- Какой электрод в зависимости от толщины металла выбрать?
- Формула для расчета силы тока
- Выбор режима ручной дуговой сварки | Тиберис
- 1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
- Таблица 1.1
- 1.2 Напряжение дуги (длина сварочной дуги)
- Таблица 1.2
- 1.3 Скорость сварки
- 1.4 Род и полярность тока
- 1.5 Зажигание (возбуждение) сварочной дуги
- Выбор и расчет режима ручной дуговой сварки
- Диаметр электрода и толщина металла
- Как выбирают значение сварочного тока
- Напряжение дуги
- Род и полярность тока
- Тип и марка электродов
- Скорость сварки
- Пространственное положение шва
- Подогрев и термическая обработка
- Как настроить сварочный ток и выбрать диаметр электрода?
- Общая информация
- Настройка силы тока в зависимости от электрода
- Вместо заключения
- Диаметр электродов для сварки: влияние тока на выбор размера и сравнительная таблица
- Влияние сварочного тока и толщины электродов на сварку
- Электроды переменного и постоянного тока
- Сравнительная таблица диаметров
- Ручная дуговая сварка
- Техника выполнения шва и режим сварки
- Зажигание сварочной дуги
- Положение и перемещение электрода при сварке
- Порядок выполнения швов
- Подбор силы тока и диаметра электрода
- Таблица 1 — Выбор диаметра электрода при сварке стыковых соединений
- Таблица 2 — Выбор диаметра электрода при угловых и тавровых соединений
- Таблица 3 — Значения допускаемой плотности тока в электроде
- Достоинства способа:
- Недостатки способа:
- Рациональные области применения:

Какой электрод в зависимости от толщины металла выбрать
Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Имея более 350 000 кв. Футов производственных и складских помещений для удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
https://grandlesmarket.ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
Какой электрод в зависимости от толщины металла выбрать?
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.

Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.
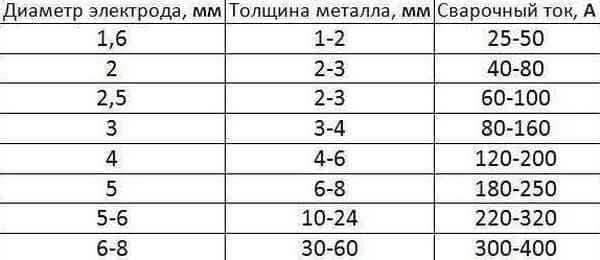
Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.

То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Выбор режима ручной дуговой сварки | Тиберис
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины.
От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве.
При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
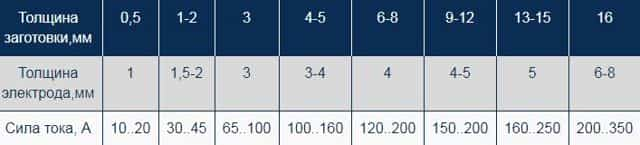
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | |||||||
| 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва.
Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта.
Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | |||||||
| 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Скорость сварки
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва.
Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов.
Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.

На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д.
, причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве.
Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
Выбор и расчет режима ручной дуговой сварки
Грамотный выбор параметров режима ручной дуговой сварки – залог качественного и надежного соединения. Параметры, определяющие характер и устойчивость протекания сварочного процесса, делятся на основные и дополнительные. Рассмотрим факторы, влияющие на качество шва.
Диаметр электрода и толщина металла

Величина сварочного тока и диаметра электрода – основные параметры, определяющие стабильность протекания сварочного процесса и качества полученного соединения. Оптимальное значение зависит вида металла, технологии соединения, а также подготовки поверхности. Например, при сварке деталей с предварительной разделкой кромок, для выполнения корневого шва рекомендуется использовать электрод диаметром 2 или 3 мм. Последующие слои накладывают с помощью стержней диаметр которых зависит от условий выполнения работ.
При отсутствии кромок можно использовать простую таблицу:
| Толщина кромок, мм | Диаметр электрода, мм |
| Меньше 2 | Меньше 2 |
| 3-5 | 3-4 |
| 6-8 | 4-5 |
| 9-12 | 5-6 |
| 13-15 | 6-7 |
| 16-20 | 7-8 |
| Больше 20 | 8-10 |
Как выбирают значение сварочного тока

В первую очередь необходимо выбрать род и полярность тока, которые устанавливают исходя из химического состава металла и его толщины, а также типа покрытия электродов. В таблице показана зависимость сварочного тока от диаметра электродов:
| Диаметр электрода, мм | Минимальный ток, А | Средний ток, А | Максимальный ток, А |
| 1,6 | 25 | 30 | 35 |
| 2,0 | 40 | 50 | 55 |
| 2,5 | 60 | 70 | 75 |
| 3,2 | 90 | 100 | 110 |
| 4,0 | 130 | 150 | 160 |
| 5,0 | 170 | 190 | 200 |
Данные актуальны для сварки в нижнем пространственном положении. При выполнении вертикальных швов силу тока необходимо снизить на 15 %, потолочных – на 25 %. Для угловых соединений рабочие параметры могут быть выше, ввиду низкого риска сквозного проплавления шва.
Максимальное значение силы тока зависит от производителя присадочных материалов – значение необходимо уточнять в сопроводительной документации (паспорте).
Напряжение дуги
Зависимость между напряжением сварочной дуги и ее длиной имеет прямой характер. Напряжение дуги при ручной сварки варьируется в пределах 15-30 В, однако в момент замены электрода значение способно вырасти до 70 В. С ростом дуги ширина шва увеличивается, а глубина провара уменьшается.
Оптимальной считается дуга, длина которой равна диаметру электрода. Величина допустимых отклонений не превышает 0,5 мм. В процессе выполнения шва величина дуги не должна меняться.
Возбуждение сварочной дуги осуществляется двумя способами – чирканьем или касанием.
Род и полярность тока

Важный параметр, который необходимо учитывать при расчете режима ручной дуговой сварки. Классический способ – работа постоянным током обратной полярности. Сварку переменным током используют преимущественно в строительной отрасли, при монтаже металлоконструкций из толстолистовой конструкционной стали.
При равных рабочих параметрах, глубина провара постоянным током прямой полярности на 50 % меньше, по сравнению с классическим способом.
Тип и марка электродов

Электрод для ручной дуговой сварки представляет собой стержень из токопроводящего материала, покрытого специальной флюсовой обмазкой. В процессе выполнения работ электрод плавится, заполняя пространство между соединяемыми деталями. Назначение покрытия электрода – стабилизация сварочной дуги и защиты зоны расплава от негативного воздействия кислорода, который входит в состав атмосферного воздуха. Эксплуатационные характеристики соединения во многом зависят от типа покрытия. Современные производители сварочных материалов предлагают потребителям электроды со следующими типами покрытия:
- Основное – характеризуется хорошей химической чистотой и механическими характеристиками шва. Электроды предназначены для сварки металлоконструкций, подверженных динамическим и равнопеременным нагрузкам.
- Рутиловое – отличается стабильностью дуги и простым формированием шва, независимо от рода тока. За счет высокой текучести стержни с рутиловым покрытием используют преимущественно для сварки в горизонтальном положении.
- Целлюлозное – покрытие включает в себя органические соединения, которые способствуют качественному провару шва с малым количеством шлака. В процессе выполнения работ образуется большое количество брызг расплавленного металла.
- Кислое – основу которого составляют оксиды марганца и железа. Они способствуют легкому зажиганию и стабильному горению дуги при минимальных требованиях к качеству подготовки поверхности. Отличается высоким коэффициентом разбрызгивания.
Каждому типу покрытия соответствует собственное буквенное обозначение, согласно требованиям международного стандарта ISO 2560:2009.
Скорость сварки
Оптимальный скоростной режим выполнения работ подбирают исходя из толщины кромок соединяемых деталей. Сварочная ванна должна равномерно заполняться жидким металлом с плавным переходом к основной поверхности без наплывов и подрезов.
Медленная скорость движения электрода приводит к образованию большого количества жидкого металла, который будет препятствовать качественному провару кромок. При слишком быстром перемещении дуги свариваемые кромки не будут получать достаточного количества тепловой энергии, что приведет к образованию трещин после охлаждения.
Пространственное положение шва
Потолочный шов – самый сложный в исполнении, требующий высокой квалификации сварщика. Его выполняют короткими промежутками с движением электрода на себя, что позволяет контролировать длину дуги, процесс формирования шва и угол наклона электрода.
При выполнении вертикальных швов, расплавленный металл сварочной ванны стремится вниз. Соединение выполняют короткой дугой, с направлением движения снизу вверх. Сварку вертикальных поверхностей обычно осуществляют без предварительной подготовки кромок.
Подогрев и термическая обработка
При сварке стали, которая склонна к образованию закалочных структур, резкое охлаждение шва приводит к повышению внутренних напряжений и образованию трещин.
Предварительный подогрев поверхности позволяет снизить разность температур и регулировать скорость охлаждения соединяемых деталей.
При выполнении работ в условиях низких температур, предварительный подогрев – обязательная процедура даже для низкоуглеродистых сортов стали.
Для снятия внутренних напряжений используют различные методы термической обработки – полный или низкотемпературный отжиг, а также нормализацию.
Как настроить сварочный ток и выбрать диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.

В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода.
Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны.
Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить.
Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек. Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность.
Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной.
Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться.
В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки.
Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
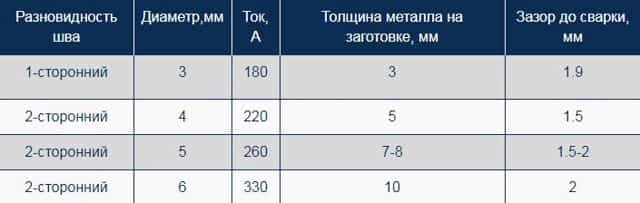
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд.
Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата.
Поделитесь в х своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Диаметр электродов для сварки: влияние тока на выбор размера и сравнительная таблица
В процессе сварки учитываются многие параметры, в том числе длина электрода, характеристики его покрытия, а также толщина и температура металлов, предназначенных для сваривания. При этом одним из самых важных показателей является грамотный выбор диаметра используемого электрода.
Влияние сварочного тока и толщины электродов на сварку
Сварочный ток – один из наиболее значимых в работе параметров, влияющих на основные качественные характеристики и размеры шва, а также некоторые другие принципиальные показатели получаемого сварного соединения. Даже незначительное повышение уровня сварочного тока делает более быстрым плавление заготовок и материала электрода.
Немаловажное значение в процессе работы имеет также плотность тока сварки, которая определяется соотношением таких параметров, как площадь поперечного сечения возникающей электродуги и сварочного тока (А/мм2). При увеличенном диаметре электрода снижается токовая плотность. Такая особенность объясняется более толстой и длинной электрической дугой.
Слишком низкие показатели сварочного тока отрицательно сказываются на стабильности горения дуги.
В этом случае заметно возрастает риск образования непроваренных участков, постоянного прерывания процесса сварки и получения низкокачественного соединения.
При очень высоких показателях быстро возникает перегревание, или образуются прожоги в области сваривания заготовок, а также может наблюдаться интенсивное разбрызгивание материала.
Электроды переменного и постоянного тока
Вне зависимости от толщины выпускаемые сегодня электроды могут быть предназначены для работы с переменными и постоянными токовыми значениями. Первый вариант является универсальным, поэтому используется в условиях постоянного и переменного напряжения. Второй – предназначен исключительно для сварки постоянным током.
| Электроды для переменного тока | Электроды для постоянного тока |
| Преимущества: |
- простота выполнения сварочных работ;
- доступная цена оборудования;
- не слишком высокая стоимость расходных материалов;
- достойное качество получаемого соединения
Преимущества:
- экономичный расход сварочных материалов;
- минимальное разбрызгивание;
- простота и удобство сварочных работ;
- высокая производительность;
- стабильность и устойчивость дуги;
- работа с тонкостенными заготовками;
- отсутствие непроваренных зон;
- получение качественного и аккуратного шва
Недостатки:
- высокий риск разбрызгивания;
- риск получения непроваренных зон;
- отсутствие экономичности расхода
Недостатки:
- на повышенном режиме риск отклонения дуги от электродной оси;
- дорогое сварочное оборудование
Лучшие марки: ОЗС-12, МР-3, АНО-4, МР-3С, АНО-6, ОЗС-4, АНО-21 и ОЗС-6 Лучшие марки: УОНИИ-13/45 и УОНИИ-13/55, LD-52U и ОК-53.70
Универсальные электроды формируют хорошую и стабильную дугу, обеспечивают высокую производительность сварки с низким риском разбрызгивания, являются экономичными и отличаются хорошим отделением шлаков.
 Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Именно такой материал предъявляет минимальные требования к профессиональным навыкам сварщика и типу оборудования, а также оптимально подходит для сварки загрязнённых и окислённых, влажных и имеющих коррозийные изменения поверхностей.
Сравнительная таблица диаметров
На современном сварочном оборудовании показатели напряжения выставляются в автоматическом режиме, поэтому данный параметр нет необходимости брать в особый расчёт.
При этом важно помнить, что каждый аппарат имеет индивидуальные погрешности, и регулировка осуществляется в соответствии с заданными режимами.
Для самостоятельного выбора требуемого диаметра электрода и значения сварочного тока в зависимости от толщины используемых в работе заготовок и типа соединения рекомендуется воспользоваться табличными данными, приведёнными в нормативной литературе.
| Толщина металла (мм) | Тип соединения | |||||
| Стыковое | Нахлёсточное | Тавровое | ||||
| Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | |
| 1,0 | 2,0 | 25-35 | 2,5 | 30-50 | 2,0 | 30-50 |
| 1,5 | 2,0 | 35-50 | 2,5 | 35-75 | 2,0-2,5 | 40-70 |
| 2,0 | 2,5 | 45-70 | 2,5-3,0 | 55-85 | 2,5-3,0 | 50-80 |
| 4,0 | 3,0-4,0 | 120-160 | 3,0-4,0 | 120-180 | 3,0-4,0 | 120-160 |
| 5,0 | 3,0-4,0 | 130-180 | 4,0 | 130-180 | 4,0 | 130-180 |
| 10,0 | 4,0-5,0 | 140-220 | 4,0-5,0 | 150-220 | 4,0-5,0 | 150-220 |
| 15,0 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 |
| 20,0 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 |
Сварочный процесс невозможен без правильно подобранного сварочного тока, соответствующего диаметру используемого расходного материала (электродов для сварки). На практике силу тока определяет марка электрода. Каждым ответственным производителем такие оптимальные показатели обязательно прописываются на упаковке.
Ручная дуговая сварка
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие,
оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1).
Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ.
- Шлакообразующие:
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- рафинирующие элементы;
- легирующие элементы.
- Cвязующие
- Пластификаторы
Техника выполнения шва и режим сварки
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм.
Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере.
После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами «к себе» и «от себя».
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 — 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
Получение средних швов (или валиков), ширина которых обычно не более (2 — 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными.
Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева.
В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, «каскадным» способом и способом «горки».
Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва.
Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 — Выбор диаметра электрода при сварке стыковых соединений
| Толщина деталей | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | более 20 |
| Диаметр электрода | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 5,0 | 5,0-6,0 | 6,0-10,0 |
Таблица 2 — Выбор диаметра электрода при угловых и тавровых соединений
| Катет шва | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Диаметр электрода | 3,0 | 4,0 | 5,0 |
- Силу сварочного тока определяют по формуле
- Iсв=πdэ2*j/4,
- где dэ — диаметр электрода (электродного стержня), мм;
j — допускаемая плотность тока, А/мм2.
Таблица 3 — Значения допускаемой плотности тока в электроде
| Вид покрытия | Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм | |||
| 3 | 4 | 5 | 6 | |
| Рудно-кислое, рутиловое | 14,0-20,0 | 11,5-16,0 | 10,0-13,5 | 9,5-12,5 |
| Фтористо-кальциевое | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
- При приближённых подсчётах величина сварочного тока может быть определена по одной
из следующих формул:> - Iсв=k*dэ
- Iсв=k1*dэ1,5
- Iсв=dэ*(k2+α*dэ)
- где dэ — диаметр электрода (электродного стержня), мм;
- k1,k2, α — коэффициенты, определённые опытным путём:
- k1=20…25;k2=20; α=6.
Достоинства способа:
- Простота оборудования;
- Возможность сварки во всех пространственных положениях;
- Возможность сварки в труднодоступных местах;
- Быстрый, по времени переход от одного вида материала к другому;
- Большая номенклатура свариваемых металлов.
Недостатки способа:
- Большие материальные и временные затраты на подготовку сварщика;
- Качество сварного соединения и его свойства во многом определяются субъективным фактором;
- Низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- Вредные и тяжёлые условия труда.
Рациональные области применения:
- Сварка на монтаже;
- Сварка непротяжённых швов.





