- Классификация по назначению
- Пример маркировки
- Популярные марки
- Уони-13/55
- ESAB ОК 61.30
- Правила хранения
- Видео-советы: какие электроды лучше выбрать для сварки
- Как правильно выбрать электроды для сварки
- Основное покрытие («Б»)
- Рутиловое покрытие («Р»)
- Кислое покрытие («А»)
- Целлюлозное покрытие («Ц»)
- Выбор электродов для сварки металлоконструкций
- Как подобрать диаметр электрода в зависимости от толщины металла
- Выбор силы сварочного тока под электроды
- Выбор электродов для труб
- Новичку
- Покупка электродов: как определить качество
- Какие электроды использовать для сварки для стали?
- Марки электродов для сварки стали
- Марка МР
- Марка УОНИ
- Марка ОЗС
- Марка АНО
- Особенности сварки
- Разнородные стали
- Рекомендации для новичков
- Вместо заключения
- Сварка нержавейки, электроды
- Электроды для сварки коррозионно-стойких сталей и сплавов
- Электроды для сварки жаростойких и жаропрочных сталей и сплавов
- Смотри также:
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока.
При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки.
Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки
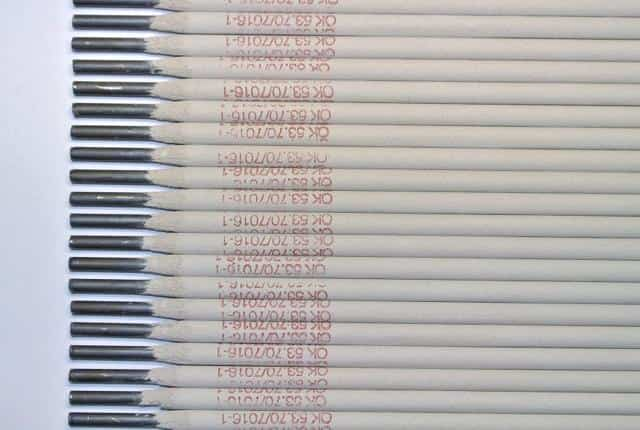
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55

Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Допускается сварка на постоянном токе обратной полярности.

Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Работать МР-3С можно и на переменном, и на постоянном токе.
Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
- Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
- Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.

Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.
- Оловянная бронза.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.

Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30

- Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
- Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
- Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
- Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
- Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
другие полезные статьи:
Видео-советы: какие электроды лучше выбрать для сварки
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью.
Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45.
Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний.
Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21.
В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.

Выбор электродов для сварки металлоконструкций
Выбор перечисленных выше типов электродов зависит от того, какие работы выполняются (сварка или наплавка, заварка браков литья), а также от того, какие металлы и сплавы используются. Поэтому подбирать оптимальный вариант электродов для металлоконструкций следует с учетом их основного назначения:
| Назначение | Рекомендуемые марки электродов |
| Сварка углеродистых и низколегированных конструкционных сталей | УОНИ-13/55, АНО-21, МР-3 ЛЮКС, ОЗС-12, ВИ-10-6, ОЗС-30, ВСФ-65У |
| Сварка легированных высокопрочных сталей | НИАТ-3М, ОШЗ-1, НИАТ-5, ЭА-981/5, ЭА-395/9 |
| Сварка теплоустойчивых, жаропрочных сталей и сплавов | ОЗЛ-35, КТИ-7А, ИМЕТ-10, ТМЛ-3У, АНЖР-2, ЦЛ-39 |
| Сварка «нержавейки», коррозионностойких сталей и сплавов | УОНИ-13НЖ, ЭА-400/10Т, ИЖ-15С, ЦТ-15, НИАТ-1 |
| Сварка элементов из разных материалов и сталей разных классов | ОЗЛ-32, ЦТ-28, ЭА-391/15, АНЖР-2, ВИ-ИМ-1, ИМЕТ-10, НИИ-48Г, В-56У |
| Сварка изделий из никелевых сплавов | В-56У, ОЗЛ-32 |
| Сварка литого чугуна | МНЧ-2, ОЗЧ-3, ОЗЖН-1, ОЗЖН-2 |
| Сварка ковкого чугуна | МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЧ-6 |
| Сварка спецсталей | НИИ-48Г, АНВ-20, ОЗЛ-44, ЭА-112/15 |
| Сварка изделий из сплавов на основе алюминия | ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2 |
| Сварка медных и бронзовых деталей | Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Наплавка деталей, работающих в условиях абразивного износа | 13КН/ЛИВТ, Т-590 |
| Наплавка деталей, работающих в условиях интенсивных ударных нагрузок при абразивном износе | 12АН/ЛИВТ, ТК3-Н, ВСН-6 |
| Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками | ЦС-1, ЦН-11, |
| Наплавка деталей, работающих в условиях интенсивных ударных нагрузок | 0ЗН-250У, 0ЗН-400У |
| Наплавка изношенных деталей из высокомарганцовистых сталей | ОМГ-Н, ЦНИИН-4 |
| Наплавка металлорежущего инструмента | ЦИ-2У, ОЗИ-5 |
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата.
Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину.
Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
| Толщина заготовки | 1,5-2мм | 3мм | 4-5мм | 6-8мм | 9-12мм | 13-15мм |
| Толщина электрода | 1,5-2мм | 3мм | 3-4мм | 4мм | 4-5мм | 6-8мм |
| Сила тока | 30-45А | 65-100А | 100-160А | 120-200А | 160-250А | 200-350А |
Выбор электродов для труб
То, какими электродами лучше варить стыковые соединения труб, определяется двумя ключевыми факторами. Первый — это способ их соединения, при котором осуществляется сварка.
Он может представлять собой соединение внахлест, встык, в угол или в тавр. Второй и главный — толщина стенки трубы: чем она больше, тем больше должен быть и диаметр электродного стержня.
При монтаже газо- и нефтепроводов, резервуаров, рассчитанных на высокое давление, широко применяются электроды марок:
- LB-52U;
- УОНИ 13/55 →;
- ЦУ-5 →;
- ТМЛ-1У →;
- ЗИО-20.
В бытовых условиях для выполнения данных работ хорошо подходят сварочные электроды с рутиловой обмазкой — такие, как МР-3 ЛЮКС →, ОК 46.00, МР-3С, АНО-4.

Новичку
Какие же сварочные электроды для начинающих сварщиков и сварки в домашних условиях подойдут лучше всего? Как правило, речь в данном случае идет о сварке конструкционных сталей или нержавейки. Практика показывает, что наиболее удобными для новичков расходниками при работе с инверторными сварочными аппаратами являются:
- МР-3 ЛЮКС →;
- АНО -21 →;
- УОНИ 13/55 →;
- ОЗЛ-8 →, ЦЛ-11 → (для нержавейки)
Среди перечисленных специалисты чаще всего рекомендуют электроды с рутиловой обмазкой — такие, как МР-3 →.
Даже при отсутствии опыта, на начальном этапе освоения сварочных работ они позволяют получить хорошее качество шва благодаря легкому поджигу, несложному контролю положения сварочной ванны и ее хорошей защите от кислорода.
Расходники позволяют варить металл на постоянном (инверторы, выпрямители) или переменном (трансформаторы) токе. Подключение к инверторам осуществляется на обратной полярности (на электроде +).
Рутиловая обмазка дает возможность выполнять сварку в любом пространственном положении, кроме вертикального сверху вниз, при этом — даже по загрязненным, влажным или окисленным поверхностям. При затрудненном поджиге рекомендуется прокалить электрод в течение 30-40 минут при температуре 150-180 °C.
Покупка электродов: как определить качество
При покупке данной продукции следует сразу обратить внимание на несколько моментов:
- срок годности (указан на упаковке) — он не должен быть превышен;
- качество обмазки — не должно наблюдаться ее крошения с сердечника, в противном случае она либо очень долго хранилась, либо представляет собой продукцию с изначальным заводским браком;
- помимо этого, покрытие должно быть нанесено на сердечник равномерно, с одинаковой толщиной слоя.
Кроме того, следует сразу исключить риски его отсыревания, поместив электроды в специальные пеналы. Если же всё-таки последнее произошло, возможна просушка или прокалка изделий при t +400 °C.
- Срок годности сварочных электродов и от чего он зависит
Представленная на сайте информация носит ознакомительный характер. Итоговую цену уточняйте у менеджеров отдела продаж
Какие электроды использовать для сварки для стали?
Время чтения: 5 минут
С развитием металлургической промышленности человечеству удалось открыть более ста марок сталей. И большинство из этих марок нашли свое применение в современном производстве. Из стали изготавливают все: от посуды до рабочих станков. Это самый востребованный материал из всех существующих металлов.

Логично, что для удовлетворения большого спроса на стальные изделия нужно привлекать на работу сварщиков, которые умеют качественно варить сталь. Если вы только начинаете обучаться сварке и хотите начать со стали, то вам понадобится наша статья. В ней мы расскажем, какие электроды использовать для ручной дуговой сварки сталей.
Марки электродов для сварки стали
Раз существуют десятки типов сталей, значит для них разработано столько же электродов. Чтобы варить сталь электродами необходимо иметь навыки ручной дуговой сварки, выбрать подходящие электроды и знать особенности самого металла. Обо всем этом мы и расскажем далее.
Чаще всего на прилавках магазинов можно встретить электроды для сварки углеродистых сталей. А все потому, что этот металл используется чаще всего. Поэтому любой более-менее крупный производитель выпускает электроды для сварки углеродистой стали. Самые распространенные марки — МР, УОНИ, ОЗС и АНО. Давайте подробнее разберемся, какие именно разновидности этих марок используются для стали.
Технология и особенности сварки сталей
Марка МР
Начнем с марки МР. Зачастую для сварки сталей используются МР-3 или МР-3С. Это любимая марка всех новичков и домашних любителей. С такими электродами легко работать, они легко поджигаются, а металл во время сварки практически не разбрызгивается. Чтобы варить МР-3, не нужно иметь высокую квалификацию.
Марка УОНИ
Далее УОНИ, а точнее их разновидности УОНИ 13/45 и УОНИ 13/55. Это электроды для мастеров с опытом. Они обеспечивают стабильное горение дуги и малую разбрызгиваемость металла. Шлак отделяется легко. Но для поджига этих электродов нужно иметь сноровку.

Марка ОЗС
Представлена разновидностями ОЗС-4, ОЗС-6 и ОЗС-12. Позволяют сформировать очень качественные эстетичные швы. Шлак отделяется так же легко, как и в случае с УОНИ. Требуют опыта для их использования.
Марка АНО
Марка АНО представлена АНО-21. Эти электроды хорошо подходят для сварки сталей. У них легко поджигается дуга, в том числе повторно. Металл практически не разбрызгивается в процессе сварки.
Это марки, которые чаще всего используются для сварки сталей. Их можно легко найти в магазинах и купить по демократичной цене. Перед покупкой запросите у продавца сертификат качества, чтобы убедиться в подлинности покупаемых электродов и их качестве.
Также в продаже есть электроды для низколегированной стали, электроды для сварки высоколегированных сталей, электроды для сварки конструкционных сталей, электроды для высокоуглеродистых сталей и так далее.
Лучше, если вы при покупке будете знать саму марку стали. Ведь для сварки стали 20х13, стали 40х13 и стали 65г могут понадобиться совершенно разные типы электродов.
Ровно как сталь 09г2с и сталь 20 может вариться по-разному.
В этой статье мы не будем перечислять электроды для всех типов сталей, поскольку это невозможно сделать в рамках небольшого материала. Но описанной выше информации уже достаточно для сварки большинства стальных изделий.
Особенности сварки
Чтобы обеспечить достойное качество швов вам необходимо знать некоторые нюансы сварки сталей. Разумеется, мы не сможем их все перечислить, но вы узнаете основы основ, которые упростят вашу работу.
При сварке высокоуглеродистой стали рекомендуется предварительно прогреть металл до температуры не более 650 градусов. Для сварки применяйте контактную, газовую или дуговую технологию. Желательно использовать флюсы и присадочную проволоку. Состав проволоки должен быть идентичен составу стали.
Для сварки аустенитных сталей применяйте технологию контактной сварки, используя пониженное значение плотности сварочного тока.
Разнородные стали
Что касается сварки разнородных сталей, то и здесь есть свои особенности. Разнородными считаются те металлы, которые принадлежат к разным классам. Например, аустенитная сталь и перлитная сталь разнородны. Также разнородными считаются высоколегированные и низколегированные стали.
Для подобных работ при РДС сварке нужно использовать специальные электроды для сварки разнородных сталей. Но РДС сварка все же не рекомендуется. Желательно варить такие металлы не электродуговой сваркой, а лазером или плазмой. Такие технологии предполагают малую глубину плавления металла. Поэтому качество швов намного лучше, чем при дуговой сварке.
Специально для сварки перлитной и аустенитной стали была придумана отдельная технология. Суть этой технологии проста. На деталь из перлитной стали наплавляется небольшой слой аустенитной стали. Затем подогреваются кромки и обе детали свариваются вместе. При этом нужно выбирать тот режим сварки, который подойдет для аустенитной детали.
Применяйте электроды с низким содержанием водорода, если варите разнородные стали. Ведь при избыточном количестве водорода у деталей начинают образовываться трещины в их начальной стадии. Также при избытке водорода увеличивается вероятность образования пор.
Рекомендации для новичков
Как вы видите, сварка стали сопряжена с множеством нюансов, о которых нужно знать. Новички часто боятся браться за сварку стали, думая, что не смогут выполнить такую сложную работу. Но, поверьте, чем больше ваш опыт — тем выше ваши профессиональные навыки. А значит проще и сама работа.
Можно сколько угодно избегать сложных сварочных работ, но так вы никогда не научитесь главному. А имея надежную базу из теории и навыков вы уже можете выполнять сложную сварку. Даже не имея достаточного опыта.
Вашу работу упростит правильный подбор электродов. Варите жаропрочную сталь? Придите в магазин и четко объясните продавцу, что вам нужны электроды для жаропрочных сталей. С этого и можно начинать. В дальнейшем вы уже получите достаточно опыта, чтобы самостоятельно выбирать электроды без посторонней помощи.
Вместо заключения
Теперь вы знаете, какими электродами варить стальные детали. Конечно, мы не перечислили еще много других достойных марок электродов, поскольку это невозможно сделать в рамках одной небольшой статьи. Мы перечислили самые популярные марки, которые можно найти в любом специализированном магазине. Рекомендуем приобрести несколько типов электродов и испробовать их все.
Возможно, вы уже применяли перечисленные выше марки электродов в своей работе? Расскажите о своем опыте в х ниже. Он будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
Сварка нержавейки, электроды
Сварка высоколегированных сталей и сплавов на железоникелевой и никелевой основах осуществляется двумя видами электродов: электродами для сварки коррозионно-стойких материалов и электродами для сварки жаростойких и жаропрочных сталей и сплавов.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов (например, электроды типа Э-07Х20Н9, Э-10Х20Н70Г2М2Б2В, Э-28Х24Н16Г6). Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий — изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются — и иногда весьма существенно — от состава и структуры свариваемых материалов.
Основными показателями, решающими вопрос выбора таких электродов, является обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов.
Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей.
Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Сварка, как правило, производится постоянным током обратной полярности.
Электроды для сварки коррозионно-стойких сталей и сплавов
Электроды этой группы обеспечивают получение сварных соединений, обладающих требуемой стойкостью против коррозии в атмосферной, кислотной, щелочной и других агрессивных средах.
Некоторые марки электродов данной группы имеют более широкую область применения и их можно использовать не только для получения соединений с требуемыми коррозионной стойкостью, но и в качестве электродов, обеспечивающих высокую жаростойкость и жаропрочность металла шва.
| Э-12Х13 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка хромистых сталей типа 08Х13 и 12Х13 |
| Э-02Х21Н10Г2 | 3,0; 4,0 | Сварка оборудования из сталей типа 04Х18Н10, 03Х18Н12, 03Х18Н11, работающего в окислительных средах, подобных азотной кислоте |
| Э-07Х20Н9 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК |
| 08Х20Н9КМВ | 2,5; 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК |
| Э-07Х20Н9 | 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК |
| Э-04Х20Н9 | 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н10Т, 06Х18Н11 и 08Х18Н12Т, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-04Х20Н9 | 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 06Х18Н11, 08Х18Н12Т и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-08Х20Н9Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и 08Х18Н12Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
| Э-08Х20Н9Г2Б | 2,5; 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-08Х20Н9Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
| Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | См. группу электродов для сварки жаростойких и жаропрочных сталей и сплавов |
| Э-10Х25Н13Г2Б | 3,0; 4,0; 5,0 | Сварка двухслойных сталей со стороны легированного слоя из сталей типа 12Х18Н10Т, 12Х18Н9Т и 08Х13, когда к металлу шва предъявляют требования стойкости к МКК |
| 08Х22Н7Г2Б | 3,0; 4,0 | Сварка сталей марок 08Х22Н6Т и 12Х21Н5Т |
| 08Х22Н7Г2М2Б | 3,0; 4,0 | Сварка стали марки 08Х21Н6М2Т |
| Э-02Х20Н14Г2М2 | 3,0; 4,0 | Сварка оборудования из сталей типа 03Х16Н15М3 и 03Х17Н14М2, работающего в средах высокой агрессивности |
| 08Х18Н11М3Г2Ф | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка оборудования из сталей типа 08Х18Н10Т и 10Х17Н13М2Т, работающего в агрессивных средах при температуре до 350 С, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-09Х19Н10Г2М2Б | 3,0; 4,0; 5,0 | Сварка оборудования из сталей типа 10Х17Н13М3Т, 08Х21Н6М2Т и 10Х17Н13М2Т, работающего при температуре до 350 С, когда к металлу шва предъявляют требования к стойкости к МКК |
| Э-09Х19Н10Г2М2Б | 3,0; 4,0 | Сварка оборудования из сталей типа 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х21Н6М2Т, работающего при температуре до 3500С, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-08Х17Н8М2 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н10Т и 10Х17Н13М2Т, когда к металлу шва предъявляют требования стойкости к МКК |
| 14Х17Н13С4Г | 3,0; 4,0; 5,0 | Сварка оборудования из стали 15Х18Н12С4ТЮ, работающего в средах повышенной агрессивности, когда к металлу шва не предъявляют требования стойкости к МКК |
| 02Х17Н14С5 | 3,0; 4,0 | Сварка оборудования из сталей типа 02Х8Н20С6, работающего в условиях производства 98%-ной азотной кислоты |
| 03Х23Н27М3Д3Г2Б | 3,0; 4,0 | Сварка оборудования из сплавов марок 06ХН28МДТ и 03ХН28МДТ и стали марки 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений |
| 03Х24Н26М3Д3Г2Б | 3,0; 4,0 | Сварка оборудования из сплавов марок 03Х23Н25М3Д3Б, 06ХН28МДТ и 03ХН28МДТ и стали марки 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений |
| Э-02Х20Н60М15В3 | 3 | Сварка оборудования из сплавов типа ХН65МВ и ХН60МБ, работающего в высокоагрессивных средах, когда к металлу шва предъявляют требования стойкости к МКК |
| Э-10Х20Н70Г2М2Б2В | 3,0; 4,0 | См. группу электродов для сварки жаростойких и жаропрочных сталей и сплавов |
Электроды для сварки жаростойких и жаропрочных сталей и сплавов
Электроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью.
Жаростойкими сварными соединениями являются соединения, обладающие высокой стойкостью против химического разрушения поверхности в газовых средах при температурах свыше 550-6000С.
Жаропрочными сварными соединениями являются соединения, работающие при этих температурах в нагруженном состоянии в течение определенного времени (жаропрочные соединения должны обладать при этом достаточной жаростойкостью).
Некоторые марки электродов, предназначенные для сварки жаростойких и/или жаропрочных материалов, используются для сварки коррозионно-стойких и разнородных сталей и сплавов.
| Э-10Х20Н70Г2М2Б2В | 3,0; 4,0 | Сварка жаростойкого и жаропрочного сплава марки ХН78Т |
| Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка жаропрочных конструкций и оборудования из сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, работающих при температуре 570-650 °С. |
| Э-10Х25Н13Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13 и 20Х23Н18, работающих в окислительных средах при температуре до 1000 °С |
| Э-27Х15Н35В3Г2Б2Т | 3,0; 4,0 | Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С и 25Х20Н35, работающих при температуре до 900 °С в печах конверсии метана |
| Э-28Х24Н16Г6 | 2,5; 3,0; 4,0 | Сварка жаростойких сталей типа 12Х25Н16Г7АР, 45Х25Н20С2 и Х18Н35С2, работающих в окислительных средах при температуре до 10500С и в науглероживающих средах при температуре до 1000 °С |
| 30Х24Н23ГБ | 3,0; 4,0 | Сварка жаростойких хромоникелевых сталей, преимущественно марки 30Х24Н24Б, работающих при температуре до 950 °С |
| 06Х20Н60М14В | 2,0; 2,5; 3,0; 4,0 | Сварка жаропрочных сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР, ХН78Т, ХН77ТЮР и ХН56МТЮ |
| Э-08Х14Н65М15В4Г2 | 3,0; 4,0 | Сварка жаростойких и жаропрочных сплавов на никелевой основе типа ХН78Т и ХН70ВМЮТ |
| Э-04Х10Н60М24 | 2,5; 3,0 | Сварка жаростойких и жаропрочных сталей и сплавов на никелевой основе типа 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т и ХН77ТЮ |
| 11Х21Н14М2Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13, работающих при температуре до 900 °С в газовых средах, содержащих сернистые соединения |
| 06Х17Н14Г3С3Ф | 3,0; 4,0 | Сварка жаростойких сталей типа 20Х20Н14С2, 20Х23Н18, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1050 °С |
| 06Х11Н2М2ГФ | 3,0; 4,0 | Сварка жаропрочных сталей мартенситного типа 1Х12Н2ВМФ и Х12НМБФ-Ш |
| 18Х18Н34В3Б2Г | 3,0; 4,0 | Сварка жаростойких сталей марок 20Х25Н20С2, 45Х25Н20С2 и Х18Н35С2, работающих в науглероживающих средах с температурой до 1050 °С, в том числе при повышенных статических нагрузках на швы |
| 09Х23Н9Г6С2 | 3,0; 4,0 | Сварка тонколистовых жаростойких сталей типа 20Х20Н14С2, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1000 °С |
| Э-12Х24Н14С2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х25Н20С2 и 20Х20Н14С2, работающих в окислительных средах при температуре до 1050 °С |
| Э-10Х20Н70Г2М2В | 3,0; | Сварка тонколистовых (толщиной до 6 мм) конструкций и нагревательных элементов из жаростойких сплавов типа ХН78Т |
| 10Х27Н70Г2М | 3,0; 4,0 | Сварка жаростойких сплавов марок ХН70Ю и ХН45Юи других сплавов на никелевой основе, работающих при температуре до 1200 °С |
| 20Х27Н8Г2М | 2,5; 3,0 | См. группу электродов для сварки разнородных сталей и сплавов |





