- Назначение и критерии выбора
- Лазерно-кислородная резка
- Кислородная резка с поддержкой лазерным лучом
- Лазерная резка в инертном газе
- Лазерное термораскалывание
- Преимущества и недостатки
- Устройство и принцип работы станков для лазерной резки
- Устройство и принцип работы
- Виды лазерной резки
- Преимущества и недостатки
- Принципы выбора
- Дизайн станка
- Подъёмный стол
- Мощность лазера и охлаждение
- Оптика
- Цены
- Как изготовить станок для лазерной резки своими руками
- Эксплуатация
- Лазерная резка: принципы работы, виды и особенности
- Принципы работы лазерной резки
- Параметры резки разных металлов
- Виды лазерной резки
- Преимущества и недостатки лазерной резки
- Назначение и критерии выбора лазерной резки
- Виды лазерных станков ЧПУ
- Твердотельный YAG-лазер
- 3 вида режущих лазеров — газовые, кристальные, волоконные. В чем разница?
- 3 вида лазерной резки, которые активно используются в промышленности
- Газовые лазеры для резки твердых материалов
- Кристальные лазеры для резки металла
- Волоконные лазеры для резки металла
- Какие лазеры использует для резки металла «Металл‑Кейс»
- Как выбрать станок лазерной резки металла (лазерный резак)?
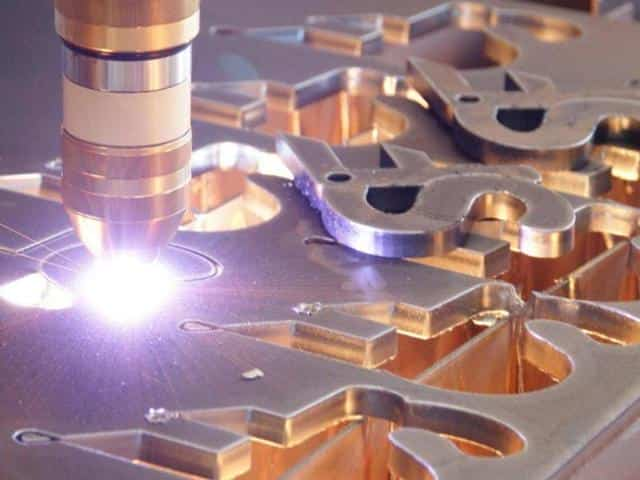
Лазерная резка металла применяется при работе со многими материалами, но чаще всего — с металлами. Ее популярность объясняется возможностью получения сложных контуров деталей.

Метод основывается на тепловом воздействии лазерного луча на металл. Металл, который обрабатывается, сначала нагревается до температуры плавления, а после — до температуры кипения. В этот момент материал начинает испаряться. Такая резка подразумевает большие энергозатраты, поэтому подходит только для тонкого металла.
Более толстые материалы разрезают при температуре плавления. Для облегчения процесса в зону обработки добавляется газ, задачей которого является удаление из зоны обработки остатков металла и продуктов его сгорания.
Также газ необходим для поддержания оптимальной температуры плавления и охлаждения прилегающих участков. Самыми эффективным газом является кислород, он значительно увеличивает скорость работы и глубину обработки.
Назначение и критерии выбора

Такой способ работы применяется также для обработки фанеры, линолеума, полипропилена, резины. Такой обработке можно подвергать даже искусственный камень и стекло. Этот вид резки применяется при построении автомобилей, судов, многочисленных электроприборов, а также машин сельскохозяйственного назначения. Также вариант обработки подходит для изготовления табличек, указателей, жетонов, элементов декора интерьера.
Станок лазерной резки GCC LaserPro FMC280 200 W

- Размеры, мм 1125 x 720 x 1800 мм
- Максимальная потребляемая мощность 1800 Вт
- Дисплей 4-строчная ЖК-панель
- Макс. скорость двигателей 500 мм/с
- Максимальный размер загружаемого материала 786 x 542 x 120 мм
- Мощность трубки лазера 200 Вт
- Объем памяти 32 МБ
- Осей 3
- Производитель излучателя Германия
- Рабочее поле 712 мм x 370 мм
- Разрешение, DPI 3000
- Тип лазера оптоволокно 1070 нм
- Тип охлаждения лазерной трубки воздушное
При выборе типа обработки нужно опираться на обрабатываемый материал. Например, углекислотные лазеры больше подходят для сварки, гравировки и резки металла, стекла, резины и пластика.
А вот твердотельные установки прекрасно обрабатывают металл, но совсем не подходят для неметаллов.
Лазерно-кислородная резка

Мы уже говорили, что для работы с лазером необходимо использование какого-либо газа. Самый простой способ решения — запустить атмосферный воздух в компрессор, а затем выпустить его под луч. Чтобы изменить параметры резки, можно изменить воздух на другой вид газа. Например, чистый кислород. Он принимает участие в окислительных процессах. Если кислород попадает в реакцию с металлом, такие реакции становятся в разы быстрее. А при процессах окисления выделяется большое количество тепла.
СПРАВКА! При лазерно-кислородной резке выделяется примерно в 5 раз больше тепла, чем при использовании только одного лазера.
Такое свойство кислорода дает возможность проводить резку в разы быстрее и экономнее. Почему реакция происходит быстрее, мы уже сказали. А вот удешевление процесса происходит потому, что на работу затрачивается меньше электроэнергии.
Кислородная резка с поддержкой лазерным лучом

Если в предыдущем случае главную роль выполнял лазер, а кислород был лишь помощником, то при таком способе основную функцию выполняет огромная струя кислорода. Луч лазера только готовит материал, разогревая его до 1000 градусов, а кислородной струей происходит сама резка.
Основное преимущество данного способа — возможность резать более плотные металлы (до 50 мм толщиной). Однако и сам процесс идет медленнее по сравнению с предыдущим методом. Также такой вариант не подойдет, если понадобится сделать отверстие меньше 3 мм (в других способах можно получить отверстия диметром 0,1 мм).
СПРАВКА! Обычно такой вариант обработки материала применяется в судостроении или там, где не нужна высокая точность.
Лазерная резка в инертном газе
Окисление кислорода не подходит для некоторых видов металла, от такой обработки материал может испортиться. Использование воздуха тоже не спасет ситуацию, поскольку в нем присутствуют частицы кислорода. В этом случае и работа будет идти медленнее, и ее результаты будут не на высшем уровне.
На помощь приходят инертные газы. На участок обработки попадает струя инертного газа, она не вступает в окислительную реакцию, но при этом охлаждает места срезов и выдувает лишнее из места обработки.
Для «нержавеек» и сплавов алюминия часто применяют азот. Этот газ условно-инертный, поскольку он вступает в реакции, но не окисляет материал. Этого свойства хватит для обработки «капризных» металлов.
Но, например, для работы с титаном азот ни в коем случае не используется. Здесь лучше применить аргон.
Гравировальный лазерный станок GCC LaserPro Gaia 200

- Размеры, мм 1820 х 1250 х 1330
- Макс. скорость двигателей 750 мм/с
- Максимальный размер загружаемого материала 1300 х 924 х 60 мм
- Мощность трубки лазера 200 Вт
- Производитель излучателя Synrad FireStar, США
- Рабочее поле 1300 х 916 мм
- Разрешение, DPI 200, 250, 300, 500, 600, 1000
- Тип лазера отпаянный СО2 лазер
- Тип охлаждения лазерной трубки воздушное, водяное
- Тип двигателя серводвигатель
Лазерное термораскалывание
Все описанные выше способы подходят только для работы с металлическими материалами. Такой вид подойдет и для работы со стеклом. При этом появляется не разрез, а трещина, только она направленная лучом и гладкая. Луч лазера проделывает трещину, а струя газа отвечает за охлаждение участка.
При такой обработке металл не плавится, а испаряется. Это одна из последних разработок в области разрезания материалов. Сам процесс разрезания происходит не цельными лучами, а мельчайшими вспышками (длительность одной намного меньше 1 секунды).
Особенности испарительной обработки:
- применяется в микротехнологиях, когда нужно уберечь материал от термического воздействия;
- длина одной волны составляет меньше 1 мкм.
Преимущества и недостатки
Лазерное разрезание металла характеризуется рядом преимуществ:
- Механический контакт с поверхностью обрабатываемого материала отсутствует. Это дает возможность обрабатывать даже хрупкие материалы, а также те, которые легко деформируются.
- Подходит для резки материалов с разной толщиной.
- Процесс происходит быстро.
- Можно изготавливать детали с любой конфигурацией.
- Минимальное количество отходов, а кромки получаются чистые и аккуратные.
- Точность работы достигает 0,1 мм.
- Листовой материал расходуется экономно благодаря плотному распределению деталей на листе.
СПРАВКА! Главными минусами лазерной резки являются дорогостоящее оборудование и высокое потребление электроэнергии.
Лазер — один из современных способов обработки материалов. Существует несколько вариантов, которые подбираются по нескольким критериям. Самый главный критерий выбора — обрабатываемый материал и его свойства.
Устройство и принцип работы станков для лазерной резки
Станки для лазерной резки применяются для бесконтактной обработки различных металлов с высокой точностью. Аналогов по уровню технологии, качеству резки или гравировки и удобству управления нет. Обрабатываемые заготовки после проведения работ не требуют доработок, стоимость их изготовления низкая.
 Станок для резки металла
Станок для резки металла
Устройство и принцип работы
Лазерный станок предназначен для гравировки и резки металлических изделий. Конструктивно состоит из следующих узлов:
- систем излучения, преобразования;
- излучателя с резонаторами;
- управляющей системы;
- органов управления;
- узла, перемещающего лазер над рабочей поверхностью.
Конструкция зависит от типов оборудования:
- газовые — оснащаются системой накачки инертных газов (неон, гелий), стеклянной колбой с излучающей трубкой;
- твердотельные, устанавливаются лампы накачки, импульсные лампы, рабочее тело (рубин) система зеркал (отражающие, полупрозрачные);
- газодинамические — предусмотрено сопло для ускорения газов, системы охлаждения;
Плотность пучка составляет 100 МВт/см2. При облучении поверхности заготовки происходит её быстрый разогрев, плавление. За счёт теплопроводности луч способен проникать вглубь металла. В зоне нагрева при достижении температуры кипения происходит его испарение.
Виды лазерной резки
В зависимости от мощности луча, лазерные станки позволяют выполнять такие виды обработок:
Резать детали путём расплавления выгодно по следующим причинам:
- ресурс лазера выше, чем при испарении;
- меньшее потребление электроэнергии;
- допускается резка заготовок различной толщины;
- точная регулировка луча системой управления — фокусировка, угол наклона;
- высокое качество торцов деталей после обработки;
- при добавлении газов снижается вероятность образования окислов.
Метод испарения применим для небольшой толщины. Требует значительных энергозатрат, поэтому на практике его используют достаточно редко. Изготовление деталей становится экономически не выгодным.
Преимущества и недостатки
Станки лазерной резки обладают следующими преимуществами:
- простота обработки хрупких деталей;
- низкая степень погрешности при позиционировании лазера над обрабатываемой поверхностью;
- удобная система управления;
- резка заготовок любой формы;
- простота гравировки и резки изделий из твёрдых сплавов;
- толщины резки: медь, латунь — до 1,5 см, сталь, алюминий — до 2 см, нержавейка — до 5 см;
- высокая скорость обработки;
- минимальная себестоимость готовых изделий.
Основные недостатки:
- сложность конструкции, обслуживания, ремонтов;
- высокая стоимость оборудования и комплектующих;
- ограниченность по толщине заготовок;
- значительный расход электроэнергии;
- особые требования к безопасности при установке, эксплуатации.
 Резка заготовок любой формы
Резка заготовок любой формы
Принципы выбора
Оборудование для лазерной резки металла выбирается по следующим критериям:
- производительности, скорости обработки, позиционирования луча над рабочей поверхностью;
- типу излучателя (металлического или керамического), срока его службы, надёжности, особенностей конструкции;
- торговой марки, под которой был изготовлен станок;
- гарантийному сроку от производителя;
- виду материалов деталей, используемых в устройстве позиционирования лазера, особенно направляющих;
- назначению, условиям эксплуатации, на которые рассчитан промышленный станок;
- удобству и простоте управления;
- возможностям расширения функциональности;
- требованиям к помещению, где будет выполнена установка оборудования;
- стоимости конкретной модели, комплектующих, расходных материалов.
Дизайн станка
Дизайн и компоновка оборудования для лазерной резки металла обеспечивают удобство в работе, а также производительность. Простота удаления стружки, доступное пространство для перемещения заготовки относительно лазера, эффективность охлаждения — вот основные параметры, зависящие от расположения конструктивных элементов.
Важно обращать внимание на следующие узлы:
- подъёмный стол;
- лазер;
- систему охлаждения;
- оптику.
Подъёмный стол
Станок для лазерной резки оснащён подъёмным столом, предназначенным для закрепления и перемещения заготовки относительно луча. Перемещение может быть линейным вдоль вертикальной оси координат. Он обладает различной грузоподъёмностью, площадью, способен перемещаться при помощи механического или электрического подъёмного привода.
Мощность лазера и охлаждение
Лазерный резак по металлу оснащается лазерами различной мощности, позволяющими выполнять различные задачи. Чем выше мощность, тем качественнее обработка, больше допустимая толщина заготовок, но и выше энергопотребление.
Для эффективной работы и установки необходимо обеспечивать качественное охлаждение трубки. От этого будет зависеть ресурс работы лазера. Обычно достаточно водяной системы с датчиком потока, позволяющим контролировать охлаждение.
 Лазер для резки металла
Лазер для резки металла
Оптика
Устройство для лазерной резки предусматривает установку оптики, назначение которой фокусировать луч. Она может быть следующих видов:
- длиннофокусной, применяемой для обработки толстых заготовок;
- короткофокусной, используемой для гравировки или резки тонколистового металла.
Цены
Стоимость оборудования зависит от следующих факторов:
- производителя;
- функциональности;
- типа лазера;
- оптической системы;
- площади рабочей поверхности;
- системы охлаждения.
Как изготовить станок для лазерной резки своими руками
Создать своими руками станок для резки металла лазерным лучом можно только твердотельный, так как для него просто подобрать комплектующие, цены на них невысокие. Основными элементами для сборки являются сам лазер и система управления его работой.
Приобрести лазер можно в специализированных магазинах или снять с готовых изделий (лазерной указки, привода лазерных дисков). Для создания управляющей схемы потребуются следующие компоненты:
- конденсаторы 100 пФ, 100 мкФ;
- резисторы номиналом от 2 до 5 Ом;
- плата для пайки;
- фокусирующая оптика;
- цилиндрический металлический корпус, подходит от светодиодного фонарика;
- мультиметр.
Новичкам рекомендуется приобретать в магазинах радиоэлектроники готовую печатную плату с установленными элементами. Альтернативой является выбор готовой схемы, изготовления на её основе платы и самостоятельной пайки.
Также нужно заранее подготовить дополнительные для сборки компоненты:
- корпус для радиоэлементов и лазера;
- шаговые двигатели, платы управления ими;
- регулятор напряжения излучателя;
- резиновые ремни зубчатые, металлические шкивы под них;
- крепёжные элементы;
- выключатели кольцевого типа;
- USB-контроллер для цифрового управления;
- систему охлаждения;
- металлические трубки (направляющие) и доски (для корпуса).
Пошаговый процесс изготовления:
- Разбирается корпус устройства-донора, из него демонтируется лазерная головка.
- Изготавливается прямоугольный каркас из деревянных планок.
- Внутри корпуса монтируются поперечные направляющие, а на них продольные, к которым крепится станина.
- Подсоединяются к перемещаемой планке шкивы, устанавливаются двигатели, одеваются ремни.
- На перемещаемую станину закрепляется лазерная головка.
- Монтируется система охлаждения.
- К лазеру подключается плата управления.
- Выводится проводка от управляющей платы на переднюю панель корпуса, подключаются системы контроля и управления.
- Подключается USB-контроллер, на ПК согласуется с программным обеспечением, выполняются настройки.
- Проверяется работа оборудования в основных режимах.
 Плата для пайки
Плата для пайки
Эксплуатация
Особенности эксплуатации станков для лазерной резки по металлу:
- необходимо выполнить заземление оборудования;
- при работе включить водяное охлаждение;
- для повышения точности обработки металлических поверхностей, необходимо выполнять юстировку оптики;
- запрещено резать детали, не соответствующие заявленным производителем требованиям по эксплуатации;
- для стабильной работы электроники нужно обеспечить качественное электропитание;
- важно регулярно проводить техосмотры, заменять изношенные детали, расходные материалы;
- направляющие нуждаются в качественной периодической смазке;
- поддерживать оборудование в чистоте.
Станок позволяет обрабатывать металлические поверхности лазерным лучом, обладающим высокой энергией, когерентностью, постоянной длиной волны.
При попадании на поверхность заготовки происходит её нагрев до температуры плавления. В результате такого воздействия одна часть металла испаряется, а другая — переходит в расплавленную металлическую фазу.
( 6
Лазерная резка: принципы работы, виды и особенности
Лазерную резку используют для раскроя листовых материалов, чаще всего – металлов. Одно из ее главных отличий – возможность изготовления деталей со сложным контуром.
Принципы работы лазерной резки
Использование этого метода основано на тепловом воздействии лазерного излучения на материалы. При этом разрезаемый металл нагревается сначала до температуры плавления, а потом до температуры кипения, при которой он начинает испаряться. Лазерная резка испарением требует высоких энергозатрат, поэтому ее используют для работы с тонкими металлами.
Относительно толстые листы разрезают при температуре плавления. Чтобы облегчить этот процесс, в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Его задача – удалять из зоны резки расплавленный металл и продукты его сгорания, поддерживать горение металла и охлаждать прилегающие зоны. Наиболее эффективен для этого кислород. Он заметно увеличивает скорость и глубину резки.
Подробнее о процессе лазерной резки можно узнать из видео ниже:
Параметры резки разных металлов
Скорость резки зависит не только от мощности лазера и толщины металла, но и от его теплопроводности. Чем она выше, тем интенсивнее отводится тепло из зоны резки и тем более энергозатратным будет весь процесс.
Так, если лазером мощностью 600 Вт можно легко разреза́ть черные металлы или титан, то алюминий или медь, обладающие высокой теплопроводностью, обрабатывать значительно сложнее.
Средние параметры для работы с разными металлами выглядят следующим образом:
| Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь |
Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.
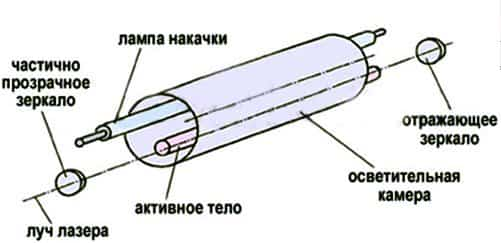
Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно.
Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения.
Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
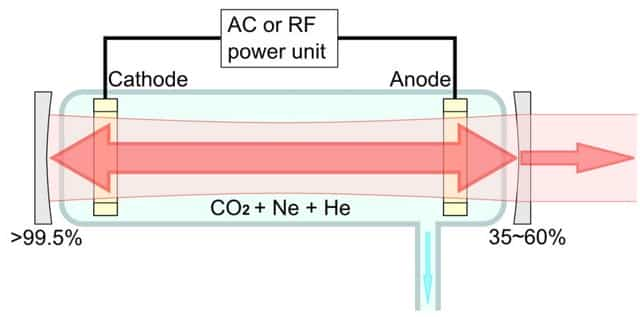
Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
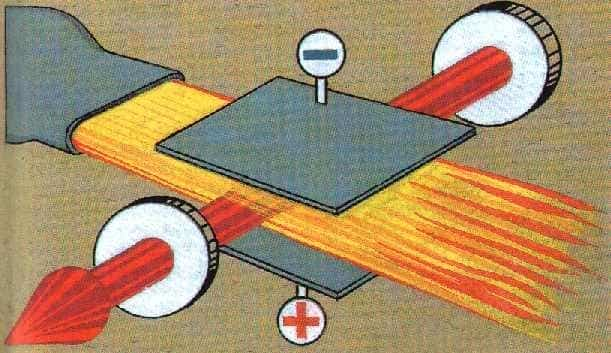
Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла.
Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей.
Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Виды лазерных станков ЧПУ
В настоящее время лазерные станки с ЧПУ широко используются во многих областях промышленности для решения множества различных технологических задач.
Высокая популярность лазерных станков обусловлена несколькими факторами: высокая точность и скорость обработки, простое управление и обслуживание станка, управляющая программа с интуитивно понятным интерфейсом и возможностью загрузки готовых рабочих чертежей и, самое важное, снижение затрат на производство.
Лазерное оборудование различается между собой в первую очередь типом излучателя. На данный момент наиболее распространены два типа лазеров: газовые (СО2) и твердотельные (волоконные, дисковые и YAG-лазеры на кристалле алюмоиттриевого граната).
Несмотря на то, что газовые лазеры производятся и применяются уже относительно давно, а волоконные и дисковые только набирают популярность, каждый лазерный источник имеет свои преимущества и недостатки, и делать выбор стоит, исходя из конкретных и индивидуальных целей и задач.
Принципиальное различие между газовыми и твердотельными лазерами состоит в их рабочей длине волны, а это, в свою очередь, определяет тип обрабатываемого материала. Газовый СО2-лазер имеет длину волны 10,6 мкм и предназначен для обработки дерева, пластика, резины, акрила, кожи, бумаги и некоторых других материалов, но не применяется в металлообработке в силу того, что металл «прозрачен» для такой большой длины волны. Твердотельные лазеры генерируют излучение с длиной волны 1,06 мкм, что идеально подходит для целей металлообрабатывающей промышленности (таких как резка, сварка, гравировка, раскрой металлических труб и профиля и др.), но неприменимо в обработке других, неметаллических материалов.
Твердотельный YAG-лазер
В твердотельных YAG-лазерах активная среда представляет собой стержень алюмоиттриевого граната, а накачка осуществляется газоразрядными лампами либо лазерными диодами.
За счет высокой пиковой мощности и большого размера пятна YAG-лазер хорошо подходит для микросварки, а параметры излучения (мощность, длительность импульса) с высокой точностью регулируются изменением напряжения на лампе/диоде накачки.
Однако, под воздействием ламп/диодов накачки и вследствие постоянного нагрева кристаллический стержень со временем деформируется, что приводит к значительному ухудшению качества луча, вплоть до выхода из строя всей установки. Кристалл имеет непродолжительный срок службы, а дорогостоящие диоды накачки также требуют периодической замены.
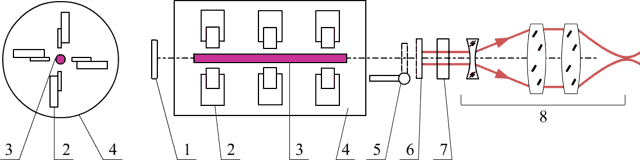
Структурная схема твердотельного YAG-лазера с диодной накачкой:
1 – заднее (глухое) зеркало; 2 – диоды накачки; 3 – кристаллический стержень; 4 – корпус резонатора; 5 – заслонка; 6 – выходное зеркало; 7 – модулятор; 8 – фокусирующая система
( http://online.mephi.ru/courses/new_technologies/laser/data/lecture/10/p17.html)
3 вида режущих лазеров — газовые, кристальные, волоконные. В чем разница?
Мощный луч света, который разрезает любые материалы от картона до металла, можно создавать по‑разному. В любом случае в этом процессе участвует электричество и активная среда, которая генерирует свет под воздействием этого электричества. Но вот эта активная среда может быть разной.
Соответственно будут отличаться и физические свойства образовавшегося луча, и, соответственно, его рабочие качества.
В этой статье мы не будем вдаваться в дебри высокой физики. Во‑первых, мы сами не физики, а практики.
И про теорию вам куда лучше расскажут специализированные научно‑популярные издания. А во‑вторых, мы и пишем не для студентов‑физиков, а для практиков — производственников и предпринимателей, которые заказывают для своих задач лазерную резку.
Мы понимаем вас — и поэтому расскажем то, что нужно вам в первую очередь: практические различия между разными видами лазерной резки.
3 вида лазерной резки, которые активно используются в промышленности
Для резки и гравировки твердых материалов в промышленности используются 3 основных вида лазерных излучателей:
- газовые — они же CO2-лазеры;
- твердотельные кристальные — они же лазеры на ванадатах, Nd:YAG- и Nd:YVO-лазеры;
- твердотельные волоконные — их же иногда называют оптоволоконными, но каноничнее всё же называть просто волоконными.
Теперь подробнее.
Газовые лазеры для резки твердых материалов
Как понятно из названия, активной средой этих лазеров является газ. Углекислый газ, CO2. Под действием мощного тока этот газ переходит в возбужденное состояние и начинает излучать свет.
Однако хаотичный газ, конечно, излучает его как попало, во все стороны — и для работы его еще потребуется собрать в луч. За это отвечает сложная система зеркал и линз. Она концентрирует луч и направляет его в нужную точку.
В этом и заключается одна из проблем газовых лазеров — для работы нужно, чтобы все эти зеркала были целы, их было достаточно, и вся эта система была точно настроена.
Настройщик оптических систем — дорогостоящий специалист, регулярная работа которого, естественно, закладывается в стоимость резки газовым лазером, которую оплачивает заказчик.
Впрочем, газовые лазеры всё равно пока остаются чрезвычайно распространенными — они этого достойны, за долгие годы их существования они подтвердили, что выдают качественный луч и достаточно мощны.
По мощности, правда, есть нюанс. Мощности распространенных газовых лазеров вполне достаточно для того, чтобы разрезать дерево, различные пластики, стекло, даже камень — но вот металл дается им туго. Здесь вопрос в их КПД.
Даже сконцентрированный луч CO2-лазера оказывается значительно больше в диаметре, чем луч, например, волоконного лазера.
Значит, та же самая энергия распределяется по большой поверхности — и, скорее всего, ее окажется недостаточно, чтобы эффективно нагревать металл до точки плавления.
Так что в металлообработке газовые лазеры использовать невыгодно.
Кристальные лазеры для резки металла
Активной средой таких лазеров является кристалл. Чаще всего используются кристаллы:
- Nd:YAG (алюмо‑иттриевый гранат, легированный ионами неодима),
- Nd:YVO (иттриевый ваданат, легированный ионами ниодима).
Кристалл не светится сам по себе, он только «разгоняет» направленный в него свет из системы накачки. Система накачки — это:
- импульсные лампы — устаревший вариант, который в основном уступил место новому технологическому уровню, но кое‑где еще может использоваться,
- диоды — современный вариант, на котором работает большинство выпускаемых сейчас лазеров на кристаллах.
Такой лазер уже вполне способен эффективно справляться с металлами.
Однако без нюансов не обошлось и здесь. Даже современные диоды накачки создают сложности экономического характера. Они, с одной стороны, сравнительно быстро приходят в негодность и их нужно заменять. Уместный срок службы диодов накачки — от 8 до 15 тысяч часов работы.
С другой стороны, эти диоды — вещь дорогая. И, естественно, стоимость их износа закономерно ложится, опять же, на плечи заказчика лазерной резки — производственникам приходится включать расходы на будущую покупку новых диодов в стоимость выполняемых сейчас заказов.
Волоконные лазеры для резки металла
Самая современная на данный момент технология генерации лазера среди широко используемых в промышленности. Они так же, как и кристальные, относятся к группе твердотельных. Активной средой таких лазеров является специальное стекловолокно.
Оно, опять же, не светится само по себе, первоначальный луч в него посылает сравнительно слабый «затравочный» лазер.
Но уже в волокне, в которое поступает электроэнергия, этот луч «разгоняется» до огромной мощности — и вырывается наружу тонким пучком.
- Разница по интенсивности излучения с газовыми лазерами может достигать 100 раз — при той же самой мощности излучения. Благодаря этому можно делать более точные, ювелирные разрезы — и благодаря этому же можно резать такие стойкие материалы, как металл.
- В отличие от газовых и кристальных лазеров, волоконные практически не требуют специального обслуживания. Никаких особенных настроек. Просто режь — и всё. Естественно, это сказывается на расходах, освобождая заказчика резки от дополнительных наценок внутри стоимости лазерной резки.
- В отличие от кристальных лазеров, волоконный спокойно служит не 8 и не 15 тысяч часов, а все 25. И это также сказывается на структуре стоимости резки и издержках заказчика.
Какие лазеры использует для резки металла «Металл‑Кейс»
Мы за передовые технологии — особенно в тех случаях, когда эти технологии дают конкретную пользу нашим клиентам. Поэтому мы уже перевели всё свое производство на волоконные лазеры, дающие самый тонкий и точный рез и экономящие деньги.
Мы готовы запустить ваш заказ в работу на них прямо сейчас.
Давайте рассчитаем его стоимость и сроки, чтобы вы могли решить, насколько вам интересно работать с нами. Отправьте свой контактный телефон, чтобы наш специалист перезвонил вам, выслушал ваши потребности и рассчитал всё, что потребуется.
Как выбрать станок лазерной резки металла (лазерный резак)?
Лазерные металлорежущие станки (резаки по металлу) по праву занимают одно из ведущих мест среди инновационного оборудования, используемого в различных отраслях народного хозяйства: металлургии, машиностроении, мебельном производстве и других.
Все потому, что с их помощью можно получить детали самой сложной конфигурации с высокой степенью точности без необходимости дальнейшей обработки по контуру. При этом с учетом минимальной толщины реза и рационального раскроя листа можно добиться безотходного производства.
К достоинствам такого процесса можно также отнести:
- высокую производительность;
- наличие автоматизированной системы управления;
- снижение себестоимости продукции
Критерии выбора лазерных металлорежущих станков
Многие руководители рано или поздно задумываются об обеспечении своих предприятий и компаний такого рода высокотехнологичными агрегатными механизмами. Ведь иметь на производстве хотя бы один лазерный станок для резки металла — это отказаться от устаревшего и малоэффективного оборудования и при минимуме энергозатрат обеспечить необходимым объемом деталей и заготовок участок сборки. Но поскольку существует несколько видов такой техники, да еще по высокой стоимости, к выбору модели для каждого определенного случая следует подходить индивидуально. Попробуем разобраться, на что обратить внимание, выбирая лазерный металлорежущий станок для конкретного производства.
Особенности работы лазерного резака
Для начала разберемся с конструкцией лазерного станка и с особенностями его работы.
Лазерный резчик, тот же резак по металлу, состоит из следующих узлов:
- излучателя, который генерирует узконаправленный импульс или поток фотонов;
- системы перемещения газа, предназначенного для охлаждения излучателя и выдувания расплавленного металла из рабочей зоны;
- привода, используемого для перемещения излучателя над поверхностью резания;
- координатного стола, на который укладывается лист металла либо обрабатываемая заготовка;
- автоматизированной системы управления (АСУ) либо ЧПУ.
Технология лазерной резки заключается в испарении либо выдувании при помощи потока газовой смеси тонкого слоя металла, расплавленного под воздействием мощных излучателей (лазеров). Такой способ обработки гарантирует получение высокого качества среза как всех видов листовых сталей, так и цветных металлов и сплавов.
Разновидности лазеров: сравнение газовых и волоконных
Определимся с разновидностями лазеров, поскольку принцип работы лазерных установок заключается в фокусировке луча, обеспечивающего высокую концентрацию энергии на поверхности материала. Диаметр этого луча составляет всего несколько десятков миллиметра, что обеспечивает малую толщину реза. Процесс расплавления и изменения структуры металла происходит в случае достижения мощности луча до определенных значений.
Существуют следующие типы лазеров:
- газовые, в которых роль активной среды играет смесь углекислого газа, азота и гелия;
- волоконные, использующие в качестве активной среды оптические волокна;
- твердотельные, где место активной среды занимают кристаллы и особые виды стекла.
- диодные.
Рассмотрим основные два, занимающие верхние строчки в списке, и проведем их сравнительный анализ. При этом обратим внимание на три важных момента, которые следует учитывать при выборе лазерного станка:
- Эффективность резки какого-либо материала зависит от длины волны излучения. Так, волоконные лазеры с коротковолновым излучением показывают высокие показатели качества в случае с резкой тонколистового металла толщиной до 3 мм. Газовые лазеры, у которых волна излучения длиннее, демонстрируют отличные результаты при резке листов металла большой толщины.
- Волоконные лазеры имеют более высокую стоимость установки в сравнении с газовыми аналогами.
- Оборудование, оснащенное волоконными лазерами, отличается небольшими габаритами и продолжительным сроком службы в 100 тыс. часов, обусловленным качеством оптоволокна и отсутствием перегрева.
- Пятно, излучаемое световым лучом волоконного лазера, отличается небольшими размерами при хорошей глубине резкости по сравнению с газовым лазером.
- При обработке металлов при помощи волоконных лазеров можно добиться получения более точных квалитетов
Рабочее поле: на что обратить внимание При выборе лазерного металлорежущего станка также необходимо определиться и с размерами рабочего поля координатного стола. В случае с необходимостью выполнения раскроя материала, следует остановить выбор на модели с большим столом. Если же нужно воплотить идеи, связанные с декоративно-прикладным искусством, можно приобрести лазерный резак по металлу с габаритами поменьше. Покупая лазерное металлорежущее оборудование, следует знать следующее: если мощность лазера можно увеличить, то стол поменять нельзя — он меняется вместе со станком.
- Оборудование, используемое для управления лазерным резаком
- Вывод
- Это:
Для управления лазерным резаком по металлу, как правило, используется компьютеризованная система управления АСУ либо ЧПУ. С ее помощью производится контроль и управление параметрами лазера, передача команд на исполнительные модули координатного стола и системы перемещения и излучения газа. В последнее время металлообрабатывающая индустрия предлагает вместе с лазерным оборудованием множество видов металлообрабатывающих агрегатов, позволяющих проводить разделение даже самых твердых сплавов в считанные минуты и с минимальным участием человека в процессе.
- Гильотина, осуществляющая резку металлических листов на полосы при помощи специальных ножей по металлу.
- Плазменные станки, используемые для раскройки токопроводных материалов и работающие с применением плазмотронов.
- Газокислородные агрегаты, предназначенные для раскройки металла большой толщины путем его нагревания до температуры 1000 градусов и подачи тонкой струи кислорода на заранее подготовленные участки.
- Гидроабразивное оборудование, которое обеспечивает резку металла толщиной до 300 мм путем воздействия на срез струи воды, смешанной с абразивным материалом, под давлением 5 тыс. атмосфер.
Однако ни один металлорежущий агрегат не входит ни в какое сравнение с лазерным резаком по металлу, способным осуществлять раскрой любой сложности с получением идеально ровных краев без наплывов и заусенцев.





