- Классификация метчиков и их сфера применения
- Подбор сверла
- Маркировка метчиков
- Подготовка к нарезанию внутренней резьбы
- Как нарезать резьбу метчиком?
- Подготовка
- Процесс нарезки
- Как нарезать резьбу метчиком вручную
- Классификация метчиков по типу конструкции
- Проходной
- Комплектный
- Классификация по назначению
- Классификация по типу отверстия
- Классификация по типу детали
- Таблица метчиков и сверл
- Правильное нанесение резьбы вручную
- Заключение
- Как нарезать резьбу метчиком правильно?
- Разновидности инструмента
- Конструктивные особенности инструмента
- Как правильно определить диаметр отверстия?
- Как нарезать резьбу метчиком?
- Подготовка
- Процесс нарезки
- Нарезание резьбы. Инструменты, способы нарезания резьбы
- 1. Инструмент для нарезания резьбы
- 2. Технология и приемы нарезания резьбы вручную
- Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
- Разновидности и сферы применения метчиков
- Подготовка к нарезанию внутренней резьбы
- Особенности технологии
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Это интересно: Серый цвет в интерьере — разбираем досконально
Подбор сверла
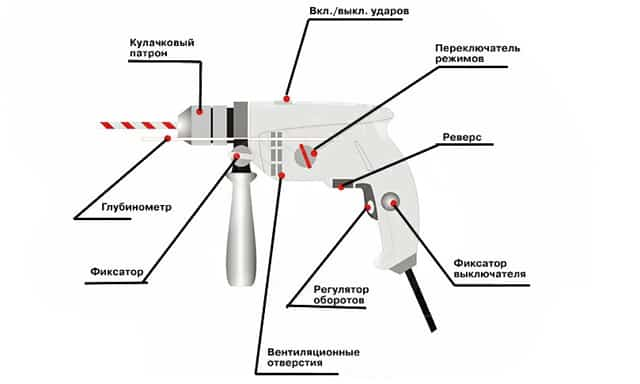
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 — 1 = 5 мм.
Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5.
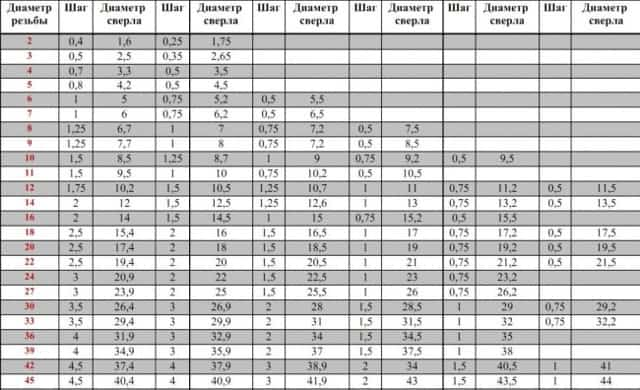
С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность.
При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль.
При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:

Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм — уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки — машинное масло.
Маркировка метчиков
Метчики для нарезания внутренней метрической резьбы маркируются буквой «М». При этом после буквы «М» следует значение диаметра нарезаемой резьбы. Кроме диаметра, на инструменте указывается и шаг резьбы.
Например, маркировка М4×1 означает, что инструментом можно выполнить резьбу в отверстии диаметром 4мм с шагом 1мм. В случае, если речь идет о режущем инструменте для левой резьбы, инструмент имеет маркировку LH .
Диаметр и шаг резьбы обозначается способом, аналогичным описанному выше.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции.
Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром.
Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
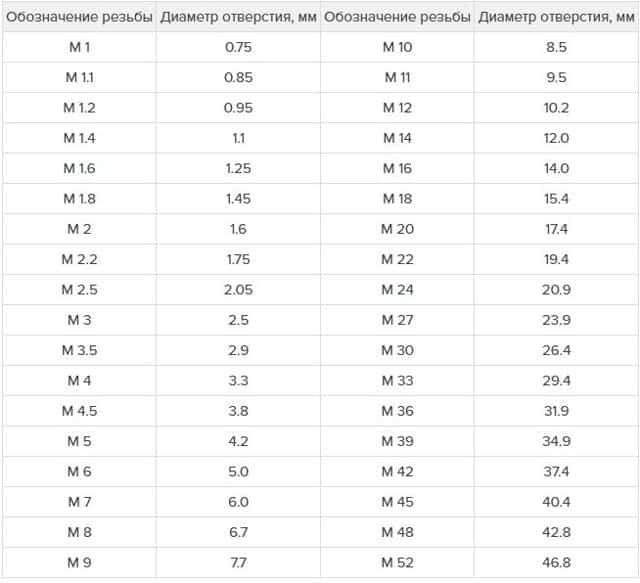
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических).
Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
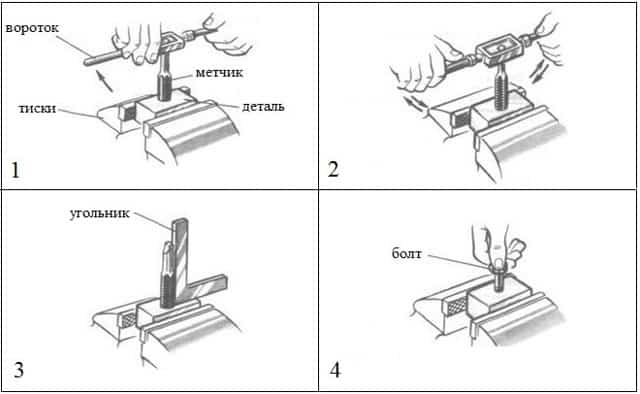
Схема нарезки резьбы метчиком
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
- Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
- Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Источник: https://arbolit.org/instruktsii/kak-pravil-no-narezat-rez-bu-metchikom-algoritm-rekomendacii-tablicy-razmerov.html
Как нарезать резьбу метчиком вручную
В сложных деталях и элементах механизмов бывают крепления при помощи болта и гайки. Для такой связи необходимо дополнительное пространство. Бывают ситуации, когда толщины деталей не хватает для сквозного отверстия. В подобных ситуациях используется винтовое соединение. Но для закручивания винта нужна резьба, ее делают при помощи метчика для нарезки резьбы.

Конструкция приспособления состоит из металлического стержня, включающего в себя хвостовик и рабочую область. Саму резьбу делает именно хвостовик. Он имеет форму конуса с зазубринами. Чтобы при проделывании отверстий паз не забивался стружкой на хвостовике имеются канавки.
Классификация метчиков по типу конструкции
В зависимости от задачи и вида отверстия может потребоваться тот или иной вид метчика. Существует несколько вариантов исполнения этого инструмента, различающихся не только назначением, но и формой.

Проходной
Резьбу на таком инструменте наносят в одну колею. На хвостовике располагают острия, которые выполняют как разметку, так и резку. Инструмент идеален для работы с мягкими металлами, при контакте с твердыми материалами потребуется больший нажим.

Комплектный
При нарезке резьбы таким метчиком необходимы 2-3 насадки одного калибра. В работах с твердыми металлами применяют до пяти разных насадок. Резьбу наносят не сразу, а поэтапно. Первым делом вручную прокладывают колею разметочной насадкой, после чего по ней прорезают более глубокую резьбу. Последний этап – финальный проход по колее, он делает грани идеально ровными.

Подобный метод нанесения резьбы наиболее длительный и трудоемкий, но риск повреждения деталей минимален.
Классификация по назначению
Разделяют разные виды метчиков в зависимости от того, для каких работ они предназначены. Существуют следующие виды этого инструмента:
- Машинно-ручной. Хвостовик имеет укороченную форму, а по его длине расположены квадратные засечки. Инструмент используют в электродрелях и ручных инструментах. При нарезании вручную применяют специальный держатель для метчика.

- Машинный. Длина хвостовика увеличена. Используется для фиксации в электроинструменте.
В некоторых случаях возможно использование инструмента не по назначению.
Классификация по типу отверстия
Разные метчики могут делать отверстия различных форм. Бывают инструменты для:
- Сквозных отверстий. Входная область насадки увеличена по длине и практически сливается с рабочей частью. Для нанесения нарезки таким метчиком используют электропривод.

- Глухих отверстий. Входная область имеет форму сходную с фрезой. Благодаря чему можно наносить резьбу на всю глубину отверстия. При погружении метчика необходимо соблюдать осторожность – так как он может треснуть. При работе с таким инструментом чаще всего используется ручная нарезка.
Классификация по типу детали
В зависимости от того, на каком металле необходима нарезка, используют метчики с разной формой зубцов (засечек). Они бывают: прямыми, с канавками меньшей длины и винтовыми. Универсальные инструменты не могут применяться на всех типах металлов.
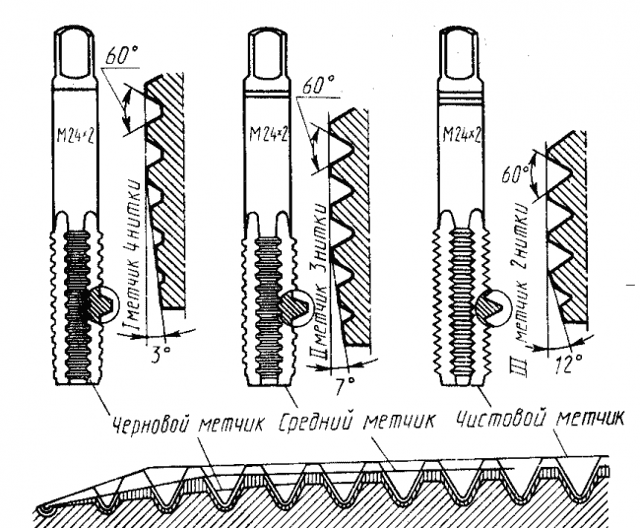
Таблица метчиков и сверл
Чтобы крепление будущей детали было плотным, необходимо точное соответствие величин проходного отверстия и диаметра резьбы (величины указаны в таблице по ГОСТу). Если эти показатели разнятся – резьбовое отверстие будет хлипким. Даже при минимальных нагрузках нарезка повредится. Если же она будет слишком узкой, то метчик быстро сломается при погружении в металл.
 Обратите внимание! Если у вас нет метчика необходимого диаметра – лучше сделать отверстия немного меньшего размера, нежели большего.
Обратите внимание! Если у вас нет метчика необходимого диаметра – лучше сделать отверстия немного меньшего размера, нежели большего.
Правильное нанесение резьбы вручную
Опыт нанесения нарезки приходит при регулярных работах подобного плана. Если вы ранее не пользовались метчиком воспользуйтесь следующей инструкцией по проделыванию резьбы:
- Выбор сверла соответственно будущему отверстию (смотрите в таблице выше). Сверло для работ должно быть острым и ровным, иначе нарезка будет хлипкой. При работах входную область зенкуют. Делать отверстия сподручнее на станке, это облегчит процесс вкручивания.
- Нанесение резьбы. В данных работах главное – точность, поэтому спешить не стоит. Проделывание отверстие начинают с насадки меньшего диаметра, постепенно увеличивая калибр. Это позволит создать прочную и гладкую резьбу. Также рекомендуется в обязательном порядке использовать финишную глубину. Она обеспечит легкое вхождение винта. Размер метчика должен соответствовать маркировке винта. Не стоит использовать половинчатые значения, в ГОСТе не существует ни соединений, ни винтов с такими показателями.

- Очистка. После нанесения резьбы из нее необходимо удалить частички металла, а отверстия прочистить металлическим ершиком. Глухие отверстия чистят кистью и продувают сжатым потоком воздуха. После чистки вкручивают винт и тестируют резьбу. Крепеж должен входить легко, без нажима.
Заключение
Если вы допустили ошибку при нанесении резьбы – придется переделать деталь или перенести отверстие. Крепеж на неправильную резьбу недопустим. Правильное нанесение резьбы метчиком смотрите на видео:
Источник: http://obrawa.ru/metchik-dlya-narezki-rezby/
Как нарезать резьбу метчиком правильно?
Существуют ситуации, когда надежное соединение невозможно сделать с помощью сварочного аппарата. В таких случаях используются резьбовые соединения. Оно позволяет собирать, разбирать металлоконструкции без деформации. Однако для создания соединения нужно знать, как правильно нарезать резьбу метчиком.
 Метчики для нарезки резьбы
Метчики для нарезки резьбы
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляет в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Для получения более качественного соединения, нужно выбирать комплект метчиков. Отдельные приспособления позволяют более точнее обрабатывать металл, менее уязвимы к большому усилию. Отличаются надежностью, долговечностью, высокой точностью.
Как правильно определить диаметр отверстия?
Если взять сверло большого диаметра, проделать отверстие, взять метчик того же диаметра, могут возникнуть проблемы. Прежде чем начинать нарезать резьбу, нужно подобрать размер оснастки, требуемый диаметр отверстия. Для классических размеров сверл если специальная таблица, в которой указываются соотношения размеров. Найти ее можно в интернете.
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
 Нарезание внутренней резьбы метчиком
Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Как нарезать резьбу метчиком? Внутренняя резьба. Как нарезать резьбу метчиком правильно? Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/rezba/narezka-metchikom
Нарезание резьбы. Инструменты, способы нарезания резьбы
Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
Резьбы различают:
- по расположению витков – наружные и внутренние;
- по направлению винтовой линии – правые и левые;
- по форме профиля канавки – треугольные, трапецеидальные, прямоугольные, упорные и специальные;
- по направлению образующей – цилиндрические и конические; по системе размеров – метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента: резьбовые резцы (стержневые и фасонные однониточные и многониточные); метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.); круглые плашки; резьбонарезные головки; резьбовые фрезы.
1. Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной – плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
Рабочая часть метчика длиной f разделяется на режущую (заборную) и направляющую (калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы режущей части имеют главные кромки, расположенные на конической поверхности, и вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б).
Направляющая часть служит для направления метчика и самоподачи путем ввинчивания, а также является резервом при переточках. Угол конуса режущей части зависит от угла в плане φ, который назначается равным 5° – для ручных, 3°30′ – для гаечных и 6°30′ – для машинных метчиков.
Направляющая часть имеет обратную конусность для уменьшения трения и устранения опасного заклинивания метчика в отверстии.
Рис. 1. Конструктивные элементы (а), профиль резьбы (б) и геометрические параметры (в) метчика
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего – 2,55 S и для чистового – (1,5–2,0) S, где S – шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
- для стали мягкой γ = 12–15°;
- стали средней твердости γ = 8–10°;
- стали твердой γ = 5°;
- чугуна и бронзы γ = 0–5°;
- легких сплавов γ = 25–30° (рис. 1, в).
Хвостовая часть метчика предназначена для закрепления его в воротке или патроне и для передачи крутящего момента.
Ручные метчики выпускаются комплектами. В комплект входят три метчика, которые делят по назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая при этом до 60% металла; средний дает более точную резьбу, снимая до 30% металла; третий (чистовой) метчик производит окончательное нарезание и калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб используют комплект из двух метчиков.
Метчики в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков – цилиндрические и конические (рис. 2; а, б).
Рис. 2. Образование режущей поверхности в комплекте метчиков: а – цилиндрической конструкции, б – конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего – 3– 3,5 и у чистового – 1,5–2 ниткам.
- Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок.
- При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей.
- Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
- У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам.
Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек.
Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.
Наиболее распространенными являются простые двухсторонние воротки (рис. 3).
Рис. 3. Двухсторонний вороток: а, а1, а2 – отверстия под хвостовики метчиков
Универсальные воротки (рис. 4) представляют собой рамку 1 с двумя сухарями – подвижным 3 и неподвижным 4, образующими квадратное отверстие. Одна из рукояток 2 заканчивается винтом для зажима квадрата метчика.
Рис. 4. Универсальный вороток: а – отверстие под хвостовик метчика
Другое исполнение универсального воротка приведено на рис. 5. Этот вороток позволяет работать с метчиками, размеры квадратов которых колеблются от 5х5 до 25х25 мм.
Рис. 5. Универсальный вороток
Круглые плашки используют для нарезания крепежных резьб на болтах, винтах и шпильках при работе вручную и на станках (револьверных, автоматах и т.д.).
Круглая плашка на каждом зубе 2 (рис. 6, а) имеет заднюю 1 и переднюю 5 поверхности, спинку зуба 3 и режущую кромку 6, образуемую стружечным отверстием 4. Круглая плашка имеет режущую и направляющую части длинами соответственно l1 и l2 (рис. 6, б). Длина режущей части равна полутора ниткам резьбы, а толщина плашки – семи-восьми ниткам.
Рис. 6. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий (в) круглой плашки
Передние углы принимают для твердых обрабатываемых материалов γ = 10–12°; для материалов средней твердости γ = 15–20°; для мягких материалов γ = 22–50°.
Плашки применяют (рис. 7) цельные (а), разрезные (б) и раздвижные.
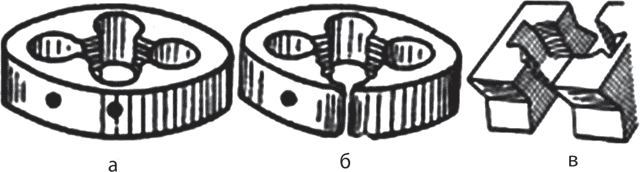
Рис. 7. Плашки
Круглые и раздвижные плашки при ручном нарезании устанавливаются в специальных воротках и клуппах.
Воротки для круглых плашек выполнены рамкой, в отверстие которой помещается плашка (рис. 8).
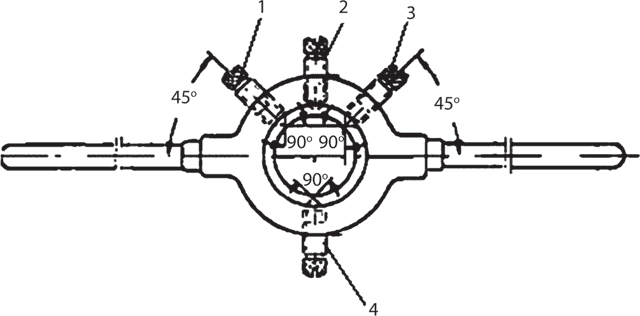
Рис. 8. Вороток для круглой плашки
Удерживается плашка от провертывания тремя стопорными винтами (1, 2 и 3), конические концы которых входят в углубления на боковой поверхности плашки. Четвертый винт входит в разрез регулируемой плашки и фиксирует правильный размер резьбы.
Клуппы для раздвижных плашек (рис. 9, а) представляют собой косую рамку с двумя рукоятками. В центральном отверстии рамки с размерами А и С устанавливаются и центрируются раздвижные плашки. Установка раздвижных плашек на требуемый размер осуществляется с помощью нажимного винта 1, действующего на подвижную часть раздвижной плашки.
Клуппы для нарезания резьбы на трубах отличаются от обычных тем, что в прорези обоймы клуппа входят четыре стальные гребенки 2 (рис. 9, б).
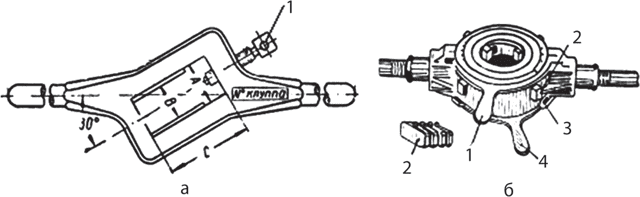
Рис. 9. Клуппы: а – для раздвижных плашек; б – для нарезания резьбы на трубах
Повертыванием верхней рукоятки 1 можно сближать или раздвигать гребенки и благодаря этому применять один и тот же клупп для нарезания резьбы на трубах различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются так же, как и плашки, нижней рукояткой 4. Этим обеспечивается правильное положение клуппа на трубе при нарезании резьбы.
2. Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали.
С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его.
Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
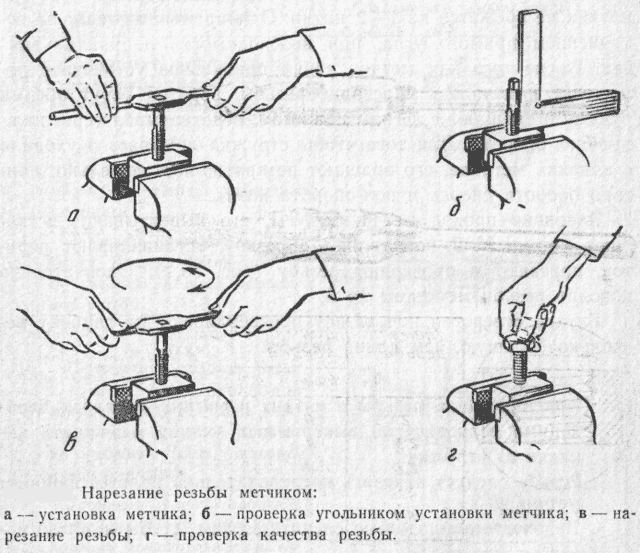
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а).
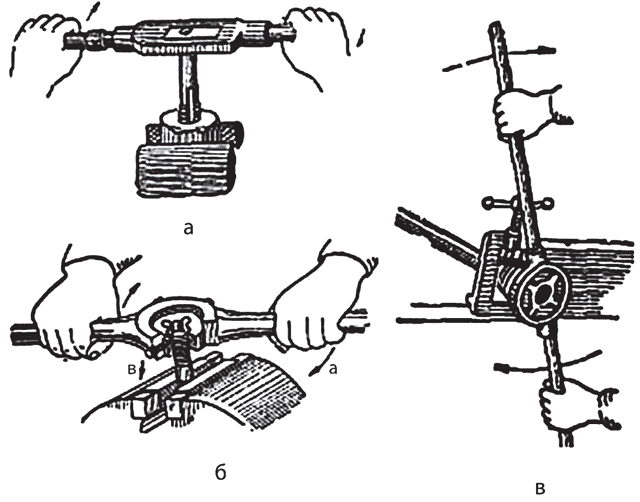
Рис. 10. Движения при нарезании резьбы: а – метчиком, б – плашкой, в – клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
- Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки.
- При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
- Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода.
После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы.
Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода.
Для диаметров до 1” ограничиваются двумя проходами; при диаметре свыше 1 ” хорошую резьбу можно получить только за 3–4 прохода.
Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½” нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Источник: https://extxe.com/19086/narezanie-rezby-instrumenty-sposoby-narezanija-rezby/
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.
Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции.
Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром.
Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических).
Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Источник: http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html





