Презентация на тему: Гибка металла
Скачать эту презентацию
Получить код Наши баннеры 
Скачать эту презентацию
№ слайда 1
№ слайда 2
Описание слайда:
Скажи мне и я забуду. Покажи мне и я запомню. Дай мне действовать самому, и я научусь. китайская мудрость
№ слайда 3
Описание слайда:
ЦЕЛИ УРОКА: образовательная: учить учащихся приемам гибки листового металла и проволоки в тисках с помощью различных приспособлений; воспитательная: прививать учащимся бережное отношение к инструменту и материалам, формировать самостоятельность и уверенность в своих силах; развивающая: развивать навыки производительного труда, самостоятельности, развитие глазомера, координации движений, измерительных навыков.
№ слайда 4
Описание слайда:
МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОСНАЩЕНИЕ УРОКА: тиски, оправки, слесарные молотки, измерительные линейки, разметочный инструмент, металлические заготовки, инструкционно-технологические карты, плакат «Гибка металла», таблица критериев оценки.
№ слайда 5
Описание слайда:
Организация рабочего места: К размещению инструментов, заготовок и материалов на рабочем месте предъявляются определенные требования: на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для выполнения данной работы; инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему. инструменты для работы левой рукой должны лежать слева, правой рукой справа, а чертёж и измерительные инструменты перед собой.
№ слайда 6
Описание слайда:
До начала работы необходимо: проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе; ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе; отрегулировать высоту тисков по своему росту; проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе; расположить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для работы.
№ слайда 7
Описание слайда:
Во время работы необходимо: иметь на верстаке только те инструменты и приспособления, которые используются в настоящий момент (все остальное должно находиться в ящиках верстака); возвращать использованный инструмент на исходное место; постоянно поддерживать чистоту и порядок на рабочем месте.
№ слайда 8
Описание слайда:
По окончании работы необходимо: очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящики верстака; очистить от стружки и грязи столешницу верстака и тиски; убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали.
№ слайда 9
Описание слайда:
Гибка — это слесарная операция, по изменению формы заготовки .
№ слайда 10
Описание слайда:
Сгибание заготовок из тонколистового металла в тисках: киянкой с помощью слесарного молотка и деревянного бруска
№ слайда 11
Описание слайда:
Гибка тонколистового металла с помощью оправок: а – оправки; б, в – приемы гибки
№ слайда 12
Описание слайда:
Гибка в гибочном штампе: матрица заготовка пуансон изделие
№ слайда 13
Описание слайда:
Гибка проволоки
№ слайда 14
Описание слайда:
Гибка труб
№ слайда 15
Описание слайда:
Типичные дефекты при гибке, причины их появления и способы предупреждения Дефект Причины Способ предупреждения При изгибании уголка из полосы он получился перекошенным Неправильное закрепление заготовки в тисках Закреплять полосу так, чтобы риска разметки точно располагалась по уровню губок тисков. Перпендикулярность полосы губкам тисков проверять угольником Размеры изогнутой детали не соответствуют заданным Неточный расчет развертки, неправильно выбрана оправка Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба. Применять оправки, точно соответствующие заданным размерам детали Вмятины (трещины) при изгибании трубы с наполнителем Труба недостаточно плотно набита наполнителем Трубу при заполнении наполнителем (сухим песком) располагать вертикально. Постукивать по трубе со всех сторон молотком
№ слайда 16
Описание слайда:
Упражнения по отработке приёмов гибки
№ слайда 17
Описание слайда:
Задание 1. Гибка двойного угольника из полосы в тисках. 1. Определить длину заготовки согласно чертежу: L = 20 + 60 + 15 + 2 × 0,5 × 3 = 98 мм, где 2 — два изгиба; 0,5 × 3 — припуск на изгиб Прибавить к расчетной длине припуск на дополнительную обработку торцов после рубки — 1 мм на каждую сторону. Таким образом, общая длина заготовки составит 98 + 2 = 100 мм.
№ слайда 18
Описание слайда:
2. Разметить заготовку 100х15 на полосе. 3. Отрубить полосу на плите, с помощью зубила и молотка. 4.При необходимости заготовку править молотком на плите. 5. Опилить напильником торцы заготовки в размер 98х15, с контролем по угольнику. 6.
Разметить заготовку, причем к размеру полки каждого изгиба прибавить 1,5 мм, т. е. на полосе провести риски на расстоянии 21,5 и 16,5 мм от каждого торца. 7.
Зажать заготовку в тиски так, чтобы риска линии изгиба совпадала с верхней поверхностью губок тисков.
№ слайда 19
Описание слайда:
8. Наносим удары молотком по выступающей части полосы, загибаем первую полку угольника. 9. Перевернув заготовку, устанавливаем ее по второй линии изгиба и зажимаем в тиски.
№ слайда 20
Описание слайда:
10. Загибаем вторую полку угольника. 11. Качество гибки проверяем на глаз, углы — слесарным угольником, размеры — линейкой.
№ слайда 21
Описание слайда:
Задание 2. Гибка прямоугольной скобы с применением простейших приспособлений (плоских оправок).
№ слайда 22
Описание слайда:
1. Определить длину заготовки согласно чертежу: L = 23 + 30 + 40 + 30 + 23 + 0,5 2 4 = 150 мм, где 0,5 2 4 — припуск на четыре загиба в зависимости от толщины. К расчетной длине заготовки прибавить 2 мм на обработку торцов после рубки, общая длина заготовки будет 150 + 2 = 152 мм. 2.
Разметить заготовку размером 152х15 на полосе, 3.Отрубить заготовку на плите, с помощью зубила и молотка. 4.При необходимости заготовку править молотком на плите. 5.Опилить напильником торцы заготовки в размер 150х15, с контролем по угольнику. 6.
Разметить линию первого изгиба, риску провести, отложив размер 55 мм 23 + 1 + 30 + 1= 55
№ слайда 23
Описание слайда:
7.Заготовку зажать в тиски между нагубниками (угольниками) на уровне линии разметки и загнуть выступающий конец скобы, помощью молотка.
№ слайда 24
Описание слайда:
8.Перевернуть заготовку, зажать между нагубником и прямоугольной оправкой, с размерам как внутри скобы 40 32 мм (длина оправки должна быть не менее 60 мм). Загнуть второй конец скобы.
№ слайда 25
Описание слайда:
9. Снять заготовку, разметить длину коротких полок. Провести риски, отложив размер 21 мм от каждого конца. 10. Вставить внутрь скобы оправку, зажать ее в тиски, следя за тем, чтобы линии разметки полок совпали с поверхностью нагубников (угольников). Загнуть короткие полки скобы.
№ слайда 26
Описание слайда:
11. Качество гибки проверяем на глаз, размеры – линейкой, углы – слесарным угольником; отклонение от плоскости полок проверить на поверочной плите.
№ слайда 27
Описание слайда:
Задание 3. Гибка листового и полосового материала на круглых оправках. 1. Взять подготовленную, обработанную заготовку. 2. При необходимости заготовку выправить. 3. Заготовку с оправкой зажать в тиски так, чтобы половина ее находилась выше уровня губок тисков.
№ слайда 28
Описание слайда:
4. Ударами молотка загнуть заготовку по оправке, добиваясь плотного прилегания ее к поверхности оправки.
№ слайда 29
Описание слайда:
5. Переставляя заготовку с оправкой в тисках, гнуть ее до нужного изгиба.
№ слайда 30
Описание слайда:
Задание 4. Гибка металла круглого сечения с применением приспособлений. Чертеж чертилки.
№ слайда 31
Описание слайда:
Определить общую длину заготовки согласно чертежу: L = l стержня + l кольца = 120 + 3.14 ∙ 30 = 214.2 мм где 30 мм – диаметр кольца. 2. Отрезать от прутка 215 мм; 0,8 мм оставляем на окончательную обработку. 3. При необходимости пруток выправить. 4. Отмерить от конца прутка половину длины окружности кольца (47 мм), зажать заготовку вместе с оправкой в тиски.
№ слайда 32
Описание слайда:
5. Ударами молотка загнуть полукольцо (а). 6. Развернуть заготовку на 180° вместе с оправкой, загнуть вторую часть кольца (б).
№ слайда 33
Описание слайда:
7. Не вынимая оправки из кольца, заготовку переставить в тисках и ударом молотка по стержню подогнуть его, придавая ему правильное положение; оси кольца и стержня должны совпасть. 8. При проверке качества гибки следим, чтобы кольцо и стержень были симметричны. Линейные размеры проверяем линейкой, качество гибки – внешним осмотром.
№ слайда 34
Описание слайда:
Гибку кольца можно производить и в приспособлении, для чего один конец заготовки устанавливаем в зазор между штифтом и оправкой, а свободный конец заготовки берем руками и изгибаем пруток вокруг оправки Если свободный конец прутка короткий и пруток имеет достаточно большой диаметр, гибку выполняют с помощью молотка или увеличивают длину прутка, нарастив его трубой.
№ слайда 35
Описание слайда:
Рефлексия. Какое значение для тебя лично имеют знания и умения, полученные на уроке? Ты помогал другим или тебе помогали? Что вызвало наибольшие затруднения?
№ слайда 36
Описание слайда:
Смирнов Е.Н. Учитель технологии. МОУ ТО Кимовская специальная (коррекционная) школа VIII вида
Скачать эту презентацию
Скачивание материала начнется через 60 сек. А пока Вы ожидаете, предлагаем ознакомиться с курсами видеолекций для учителей от центра дополнительного образования «Профессионал-Р» (Лицензия на осуществление образовательной деятельности
№3715 от 13.11.2013).
Слесарная операция: ГИБКА МЕТАЛЛА

ГИБКА
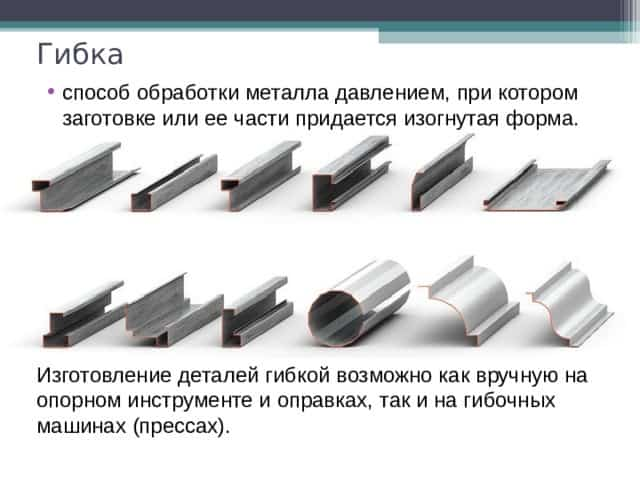
Гибка
- способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

В зависимости от этих форм различают следующие виды гибки:
- одноугловую или V -образную (а);
- двуугловую или U- образную (б);
- многоугловую (в, г);
- криволинейную (д, е, з, ж).

ИНСТРУМЕНТЫ
- Гибка проволоки, листового металла, полос, прутков и др.
- Гибка тонколистового металла (жести) — киянки
- Гибка тонкой проволоки и узких полос тонколистового металла
- Гибка заготовок различной формы
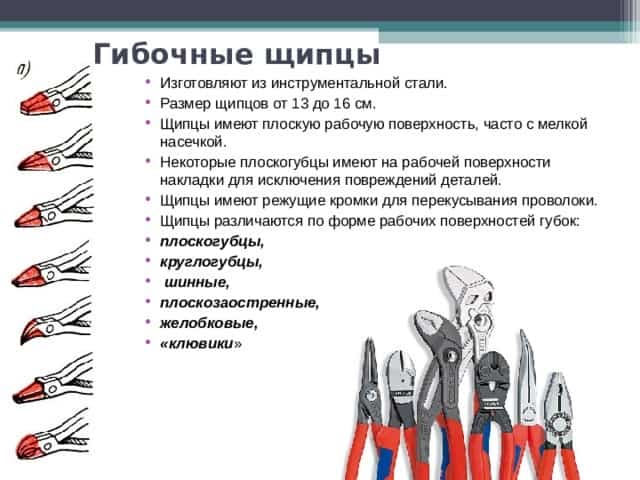
Гибочные щипцы
- Изготовляют из инструментальной стали.
- Размер щипцов от 13 до 16 см.
- Щипцы имеют плоскую рабочую поверхность, часто с мелкой насечкой.
- Некоторые плоскогубцы имеют на рабочей поверхности накладки для исключения повреждений деталей.
- Щипцы имеют режущие кромки для перекусывания проволоки.
- Щипцы различаются по форме рабочих поверхностей губок:
- плоскогубцы,
- круглогубцы,
- шинные,
- плоскозаостренные,
- желобковые,
- «клювики »

Вспомогательные средства для гибки
- Оправки
- Ригели
- Ручные тиски
- Металлические и деревянные опорные плиты с формообразующим желобком.

Вспомогательные средства для гибки
- наковальня-шперак
- стальные правочные (рихтовальные) плиты-флакейзены
- волочильные доски
- специальные пуансоны
Сущность гибки
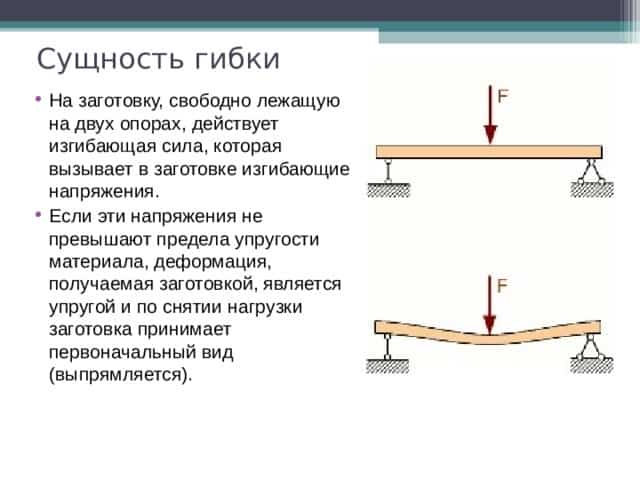
- На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения.
- Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
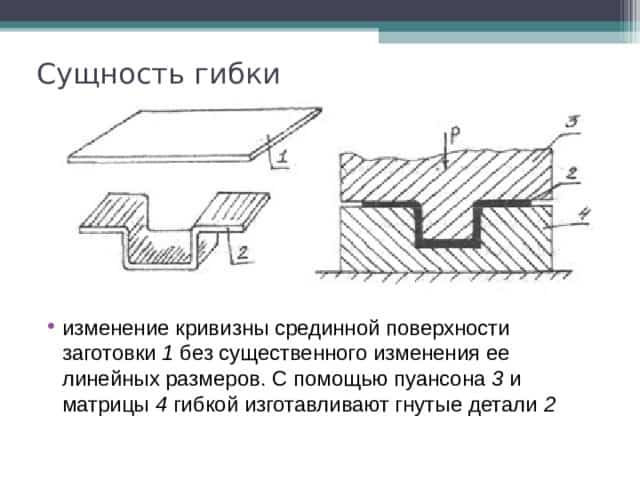
Сущность гибки
- изменение кривизны срединной поверхности заготовки 1 без существенного изменения ее линейных размеров. С помощью пуансона 3 и матрицы 4 гибкой изготавливают гнутые детали 2
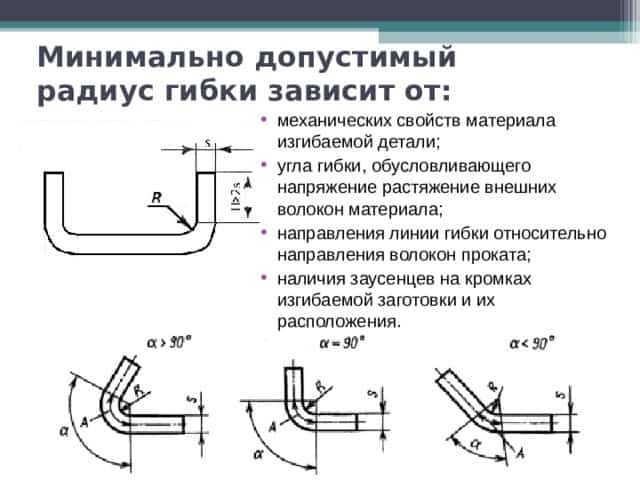
Минимально допустимый радиус гибки зависит от:
- механических свойств материала изгибаемой детали;
- угла гибки, обусловливающего напряжение растяжение внешних волокон материала;
- направления линии гибки относительно направления волокон проката;
- наличия заусенцев на кромках изгибаемой заготовки и их расположения.
Минимально допустимый радиус гибки определяют по формуле
- К — коэффициент, зависящий от механических свойств металла; s — толщина материала в мм.
- К — коэффициент, зависящий от механических свойств металла;
- s — толщина материала в мм.
- Рекомендуется применять оптимальные радиусы гибки:
- R ≤ S — для материалов толщиной S до 1, 5 мм; R ≥ 2S — для материалов толщиной свыше 1, 5 мм.
- R ≤ S — для материалов толщиной S до 1, 5 мм;
- R ≥ 2S — для материалов толщиной свыше 1, 5 мм.
Гибка должна происходить так, чтобы во внешних слоях заготовки не появлялись трещины, а во внутренних — грубые складки.
Причины, ограничивающие степень формоизменения заготовки
- разрушение (разрыв)
- потеря геометрии профиля в опасном сечении заготовки.
- растягивающие напряжения и деформации при достижении их значений, превышающих предельно допустимые.
Наклеп
- изменение структуры и свойств металлического материала, вызванное пластической деформацией.
- Наклеп снижает пластичность и ударную вязкость, но увеличивает предел пропорциональность, предел текучести и твердость.
- Наклеп снижает сопротивление материала деформации противоположного знака.
Процесс гибки
- При гибке заготовка после снятия нагрузки должна сохранить новую форму, то есть деформация должна быть пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются, средний слой заготовок — нейтральная линия — не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
- При сгибании нужно внимательно выбирать усилия и радиусы загибов, чтобы пластическая деформация не перешла в деформацию разрыва.
Определение размеров и построение развертки детали
- Определение длины заготовки:
- длины прямых участков (полок),
- длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления
- При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Определение размеров заготовки при гибке
где
- xS ─ расстояние нейтрального слоя от внутреннего радиуса,
- x ─ коэффициент зависящий от отношения r/S
- r/S
- 0,5
- x
- 0,8
- 0,25
- 1,2
- 0,30
- 2,0
- 0,35
- 0,40
- 3,0
- 4,0
- 0,46
- 5,0
- 0,475
- 0,50
Определение размеров заготовки при одноугловой гибке с закруглением (по радиусу)
Определение размеров заготовки при двухугловой гибке с закруглением (по радиусу)
Определение размеров заготовки при четырехугловой гибке
Определение размеров заготовки при полукруглой (U-образная) гибке
Определение размеров заготовки при торцовой гибке (закатке)
где k припуск на загиб
(обычно принимается равным 0,5-0,8 толщины материала )
При гибки деталей вручную и на оборудовании помни:
- Не следует выбирать радиус загиба меньше, чем толщина заготовки, так как на металле могут появится трещины или он сомнется на внутренней стороне загиба.
- Не стоит вручную гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы — до 5 мм.
- Листовой металл легче гнуть, если его предварительно подогреть.
- Если на внешнюю поверхность в зоне сгиба нужно нанести поперечные риски — лист согнется значительно легче.
- Гибка из листового и полосового металла
- а — чертеж для определения длины скобы, б, в — гибка одного и другого конца скобы, г — формирование скобы;
- 1 — заготовка, 2 — угольники-нагубники, 3, 5 — концы скобы, 4, 9 — угольники, 6, 8 — большой и малый бруски-оправки, 7 — лапки
Гибка двойного угольника
- Разметка
- Вырубка;
- Правка и опиливание по ширине в заданный размер.
- Подготовленную заготовку зажимают в тисках 3 между угольниками- нагубниками 2 и загибают первую полку угольника
- Заменяют один нагубник бруском-подкладкой и загибают вторую полку угольника.
- По окончании гибки концы угольника опиливают Напильником в размер и снимают заусенцы с острых ребер.
- Гибка хомутика
- а — изгибание плоскогубцами на оправке,
- б, в — формование;
- 1 — оправка, 2 — хомутик, 3 — плоскогубцы,
- 4 — нагубники, 5 — мягкая подкладка
- Заготовка хомутов с помощью сгибателей
- сгибание конца хомута
- разметка хомута на столе
- сгибание одной стороны хомута
- сгибание других сторон
Приспособление для гибки рамки ножовочного станка:
а, б — схемы применения приспособления; в — готовая рамка; 1 — рычаг; 2 — ролик; 3 -заготовка; 4 — оправка; А, Б — соответственно верхнее и нижнее положения рычага
Приспособление для гибки кольца
Гибка втулки
- Виды загибов труб:
- 1 ─ утка
- 2 ─отвод
- 3 ─ скоба
- 4 ─ калач
Гибка трубы
Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим песком, просеянным через сито с ячейками около 2 мм
Гибка трубы в холодном состоянии:
а — на штырях, б — в неподвижной оправке
Промышленные приспособления для гибки металла
Трубогибы
: а — гидравлический; б — ручной
Листогибочные станки
- Вальцы — листогибочный станок предназначенный для выполнения операций гибки металлических листов с целью получения круглых и конических деталей.
Сегментные ручные кромкогибы
- предназначены:
- для сгибания листового металла под заданным углом.
- l ля изготовления форм, «закрытых» с четырех сторон — коробок, корпусов, ящиков, поддонов, фасадных кассет и т.п.
Кромкогиб сегментный Корвет-504
Комбинированные листогибочные станки
- Обьединяют в себе функции сразу нескольких станков для работы с листовыми заготовками из металла.
- Могут выполнять функции вальцев, кромкогибов а также гильотинных ножниц
Роликовые гибочные станки
Трехроликовый станок для гибки профильного проката
- 1, 5 ─ нижний ролик, 2 ─ прижим, 3 ─ рукоятка, 4 ─ верхний ролик
Четырехроликовый станок
- 1 ─ станина
- 2, 9 ─ рукоятки
- 3, 5 ─ ведущие ролики
- 4, 8 ─ нажимные ролики
- 7 ─ заготовка
Листогибочные прессы
- применяют для выполнения самых разных работ — от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами.
- 2 ─ пуансон
- 3 ─ матрица
- 4 ─ подкладка
- 5 ─ плита
- Основные методы гибки
- «Свободная гибка»
- «Калибровка»
«Воздушная гибка» или «свободная гибка»
- Между листом стенками V-образной матрицы и заготовкой остается воздушный зазор.
- Угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
- Точность настройки оси Y на современных прессах — 0,01 мм.
Преимущества свободной гибки
- Можно получить любой угол гибки без смены гибочных инструментов.
- Меньшие затраты на инструмент.
- Требуется меньшее усилие гибки.
Недостатки свободной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций
Инструменты для свободной гибки
- 1 ─ пуансоны:. a. прямые; b. изогнутые пуансоны; c. пуансоны с большими радиусами (сменными)
- 2 ─ матрицы:.a. многоручьевые матрицы; b. одноручьевые матрицы; c. одноручьевые матрицы с пазом; 2.d. смешанные типы матриц
Калибровка
- Точный метод.
- Материал зажат полностью между пуансоном и стенками V-образной матрицы.
Матрицы из полиуретана
Преимущества калибровки
- точность углов гиба;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможно выполнение всех специальных форм.
Недостатки калибровки
- Большие усилия.
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
Пуансоны для гибки и изготовления целых частей
Зиговочный станок (зиговочная машина)
- оборудование для обработки кромок деталей из листового металла для последующей из сборки
Зиговочный станок
Безопасность при гибке
- заготовку закреплять в тисках или других приспособлениях прочно;
- работать только на исправном оборудовании;
- перед началом работы на гибочных станках ознакомиться с инструкцией;
- работу выполнять осторожно, чтобы не повредить пальцы рук;
- работать в рукавицах и застегнутых халатах.
Гибка металла. инструменты и оборудование мдк слесарное дело и технические измерения. — презентация
1 ГИБКА МЕТАЛЛА. ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ МДК СЛЕСАРНОЕ ДЕЛО И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
2 ТЕМА 6. ГИБКА МЕТАЛЛА 1. Сущность и виды гибки. 2. Инструменты, приспособления и материалы, применяемые при гибке. 3. Механизация при гибке. 4. Правила выполнения работ при ручной гибке металла. 5. Типичные дефекты при гибке, причины их появления и способы предупреждения. Учебные вопросы:
3 1. СУЩНОСТЬ И ВИДЫ ГИБКИ Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних.
Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле: где — длина прямолинейных участков заготовки; r 1,….,r n — радиусы соответствующих закруглений; а 1…, а n — углы загиба.
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
4 2.
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ Рис Гибка на оправке: а-в — последовательность выполнения операции В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы.
5 ПРОДОЛЖЕНИЕ 2 ВОПРОСА Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки.
6 ПРОДОЛЖЕНИЕ 2 ВОПРОСА
7 Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют: песок или канифоль.
- 8 3. МЕХАНИЗАЦИЯ ПРИ ГИБКЕ
- 9 ПРОДОЛЖЕНИЕ 3 ВОПРОСА
- 10
- 11
12 4. ПРАВИЛА ВЫПОЛНЕНИЯ РАБОТ ПРИ РУЧНОЙ ГИБКЕ МЕТАЛЛА. 1. При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. 2.
При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. 3.
При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба.
13 4. При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. 5. При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.
14 5.
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ГИБКЕ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ Дефект ПричиныСпособ предупреждения При изгибании уголка из полосы он получился перекошенным Неправильное закрепление заготовки в тисках Закреплять полосу так, чтобы риска разметки точно располагалась по уровню губок тисков.
Перпендикулярность полосы губкам тисков проверять угольником Размеры изогнутой детали не соответствуют заданным Неточный расчет развертки, неправильно выбрана оправка Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба.
Применять оправки, точно соответствующие заданным размерам детали Вмятины' (трещины) при изгибании трубы с наполнителем Труба недостаточно плотно набита наполнителем Трубу при заполнении наполнителем (сухим песком) располагать вертикально. Постукивать по трубе со всех сторон молотком
15 ПРАВКА МЕТАЛЛА 1. Сущность, назначение и способы правки. 2. Инструменты и приспособления, применяемые при правке. 3. Механизация при правке. 4. Основные правила выполнения работ при правке. 5. Типичные дефекты при правке, причины их появления и способы предупреждения. Учебные вопросы:
16 1. СУЩНОСТЬ, НАЗНАЧЕНИЕ И СПОСОБЫ ПРАВКИ Правка — это операция по выпрямлению изогнутого или покоробленного металла, которой можно подвергать только пластичные материалы: алюминий, сталь, медь, латунь, титан.
Правку осуществляют на специальных правильных плитах, которые изготавливаются из чугуна или стали. Правку мелких деталей можно производить на кузнечных наковальнях.
Правка металлов выполняется молотками различных типов в зависимости от состояния поверхности и материала детали, подвергаемой правке.
17 ПРОДОЛЖЕНИЕ 1 ВОПРОСА Правку осуществляют несколькими способами: изгибом, вытягиванием и выглаживанием. Правку изгибом применяют при выправлении круглого (прутки) и профильного материала, которые имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками.
Правку вытягиванием используют при выправлении листового материала, имеющего выпуклости или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. Правку выглаживанием применяют в тех случаях, когда заготовка имеет очень малую толщину.
Выглаживание осуществляют деревянными или металлическими брусками.
18 2. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ПРАВКЕ Рис Правильная плита На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
19 ПРОДОЛЖЕНИЕ 2 ВОПРОСА Кувалды представляют собой молотки большой массы (2,0… 5,0 кг) и используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара, наносимого обычным слесарным молотком, недостаточна для выправления деформированной заготовки.
20 ПРОДОЛЖЕНИЕ 2 ВОПРОСА Киянки — это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности. Характерная особенность правки киянками в том, что они практически не оставляют следов на выправляемой поверхности.
21 Гладилки металлические или деревянные (из твердых пород дерева: бук, дуб, самшит) предназначены для выправления (выглаживания) листового материала небольшой толщины (до 0,5 мм). Этот инструмент в процессе обработки, как правило, не оставляет следов в виде вмятин.
22 3. МЕХАНИЗАЦИЯ ПРИ ПРАВКЕ Рис Ручной пресс: а — правка в центрах; б – правка на призмах Простейшим устройством для механизации правки является ручной пресс (рис. 2.34), с помощью которого осуществляют правку профильного проката и пруткового материала.
23 ПРОДОЛЖЕНИЕ 3 ВОПРОСА Рис Правильная машина : а — общий вид; б — схема правки; Р — усилие правки Рис Правильные вальцы
24 4. ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ РАБОТ ПРИ ПРАВКЕ 1. При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках (рис. 2.37). Рис Правка полосового и пруткового материала
25
26 ПРОДОЛЖЕНИЕ 4 ВОПРОСА 4. Правку листового материала толщиной 0,5… 0,7 мм необходимо производить при помощи деревянных молотков — киянок (рис. 4.2). 5.
При правке полос, изогнутых по ребру (рихтовке), а также листового материала со значительными деформациями необходимо применять способ правки растяжением (рис. 4.3).
Рис Правка листового материала киянкой Рис Правка полосы, изогнутой по ребру
- 27
- 28
- 29
- 30
31 ПРОДОЛЖЕНИЕ 4 ВОПРОСА 6. Правку полос с винтовым изгибом необходимо выполнять в ручных тисочках (рис. 4.4, б). Рис Правка полосы с винтовым изгибом : а — полоса с двойным изгибом; б — правка полосы в ручных тисочках
32
33 ПРОДОЛЖЕНИЕ 4 ВОПРОСА 7. Контроль качества правки следует производить в зависимости от конфигурации заготовки и ее исходного состояния: на «глаз» (рис. 4.5) — визуально, линейкой, перекатыванием по плите; «на карандаш» (рис. 4.
6) — путем вращения выправленного вала в центрах ручного винтового пресса. 8.
При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться Рис Контроль правки визуально Рис Контроль правки «на карандаш» рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.
34 5.
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ПРАВКЕ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ Дефект ПричинаСпособ предупреждения После правки обработанной детали в ней имеются вмятины Правка производилась ударами молотка или кувалды непосредственно по детали Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован Применялись недостаточно эффективные способы правки Применить способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами После рихтовки полоса непрямолинейна по ребру Процесс правки не окончен Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе правки на 180°
Тема 6. ГИБКА МЕТАЛЛА | Презентация к уроку на тему: | Образовательная социальная сеть
Слайд 1
Дисциплина « Технология выполнения слесарных работ » Колледж ИСТиД (филиал) СКФУ в г . Пятигорске Гончаров Олег Юрьевич преподаватель колледжа
Слайд 2
Тема 6. ГИБКА МЕТАЛЛА 1. Сущность и виды гибки. 2. Инструменты, приспособления и материалы, применяемые при гибке . 3.Механизация при гибке . 4. Правила выполнения работ при ручной гибке металла. 5. Типичные дефекты при гибке , причины их появления и способы предупреждения. Учебные вопросы:
Слайд 3
1. Сущность и виды гибки Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних.
Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле: где — длина прямолинейных участков заготовки; r 1 ,…., r n — радиусы соответствующих закруглений; а 1 …, а n — углы загиба.
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
Слайд 4
2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ Рис. 2.1.
Гибка на оправке: а-в — последовательность выполнения операции В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы.
Слайд 5
Продолжение 2 вопроса Рис. 2.2. Плоскогубцы Рис. 2.3. Круглогубцы Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки.
Слайд 6
Продолжение 2 вопроса Рис. 2.4. Приспособление для гибки рамки ножовочного станка: а, б — схемы применения приспособления; в — готовая рамка; 1 — рычаг; 2 — ролик; 3 — заготовка; 4 — оправка; А, Б — соответственно верхнее и нижнее положения рычага
Слайд 7
Продолжение 2 вопроса Рис. 2.5.
Приспособление для гибки кольца Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют: песок или канифоль.
Слайд 8
3.МЕХАНИЗАЦИЯ ПРИ ГИБКЕ Рис. 3.1. Листогибочные вальцы: 1 — механизм привода; 2 — верхний валок; 3 — изгибаемый лист; 4 — плита; 5 – нижний валок
Слайд 9
Продолжение 3 вопроса Рис. 3.2. Листогибочный пресс: а — общий вид; б — конструктивная схема; в — формы изгибаемого профиля; 1 — рама ползуна; 2 — пуансон; 3 — матрица; 4 — подкладка; 5 — плита
Слайд 10
Продолжение 3 вопроса Рис. 3.3. Роликовый гибочный станок: а — трехроликовый : 1 — рукоятка; 2 — верхний ролик; 3,4- нажимные ролики; 5 — прижимы; б — четырехроликовый : 1 — станина; 2,8- рукоятки; 3, 5 — ведущие ролики; 4,7 — нажимные ролики; б — заготовка
Слайд 11
Продолжение 3 вопроса Рис. 3.4.
Станок для гибки труб с нагревом токами высокой частоты: 1 — станина; 2 — механизм продольной подачи; 3 — удлинитель; 4 — изгибаемая труба; 5 — губки; б, 10- каретки; 7 — направляющие ролики; 8 — держатель индуктора; 9 — индуктор; 11 — нажимной ролик; 12 — каретка нажимного ролика; 13 — винт поперечной подачи; 14 — механизм поперечной подачи; 1 5 — конечный выключатель; 16 — система охлаждения; 17 — ходовой винт; 18, 20 — рукоятки; 19 — ролик
Слайд 12
4. Правила выполнения работ при ручной гибке металла. 1 . При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. 2.
При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. 3.
При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба.
Слайд 13
Продолжение 4 вопроса 4 . При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. 5. При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.
Слайд 14
5.
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ГИБКЕ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ Дефект Причины Способ предупреждения При изгибании уголка из поло сы он получился перекошен ным Неправильное закрепление заготовки в тисках Закреплять полосу так, чтобы риска разметки точно располагалась по уровню губок тисков.
Перпендикуляр ность полосы губкам тисков проверять угольником Размеры изо гнутой детали не соответству ют заданным Неточный рас чет развертки, неправильно выбрана оправка Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба.
Применять оправки, точно соответствующие за данным размерам детали Вмятины' ( тре щины ) при из гибании трубы с наполнителем Труба недостаточно плотно набита напол нителем Трубу при заполнении наполнителем (сухим песком) располагать вертикаль но . Постукивать по трубе со всех сто рон молотком





