проволоке
- Эксплуатационные особенности
- Виды порошковой проволоки
- Особенности техники сварки
- Сварка полуавтоматом с помощью порошковой проволоки (видео)
- Сварочная проволока для полуавтоматов: виды и необходимая информация
- Разновидности проволоки
- Порошковая
- Омедненная
- Легированная
- Сварочная проволока с флюсом
- Сварочная проволока для нержавейки
- Алюминиевая сварочная проволока
- Маркировка
- Диаметр проволоки
- Популярные марки
- Заключение
- Какую проволоку лучше выбрать для сварки полуавтоматом?
- Разновидности электродной проволоки. Их принцип действия
- Маркировка сварочной проволоки
- Алюминиевая проволока для полуавтомата
- Омедненная проволока
- Нержавеющая проволока для использования в полуавтоматической сварке
- Порошковая проволока для полуавтомата
- Полезные советы при выборе сварочной проволоки

Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
 Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)

- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
 Алюминиевая проволока для полуавтомата
Алюминиевая проволока для полуавтомата
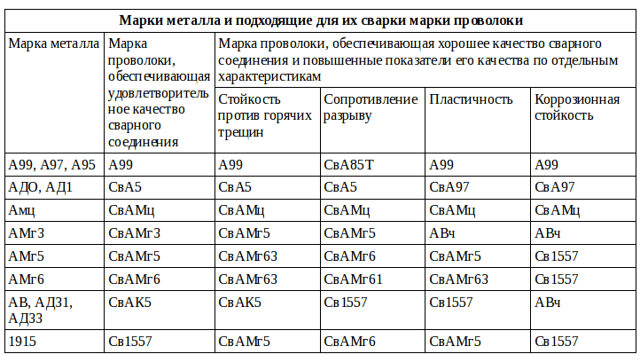
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм

Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки



- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
Источник: https://prosto-instrumenty.ru/alyuminievaya-provoloka-dlya-poluavtomata/
Порошковая проволока для полуавтомата (сварки без газа)
- Порошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс.
- Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки.
Порошковая проволока для сварки
- Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной.
- Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа.
Особенности применения
Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей.
какой проволокой осуществляется пломбирование?
Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты.
Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа.

Порошковая проволока для сварки стыков внахлест
Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия.
как производят холоднотянутую проволоку, и где ее применяют?
- Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом.
- Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку.
- Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу.
- Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность).
- Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла.

Сварочный аппарат «Искра» MIG-280S
К слову, описанная сварочная проволока 250-й маркировки, также как и аналогичные материалы, имеет свою полярность.
Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов.
чем хороша оцинкованная проволока?
Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает.
Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.
к меню ↑
Основные требования к проволоке
Как уже упоминалось представленная проволока, с участием которой сварочный полуавтомат производит варку, имеет трубчатый вид.
Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой).

Внутри проволока заполнена специальным порошком
Основой для такого расходного материала, который использует полуавтомат, является специальная металлическая лента, которая имеет свою полярность.
- На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность.
- На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера.
- Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
- назначения;
- способов применяемой защиты;
- возможностей проведения работ из различных положений в пространстве;
- некоторых механических свойств.
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали.

Вид сварного шва после сварки с применением порошковой проволоки
Помимо этого, проволока разделяется на два основных класса. К первому относится такая продукция, которая обеспечивает сваривание с ориентировкой на обычные условия.
Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва.
Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе.
Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним.
При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества.
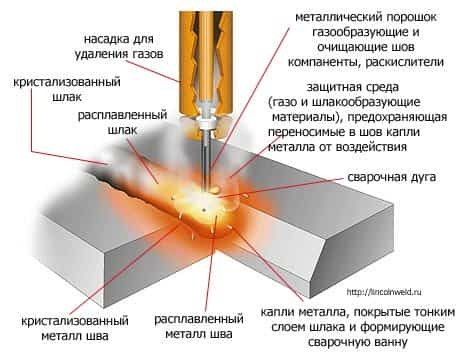
Схема процесса сварки с помощью порошковой проволоки
Следует обратить пристальное внимание на то, что шлак, который будет образовываться в процессе плавления должен с высокой степенью равномерности покрывать весь образовавшийся шов.
Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы.
Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях.
К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем.
Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали.

Сварочный аппарат для сварки порошковой проволокой
При этом сварка должна проводиться без случайно возникающих колебаний в максимально опущенном положении.
В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва.
В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.
к меню ↑
Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.

Такой метод сварки имеет массу преимуществ
При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.
Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
какую проволоку применяют при изготовлении рабицы?
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
к меню ↑
Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
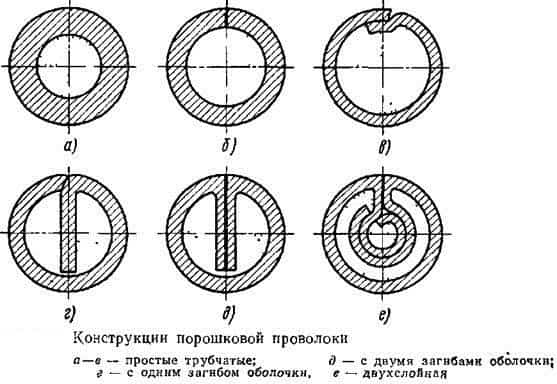
Конструкция порошковой проволоки (вид в разрезе)
- В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
- Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
- По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
об особенностях производства и назначении горячекатанной проволоки.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
к меню ↑
Особенности техники сварки
- Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
- Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
- Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
- При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
как и где применяют вязальную проволоку?
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
к меню ↑
Сварка полуавтоматом с помощью порошковой проволоки (видео)
Источник: https://armaturniy.ru/setka/provoloka/poroshkovaya-dlya-poluavtomata.html
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов.
Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали.
Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная
 Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий.
И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках.
В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:
- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва.
Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла.
При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Источник: https://voltobzor.ru/svarka/svarochnaya-provoloka-dlya-poluavtomatov
Какую проволоку лучше выбрать для сварки полуавтоматом?
Сварочная (электродная) проволока – незаменимый материал, используемый при соединении металлических поверхностей. Благодаря ей образуются устойчивые межмолекулярные связи стыкуемых поверхностей, возникает прочный сварной шов.
Так как детали, подлежащие сварке, впоследствии подвергаются интенсивному использованию, то к выбору присадочного компонента стоит отнестись со всей ответственностью.
Предлагаем вам узнать, какая сварочная проволока оптимально подойдет для полуавтомата.
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.
сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва.
Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
- Без использования газа (FLUX).
сварка полуавтоматом флюсовой проволокой без газа
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока.
Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать.
Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур.
Маркировка сварочной проволоки
При расшифровке маркировки сварочной проволоки для полуавтоматов обязательно акцентируйте свое внимание на начале шифра, где указана толщина изделия. Следующее буквенное сокращение — указание на предназначение проволоки: наплавочная (Нп) или сварочная (Св). Затем в некоторых случаях указывается, сколько углерода содержится в материале. Это число составляет сотые доли процента.
Буквы А и АА свидетельствуют о степени чистоты проволоки от фосфора, серы, иных вредных примесей.
Следующие за ними буквы указывают на легирующие элементы, такие как молибден (М), кремний (С), никель (Н), хром (Х), цирконий (Ц), медь (Д), ванадий (Ф), титан (Т), марганец (Г), алюминий (Ю).
Если затем проставлена какая-нибудь цифра, то она указывает процентное присутствие элемента. Если же числа нет, то этого элемента в проволоке содержится не более 1 процента.
После прописывается, каким способом проволока была выплавлена: ВИ – в вакуумно-индукционных печах, ВД – в вакуумно-дуговых печах, Ш – с применением электрошлакового переплава.
Дополнительное обозначение Э ставится тогда, когда с помощью проволоки можно изготавливать электроды. Для указания на омедненную поверхность изделия маркировка содержит букву О.
Наконец, должен быть указан государственный стандарт, которому соответствует изделие.
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний.
Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка. Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия.
Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов.
Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.
Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
С технологией сварки меди можно ознакомиться здесь.
Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для сварки нержавейки полуавтоматом лучше всего сваривает легированные стали, которые соединяют с помощью предотвращающих окисление газов.
Нержавеющая сварочная проволока задействована в металлургии, нефтепереработке, пищевой промышленности, медицине, химической промышленности, при изготовлении автомобилей и в иных сферах жизни.
Надежно соединить поверхности из нержавейки часто нужно и в бытовых условиях – например, при монтаже оград или сооружении каркасов для парника.
Нержавеющая проволока для того, чтобы шов был защищен от окисления, насыщена примесями фосфора, азота, хрома, марганца и углерода.
Проволока из нержавейки для полуавтомата имеет следующие плюсы:
- Равномерно поступает в полуавтомат.
- Обеспечивает прочный шов, не имеющий поры.
- Имеет плотную рядную обмотку.
- Гарантирована высокая производительность.
- Количество дыма минимально.
Проволока для сварки нержавейки полуавтоматом с газом ограничивает выбор полярности, используемой при работе: нужно выбирать обратную. Если же вы планируете воспользоваться нержавеющей флюсовой проволокой, то необходима полярность прямая.
Порошковая проволока для полуавтомата
Порошковая проволока для полуавтомата, она же проволока с флюсом, применяется без участия защитного газа. Она изготавливается в форме трубки, которая содержит флюс. Масса его может составлять от 15 до 40 % массы изделия.
Проволокой с флюсом можно производить сварку по нержавейке, по алюминию, меди, титану, стали. Кроме проведения сварки полуавтоматом в нормальных условиях, эту проволоку используют при варении под водой, соединении арматуры, принудительном создании шва.
Однако, по свидетельствам профессионалов, полую трубку невозможно заполнить порошком, если в ней отсутствуют поры. Поэтому нельзя гарантировать, что зона сварки будет полностью сплошной и сверхпрочной. Кроме того, необходимо хорошо очищать металлические поверхности от образующегося шлака.
Используется преимущественно в нижнем положении.
При всех ее недостатках, флюсовая проволока для полуавтомата без использования газа вам нужна, если:
- Планируется применение высокоплотного тока (примерно 200 А на мм2),
- Вам предстоит большой объем работ.
Полезные советы при выборе сварочной проволоки
Чтобы сварка полуавтоматом гарантировала качественный результат, и работу не пришлось переделывать несколько раз, нужно ответственно подойти к выбору проволоки.
Неверно подобранный химический состав, как правило, становится причиной разницы в температурах плавления. Проволока, плавящаяся позже поверхности металла, не может организовать качественный шов. Приобретая сварочную проволоку для полуавтоматов, учитывайте:
- Назначение. Производители размещают на упаковках предписания, для каких металлов лучше использовать ту или иную марку. К этим рекомендациям прислушиваться необходимо.
- Диаметр. Этот показатель зависит от толщины свариваемых деталей.
упаковка проволоки для полуавтомата
- Количество в упаковке. Расходный материал продается в катушках по 1 кг, 5 кг (для полуавтоматов, применяемых в быту); 15 кг, 18 кг (для профессиональных сварочных устройств).
- Температуру плавления. Должна быть ниже температуры плавления детали.
- Внешний вид. Поверхность изделия должна быть чистая, не иметь налета ржавчины, пятен краски или машинного масла.
Источник: https://zen.yandex.ru/media/id/5bf3137cd8320000adc8b015/5d89e03ee4f39f00b24d964b





