- Смазки для сверления металлов
- Для чего нужны смазки при сверлении металлов
- Экономическая оправданность применения смазочно-охлаждающих жидкостей
- Чем охлаждать сверло при сверлении металла
- В промышленности
- в быту
- выбор эмульсии для сверления металлов
- СОЖ. Все о смазочно-охлаждающей жидкости
- Состав СОЖ (СОТС)
- Полезные советы при сверлении
- Присадки в составе СОЖ для станков
- Как не затупить сверла?
- Функции СОЖ для станков:
- Работа с некоторыми видами металла
- Классификация СОЖ
- Виды используемых при токарной обработке СОЖ
- Чем охлаждать сверло при сверлении металла
- В промышленности
- Использование СОЖ (смазочно-охлаждающей жидкости) при сверлении корончатыми сверлами
- Почему необходимо использование смазочно-охлаждающей жидкости при сверлении?
- Рассчитаем стоимость сверления корончатыми сверлами (фрезами) с СОЖ и без
- ПОИСК
- Смазки для сверления металла
- Чем лучше смазывать сверла, чтобы они не перегревались и служили долго | Мастерская Самоделок..
Поделиться
Смазки для сверления металлов
Смазки для сверления металлов
Для сверления толстолистового металла и проделывания глубоких отверстий в крупных заготовках необходимо использовать смазку. Расскажем, для чего это нужно, и какие составы применяют для сверления различных материалов в промышленности и в быту.
Для чего нужны смазки при сверлении металлов
Сильный разогрев при сверлении — это серьезная проблема. В месте контакта инструмента и заготовки температура достигает сотен градусов Цельсия.
При сильном разогреве материалы начинают гореть или плавиться. Это касается как сверл, так и обрабатываемых металлов.
-
Сталь, из которой изготовлен инструмент, при сильном разогреве теряет твердость. В результате режущие кромки быстро изнашиваются. Это приводит к значительному повышению силы трения. Из-за этого эффективность обработки уменьшается, а сверла быстро выходят из строя. Применять смазочно-охлаждающую жидкость (СОЖ) необходимо даже при использовании твердосплавных сверл.
-
Сильный разогрев, если деталь начнет плавиться, повлияет на качество и геометрию отверстия. Это во многих случаях недопустимо.
-
Еще один побочный эффект от сверления металла без смазки — быстрый износ двигателей сверлильных станков. К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
Именно эти проблемы и решают смазочно-охлаждающие жидкости.
Обратите внимание! Для охлаждения ни в коем случае нельзя применять неподходящие подручные средства (вода, растворители, «незамерзайка», спирт, жидкость для мытья стекол и пр.). К примеру, использование воды вместо рекомендуемых СОЖ приводит к коррозионному разрушению заготовок, а также рабочих станин станков.
Экономическая оправданность применения смазочно-охлаждающих жидкостей
Использование рекомендуемых смазочно-охлаждающих жидкостей полностью себя оправдывает с экономической точки зрения. Это доказывают результаты различных испытаний.
Отличный пример — данные с завода Karnasch (Германия). На нем было проведено испытание, при котором двумя корончатыми сверлами проделывали отверстия диаметром 25 мм в стали толщиной 10 мм.
При сверлении первым сверлом использовали 7-процентный раствор эмульсии, при обработке материала вторым инструментом — воду. В первом случае удалось просверлить 1500 отверстий, а во втором — 835.
Это на 45 % меньше.
В среднем, если учесть стоимость СОЖ, экономические затраты на металлообработку снижаются на 15 %. При этом срок службы станка продлевается. Этот факт также стоит учитывать.
Чем охлаждать сверло при сверлении металла
В промышленности и быту сверла при сверлении металлов охлаждают различными СОЖ и рекомендованными к применению заменителями.
В промышленности
на производстве чаще всего используют следующие составы.
| материал обрабатываемой заготовки | сож |
| нержавеющие и жаропрочные сплавы | смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %) |
| чугунное литье | керосин, эмульсия (3–5 %). допускается глубокое сверление без охлаждения. |
| ковкий чугун | эмульсия (3–5 %) |
| цинк | эмульсия |
| медь | смешанные масла, эмульсия. допускается глубокое сверление без охлаждения. |
| никель | эмульсия |
| латунь | эмульсия (3–5 %). допускается глубокое сверление без охлаждения. |
| бронза | смешанные масла. допускается глубокое сверление без охлаждения. |
| алюминий и сплавы на его основе | керосин, эмульсия, смешанные масла. допускается глубокое сверление без охлаждения |
| легированная сталь | смешанные масла |
| инструментальная сталь | смешанные масла |
| конструкционная сталь | смесь осерненного масла и керосина |
| углеродистая сталь | осерненное масло, эмульсия |
при этом используют различные технологии подачи смазочно-охлаждающих жидкостей.
-
прямая подача. осуществляется через каналы, которые имеют многие цельные и корпусные сверла.
-
наружное охлаждение. для него станки оснащают специальными автоматизированными системами.
фотография №1: подача сож через каналы сверла
фотография №2: наружное охлаждение.
при работе с ручными промышленными и бытовыми дрелями сверла периодически окунают в сож, а также заливают жидкости в отверстия различными методами.
в быту
в домашних условиях для охлаждения режущих инструментов при сверлении металлов можно применять следующие сож. они, конечно, менее эффективны, чем специально разработанные составы, но это лучше, чем ничего.
| обрабатываемый металл | охлаждающая жидкость |
| алюминий | мыльная вода |
| дюралюминий | смесь касторового масла и керосина |
| алюминиевые сплавы типа д16т | хозяйственное мыло |
| мягкие стали | касторовое масло, технический вазелин |
| силумин | разведенный спиртом скипидар |
если нет каких-либо компонентов, можете приготовить универсальную охлаждающую жидкость для сверления металла в домашних условиях.
-
возьмите 200 г мыла и растворите его в ведре воды.
-
добавьте 5 столовых ложек машинного масла.
-
прокипятите раствор до получения мыльной однородной эмульсии.
выбор эмульсии для сверления металлов
Эмульсии для сверления металлов — это универсальные охлаждающие жидкости, которые подходят для большинства сверлильных работ. Эти многокомпонентные составы отличаются повышенной концентрацией дисперсных частиц.
При выборе, в первую очередь, обратите внимание на состав средства. Лучшие эмульсии одновременно содержат:
-
синтетические основы;
-
компоненты, уменьшающие пенообразование;
-
присадки, препятствующие коррозии и разрушению;
-
компоненты, не дающие СОЖ расслоиться при длительном хранении;
-
присадки, улучшающие противозадирные и антифрикционные характеристики.
Для применения в домашних условиях российские и зарубежные производители предлагают готовые спреи. На предприятиях СОЖ обычно закупают канистрами и бочками с составами, требующими предварительного растворения.

Фотография №3: сверление металла с применением охлаждающего спрея
Главное — не экономьте на качестве. Чем лучше охлаждающая жидкость, тем дольше прослужат инструменты и оборудование.
СОЖ. Все о смазочно-охлаждающей жидкости
- Состав СОЖ (СОТС)
- Присадки в составе СОЖ для станков
- Функции СОЖ для станков:
- Классификация СОЖ
- Отметим самые распространенные смазочно-охлаждающие жидкости для различных операций резания при работах на токарных станках:
- Как правильно эксплуатировать СОЖ для станков
При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
- Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства — СОТС.
- По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
- Наибольшее распространение получили жидкие СОТС — смазочно-охлаждающие жидкости (СОЖ).
- Смазочно-охлаждающая жидкость (СОЖ)
Удельное сопротивлене меди и ее влияние на свойства металла
– специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Основное предназначение СОЖ для металлообработки — разделение поверхностей, подвергающихся трению, и снижение температуры инструмента.
Эта жидкость образует смазочную пленку на рабочих поверхностях, которая снижает силу трения и силу, необходимую для резания.
Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.
Состав СОЖ (СОТС)
Состав рецептуры большинства СОЖ для металлообработки примерно одинаков. В продуктах разных производителей и названий меняется лишь концентрация того или иного вещества или присадка, нужная конкретному процессу или металлу.
Эффективная СОЖ для станков включает в себя:
- смазки из натуральных или синтетических масел,
- присадки, обладающие различными эксплуатационными свойствами,
- вещества, препятствующие расслоению смазочно-охлаждающих жидкостей на фракции,
- антикоррозионные и износоснижающие компоненты,
- добавки, снижающие пенообразование и агрессивность по отношению к обрабатываемым металлам.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
https://youtu.be/zM9yvYo_c7M
В случае, когда у домашней дрели нет регулятора скорости вращения, а номинальные обороты высоки, можно просверлить нержавеющий металл, включая электрическое оборудование импульсно на 1–2 секунды через такой же промежуток времени.
Уважаемые посетители сайта, поделитесь в х, как еще можно просверлить нержавейку в домашних условиях.
Присадки в составе СОЖ для станков
Присадки – важная составляющая СОЖ для металлообработки. Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.
Присадки различного назначения выполняют несколько важных функций:
- повышают стойкость металлов к коррозии,
- противодействуют износу благодаря снижению износа рабочих поверхностей инструмента,
- не дают образовываться задирам на поверхности металлической заготовки в процессе обработки,
- предотвращают образование пены, снижающей качество СОЖ, и появление масляного тумана, который вредно действует на кожу и дыхательные органы рабочего персонала.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Функции СОЖ для станков:
- охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы,
- повышение качества обработки поверхности металла,
- удаление с рабочих поверхностей пыли, грязи, металлической стружки и т. д.,
- смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты.
- повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки.
Работа с некоторыми видами металла
- При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
- Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
- В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью.
Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
В данной статье кратко рассказывается, с какой целью это делают (речь идет о сохранении сверла от перегрева и затупления).
Кому приходилось сверлить отверстия в металле, тот знает, как часто от перегрева затупляются сверла. При бесполезном их скольжении создается характерный, очень неприятный писк. Его появление говорит о том, что сверло пора либо заменить, либо заново заточить. И то, и другое вынуждает делать перерывы в работе, а иногда заставляет откладывать работу на неопределенное время.
Классификация СОЖ
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка. Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
- масляная СОЖ.Ее основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
- водосмешиваемая СОЖ– в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
- минеральная СОЖ– производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
- синтетическая и полусинтетическая СОЖ– эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
- эмульсии СОЖ– составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
Кроме состава, СОЖ можно классифицировать и по другим критериям, например:
- по способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ,
- масляные СОЖ могут различаться по вязкости, температуре вспышки, кислотному числу и т.д.
Виды используемых при токарной обработке СОЖ
- Все виды СОЖ, применяемых для токарных работ на станке, подразделяются на две большие категории.
- СОЖ на основе воды
- Жидкости данной категории отличаются хорошими охлаждающими характеристиками, они поглощают тепло, активно образующееся в процессе токарной обработки, и отводят его из зоны резания.
Нержавеющие хромистые (ферритные и мартенситные) стали.
- СОЖ на основе масла
- Такие жидкости значительно хуже отводят тепло из области обработки, но обеспечивают отличное смазывание поверхностей заготовки и инструмента.
- Рекомендации по выбору СОЖ для конкретных операций и материалов (нажмите для увеличения)
- Среди наиболее распространенных СОЖ, которые используются при обработке металла на токарных станках, можно отметить следующие.
- Раствор кальцинированной технической соды (1,5%) в кипяченой воде. Такая жидкость используется при выполнении чернового обтачивания на токарном станке.
- Водный раствор, содержащий 0,8% соды и 0,25% нитрита натрия, который повышает антикоррозионные свойства СОЖ. Применяется также при черновом обтачивании на станке.
- Раствор, состоящий из кипяченой воды и тринатрийфосфата (1,5%), практически идентичный по своему охлаждающему действию жидкостям, содержащим кальцинированную соду.
- Водный раствор, в составе которого находятся тринатрийфосфат (0,8%) и нитрит натрия (0,25%). Обладает улучшенными антикоррозионными свойствами и также используется при выполнении чернового обтачивания на токарных станках.
- Раствор на основе кипяченой воды, содержащий в своем составе специальное калийное мыло (0,5–1%), кальцинированную соду или тринатрийфосфат (0,5–0,75%), нитрит натрия (0,25%).
- Раствор на основе воды, содержащий 4% калийного мыла и 1,5% кальцинированной соды. СОЖ, в составе которых содержится мыло, используются при выполнении чернового, а также фасонного точения на токарном станке. Калийное мыло при необходимости может быть заменено на любое другое, не содержащее в своем составе хлористых соединений.
- Раствор на основе воды, в которую добавлен эмульсол Э-2 (2–3%) и кальцинированная техническая сода (1,5%). СОЖ данного типа используется при токарной обработке деталей, к чистоте обработанной поверхности которых не предъявляют высоких требований. С применением такой эмульсии обрабатывать заготовки на станке можно на высоких скоростях.
- Водный раствор, содержащий 5–8% эмульсола Э-2 (Б) и 0,2% соды или тринатрийфосфата. С использованием такой СОЖ на токарном станке выполняется чистовое точение.
- Водный раствор, в состав которого входят эмульсол на основе окисленного петролатума (5%), сода (0,3%) и нитрит натрия (0,2%). Использовать такую эмульсию можно при выполнении черновой, а также чистовой токарной обработки на станке, она позволяет получать поверхности более высокой чистоты.
- Жидкость на основе масла, в которой содержится 70% индустриального масла 20, 15% льняного масла 2-го сорта, 15% керосина. СОЖ такого состава используется в тех случаях, когда нарезают высокоточную резьбу и обрабатывают заготовки дорогостоящими резцами фасонного типа.
Варианты применения СОЖ для токарных станков
- Сульфофрезол – маслянистая СОЖ, активированная серой. Используется такая смазочно-охлаждающая жидкость при выполнении точения с небольшим сечением среза. При выполнении черновых работ, характеризующихся активным и значительным нагревом инструмента и обрабатываемой заготовки, использование такой СОЖ может быть вредным для оператора станка, так как она выделяет летучие сернистые соединения.
- Раствор, состоящий из 90% сульфофрезола и 10% керосина. Используется такая жидкость при нарезании резьбы, а также при глубоком сверлении и чистовой обработке заготовок.
- Чистый керосин – применяется, когда на токарном станке необходимо обработать заготовки, выполненные из алюминия и его сплавов, а также при финишной обработке с использованием колеблющихся абразивных брусков.
Чем охлаждать сверло при сверлении металла
В промышленности и быту сверла при сверлении металлов охлаждают различными СОЖ и рекомендованными к применению заменителями.
В промышленности
- На производстве чаще всего используют следующие составы.
- Материал обрабатываемой заготовки
- Нержавеющие и жаропрочные сплавы
- Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %).
Последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %)
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
- Алюминий и сплавы на его основе
- Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
- Смесь осерненного масла и керосина
- Осерненное масло, эмульсия
( 1 оценка, среднее 4 из 5 )
Использование СОЖ (смазочно-охлаждающей жидкости) при сверлении корончатыми сверлами
При сверлении корончатыми сверлами большую роль играет использование охлаждающей жидкости, специально предназначенной для выполнения данного вида работ.
 Магнитный станок PRO-36 Авто, смазочно-охлаждающая жидкость (СОЖ) Karnasch
Магнитный станок PRO-36 Авто, смазочно-охлаждающая жидкость (СОЖ) Karnasch
Почему необходимо использование смазочно-охлаждающей жидкости при сверлении?
Зачастую заказчик, в целях экономии средств, не приобретает СОЖ (концентрат для сверления отверстий в металле кольцевыми фрезами), либо использует жидкость, не предназначенную для операции сверления (как правило используется СОЖ применяемая в ленточно-пильных станках), либо вовсе применяет для охлаждения подручные средства (вода, жидкость для мытья стекол, незамерзающая жидкость, спирт, растворитель и т.д.). По итогу «экономия» получается довольно спорная и, как правило, выливается в дорогостоящий ремонт магнитных станков (ржавчина на элементах станка, дополнительная нагрузка на двигатель), нарушение структуры металла, в котором происходит сверление и, собственно, значительное уменьшение ресурса инструмента.
В процессе сверления кольцевыми фрезами без использования специальной смазочно-охлаждающей жидкости, материал корончатого сверла может начать гореть или плавиться, при этом нарушается его структура, а также теряется твердость, в результате чего режущие кромки кольцевых фрез быстрее изнашиваются.
Проведенные испытания в Германии на заводе Karnasch показали, что при сверлении отверстий диаметром 25 мм в черной листовой стали толщиной 10 мм, используя 7% разведенный концентрат эмульсии Karnasch Mecutoil, удалось просверлить 1500 отверстий, в то время как охлаждая место сверления водой – только 835 отверстий, что практически на 45% меньше! Используя охлаждающую жидкость, предназначенную для работы в ленточнопильных станках, удалось просверлить 1130 отверстий что на 25% меньше чем при сверлении с использованием 7% разведенного концентрата эмульсии Karnasch Mecutoil. Аналогично, при использовании твердосплавного сверла, твердый сплав при перегреве теряет твердость, и начинается деформация режущей кромки, что также является крайне нежелательным типом износа.
При использовании непредназначенного для сверления кольцевыми фрезами СОЖ значительно (25-30%) увеличивается время выполнения отверстия, и в последствии при затуплении режущей кромки корончатого сверла этот процент только увеличивается.
Более подробно с тонкостями процесса можно ознакомиться в нашем видео-обзоре.
Также при работе без использования СОЖ для корончатого сверления значительно увеличивается нагрузка на двигатель магнитного станка, что приведет к сокращению срока его службы и по итогу – дорогостоящему ремонту. При использовании воды в качестве охлаждающей жидкости, магнитные станки приходят к нам на сервис со следами ржавчины и коррозии, что также крайне нежелательно.
Рассчитаем стоимость сверления корончатыми сверлами (фрезами) с СОЖ и без
Давайте подведем итог, посчитав выгоду от экономии на СОЖ (в качестве примера используется Karnasch Mecutoil разведенный в пропорции 1 к 7 с водой) при сверлении 5 000 отверстий в черной стали толщиной 10 мм. Среднюю стоимость кольцевой фрезы возьмем 1 700,00 руб., а литр концентрата СОЖ 500,00 руб. Примерный расход СОЖ при таком задании — 1 литр на 100 отверстий.
Таким образом на 5 000 отверстий понадобится 50 литров разведенного СОЖ, что в денежном эквиваленте составляет 3 125 руб. Прибавим к этому стоимость инструмента 5 660 руб. (ресурс сверла как на испытаниях составляет 1500 отверстий). По итогу мы потратили 8 785 руб.
При сверлении с использованием воды в качестве охлаждающей жидкости кольцевая фреза делает 835 отверстий, это означает, что для выполнения задания нам понадобится 10 200 руб., что на 15% дороже.
Как мы видим экономия не такая ощутимая, НО мы имеем качественно выполненное отверстие, значительную экономию времени выполнения задачи (что в конечном итоге также сэкономит денежные средства), а также магнитный станок который прослужит гораздо дольше (и этот фактор экономит средства).
Как вы видите экономия очевидна!
Не забывайте приобретать специальную охлаждающую жидкость (СОЖ) Karnasch для сверления корончатыми сверлами у наших специалистов! Мы всегда рады помочь вам!
ПОИСК
Смазочно-охлаждающие жидкости.
При сверлении применяются следующие жидкости при обработке сталей — эмульсии и компаундированные масла (для легированных сталей) при обработке ковкого чугуна — эмульсии при обработке серого чугуна — керосин (чаще всухую) при обработке алюминия — эмульсия, керосин (чаще всухую) при обработке бронзы — эмульсия (чаще всухую).
[c.203]
В качестве охлаждающей жидкости при сверлении применяют сульфофрезол. За рубежом используется ассортимент сульфированных и хлорированных масел.
[c.129]
Нормы подачи смазочно-охлаждающих жидкостей при сверлении
[c.144]
Особенно эффективно влияние смазочно-охлаждающей жидкости при обработке пластичных металлов и при глубоком сверлении. Применение смазочно-охлаждающей жидкости при сверлении сталей дает возможность повысить скорость резания на 15—25%.
Для сверления стальных деталей рекомендуется применять 5%-ный раствор эмульсии в количестве 5 л/мин для легированных сталей — эмульсии и компаундированные масла для ковкого чугуна — эмульсии, для серого чугуна — керосин (или работать без смазочноохлаждающей жидкости).
[c.144]
В качестве охлаждающей жидкости при сверлении отверстия в стали применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
[c.288]
Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
[c.168]
Смазывающе-охлаждающая жидкость. Применение смазываю-ще-охлаждающей жидкости допускает увеличение скорости резания. В качестве охлаждающей жидкости при сверлении и зенкеровании стальных деталей обычно применяется эмульсия.
Применение жидкости с хорошими смазывающими свойствами при развертывании способствует получению более чисто обработанного отверстия.
Поэтому при развертывании отверстий в стальных деталях применяются компаундированные и растительные масла, сульфофрезол, эмульсии.
[c.131]
Стойкость сверла, т. е. время работы сверла от одной заточки до другой, зависит от правильного охлаждения сверла при работе. Без охлаждения режущие кромки сверла нагреваются, получают отпуск, и сверло быстро затупляется.
Охлаждающей жидкостью при сверлении стали, ковкого чугуна, красной меди и латуни служит мыльная вода и минеральное масло, а при сверления алюминия — мыльная вода и керосин. Серый и белый чугун, а также бронза сверлятся без охлаждения (всухую).
[c.161]
Рекомендуемые режимы резания при сверлении и рассверливании приведены в справочниках. Охлаждающую жидкость при сверлении направляют непосредственно в отверстие Длину сверления (глубину отверстия) при работающем станке контролируют по делениям на пиноли или по меловой риске на сверле.
[c.55]
Охлаждающая жидкость при сверлении должна направляться непосредственно в отверстие. Рекомендуется периодически выво-
[c.48]
Обладающее хорошей маслянистостью или липкостью касторовое, сурепное, хлопковое, подсолнечное, оливковое и другие масла при.ме-няют для получения компаундированных масел, т. е. их добавляют к нефтяным маслам для улучшения маслянистости последних.
Применяют их также в качестве смазочно-охлаждающих жидкостей при ответственных чистовых операциях глубокого сверления и растачивания, нарезании резьб и как закалочные жидкости, например, в инструментальном производстве.
[c.
25]
В последнее время успешно осуществляют дробление стружки при так называемом вибрационном резании, когда резец или сверло принудительно колеблются в направлении подачи с помощью специального механизма. Получающаяся при этом стружка переменной толщины дробится на мелкие части и легко удаляется охлаждающей жидкостью (при глубоком сверлении).
[c.85]
В качестве охлаждающей жидкости при глубоком сверлении применяются эмульсии и сульфофрезол. Охлаждающая жидкость должна подаваться к месту образования стружки под давлением 5-4-25 ати.
[c.302]
Животные жиры применяются при изготовлении притирочных, доводочных и полировочных составов и составов для пропитки кожаных манжет и сальниковых уплотнений различных машин и в качестве добавок при изготовлении смазочно-охлаждающих жидкостей при глубоком сверлении, расточке и полировке внутренних каналов роторов турбин и других ответственных деталей. В отдельных случаях некоторые жиры применяются для смазки шеек валков прокатных станов.
[c.39]
Смазочно-охлаждающие жидкости при обработке отверстий обычно выбирают в зависимости от видов обработки (сверление, зенкерование и т. д.
) , характера обработки, размеров отверстия, заданной чистоты поверхности, материала детали и режущего инструмента, типа станка, режимов резания и других условий.
Например, применение охлаждения при сверлении стали так же, как и при ее точении,
[c.229]
Охлаждение инструмента в процессе обработки отверстий производится различными смазочно-охлаждающими жидкостями. При их выборе учитывают вид операции (сверление, зенкерование и т. д.), характер обработки (предварительная, промежуточная, окончательная), размеры отверстий, заданную чистоту поверхности, мате-134
[c.134]
Процесс резания при сверлении протекает в более сложных условиях, чем при точении. В процессе резания затруднены отвод стружки и подвод охлаждающей жидкости к режущим кромкам инструмента.
При отводе стружки происходит трение ее о поверхность канавок сверла н сверла о поверхность отверстия. В результате повышаются деформация стружки и тепловыделение.
На увеличение деформации стружки влияет изменение скорости резания вдоль режущей кромки от максимального значения на периферии сверла до нулевого значения у центра.
[c.311]
Сверление глубоких отверстий (длина отверстия больше пяти диаметров) производят на специальных горизонтально-сверлильных станках.
При обработке глубоких отверстий спиральными сверлами происходит увод сверла и разбивание отверстия затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки. Поэтому для сверления глубоких отверстий применяют сверла специальной конструкции.
Смазочно-охлаждающая жидкость подается в зону резання и вымывает стружку через внутренний канал сверла.
[c.318]
При большом припуске применяют несколько разверток с последовательно увеличивающимися диаметрами. На долю последней развертки (чистовой) оставляется минимальный слой, чем достигается чистота поверхности 6—7-го класса и большая точность. При развертывании используют те же охлаждающие жидкости, что и при сверлении.
[c.105]
Спиральные свёрла, применяемые для тяжёлых работ, например, при глубоком сверлении, снабжаются каналами для подвода к лезвию охлаждающей жидкости.
[c.321]
По характеру своей работы пушечное сверло напоминает расточной резец, поэтому его нужно применять при сверлении в кондукторе или же при предварительно надсверлённом отверстии для обеспечения достаточной опорной поверхности.
Сверло работает в тяжёлых условиях из-за большого угла резания (90°), затруднённости выхода стружки и подвода охлаждающей жидкости. Недостатком сверла является также и необеспеченность геометрической оси отверстия из-за увода инструмента.
[c.333]
При сверлении отверстий с форсированным режимом резания применяют сверла с внутренними отверстиями для подачи охлаждающей жидкости под давлением к месту резания.
[c.131]
По способу отвода смазочно-охлаждающей жидкости и стружки сверла для глубокого сверления разделяют на сверла с наружным и внутренним отводом.
У сверл с внутренним отводом лучшие условия для подачи жидкости и отвода стружки, поэтому сверла с наружным отводом стружки применяют только при сверлении диаметров до 25—30 мм, когда конструктивно оформить сверло с внутренним отводом затруднительно.
По-конструкции сверла разделяют на сверла одностороннего и двустороннего резания. При сверлении отверстий более 60 —80 мм используют сверла кольцевого-сверления.
[c.51]
Для уменьшения трения и нагрева инструмента при сверлении применяют охлаждающую жидкость. При обильном применении охлаждающей жидкости при сверлении стали можно увеличить скорость резания примерно на 30—35%.
Кроме этого, обильное охлаждение облегчает удаление стружки из отверстия. Для нормального охлаждения необходимо к месту сверления подать не менее 10 л охлан дающей жидкости в минуту.
[c.
171]
| Таблица 67. Нормы подачи смазочио-охлаждающих жидкостей при сверлении | 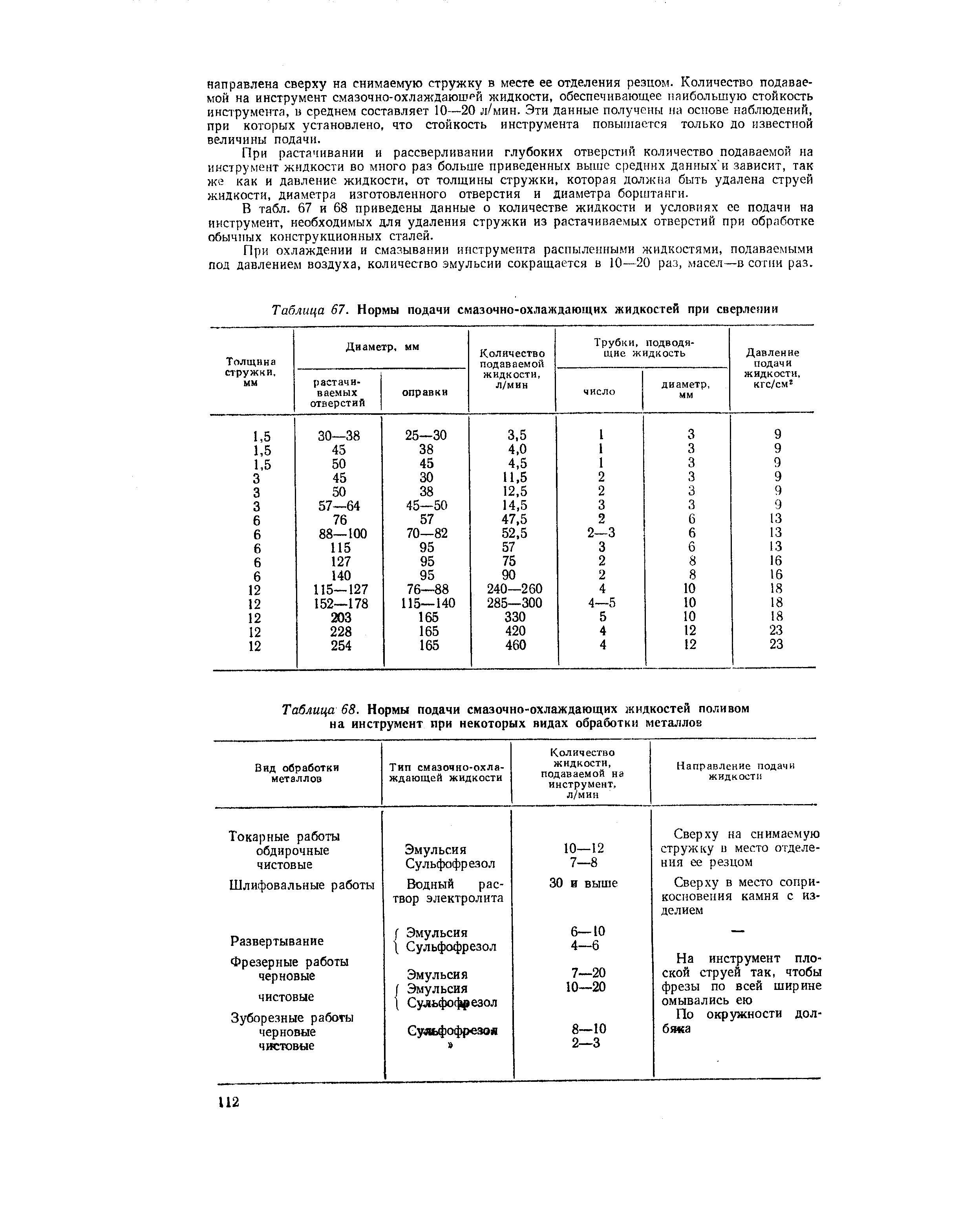 |
Процесс сверления происходит легко, без всякого заедания, причем никаких выкрашиваний или задиров на режущих и вспомогательных кромках не имеется. Образующаяся в процессе сверления стружка имеет форму коротких завитков, легко удаляемых при помощи охлаждающей жидкости. При обработке заготовок, не имеющих предварительно просверленного отверстия, а также при обра-
[c.388]
В качестве смазочно-охлаждающих жидкостей при глубоком сверлении рекомендуется применять СОЖ-В32к э.мульсол Э-2 с 10—15%-ной добавкой индустриального масла И-12П при обработке чугунных деталей 2 —3%-ный раствор Укринола-1.
[c.448]
Подача охлаждающей жидкости при давлении не меньще 12 ат в количестве не менее 12 л1мин способствует снижению температуры резания, позволяет повысить производительность сверления в два раза и увеличить стойкость в несколько раз по сравнению со с т ан д а р тн ы м и с в е р л а м и.
[c.97]
Рельсосверлильный станок 1024-Б (рис. 11) предназначен для сверления отверстий быстрорежущими сверлами в рельсах типов Р65, Р50, Р43, Р38 и Illa.
Станок состоит из редуктора с двигателем, рамы с зажимом и подающим механизмом и бачка для охлаждающей жидкости При работе рама станка закрепляется на подошве рельса.
Сверло приводится во вращение двигателем, а подается вручную при помощи трещоточного ключа и винта подачи, перемещающего редуктор с двигателем по направляющим штангам.
[c.203]
Практикой установлено, что на один резец нужно подавать от 7 до 20 л1мин охлаждающей жидкости при обдирке и от 3 до 4 л1мин при чистовой обработке.
При развертывании и нарезании резьб потребность в охлаждающей жидкости меньше и составляет 2—3 л1мин на один работающий инструмент.
При сверлении необходима подача охлаждающей жидкости на одно сверло такая, как на два резца.
[c.70]
Для обеспечения необходимой циркуляции смазочно-охлаждающей жилкостп при сверлении каналов длиной несколько метров на одном из наших заводов был с успехом применен водоприемник, устройство которого показано на фиг. 758. Жидкость под давлением поступает через нипель 6 внутрь корпуса 7 и далее в кольцевой зазор между направляющей втулкой 5, запрессованной в корпус 7,
[c.730]
Для изготовления глубоких отверстий относительно небольших диаметров — до 30 мм — применяют спиральные сверла с внутренним подводом охлаждения однако обрабатывать таким спиральным свер лом глубокие отверстия трудно, так как приходится часто выводить-сверло из отверстия для удаления застрявшей стружки и, кроме того, оно недостаточно прочно и менее точно обеспечивает соблюдение направления отверстия. Вместо спиральных сверл лучше применять пушечные сверла (рис. 74, б), которые не имеют поперечной режущей кромки, что облегчает резание металла. Вершина сверла смещена на 1/4 диаметра, благодаря чему образуется конус, направляющий сверло. Сверлению пушечным сверлом предшествует предварительное засверливание металла на некоторую глубину спиральным или перовйм сверлом, что должно быть выполнено тщательно во избежание увода пушечного сверла в сторону. Получаемая при сверлении мелкая стружка легко удаляется охлаждающей жидкостью. Существенным недостатком пушечных сверл является их малая производительность. При сверлении глубоких отверстий диаметром от 80 до 200 мм, длиной до 500 мм широкое применение находят кольцевые сверла. Они вырезают в сплошном металле лишь кольцевую поверхность, а остающуюся после такого сверления внутреннюю часть в форме цилиндра можно использовать для изготовления других деталей. Такие сверла поставляются с несколькими комплектами запасных быстрорежущих ножей. Эти ножи выпускаются взаимозаменяемыми в заточенном виде. Затупившиеся ножи сверловщик заменяет непосредственно на своем рабочем месте без снятия сверла со станка.
[c.208]
Каналы в индуктирующем проводе для подачи охлаждающей жидкости не должны иметь полостей, в которых жидкость может задерживаться после закрытия электрогидравлического клапана. При нагревании следующей детали жидкость частично испаряется, а остатки ее выбрасываются парами на нагреваемую поверхность. На последней появляются области пониженной твердости. Иногда в индукторах предусматриваются небольшие отверстия специально для стекания остатков жидкости. Отверстия в индуктирующем проводе для выхода охлаждающей жидкости располагаются обычно рядами в шахматном порядке, шаг в ряду 8—10 мм, расстояние между рядами 4—5 мм. Диаметр отверстий 1,5—2,0 мм. Если толщина индуктирующего провода больше 5 мм, Ю при сверлении отверстий диаметром 2 лtJИ сверла часто ломаются. Чтобы облегчить изготовление отверстий, последние делаются ступенчатыми. Так, притолщине индуктирующего провода 10 мм сверлом диаметром 4—5 мм сверлятся отверстия длиной 8 мм, далее в сторону закаливаемой детали они сверлятся сверлом диаметром 1,5—2,0 мм (см. рис. 8-3). Площадь поперечного сечения шлангов трубок и полостей, по которым
[c.98]
Значительное повышение серебростойкости органических стекол при сверлении и фрезеровании наблюдается при применении смазочно-охлаждающих жидкостей.
[c.140]
Смазки для сверления металла
В процессе сверления металлических деталей нужно использовать смазочно-охлаждающую жидкость. В нашей статье вы узнаете, почему смазка и охлаждение так важны и какую СОЖ выбрать для обработки различных материалов.
Для чего нужна СОЖ при сверлении металла?
Процесс сверления металла всегда сопровождается сильным нагревом в зоне обработки. Иногда температура превышает несколько сотен градусов Цельсия. Такие тепловые нагрузки не выдерживают даже устойчивые к нагреву твердосплавные инструменты.
А свёрла из быстрорежущей стали при сверлении отверстий на сухую практически сразу лишаются такого свойства, как твёрдость, и начинают плавиться, терять форму и ровность краёв режущих кромок. Появляются заусенцы, наросты… Ухудшается качество проделанного отверстия, стенки становятся неровными.
В большинстве случаев изделие после такой обработки просто отбракуют.
Кроме того, обработка без смазки значительно увеличивает трение инструмента о деталь. Это уменьшает срок эксплуатации сверла в несколько раз. Инструмент часто не справляется и выходит из строя.
Отсутствие смазки и охлаждения не может не влиять и на работу сверлильного оборудования в целом. Регулярные перегрузки становятся серьезной проблемой, ведущей к износу и поломке двигателя станка. В результате это оборачивается дорогостоящим ремонтом оборудования.
Какую СОЖ выбрать для сверления?
Смазочно-охлаждающую жидкость выбирают исходя из материала обрабатываемой детали. Однако, есть ряд жидкостей, которые при обработке металла применять нельзя. Например, воду, незамерзайку, спиртовые растворы, стеклоомыватель и т.п. В частности, замена СОЖ водой ведёт к коррозии обрабатываемой заготовки, инструмента и даже рабочих частей станка.
Итак, перечислим наиболее зарекомендовавшие себя эффективные смазочно-охлаждающие жидкости.
При сверлении нержавейки и жаропрочных сплавов в качестве смазки подойдет смесь, в которую входит олеиновая кислота и сульфофрезола в соотношении 1:4. Для нержавеющей стали сульфофрезолу разрешается заменить на керосин и осерненное масло. Тогда пропорция смеси будет такой: на 2 части олеиновой кислоты добавить 3 части керосина и 5 частей осерненного масла.
Когда сверлят алюминий, для смазки применяют керосин, эмульсию или смешанные масла. Однако допускается глубокое сверление без применения СОЖ.
Также без охлаждения можно сверлить другие мягкие металлы – медь, латунь, бронзу, чугунное литье. Но с СОЖ лучше.
Для меди выбирайте смешанные масла и эмульсию; для латуни – 3-5% эмульсию; для бронзы – смешанные масла; для чугуна – керосин и 3-5% эмульсию.
Цинк и никель также смазывают эмульсией. А вот легированную и инструментальную сталь – смешанными маслами. Смесь осерненного масла и керосина применяется при сверлении конструкционной стали, а для обработки углеродистой стали лучше предпочесть осерненное масло или эмульсию.
Всегда необходимо помнить о «золотом правиле» при выборе СОЖ – нельзя экономить на качестве. Чем качественнее вы приобретете СОЖ, тем дольше окажется срок эксплуатации инструмента и оборудования и тем чище будет обработка.
Чем лучше смазывать сверла, чтобы они не перегревались и служили долго | Мастерская Самоделок..
М
Мастерская Самоделок
2,1 тыс. подписчиков
Чтобы процесс сверления шел быстрее и при этом сверла служили долго необходимо знать простые правила, которые помогут продлить срок службы сверл, которые стоят немалых денег.
Сверла по металлу за 1000 рублей.
При сверлении необходимо добавлять масло, чтобы режущая кромка сверла не тупилась и также охлаждалась.
Кто-то сверлит с машинным маслом, кто-то с отработанным. Но чтобы сверла не тупились и долго служили достаточно использовать оливковое масло, которое есть в любом продуктовом магазине. Именно оливковое масло содержит олеиновую кислоту, которая также есть в свином сале, которое используют для сверления мастера.
Оливковое масло.Для удобства набираем масло в шприц.
Сверлим и периодически добавляем оливкового масла.
Процесс сверления пошел.
Сразу же после пары оборотов образовалась стружка и процесс сверления пошел достаточно быстро. К тому же сверлить таким маленьким диаметром сложно, но с оливковым масло сверло уверенно углубляется в металл, только нужно убирать стружку.
Сверло не перегрелось и осталось таким же острым.
Оливковое масло действительно хорошо справляется со своей задачи и в сверлении, да и в небольших масштабах расходы на него будут мизерными.
Отверстие готово.
- Вот так с виду простое масло для приготовления пищи может помочь в работе с металлом.
- Теперь при сверлении лучше использовать его, сверла с ним хорошо охлаждаются и продлевается их срок службы.
- Покупать дорогое оливковое масло совсем не обязательно, есть варианты по 200 рублей за бутылку, они также хорошо справляются со своей задачей ничуть не хуже дорогих, которые стоят по 1000 рублей и больше.
- Кому понравилась статья, ставьте лайки, пишите комментарии и подписывайтесь на канал.
М
Мастерская Самоделок
2,1 тыс. подписчиков





