- Координатно-расточные станки: особенности, принцип работы, критерии выбора
- Предназначение координатно-расточного станка
- Комплект поставки
- Виды агрегатов
- Обзор координатно-расточных станков с техническими характеристиками
- Краткое описание
- Главные характеристики
- Как сделать к.р. станок своими руками?
- Особенности выбора координатно-расточных станков
- Предназначение
- Устройство и принцип работы
- Технические характеристики
- Разновидности
- Принцип выбора
- Преимущества и недостатки
- Производители и стоимость
- Изготовление своими руками
- Направляющие элементы
- Привод
- Кардан
- Ходовой вал
- Разрезная гайка из бронзы
- Эксплуатация
- Расточные работы металлических деталей — главные нюансы
- Виды и нюансы
- Классификация станков
- Горизонтально-расточные
- Координатно-расточные
- Типаж и особенности координатно-расточных станков
- Уход за координатно-расточными станками
- 12.4.2. Координатно-расточные станки
Координатно-расточной станок – это универсальное оборудование для выполнения серийных и одиночных работ. В нем шпиндель размещается вертикально либо горизонтально.
Координатно-расточной станок может выполнять различные операции. На нем допускается производить:
- нарезание резьбы;
- растачивание отверстий (как чистовое, так и черновое);
- фрезерование плоскостей;
- зенкерование отверстий (используется зенкер по металлу), а также их развертывание.
Кроме того, станки сверлильно-расточной группы дают возможность обрабатывать торцы и цилиндрические наружные поверхности всевозможных отверстий.
Рекомендуем ознакомиться
Расточные агрегаты могут иметь определенные конструктивные особенности. В зависимости от этих особенностей, а также от того, какая именно обработка на станках обычно выполняется, описываемое оборудование делят на специализированное и универсальное. А установки универсальной группы подразделяют на вертикально-, координатно-, горизонтально- и алмазно-расточные станки.
Главным признаком расточных агрегатов считается наличие в их конструкции шпинделя (располагается горизонтально или вертикально), осуществляющего движение осевой подачи.
Так как подобное станочное оборудование способно выполнять множество разных по характеру работ, заготовка в них нередко обрабатывается по полному циклу.
При этом, что очень важно, изделие не нужно переставлять на другие металлообрабатывающие агрегаты.
По этой причине вертикально-расточные и иные установки, на которых происходит растачивание отверстий и прочие операции, так востребованы крупными предприятиями машиностроительной отрасли, где производится сложная обработка деталей. Основной характеристикой, описывающей технический потенциал оборудования для растачивания, считается сечение шпинделя.
Данная величина также определяет главные геометрические размеры агрегатов, будь то токарно-расточные станки либо стандартные вертикально-координатные установки. В шпинделе выполняется фиксация рабочего инструмента. Координатно-расточной станок использует машинные метчики, сверла, разнообразные режущие приспособления – фрезы, зенкера, резцы и так далее. О нем речь пойдет далее.
Существует четыре типа установок, на которых выполняется растачивание отверстий и прочая обработка изделий – токарно-расточные, алмазно-расточные, координатно-расточные и горизонтально-расточные. Координатно-расточной станок признается наиболее универсальным и многофункциональным, что позволяет применять его практически для всех известных операций обработки отверстий.
На таком агрегате можно даже осуществлять на высоком уровне точности разметочные процедуры за счет того, что он обычно оснащается множеством электронных, механических, индуктивных и оптических механизмов отсчета, которые гарантируют безупречные измерения передвижений подвижных узлов. Другое достоинство координатных станков – наличие поворотного универсального рабочего стола, благодаря которому становится доступной обработка наклонных отверстий.
Вращение шпинделя в рассматриваемых агрегатах считается основным (рабочим) движением, а его перемещение по вертикали является движением подачи. Конструктивно координатно-расточной станок может иметь одну или две стойки. На оборудовании с двумя стойками установочным движением признаются следующие передвижения:
- рабочей поверхности (продольное);
- шпиндельной бабки с траверсой (перемещается вертикально);
- бабки по траверсе (поперечное).
В одностоечных станках различают два вида установочного движения:
- вертикальное – шпиндельной бабки;
- в продольном и поперечном направлениях – шпинделя.
Обработка деталей на координатно-расточных установках осуществляется при помощи специального инвентаря. Чаще всего используются расточные головки, которые монтируются в различные приспособления. Хорошо известен, например, универсальный механизм, дающий возможность выполнять одновременное растачивание в матрицах конуса и отверстий.
Головки для него обязательно имеют державку (выполнена цельнометаллической) хвостовика, на которой располагается паз, необходимый для перемещения резца на ползуне. Кроме того, головки оснащаются интегрированным в распределительную планку автоматическим элементом. Во время работы он периодически отсылает сигналы ползуну, который и передвигает резец.
Устанавливают и используют рассматриваемый механизм далее указанным способом:
- хвостовик рабочей автоматической головки монтируют при помощи кольца-зажима на шпиндель;
- к цилиндру (снизу) подсоединяют ролик на роликодержателе, который крепится к небольшому хомутику.
Также активно используется и приспособление, позволяющее выполнять высокоэффективное и быстрое растачивание пресс-формы (ее матрицы). Эту заготовку ставят на стол и фиксируют с двух сторон посредством болтов прижимами.
Обработка полости матрицы (ее растачивание) выполняется при помощи головки регулирующего типа. Форма корпуса такой головки – квадратная.
Она снабжена кольцом-регулятором со шкалой, в нижней части устройства располагается паз («ласточкин хвост»).
По нему двигается ползун с резцом на держателе. Настройка головки осуществляется двумя микровинтами (один предназначен для предварительной регулировки, второй – для точной).
Применяются на координатных станках и иные специальные приспособления для растачивания отверстий, зенкерования и так далее. Их конструкция зависит от того, какие конкретно операции выполняются на агрегате.
Заметим, что не во всех подобных механизмах используются головки.
Алмазно-расточные станки характеризуются повышенными скоростями выполнения режущих процедур и малыми подачами. Они могут быть двух- и односторонними, много- и одношпиндельными, горизонтальными и вертикальными. Чаще всего, такое оборудование эксплуатируется на комбинатах, которые выпускают крупными партиями авиационные, сельскохозяйственные и автомобильные изделия.
Алмазно-расточные станки гарантируют уникальную четкость обработки отверстий, класс их шероховатости не ниже восьмого, минимальные отклонения по сечению. Данные установки имеют глубину резания не более 0,55 мм (минимум – 0,05).
Обработка деталей на них выполняется со скоростью до 1000 метров в минуту.
Алмазно-расточные станки работают исключительно с твердосплавными и высокоточными алмазными режущими инструментами, которые обеспечивают превосходное растачивание следующих изделий:
- блоков цилиндров;
- гильз двигателей транспортных средств;
- вкладышей и втулок;
- головок блоков автотехники;
- шатунов.
Кроме того, алмазно-расточные станки применяются для черновых операций. К ним относят – растачивание канавок и конусов, наружное и внутреннее обтачивание конусных заготовок, подрезание торцов и многие другие. Обработка изделий на «алмазных» агрегатах выполняется при помощи комплектов инструментов и наборов съемных шпинделей, которые поставляются производителем вместе со станком.
Горизонтально- и токарно-расточные станки представляют собой разновидности координатных агрегатов.
Горизонтально-расточное оборудование отличается от вертикально-расточного, как понятно из названия, расположением шпинделя, вращательно-поступательное перемещение коего считается главным.
Подача в нем передается обрабатываемому на столе изделию, используемому рабочему инструменту или применяемому приспособлению.
К перемещениям вспомогательного характера таких станков относят следующие установочные движения:
- рабочей поверхности по двум координатам;
- шпиндельной бабки (вертикально);
- люнета на задней стойке и самой стойки.
Токарно-расточные агрегаты используются реже, чем все остальные станки расточной группы. Они востребованы крупными предприятиями, на которых производится комплексная обработка тех или иных промышленных изделий.
В наши дни нередко встречается расточной станок с ЧПУ, который отличается от обычных установок рядом достоинств. Среди них можно выделить несколько самых важных преимуществ:
- универсальность и простота технологической оснастки;
- повышенная производительность (до 2,5 раз более высокая по сравнению со стандартным расточным агрегатом любой конструкции);
- уменьшенная длительность производственного цикла;
- малое время на подготовку оборудования к переориентированию на выпуск новых изделий.
В целом, расточной станок с ЧПУ выполняет те же операции, что и обычный, но при этом его применение в любом случае является экономически более целесообразным. Обработка металлических деталей на таких установках, кроме того, характеризуется большей точностью и отсутствием брака, обусловленного ошибками оператора агрегата.
Расточной станок с ЧПУ с двумя либо одной стойкой по уровню точности может быть причислен к классу С либо А.
А по степени автоматизации описываемые установки делят на оборудование со сменой изделий и инструментов в автоматическом режиме, с предварительным набором координат и цифровой индикацией, а также на простые станки с программным управлением. Заметим, что на всех них, как правило, допускается осуществлять не только расточные, но и фрезерные работы.
Далее приводится список популярных станков расточной группы с числовым программным управлением:
- ДД450АФ10 и 2А450АФ10: характеризуются наличием режима электронного маховика и наличием измерительно-отсчетного электронного комплекса;
- 2Е450АФ30: в этих агрегатах имеется цифровая индикация и возможность постановки задачи в режиме диалога с оборудованием;
- 2Л450АФ4: особенности – графический монитор и контурная обработка по трем осям.
Отдельно скажем и о мобильных расточных станках, которые имеют малые размеры. Их обычно используют для хонингования и расточки мест посадки под седла разнообразных клапанов (регулирующих и стопорных) и выполнения иных расточных мероприятий не в заводских условиях. Благодаря мобильному расточному станку, многие работы по обработке изделий можно выполнять практически на любом объекте.
Источник: http://tutmet.ru/mobilnyj-koordinatno-almazno-vertikalno-rastochnoj-stanok.html
Координатно-расточные станки: особенности, принцип работы, критерии выбора
Такой тип техники применяется в обработке межцентровых отверстий если необходимо добиться максимально точных расстояний согласно с заданными на плоскости координатами. В процессе обработки заготовок не нужны дополнительные конструкции, направляющие инструмент.
Предназначение координатно-расточного станка
Используя этот вид агрегатов возможно выполнить:
- Максимально точное сверление.
- Растачивание.
- Чистовое фрезерование.
- Развертывание.
- Разметочные работы.
- Измерение и контроль параметров деталей.
В большинстве случаев такое оборудование используется для проделывания отверстий, при котором главным параметром является точность их взаимного размещения.
Комплект поставки
- Патроны.
- Переходные втулки.
- Оправки для фрез.
- Набор борштанг.
- Универсальный резцедержатель.
- Резцедержатель точной подачи.
- Микроскопе-центроискатель.
- Пружинный керн.
- Установочный центр.
- Резцы, сверла, развертки, метчики.
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки. Важно, что изделие не нужно перемещать между несколькими станками.
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Виды агрегатов
На сегодняшний день существуют следующие виды данных станков:
- Токарно-расточные.
- Алмазно-расточные.
- Координатно-расточные.
- Горизонтально-расточные.
Координатно-расточные агрегаты признаны самыми универсальными и многофункциональными, что позволяет использовать их почти для всех известных операций, связанных с обработкой отверстий.
На таких агрегатах могут выполняться разметочные процедуры, требующие высокой точности, ведь они оснащены электронными, механическими, индуктивными и оптическими устройствами подсчета, которые становятся гарантией безупречности измерений передвижений подвижных узлов.
Второе существенное достоинство — универсальный поворотный рабочий стол, благодаря ему можно работать с наклонными отверстиями.
Вращение шпинделя — основное (рабочее) движение, а вертикальное перемещение — движение подачи. В состав входит одна либо две стойки.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами.
Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку.
Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
Источник: https://tokar.guru/stanki-i-oborudovanie/koordinatno-rastochnoy-stanok-prednaznachenie-princip-raboty-vidy.html
Обзор координатно-расточных станков с техническими характеристиками
Узнать, что собой представляют координатно-расточные станки, и какие бывают виды, а также их технические характеристики, поможет предоставленная ниже информация.
В первую очередь стоит отметить, что они являются многофункциональным оборудованием, что позволяет производить достаточное количество операций, которые выполняются с высочайшей точностью. Кроме этого, можно делать несколько действий на одном и том же станке для одной детали. Это очень удобно, когда речь идет о больших деталях в машиностроении.
Краткое описание
Координатно-расточные станки широко используются в промышленности для обрабатывания необходимых деталей, как единичных экземпляров, так и в масштабном выпуске. Благодаря своей многофункциональности на них можно совершать такие операции, как:
- растачивание отверстий;
- обточка внешних поверхностей цилиндрической формы;
- разного рода сверления, обозначенные чертежами;
- также на них можно делать зенкерование;
- кроме этого, есть возможность проводить фрезеровочные работы;
- нарезания резьбы.
Хочется отметить, что одним из старых предприятий, что когда-то занималось изготовлением подобных агрегатов, считается Московский завод координатно-расточных станков. Он был сформирован еще 1942 году и на нем изготавливались станки для разных отраслей.
Благодаря высокой квалификации сотрудников МЗКРС это предприятие было одним из основных производителей подобных агрегатов советского государства. За время работы Московский завод координатно-расточных станков изготовил несколько поколений такого оборудования с применением ЧПУ. Но в начале 90-х годов он был признан банкротом, что стало предпосылкой к прекращению своего существования.

В эти же годы Куйбышевский завод координатно-расточных станков ЗАО «Стан-Самара» также перестал существовать, а на той же территории были открыты несколько небольших станкостроительных организаций, что занимаются также их ремонтом и усовершенствованием.
Но, к сожалению, на сегодняшний день производство осуществляется только несколькими предприятиями в таких странах, как Тайвань, Япония и в некоторых государствах Европы. Все это оборудование помимо ручного управления оснащены современными стойками с числительным программным управлением, в том числе это касается и тайваньских производителей.
Чтобы приобрести такие агрегаты стоит посетить официальный сайт предприятия, где есть возможность просмотреть технические характеристики, там же указывается и цена оборудования. Для того чтобы быть уверенным в качестве приобретенной продукции лучше всего приобретать ее у официального производителя. В этом случае цена будет намного ниже, чем в специализированных магазинах.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
- Видео: координатно-расточной станок 2431сф10.
Как сделать к.р. станок своими руками?
На сегодняшний день достаточно несложно купить подобного рода агрегаты, но цена их достаточно большая. Поэтому всегда можно попробовать сделать его в домашних условиях, но для этого необходимо предварительно знакомиться с конструкцией, и, конечно же, освоить досконально принцип работы и чертежи.
В первую очередь следует учитывать то, что для координатно-расточного станка требуется устойчивая поверхностная площадка, поскольку в процессе работы совершается высокая вибрация, что является недопустимой для совершения точных работ. Кроме этого, также нужно знать, какие детали потребуются для его сборки. К ним относится:
- Одним из основных элементов является станина, которая должна быть прочная и устойчивая.
- Шпиндель может располагаться вертикально и горизонтально относительно, осуществляющего движения осевой подачи.
- Расточные головки применяются в зависимости соответствия диаметра расточки.
- Рабочий стол с салазками.
- Что касается режущих инструментов, то расточные резцы должны взаимно передвигаться вместе с изделиями в прямоугольных и полярных координатах.
Поскольку станина, это костяк агрегата, то на ней должны располагаться Т-образный и две плоские направляющие, по которым будет происходить перемещение салазок. Кроме этого, необходимо чтобы на станине был размещен пульт управления, а также механизм, где будут задаваться координаты.
На задней части станины также должна располагаться стойка опорной конструкции, на которой размещена коробка переключения скоростей, блок направляющих, кожух клиноременной передачи.
На рабочую столешницу устанавливается обрабатываемая деталь, где в ходе движения по направлению к оси Х, если совершается движение стола по продольным направляющим. Относительно салазок, то они осуществляют непосредственно движение стола и самой заготовки по направлению к оси У, когда движение салазок идет по поперечной направляющей станины.
Обозначенный параметр замеров величины передвижения салазок и стола делается с помощью оптических устройств, а также прецизионных стеклянных линеек, что имеют 1000 делений, которые соответствуют одному миллиметру.
В зависимости от совершаемых работ на него следует установить соответствующие приспособления и инструменты, это, например, для растачивания отверстий и сверления, фрезерования, также резьбонарезывания, и, конечно же, линейной разметки. Благодаря тому, что данное оборудование имеет много разных вспомогательных инструментов, это дает возможность сэкономить на покупке дополнительного оборудования.
Источник: https://metmastanki.ru/koordinatno-rastochnoy-stanok-vidy-tehnicheskie-harakteristiki
Особенности выбора координатно-расточных станков
В промышленности и на производстве используется разнообразное оборудование для обработки отверстий. Одним из таких видов является координатно-расточной станок — универсальный аппарат для обработки отверстий с высокой точностью.
Координатно-расточной станок ( Instagram / pro_duct_mihnevo)
Предназначение
Оборудование применяется для обработки внутренних поверхностей цилиндрической формы. При этом не допускаются отклонения инструмента от центра отверстия. На оборудование выполняют следующие виды работ:
- сверление и расточка отверстий;
- обработка внешних поверхностей заготовок цилиндрической формы;
- снятие фаски, зенкерование, а также развертывание;
- обработка при помощи фрез плоских поверхностей;
- нарезание резьбового профиля;
- измерение деталей.
При помощи станка добиваются рассверливание отверстий в таких приспособлениях, как кондуктора, где необходима высокая точность.
При использовании инструмента с алмазной крошкой получают полированные поверхности, при жестком требовании допусков и посадок в сборочных чертежах.
Благодаря дополнительным приспособлениям производят замеры и разметку отверстий под острыми углами. При помощи оптических приборов достигается точности обработки и измерения до 0,004 мм.
Устройство и принцип работы
Координатный станок имеет следующую конструкцию:
- рабочий стол, который перемещается в двух направлениях по оси X и Y, на нем закрепляется обрабатываемая заготовка;
- стойка и станина изготавливаются из чугуна высокого качества, на них устанавливают металлические направляющие и панель управления станком;
- траверса;
- расточные головки.
Для выполнения расточки рабочим следует выполнить следующие манипуляции:
- закрепление детали на рабочем столе в специальном приспособлении;
- в конусе шпинделя устанавливается режущий инструмент;
- от размера детали зависит высота расположения траверсы с инструментом.
Для того чтобы установить шпиндель на определенные координаты проводят перемещение стола относительно резца. В промышленности выделяют несколько видов инструмента для координатных станков:
- проходные;
- подрезные;
- канавочные;
- резьбовые;
- сверла;
- зенкера и зенковки;
- развертки.
Расточка отверстий ( Instagram / remplazmatsentr)
Технические характеристики
Расточные станки по металлу имеют следующие характеристики:
- номинальные размеры поверхности рабочего стола — от 250х450 мм до 630х1100 мм;
- масса оборудования — от 1500 кг до 7800 кг;
- минимальный диаметр расточки — от 12 мм;
- возможность обработки отверстий — до 250 мм в диаметре;
- масса детали — до 600 кг;
- количество оборотов шпинделя — от 50 до 3000 оборотов в минуту;
- номинальная мощность приводного двигателя — от 2 кВт до 10 кВт.
Разновидности
Координатно-расточные станки по типу конструктивного исполнения бывают двух видов:
- Одностоечные. Заготовка в оборудовании закрепляется на рабочем столе, который перемещается по горизонтали в двух направлениях. При этом режущий инструмент устанавливается в шпиндель и двигается вертикально.
- Двухстоечные. Как и аналог имеет стол с возможностью крепления обрабатываемой заготовки, двигается только в продольном направлении. Применяемая в конструкции траверса имеет направляющие для перемещения шпинделя с инструментом по горизонтали и вертикали.
По автоматизации станка различают:
- установленные индикаторы, возможность набора координат для обработки;
- применение числового программного управления;
- приспособление для автоматической замены режущего инструмента в зависимости от условий обработки;
- возможность синхронизации с блоком программного управления рабочего стола, где закрепляется заготовка.
Размеры оборудования зависят от диаметра шпинделя.
Одностоечный координатно-расточный станок ( Instagram / rage_83)
Принцип выбора
При покупке оборудования следует учитывать следующие параметры:
- допустимый размерный ряд обрабатываемых деталей;
- массу станка;
- диапазон внутренних отверстий;
- количество оборотов шпинделя с инструментом в минуту;
- величину, массу заготовки;
- мощностные показания приводных двигателей по всем направлениям движения элементов оборудования.
Преимущества и недостатки
Достоинства:
- повышенная точность обработки заготовки в отличие от аналогов;
- увеличение производительности станка при использовании блока ЧПУ;
- использование в промышленности с возможностью монтажа оборудования в линиях серийного производства;
- защита рабочей зоны;
- получение отверстий сложных форм, при использовании программных координат;
- небольшие размеры;
- в промышленности данный аппарат способен заменить несколько станков.
Недостатки:
- высокая стоимость;
- сложный ремонт и обслуживание координатно-расточных станков, в результате чего требуется привлекать обученный персонал.
Высокоточное оборудование ( Instagram / stan.samara)
Производители и стоимость
Выпуском данного оборудования занимаются несколько компаний среди которых:
- ЗАО «Стан-Самара». Основано в 1991 году, параллельно на предприятии производят оборудование для шлифования.
- ОАО МЗКРС. Расположено в Москве, основано в 1942 году.
- Зарубежная модель Newall. Особенностью производимого оборудования считается размеры стола 380х530 мм.
- WKV, а также WHN.
При покупке координатно-расточных станков потребитель должен быть готов к затратам. Стоимость оборудования зависит от технических параметров и изменяется от 150000 рублей до 1500000 рублей.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
https://www.youtube.com/watch?v=EqrDY3hkgKY
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка ( Instagram / yulekmoto)
Привод
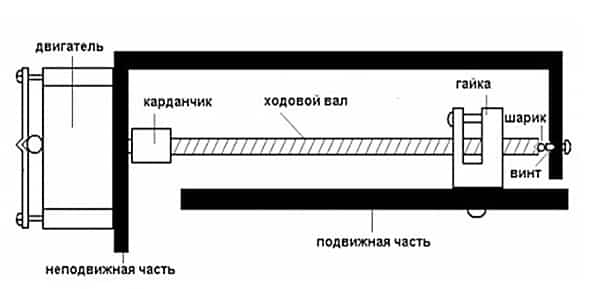
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Эксплуатация
Для предотвращения несчастных случаев следует соблюдать требования безопасности:
- при замене инструмента на высоте необходимо использовать закрепленные площадки;
- установку режущего инструмента проводить при полном останове шпинделя;
- резец подводить к заготовке на малой скорости, чтобы избежать поломки приспособления;
- запрещается приближаться на опасные расстояния к шпинделю при обработке;
- закреплять инструмент необходимо специальными приспособлениями;
- заготовки должны быть жестко закреплены на рабочем столе.
При соблюдении требований безопасности во время работы на координатно-расточном станке предотвращается возникновение несчастных случаев.
Корпус,координатно-расточная работа Особенности выбора координатно-расточных станков Ссылка на основную публикацию 

Источник: https://metalloy.ru/stanki/koordinatno-rastochnoy
Расточные работы металлических деталей — главные нюансы
Для токарно-расточных работ используют специализированное оборудование. Такие станки снабжены отсчетным устройством, способным контролировать уровень точности движения заготавливаемой детали относительно инструмента с минимальной погрешностью, степень отклонения размеров на заготовках.
Их используют для эффективной обработки межцентровых отверстий с точностью и полным соответствием размеров/расстояния базовым поверхностям.

Виды и нюансы
Работы на расточных станках разделяют на несколько видов:
- сверление и растачивание;
- чистовое фрезерование, в том числе торцов;
- развертывание и зенкерование отверстий;
- разметка.
Все мероприятия проводятся с отверстиями, которые получились в процессе ковки, сверления или литья. Их главная задача – увеличение диаметра изделий или достижение высоких показателей точности, а также необходимой чистоты поверхности.
Они отличаются низкой степенью производительности, но из преимуществ выделяют максимальную точность. Расточные работы часто применяются при серийном производстве продукции, хотя их используют и при выпуске штучных деталей.
Автоматизируют процесс и получают лучшую точность обработки с помощью специальных установок с ЧПУ.
Классификация станков
Расточные станки представляют особую группу оборудования, задачей которого является эффективная обработка крупноразмерных заготовок при индивидуальном или серийном изготовлении. С их помощью совершают различные операции: от сверления и зенкерования до фрезерования и нарезания резьбы.
Существует 4 типа станков:
- координатно-расточный;
- горизонтально-расточный;
- токарно-расточный;
- алмазно-расточный.
На каждом станке есть обозначения вида, а также его группа, модификация и характеристика.

Горизонтально-расточные
В этих установках шпиндель поставлен в горизонтальном положении. Все движения, которые нужны для реализации производственного цикла, сообщаются разным узлам. Движение подачи сообщается основному инструменту, тщательно закрепленному на шпинделе, или заготовке, которая расположена на столе; некоторых случаях сообщается оператору посредством подвижной ножки.
Координатно-расточные
Главным назначением таких установок является тщательная обработка отверстий с максимально высокой точностью расположения относительно базовых поверхностей. Эти станки универсальны, т. е. большинство расточных работ выполняется именно с их помощью.
Кроме того, на этих установок проводят разметочные операции, что обязательно в большинстве случаев.
Различают два основных типа станков: одностоечные и двухстоечные, различающиеся перемещением стола на определенные координаты, а также перемещением шпиндельной бабки.
Компания «ЛЗМ» предлагает услуги по выполнению расточных работ металлических деталей в Санкт-Петербурге.
Мы проводим все операции на современных специализированных станках, поэтому гарантируем качественный результат и минимальный срок исполнения заказа. По всем вопросам звоните по телефонам, указанным в разделе «Контакты».
Источник: http://oporamet.ru/articles/rastochnye_raboty_osobennosti_primenenie_stanki
Типаж и особенности координатно-расточных станков
 В различных отраслях машиностроения нашли применение координатно-расточные станки. Наибольшее распространение они получили в цехах инструментального и приборостроительного производства. Оборудование предназначено для выполнения операций растачивания, сверления, зенкерования, развёртывания, лёгкого фрезерования, а также разметки и контроля предварительно обработанных заготовок из стали и чугуна, полуфабрикатов из цветных сплавов и пластиков.
В различных отраслях машиностроения нашли применение координатно-расточные станки. Наибольшее распространение они получили в цехах инструментального и приборостроительного производства. Оборудование предназначено для выполнения операций растачивания, сверления, зенкерования, развёртывания, лёгкого фрезерования, а также разметки и контроля предварительно обработанных заготовок из стали и чугуна, полуфабрикатов из цветных сплавов и пластиков.
Фактически, на координатно-расточном станке можно выполнять все работы, характерные для оборудования фрезерной и сверлильной группы.
Отличительные особенности заключаются в высокой степени точности выполняемых действий и повышенных требованиях к заготовкам, во избежание потери станком прецизионных показателей, достигаемых посредством сложных оптико-механических, электрических устройств и автоматизации управления.
Оборудование используется в технологии выпуска единичных и серийных деталей, в крупносерийных и массовых цехах их применение нерационально. В наши дни широко внедрены координатно-расточные модели, оснащенные системами программного управления, позволяющими выполнять задания с высокой точностью и стабильностью размеров партии, снижающими затраты времени на наладку и обслуживание.
Существующие модели принадлежат к двум характерным разновидностям: одностоечным и двухстоечным. У первых шпиндельная бабка закреплена на стойке, у вторых – на траверсе.
Обрабатываемая заготовка закрепляется на высокоточном координатном столе, обеспечивающем прецизионную обработку.
Шпиндель устанавливают в рабочую позицию с помощью координатной системы стола, который перемещают до совпадения положения обрабатываемого элемента с инструментом.
Важное преимущество координатно-расточных моделей состоит в наличии системы коррекции, уменьшающей погрешности обработки и исключающей влияние износа винтов и направляющих на точность деталей.
Отсчет координат производится автоматически в оборудовании с ЧПУ или визуально станочником посредством системы из масштабных зеркальных валиков (линеек) со шкалами и оптических устройств. Линейки неподвижные, поэтому не подвержены влиянию погрешностей износа и люфтов.
Отсчет необходимых для установки заготовки перемещений производится по ним с помощью специальных микроскопов.
Источник: https://machine-tools-repair.com/tipazh-i-osobennosti-koordinatno-rastochnyx-stankov
Уход за координатно-расточными станками
Правильный уход за координатно-расточными станками обеспечивает их точность и долговечность. Хотя в последней главе книги рассматриваются меры по уходу за металлорежущими станками, здесь приведены специфические особенности по уходу за координатно-расточными станками, обеспечивающие наиболее высокую точность обрабатываемых деталей.
Координатно-расточные станки устанавливают в изолированном помещении, в котором поддерживается постоянная температура + 20° С. Необходимо обеспечить свободный доступ ко всем частям станка во время работы. Потолок и стены помещения должны быть выкрашены светлой масляной краской. При обработке на станках
деталей из сплавов, стружка которых легко воспламеняется (электрон), стены и потолок помещения, в котором установлен координатно-расточной станок, должны быть оштукатурены и выкрашены огнестойкой краской. Станок не следует устанавливать вблизи нагревательных приборов, а помещение необходимо оборудовать так, чтобы было исключено прикосновение тепловых лучей.
Изменение температуры обрабатываемой детали существенно влияет на точность ее изготовления. Известно, что тела при нагревании расширяются. Помещение, где установлен координатно-расточной станок, должно быть оборудовано подъемными механизмами.
Установка станков влияет на основные показатели их работоспособности — на качество обрабатываемых деталей, производительность и долговечность. Для точных станков наиболее важным является влияние установки на качество обрабатываемых деталей.
Прецизионные станки классов А и С должны обеспечивать обработку деталей с погрешностями формы, не превышающими нескольких десятых долей микрометра, и с шероховатостью поверхности 0,025-0,16 мкм. Обработка таких деталей невозможна без изоляции станков от колебаний оснований.
Основным критерием установки точных станков является уровень относительных перемещений, инструмента и детали в том направлении, которое влияет на изменение точности обработки деталей в зависимости от вибрации, как со стороны основания, так и со стороны привода.

При работе на одностоечных коордииатно-расточных станках колебания основание влияют на отклонение формы обрабатываемых поверхностей и на точность отсчета координат из-за колебаний стрелок рискоизмерительных приборов, снижающих точность отсчета. В механических системах отсчета по жестким упорам, кольцевым мерам, лимбам на точность отсчета практически не влияют колебания основания. Уровень колебаний, вызываемых работой привода, в координатно-расточных станках сравнительно невелик.
Станок должен быть смонтирован на отдельном фундаменте вдали от кузнечно-прессовых и других машин ударного действия и соответствующим образом, изолированным от грунта.
Виброизоляция станков может осуществляться установкой станка на упругие опоры, расположенные непосредственно под станком, а также установкой станка на упругоопертый бетонный блок.
В качестве упругих опорных элементов, устанавливаемых под бетонные блоки виброизолированных фундаментов, чаще используют стальные пружины или специальные резиновые коврики.
Детали, плохо очищенные от формовочной смеси или окалины, нельзя обрабатывать на станках. Обдирочные работы на координатно-расточных станках также не производят, поэтому поступающие заготовки на станок должны быть предварительно обработаны.
Для каждой модели или типа координатно-расточного станка установлена предельная масса детали. Так, например, для координатно-расточного станка мод. 2Д450 наибольшая допустимая масса обрабатываемой детали 600 кг, а для станка мод. 2431—250 кг.
Отсутствие на координатно-расточных станках горизонтального шпинделя вызывает необходимость производить растачивание отверстия под прямым углом с применением универсального поворотно-делительного стола.
Для сохранения точности отверстия допустимо обрабатывать детали массой до 100 кг на столе диаметром 450 мм и до 50 кг на столе диаметром 300 мм.
Для обеспечения равномерного износа стола и измерительных винтов при обработке деталей небольших размеров рекомендуется их закреплять на разных участках стола. Обрабатываемая деталь не должна выходить за пределы стола станка.
Установлено, что столы в крайних положениях отклоняются от перпендикулярности к шпинделю станка до 0,02 мм. Желательно, чтобы вес детали был равномерно распределен по всей поверхности стола.
Обрабатываемые детали следует устанавливать на шлифовальных и доведенных подкладках одинаковой высоты.
Корригирующие линейки необходимо ежедневно протирать чистой салфеткой, пропитанной маслом. Применение сжатого воздуха для очистки станка воспрещается.
Обслуживание и наблюдение за состоянием смазочной системы и подача смазки на трущиеся поверхности станка входит в обязанность станочника.
Необходимо применять марки масла и соблюдать режим смазки станка для каждой смазываемой точки согласно тем указаниям, которые приведены в паспорте смазки станка.
Источник: http://www.4ne.ru/stati/derevoobrabatyvayushhie-stanki/sverlilno-rastochnye-stanki/uxod-za-koordinatno-rastochnymi-stankami.html
12.4.2. Координатно-расточные станки
Координатно-расточные станки используются
в основном при обработке деталей, к
поверхностям которых предъявляются
высокие требования по точности.
На
станках можно сверлить и растачивать
отверстия (в том числе осуществлять
тонкое растачивание), зенкеровать,
производить чистовое фрезерование
плоскостей и фрезеровать канавки,
нарезать резьбу метчиком.
С помощью
наклонно-поворотного стола возможна
обработка отверстий, расположенных под
углом к базовым поверхностям.
Станки можно использовать
и в качестве измерительных машин для
контроля линейных размеров по трем
осям, угловых размеров межцентровых
расстояний. Можно осуществлять точную
маркировку в виде кернения, а также
производить деление и разметку на
металлических поверхностях.
Координатно-расточные станки
предназначены для обработки отверстий
в кондукторах, приспособлениях и
деталях, для которых требуется высокая
точность взаимного расположения
отверстий.
Наряду с растачиванием
на станках могут выполняться сверлильные
операции, чистовое фрезерование,
разметка и проверка линейных размеров,
в частности межцентровых расстояний.
Применяя поставляемые со станком
поворотные столы и другие принадлежности,
можно, кроме того, обрабатывать отверстия,
заданные в полярной системе координат,
наклонные и взаимно перпендикулярные
отверстия и протачивать торцовые
поверхности.
Например, координатно-расточный станок
мод. 2Д450 оборудован оптическими
устройствами, позволяющими отсчитывать
целую и дробную части координатного
размера. Станок может использоваться
как в инструментальных, так и в
производственных цехах для точной
обработки деталей без специальной
оснастки.
В условиях нормальной
эксплуатации станок обеспечивает
точность установки межцентровых
расстояний в прямоугольной системе
координат до 0,004 мм и в полярной системе
— 5΄΄. Точность расстояний между
осями отверстий, обработанных в
нормальных для координатного
растачивания условиях, составляет
0,006 мм.
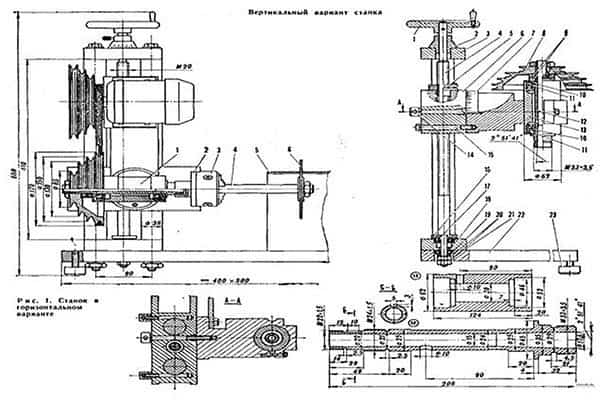
Компоновка координатно-расточных
станков
Станки
подразделяются на двухстоечные с
вертикальной осью шпинделя (рис.
63, а) и одностоечные
с вертикальной (рис.
63, б) или горизонтальной
(рис. 63, в)
осью шпинделя. Двухстоечные станки
могут изготавливаться с одной или двумя
шпиндельными бабками.
Преимущество
двухстоечной компоновки состоит в том,
что благодаря симметричной конструкции
тепловые деформации меньше сказываются
на точности. Кроме того, погрешность
положения по каждой оси (перемещение
стола 2
или шпиндельной бабки 1)
не зависит от погрешности перемещений
по другим осям. Одностоечная компоновка
(рис. 63, б)
обеспечивает хороший доступ к заготовке.
В ней имеет место взаимное влияние
перемещений столов на точность по каждой
координате. Вследствие вылета шпиндельной
головки температурные деформации выше
в 2-3 раза, чем в двухстоечных станках.
Компоновка координатно-расточных
станков с горизонтальной осью (рис.
63, в) имеет более
широкие технологические возможности
и позволяет обрабатывать заготовки
большой высоты, однако достижение
высокой точности значительно сложнее.
С
Рис. 63. Компоновки координатно-расточных станков.
танки выпускаются с разным уровнем
автоматизации: от станков с ручным
перемещением столов по координатным
осям до станков с ЧПУ. Привод главного
движения обычно выполняют регулируемым
с минимальным количеством зубчатых
колес.подача
гильзы шпинделя лежит в пределах
0,01…0,2 мм/об (часто берет движение от
главного привода). Подача столов
происходит со скоростью от 0,5 до 3
м/мин.
Источник: https://studfile.net/preview/6141491/page:26/





