- Виды гибки
- Параметры гибки и их определение
- Дефекты и трудности при гибке
- Оборудование для гибки
- Гибка профилей
- Видео: Станок ручной для производства профнастила (гофролист)
- Правка и гибка металла
- Pereosnastka.ru
- Реклама:
- Гибка металла
- Гибка металла: технологии, оборудование и инструменты :: SYL.ru
- Общие положения
- Технология гибки металла: основные положения
- Перечень приспособлений, применяемых для правки, рихтовки и гибки
- Набор крючков
Гибка – одна из распространённых операций деформирования металлов. В зависимости от сложности контуров гиба и толщины заготовки, её производят и в холодном, и в горячем состояниях, с применением ручного и механизированного инструмента.
Листогиб Metal Master LBM Изготавление колпака (дефлюгера)
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
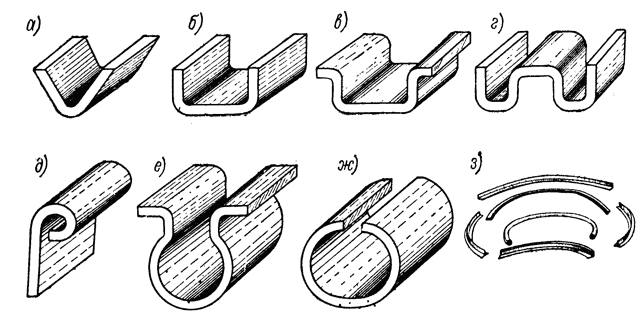 Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
 Гибка калибрующим ударом
Гибка калибрующим ударом
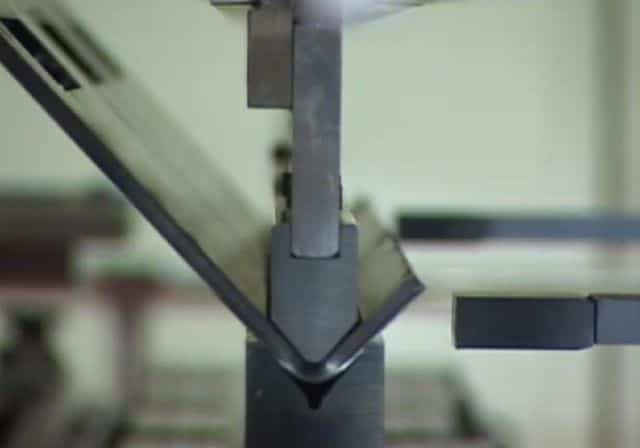
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки.
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно.
В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
 Гибка тонколистового металла
Гибка тонколистового металла
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Дефекты и трудности при гибке
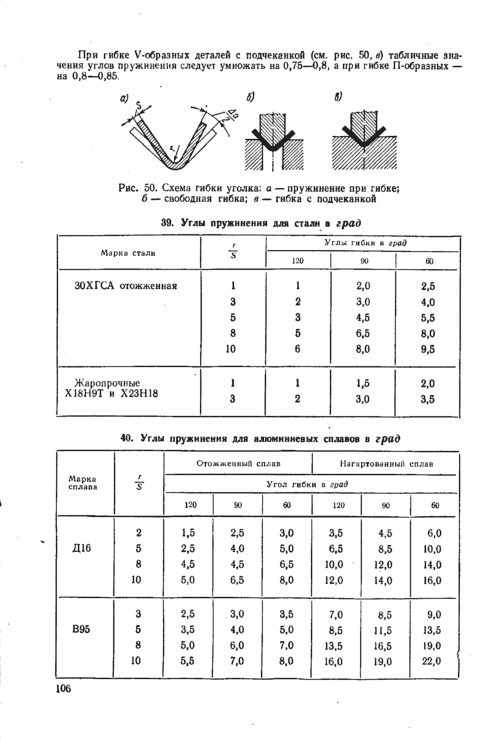
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
 Пружинение при гибке
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 120, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…6000С, а для низкоуглеродистых 180…2000С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
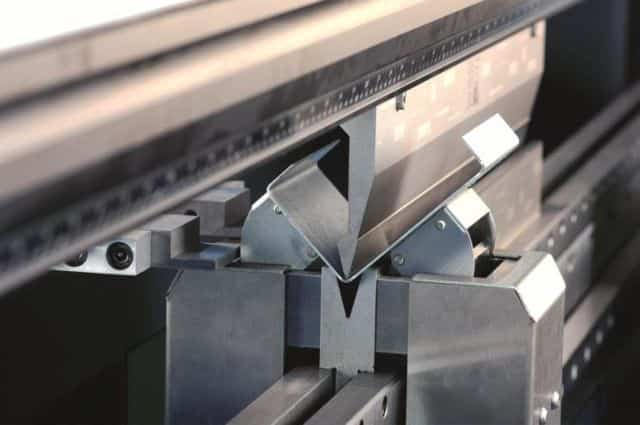
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление.
Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования.
Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей
 Станок профилегибочный ручной
Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.
 Валы профилегибочного станка
Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Видео: Станок ручной для производства профнастила (гофролист)
Правка и гибка металла
Правка (выпрямление) — представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму.
Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку.
Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
- В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
- Правка бывает ручная и машинная.
- При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 — 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия.
Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины.
Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом.
После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость.
По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка — это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом.
На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения.
Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб Гибка труб в горячем состоянии. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов. Гибка труб в холодном состоянии выполняется при помощи различных приспособлений. Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке. Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки. Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба, 5 — труба, 6 — ролик-шаблон, 7 — хомутик Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва. Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок. Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров. |
Pereosnastka.ru
- Слесарная гибка
- Категория:
- Гибка и правка металла
Слесарная гибка
Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов.
В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки.
Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. В процессе гибки в заготовке возникают и упругие деформации.
Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки.
На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным.
На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют.
Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается.
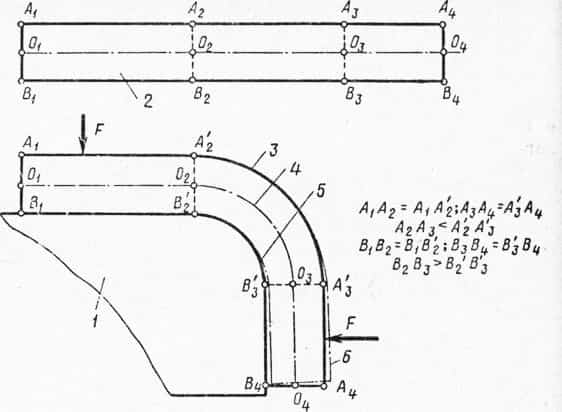
Рис. 1. Гибка заготовок:
1 — приспособление, 2— заготовка, 3— растянутые волокна, 4— нейтральная линия, 5 — сжатые волокна, 6 — упругое восстановление формы заготовки
Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки.
В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел.
Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки.
Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы.
У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках.
Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль).
Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба.
Реклама:
Гибка металла
Гибка — слесарная операция по обработке металлов давлением, в результате которой заготовке или детали придается необходимая изогнутая форма. Это одна из наиболее распространенных слесарных операций. Она бывает ручная и машинная; выполняется при холодном либо горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Детали и заготовки больших сечений гнут с предварительным подогревом, в результате чего металл становится более пластичным, что облегчает процесс гибки.
Суть гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах (рис. 6.
1), действует Р, которая вызывает в заготовке изгибающие напряжения; если эти напряжения не превышают предел упругости материала, то заготовка принимает первоначальный вид, т.е. выпрямляется.
Однако при гибке необходимо добиться, чтобы после снятия нагрузки заготовка сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической.
В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатия. Не изменяется
Рис. 6.1. Схема гибки
длина слоя, которая совпадает с осевой линией. Этот слой металла называют средним или нейтральным. Только он в процессе гибки не деформируется, а значит, не меняет своих размеров.
Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою.
Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.
Рассмотрим несколько примеров расчета длин заготовок для гибки.
Пример 6.1. Рассчитать длину заготовки для гибки угольника под прямым углом с минимально допустимым закруглением с внутренней стороны.
Решение. Разбиваем угольник на отдельные участки и 12 (рис. 6.2, а). При гибке деталей под прямым углом с минимально допустимым закруглением с внутренней стороны припуск на загиб берется равным 0,5-0,7 толщины материала.
Вычисляем общую длину заготовки:
где s — толщина заготовки, мм.
Пример 6.2. Рассчитать длину заготовки для гибки угольника с внутренним закруглением.
Решение. Разбиваем угольник на отдельные участки а и Ь, а также участок закругления (рис. 6.2,6), длина которого равна кг/2, где 1— радиус закругления.
Рис. 6.2. Определение длины заготовки при гибке: а — без внутреннего закругления; б — с внутренним закруглением; в — на угол, отличный от 90°; г — кольца
Вычисляем общую длину заготовки:
Пример 6.3. Определить длину заготовки для ее гибки на угол а Ф 90°.
Решение. Согласно чертежу детали (рис 6.2, в) длина заготовки складывается из длин прямых участков 1Х и /2, а также длины дуги сектора, которая рассчитывается по формуле
Общая длина заготовки
Пример 6.4. Определить длину заготовки при гибке проволоки диаметром 6 мм в кольцо наружным диаметром 100 мм.
Решение. Длина заготовки подсчитывается по среднему диаметру D кольца (рис. 6.2, г):
В процессе гибки в металле возникают напряжения и деформации. Они особенно большие, когда радиус гибки очень мал. Чтобы не получить при этом трещин в наружных слоях, необходимо
Рис. 6.3. График для определения радиуса загиба листового и полосового материала
соблюдать минимально допустимый радиус гибки. Он выбирается в зависимости от толщины металла и вида изгибаемого материала (рис. 6.3).
Гибка металла: технологии, оборудование и инструменты :: SYL.ru
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму.
В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д).
Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий.
На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается.
И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости.
Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется.
Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил.
В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала.
Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному.
Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала.
При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8.
При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
Общие положения
Гибка металла заключается в изменении формы исходного материала (лист стали, пруток проката и т.д.). Причем современные технологии позволяют выдавливать из тонколистового материала невероятно сложные поверхности (например, элементы кузова автомобилей).
На предприятиях данные работы осуществляются специальными станками для гибки металла. Подобное оборудование имеет очень высокую производительность и способно выпускать огромное количество изделий в единицу времени.
Следует отменить, что не каждая сложная поверхность обязательно получена гибкой металла. Наряду с данной технологией известны и давно применяются в промышленности также и обработка металла резанием, литье в песчаные формы и в кокиль, так называемое экструдирование, прокат и другие методы формирования объемных поверхностей.
Технология гибки металла: основные положения
Данный процесс позволяет получать сложные по форме поверхности без применения сварочных соединений, что значительно улучшает ряд важных эксплуатационных показателей изделия (прежде всего сопротивление коррозии и отсутствие протекания процессов разупрочнения и развития отпускной хрупкости для ряда материалов), а также положительно сказывается на экономических показателях производства.
При проведении ремонтных работ дома также часто возникает необходимость в придании листовому материалу или прутку необходимой формы. Принцип и физические основы процесса не отличаются, но в быту применяется примитивное оборудование.
К недостаткам данной технологии относится ограничение по толщине изгибаемого листа стали, а также определенные ограничения по химическому составу материалов и предварительной термической и химико-термической обработки изделий.
Так, для гибки металла с толстыми стенками его необходимо предварительно разогреть, чтобы материал «потек». Температура, при которой сталь и сплавы на основе железа становятся податливыми и хорошо деформируются, для каждого материала разная.
Существуют специальные марки сталей, которые устойчивы к воздействию высоких температур и сохраняют высокие механические свойства.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.
Набор крючков для правки. Фото PDR Center
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.





