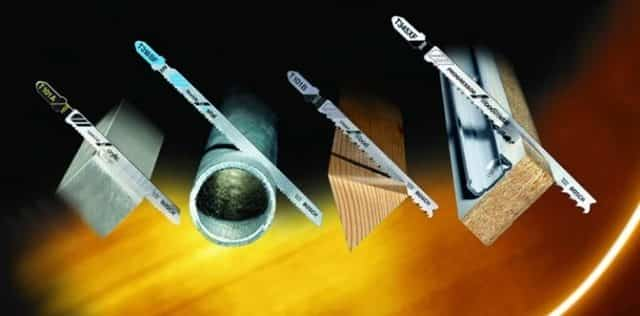
Металл можно распилить разным инструментом, но не всегда удобно использовать, например, болгарку или ножовку по металлу. В некоторых случаях для дела больше подходит ручной или электрический лобзик с соответствующими пилками.
Чтобы сделать распил как можно аккуратнее важно правильно выбрать распиловочное полотно для такой работы.


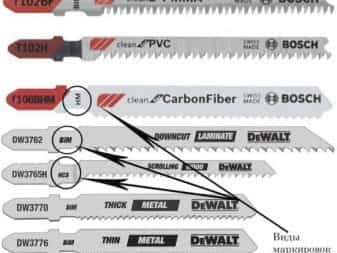
Подходит ли пила по металлу для лобзика в целях использования в конкретном случае, и годится ли она для инструмента, выпущенного определенным производителем, можно определить по маркировке, указанной на полотнах. Приобретая опыт обращения с лобзиком, люди без труда начинают разбираться в обозначениях на полотне. Первая буква на нем свидетельствует о типе хвостовика.

Он может обозначаться буквами Т, U или М, хотя имеются и другие стандарты в зависимости от выбранного инструмента. С маркировки на полотне также можно считать его размеры. Они указываются непосредственно после литеры с обозначением типа хвостовика. Самая короткая пилка не длиннее 75 мм. Средней считается имеющая размер в пределах 75–90 мм.
К самым длинным относятся такие, длина которых от 90 до 150 мм. За цифровым обозначением идет указание на величину зубьев:
- мелкие обозначаются литерой А;
- средние – В;
- крупные – C либо D.
Есть и еще одно обозначение, указывающее на особенности пилы:
- литера F указывает на использование в материале пилки сплава из двух металлов, обеспечивающего особую прочность изделия;
- буква P обозначает, что пила позволяет делать точный рез;
- буква О говорит о том, что у пилки спинка особо узкая, и такое изделие может использоваться для кривых срезов;
- Х: такое полотно подходит для резки разных материалов, включая металлические изделия.
- обозначение R – реверс, то есть зубья пилы направлены в обратную сторону.
О многом говорит и цветовое указание на хвостовике. Для работы с металлом выбирают изделия с синим обозначением на нем. Белый цвет сигнализирует о том, что пилка подходит как для обработки металла, так и для деревянных изделий. А также на предназначение по работе с металлическими вещами могут указывать специальные надписи.
Для распиливания нержавейки подойдет полотно с обозначением Inox, просто для металла – Metal, а для резки алюминия – Alu.


Для работы с электролобзиками разных фирм применяют пилки с хвостовиком той или иной формы. Т-образная – разработка компании Bosch. Сегодня такие хвостовики используют для своих инструментов и другие производители. Встречаются пилы с подобным основанием на рынке очень часто.
Хвостовик в форме буквы U больше подходит для лобзиков, которые на рынке находятся дольше, чем производства Bosch. Они совмещаются с инструментом, у которого есть зажимы в виде колодок. А также существуют хвостовики старого образца, подходящие для инструмента от Bosch и Makita.


Нужно учитывать, что кроме пилок для работы с металлом существуют такие, которыми делают срезы на дереве, пластике и других материалах. В частности, для обработки дерева изначально и были предназначены лобзики, работающие от электричества.
Если для работы с деревянными изделиями используются пилки, изготовляемые из сплава хрома и ванадия, то полотна для работы с металлом делают из стали, способной быстро распилить прочные металлические листы и другие вещи из такого твердого материала.
Чем прочнее распиливаемый металл, тем мельче зубцы на лезвии. Ширина полотна также бывает разная.
Все зависит от того, какие работы предполагается выполнять. Широкое позволяет выполнить прямой срез на большой скорости без опасения сойти с выбранной траектории. Это будет зависеть и от толщины полотна. Чем оно толще, тем больше шансов разрезать металл по идеально прямой линии. Для фигурных вырезов подойдут узкие лезвия, позволяющие легко выполнять затейливые повороты.
Имеет значение и форма зубчиков на пилке, предназначенной для резки металла. У некоторых инструментов они очень мелкие и волнистые, позволяющие делать ровные срезы, при желании выполняя небольшие повороты. Предназначены такие полотна для резки материалов толщиной 1–3 мм.
Разрезать различные металлические изделия или куски металла с более значительной толщиной помогают полотна с разведенными зубчиками, количество которых на дюйм увеличивается по направлению к краю.
Они способны разрезать материалы толщиной до 10 мм, например, латунные, медные и алюминиевые изделия и листы.
Различают пилки и по расстоянию между их зубцами. Расчет ведется в зависимости от того, сколько зубьев приходится на один дюйм. Об этом свидетельствует показатель TPI.
Пилки для ручного лобзика отличаются тем, что их просто подогнать под размер конкретного инструмента, например, установить его длиной 150 мм.
Для ювелирных ручных лобзиков в зависимости от толщины обрабатываемого металлического изделия можно выбрать номер пилки от 8/0 до 8.
Ширина таких пилящих устройств совсем невелика. Издали нежное полотно похоже на струну. Это позволяет легко делать изгибы на металле, создавая с их помощью особо тонкий рисунок.
Среди всего разнообразия имеющихся в обращении пилок для лобзика можно найти универсальные. Считается, что они подходят и для работы с деревом, и с пластиком, и с металлом.
Но, как показывает практика, применение их, в том числе на металлических предметах, хорошего качества реза не обеспечивает.
Выбирая пилки для лобзика, которыми в дальнейшем будет обрабатываться металл, следует учитывать:
- особенности имеющегося в хозяйстве электрического или ручного лобзика;
- маркировку на полотнах для электролобзика;
- вид предполагаемых работ.
Большое значение также имеет бренд, под которым выпускаются те или иные пилы. Предпочтение желательно отдать известным маркам и не покупаться на соблазнительно низкую цену товара.
За модным названием на деле может скрываться контрафактная продукция, которая ничего, кроме разочарования, в ходе использования не принесет.
Например, недобросовестные производители для привлечения внимания к своему товару часто используют бренд Bosh.
Поддельные пилки, продающиеся под этой маркой, создаются методом штамповки. Это можно заметить, если внимательно присмотреться к зубцам таких режущих предметов. С одной стороны они имеют легкое закругление, в то время как оригинальные обладают идеальной геометрией. К тому же фирменные пилки можно купить не поштучно, а только в соответствующей упаковке.
При покупке должны настораживать любые внешние недочеты изделия, сигнализирующие о том, что в руках оказался брак. Это могут быть не только огрехи самого металла, из которого изготовлены пилки, но и нечеткие надписи и рисунки на полотнах. Если маркировка напечатана криво, значит, в руках контрафактный товар.
Некоторые такие мини-станки не предназначены для обработки металлических изделий, толщина которых превышает 5 мм. Другие дают возможность резать хоть 10-мм металл. Многое зависит от того, предназначен электролобзик для бытового использования или для профессионального. Чтобы пилки для электролобзика долго служили, нужно правильно пользоваться самим инструментом.
- Обеспечит нормальную работу инструмента и безотказное действие используемой пилки правильная настройка элекотролобзика. Она позволит аппарату служить как можно дольше и не даст возможности режущему полотну затупиться.
- При работе не нужно давить на лобзик. От этого работа не ускорится, зато перспектива сломать инструмент станет вполне реальной. А также нужно правильно подобрать скорость движения пилки. На большой скорости она способна сильно нагреться, становясь менее острой и менее твердой.
- Как бы умело мастер ни пользовался электрическим лобзиком, под рукой у него должна быть хотя бы пара запасных пилок.
- Если лобзик часто используется для резки металла, нужно иметь в хозяйстве отдельные полотна для алюминия, цветных металлов и для стали.
Когда к использованию электролобзика для таких целей приходится прибегать лишь от случая к случаю, желательно держать под рукой пилу, способную разрезать сталь. Такая пилка справится и с другими металлами.
- Лучше иметь запас и при использовании ручного инструмента, хотя обычный ручной лобзик позволяет до сохранения определенной длины пилок продолжать ими пользоваться, что делает такой станок вполне экономичным. Элементы зажима ручного лобзика устроены так, что всегда можно переместить пильное полотно, гарантируя его надежное удержание и сохраняя его натяжение.
- При работе с любым лобзиком нужно использовать защитные очки и перчатки. А также не следует забывать, что пилка – очень острый инструмент и при неправильном использовании лобзика может травмировать человека.
- Нельзя «выжимать соки» из затупившейся пилки, стараясь использовать ее как можно дольше. От такого обращения работа может быть выполнена некачественно, а при использовании электрического агрегата с тупым полотном лобзик начинает работать под нагрузкой и может сломаться.
- Когда речь идет об обработке металла, ничто не может служить вечно, и пилки для лобзика тем более. Но при грамотном их выборе и применении можно рассчитывать, что они не станут часто меняемым расходным материалом.
В следующем видео вас ждет обзор базовых пилок Bosch для распила металлических изделий и металлических поверхностей.
Ножовочное полотно по металлу — виды, конструкция, выбор
Главная / Оснастка /
Полотно ножовочное по металлу — быстро выходящий из строя расходный материал. Длительность срока службы пилки зависит от способа обработки металла ножовкой и навыков пользования инструментом. Важную роль играет правильный подбор сменной детали.
Ножовочные полотна по металлу для пильных инструментов
Рассматривать полотно ножовочное по металлу необходимо с того, что классифицируют этот вид расходного материала на три типа:
- Для ручных ножовок (они бывают большие и маленькие). После появления УШМ или болгарки, а также дисковых, сабельных пил и лобзиков, ручные ножовки утратили свою популярность, но при этом не исчезли полностью
- Для машинных агрегатов — к ним относятся ленточные пилы, которые используются в условиях промышленности (предназначены для станка). Для ленточной пилы применяются полотна, имеющие соответствующие параметры: длина, толщина, материал изготовления, заточка и форма зубьев. В домашних условиях такие агрегаты применяются только при необходимости проведения высокоточной резки металлических деталей. Для таких агрегатов применяется специальное ленточное полотно, зубья которых имеют напыление из твердосплавных материалов. В ленточных пилах применяется не только оснастка для резки металла, но и по дереву. Ленточнопильные полотна нуждаются в дополнительном водяном охлаждении при работе, что продлевает срок службы устройств, а также снижает нагрузку на приводные механизмы машинных агрегатов
- Автономные электрические агрегаты — это инструменты, которые вытеснили ручные ножовки. К таковым относятся сабельные пилки и электролобзики. Для сабельной пилы выпускаются полотно соответствующих форм и технических параметров. Для лобзика полотна по металлу также имеют соответствующие параметры, поэтому при их выборе, нежно учитывать, для какого типа инструмента предназначаются расходные режущие материалы

В материале детально рассмотрим полотна по металлу для ручной ножовки, которые купить можно в любом строительном магазине, на рынке и даже в интернет-магазинах. Кстати, преимущество покупки в интернете заключается в том, что у покупателя имеются большие возможности выбора, в отличие от покупки в магазине, где ассортимент ограничен двумя-тремя моделями.
Это интересно: Ножовка по металлу — виды, применение, конструкция
Конструкция ножовки по металлу
Конструкция механической ножовки по металлу включает в себя корпус и пилку. Первый состоит из:
- рамы, на которую устанавливается ручка для закрепления полотна;
- регулятора натяжения пилы (эта часть имеет выемку для вставки сменной детали и винт с гайкой, вращением которой осуществляется натяжение).

Особенности
Для каждого вида материала существует свое режущее полотно.
- Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
- Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
- Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.

- Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
Чем больше толщина обрабатываемого изделия, тем крупнее должны быть режущие зубцы, и наоборот.

При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.

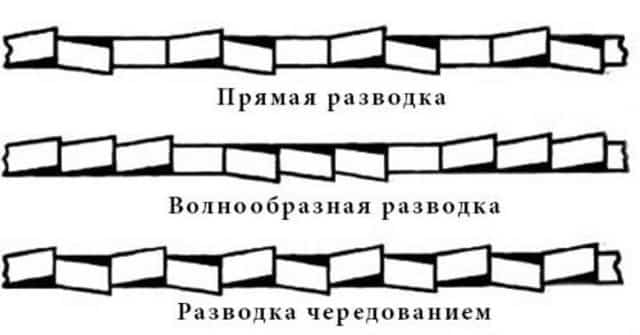
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.

- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
Характеристики
ГОСТ 6645-86 – стандарт, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это тонкая, неширокая пластина с отверстиями, расположенными в противоположенных концах, на одной стороне расположены режущие элементы – зубья. Пилки изготавливаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.

- В зависимости от типа работы ножовочные пилки делятся на машинные и ручные.
- Длина пластины определяется по расстоянию от центра одного отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет следующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Короткие ножовки применяются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, а также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для двух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние между сквозными отверстиями 250±2 мм, длина пилки не свыше 265 мм.
- Одинарные 2 типа. Расстояние от одного отверстия до другого 300±2 мм, длина пластины до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластины — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
- ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих элементов:
- для одинарной пластины первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов изменяется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, обладающего достаточной шириной, достигаются довольно длинные пропилы: каждый резец пилки снимает опилки, заполняющие стружечное пространство, пока полностью не выйдет острие зубца.
Величина стружечного пространства определяется от шага зубца, переднего угла, заднего угла. Передний угол выражается в отрицательном, положительном, нулевом значениях. Величина зависит от твёрдости обрабатываемого изделия. Пилка с нулевым передним углом имеет КПД ниже по сравнению с передним углом, имеющим значение больше 0 градусов.
При разрезании наиболее твердых поверхностей применяются пилки с зубьями, которые заострены под большим углом. Для мягких изделий показатель может быть ниже среднего. Ножовочные полотна, оснащенные наиболее заостренными зубцами, являются самыми износостойкими.
Тип пилы классифицируется на профессиональный и домашний инструмент. Первый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
Домашняя ножовка не позволяет выполнить качественный ровный распил даже с профессиональными полотнами.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Обработка заготовок пилением
Пиление – способ обработки материалов многолезвийным инструментом (ножовкой, ленточной пилой, дисковой фрезой), обеспечивающий разделение заготовки и получение при этом плоских торцевых поверхностей.
Пиление как процесс механической обработки применяется в заготовительном производстве для разделения (разрезки) заготовок из проката и поковок на мерные полуфабрикаты. В зависимости от формы используемого инструмента к пильным станкам относятся:
- • осциллирующие, в которых инструмент представляет собой прямое лезвие с зубьями (ножовочное полотно), выполняющее линейные возвратно-поступательные перемещения;
- • циркулярные, в которых применяется круглый инструмент, внешняя кромка которого имеет зубья и который вращается с высокой скоростью. Такие инструменты называются прорезными или шлицепрорезными дисками (рис. 11.72);
- • ленточнопильные, в которых используется очень длинное полотно пилы, одна кромка которого имеет зубья, а концы соединены для образования бесконечной ленты.
Рис. 11.72. Циркулярная пила
Процесс резания осуществляется на отрезных ручных дисковых (рис. 11.73) или ленточнопильных (рис. 11.74) станках.
Рис. 11.73. Дисковый станок
Рис. 11.74. Ленточнопильный станок
Ленточнопильные станки относятся к наиболее современному и прогрессивному оборудованию для разрезки заготовок, обеспечивающему высокую производительность и высокое качество реза.
Они предназначены для резки заготовок круглой, прямоугольной формы и профилей из практически всех основных материалов: легких сплавов, цветных металлов, конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, высокопрочных чу- гунов (рис. 11.75, 11.76).
Рис. 11.75. Примеры разрезки заготовок
Рис. 11.76. Процесс пиления ленточной пилой круглых заготовок
Ленточнопильные станки имеют возможность выполнения разреза под любым заданным углом с высокой точностью, не требующей последующей доводки. Их используют как в единичном, так и серийном производстве, в ручном управлении (для единичного) и автоматическом цикле. Скорость резания в зависимости от твердости материала и конфигурации заготовки составляет 15–80 м/мин.
Ширина реза соответствует ширине разведенных зубьев Sp (рис. 11.77). Ножовочное полотно крепят так, чтобы зубья были направлены по направлению реза. Большое значение имеет правильная регулировка натяжения полотна: при слабом натяжении рез получается косым.
Рис. 11.77. Параметры пилы:
H – ширина пилы; S – толщина пилы; h – высота зуба; Т – шаг пилы; Sp – ширина разводки зубьев; α – передний угол; у – задний угол
Пилы с постоянным шагом используют для резки заготовок с постоянным поперечным сечением.
Большой выбор пил с различной геометрией зуба обеспечивает потребности в разрезке как сплошных прутков большого диаметра, так и тонкостенных коробчатых конструкций. Пилы с переменным шагом (рис. 11.
78) рекомендуются для резки заготовок с переменным сечением. Они имеют более широкий по сравнению с постоянным шагом рабочий диапазон применения, уменьшают вибрации и шум.
Рис. 11.78. Полотно пилы с переменным шагом
Самые современные конструкции ленточных пил имеют твердосплавные зубья (рис. 11.79, в) или зубья с твердосплавными частицами (рис. 11.79, б). У этих полотен очень высокая стойкость к износу.
Они предназначены для резки высоколегированных сталей, цветных металлов, сплавов на основе кобальта, никеля и титана, закаленных сталей с твердостью до 62 HRC.
Специальная геометрия зубьев служит для получения максимальной производительности, ленточное полотно из легированной стали обеспечивает высокую стойкость к изгибающим напряжениям. Наличие большого числа твердосплавных частиц на режущей кромке пилы обеспечивает получение ровной гладкой поверхности.
Рис. 11.79. Полотна:
а – обычное; б – с твердосплавными частицами зубьев; в – с твердосплавными зубьями
Полотна для эффективного резания и удаления стружки имеют разводку зубьев. Используют три вида разводки: вправо-влево, переменную, загребную (рис. 11.80).
Рис. 11.80. Схемы разводки зубьев пильных полотен:
а – вправо-влево; б – переменная; в – загребная
Разводка вправо-влево предназначена для резки сплавов из цветных металлов. У такого полотна в теле заготовки одновременно примерно на 1/3 больше режущих зубьев. Переменная разводка предназначена для резки углеродистых сталей.
Загребная разводка (с последовательностью зубьев вправо-влево-прямо) значительно улучшает удаление стружки для вязких материалов и материалов, резка которых приводит к обильному образованию стружки, благодаря снижению числа режущих зубьев при увеличении числа зубьев, выносящих стружку из пропила.
Полотно для ножовки по металлу — характеристики, виды, выбор
?
tvin270584
June 7 2021, 14:16
Category:
Среди ручных режущих инструментов продолжает пользоваться популярностью ножовка по металлу. Главное достоинство этого инструмента в том, что его можно использовать всегда, когда электроинструмент бесполезен или его применение ограничено технологическим заданием.
Чтобы воспользоваться ножовкой, понадобится установить в инструмент полотно по металлу. Только перед тем, как установить режущий элемент, его необходимо грамотно выбрать.
В статье мастер сантехник расскажет, характеристики полотна ножовки по металлу.
Характеристики
Главной особенностью лезвия для распиливания металлов являются очень мелкие зубцы, так как крупными работать с металлом невозможно.
В любой модели, бытовой или профессиональной, зубцы изготавливаются из закаленного металла, так как они должны превосходить по твердости металлический сплав, для резки которого применяется инструмент. Размеры полотна варьируются от 150 мм до 400 мм.
Рассматривать полотно ножовочное по металлу необходимо с того, что классифицируют этот вид расходного материала на три типа:
- Для ручных ножовок (они бывают большие и маленькие). После появления УШМ (болгарки), а также дисковых, сабельных пил и лобзиков, ручные ножовки утратили свою популярность, но при этом не исчезли полностью.
- Для машинных агрегатов — к ним относятся ленточные пилы, которые используются в условиях промышленности (предназначены для станка). Для ленточной пилы применяются полотна, имеющие соответствующие параметры: длина, толщина, материал изготовления, заточка и форма зубьев. В домашних условиях такие агрегаты применяются только при необходимости проведения высокоточной резки металлических деталей. Для таких агрегатов применяется специальное ленточное полотно, зубья которых имеют напыление из твердосплавных материалов. В ленточных пилах применяется не только оснастка для резки металла, но и по дереву. Ленточнопильные полотна нуждаются в дополнительном водяном охлаждении при работе, что продлевает срок службы устройств, а также снижает нагрузку на приводные механизмы машинных агрегатов.
- Автономные электрические агрегаты — это инструменты, которые вытеснили ручные ножовки. К таковым относятся сабельные пилки и электролобзики. Для сабельной пилы выпускаются полотно соответствующих форм и технических параметров. Для лобзика полотна по металлу также имеют соответствующие параметры, поэтому при их выборе, нежно учитывать, для какого типа инструмента предназначаются расходные режущие материалы.
Из чего изготавливаются
Полотна для ножовки по металлу различают в первую очередь по материалу изготовления:
- Углеродистая — отличаются низкими показателями прочности, поэтому использовать их можно для резки цветного и мягкого металла. Гарнитура такого класса имеет маркировку HCS, а степень прочности не превышает значений 44-46 HRC.
- Быстрорежущая — обладают высокими показателями устойчивости к истиранию и износу зубьев, однако их недостатком является хрупкость. Быстрорежущие пилы маркируются обозначением HSS и имеют степень твердости до 73-78 HRC. Есть полотна из быстрорежущей стали с алмазным напылением, которые имеют степень твердости до 82-84 HRC.
- Биметаллические — получили такое название по причине использования двух видов стали. Их выпуск произвел фурор на рынке, быстро вытеснив своих аналогов. В основу биметаллических полотен входят такие материалы, как углеродистая сталь, на которую наваривается полоска из быстрорежущей стали. Обозначаются такие виды устройств буквами BIM. По прочности они такие, как и быстрорежущие, только за счет применения углеродистой стали в качестве основного материала, они обладают высокой прочностью и устойчивостью к деформациям.
- Легированные инструментальные стали — это модернизированные модели углеродистых аналогов, которые изготавливают путем легирования углерода хромом, вольфрамом, ванадием, кремнием и т.п. Легирование позволяет достичь высоких прочностных показателей, а степень твердости чуть ниже, чем у быстрорежущей стали, и составляет 67-67 HRC.
Виды
Режущая гарнитура на ручные пилы по металлу выпускаются в трех видах:
- Одинарные — имеют общую длину полотен до 265 мм. Однако главным параметром на такой оснастке является расстояние между крепежными отверстиями, составляющее 250 мм.
- Одинарные стандартные — это самые популярные модели полотен, которые имеют режущие зубья только с одной части. Промежуток между крепежными отверстиями составляет 300 мм, а общая длина полотна составляет до 315 мм. Если покупаете полотно для пил ручных, то учитывать (измерять) нужно не общую длину полотна, а расстояние от одного крепежного отверстия к другому. Обычно производители указывают размеры на боковой части оснастки.
- Двойные — полностью идентичны предыдущему виду по размерам, только режущие части на таких устройствах расположены с двух сторон. Это позволяет увеличить срок службы гарнитуры, так как при истирании и притуплении зубьев с одной стороны, нужно перевернуть полотно, и продолжать его эксплуатацию.
Толщина одинарной пластины — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ Р 53411-2009 регламентирует значения шага зубцов, выраженных в миллиметрах, количество режущих элементов:
- Для одинарной пластины первого типа — 0,80/32;
- Одинарное второго типа — 1,00/24;
- Двойного — 1,25/20.
Количество зубцов изменяется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, обладающего достаточной шириной, достигаются довольно длинные пропилы: каждый резец пилки снимает опилки, заполняющие стружечное пространство, пока полностью не выйдет острие зубца.
Величина стружечного пространства определяется от шага зубца, переднего угла, заднего угла. Передний угол выражается в отрицательном, положительном, нулевом значениях. Величина зависит от твёрдости обрабатываемого изделия. Пилка с нулевым передним углом имеет КПД ниже по сравнению с передним углом, имеющим значение больше 0 градусов.
При разрезании наиболее твердых поверхностей применяются пилки с зубьями, которые заострены под большим углом. Для мягких изделий показатель может быть ниже среднего. Ножовочные полотна, оснащенные наиболее заостренными зубцами, являются самыми износостойкими.
Тип пилы классифицируется на профессиональный и домашний инструмент. Первый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
Как выбрать полотно для ножовки по металлу
Пильное оборудование в виде расходных материалов для ручных ножовок нужно выбирать, опираясь на такие показатели:
- Тип инструмента. Ножовки по металлу бывают разными, поэтому перед тем, как купить ножовочное полотно, нужно измерить расстояние между фиксаторами корпуса инструмента. Если инструмент имеет опцию регулировки каркаса, тогда покупать можно любой длины гарнитуру.
- Прочность обрабатываемого материала — если планируется пиление мягких видов стали, как алюминий, медь, латунь и прочие, то нет необходимости покупать дорогие полотна, ведь с такими заготовками справятся углеродные устройства низкой твердости. В качестве основного материала, из которого изготавливается оснастка, является сталь типа Х6ВФ для отечественных и HCS для зарубежных. Если нужно разрезать более прочные материалы, как сталь, чугун и т.п., тогда применяется оснастка из быстрорежущих сталей.
- Толщина металла, который подлежит обработке, а также качество разрезаемого шва. Здесь внимание нужно обратить на TPI — количество зубьев на один дюйм. Здесь все просто — если необходимо получить качественный шов при распиливании тонких заготовок, то выбирать нужно оснастку, которая имеет величину TPI равную более 24. При этом продолжительность пиления материала увеличивается в несколько раз. Если качество реза не главное, а важней скорость достижения результата, тогда выбирать можно полотна с TPI менее 24 зубьев на дюйм. Чем больше зубьев на полотне, тем выше показатель TPI.
- Разводка зубьев — рассматриваемые устройства имеют соответствующее отклонение, которое влияет на скорость получения результата, а также толщину пропила. ГОСТ Р 53411-2009 регламентирует, что полотна выпускаются трех видов разводки: с отклонением по каждому зубу, через один зуб и по двум смежным через неразведенные звенья. Визуально выявить величину разводки звеньев практически невозможно. Для варианта разводки звеньев «по двум смежным через один» величина отклонения не превышает 0,15-0,25 мм. Для остальных случаев величина расхождения составляет от 0,6 до 0,9 мм. Измерить величину разводки можно при помощи электронного штангенциркуля, только при этом выявляемая величина будет в 2 раза больше, чем указано выше.
Это основные параметры, которые нужно учитывать, чтобы выбрать грамотно механическое полотно под свой инструмент.
Как ставить полотно по металлу
Как выбрать хорошие полотна для ручной пилы, подробно выяснили, поэтому остается разобраться, как же поставить гарнитуру в корпус инструмента. Зажимы или фиксаторы на ножовках бывают двух типов:
При резьбовом механизме необходимо оснастку отверстиями «посадить» на выступы фиксаторов, а затем зафиксировать гайкой в виде барашка.
Как установить гарнитуру для механической пилы, имеющей рычажное исполнение? В этом случае все гораздо проще. Для начала, нужно поместить гарнитуру в выступах фиксатора, а затем перевести рычаг в сторону закрытия, тем самым фиксируя элемент в конструкции инструмента.
При установке важно учитывать один главный нюанс — это направление вершин зубьев. Они должны «смотреть» в противоположную сторону от рукоятки. Если установить их наоборот, то процесс пиления будет выполняться неправильно, и зубья быстро сотрутся на полотне.
Причем работать ножовкой по металлу также необходимо правильно, чтобы достичь результата. Пиление выполняется при направлении инструмента от себя, прижимая корпус к заготовке.
При возвратном движении прижимать инструмент не нужно, так как возвращается ножовка в исходное положение на холостом ходу.
Рекомендации и советы по эксплуатации ножовок с полотнами по металлу
Специалисты рекомендуют пользоваться инструментом правильно, чтобы не только достичь положительных результатов, но еще и исключить получение травм. Рекомендации следующие:
- Осмотреть полотно перед проведением работ. На нем не должно быть трещин и следов коррозии.
- Удостовериться в том, что пила достаточно эластичная. При незначительном изгибе устройства, оно должно возвращаться в исходное положение. Если после изгиба появляются искажения, то инструмент применять не рекомендуется.
- Скорость пиления зависит от количества зубьев. Чем их больше, тем они меньше, поэтому процесс пиления происходит медленно, но качественно. Чем зубьев меньше, тем больше их величина, а значит, и процесс пиления происходит быстрее.
- Для материалов нужно выбирать соответствующие полотна, что позволит повысить производительность, а также срок службы.
- Маркировка каждого полотна указана на их поверхности.
- К выбору оснастки нужно подходить правильно, и не со стороны стоимости. Дешевые черные пилки не смогут сравниться с дорогими аналогами.
Видео
В сюжете — Тестируем и сравниваем полотна по металлу производства Stanley и старые советские пилки
В сюжете — Как пилить ножовкой по металлу
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Источник
https://santekhnik-moskva.blogspot.com/2021/06/Polotno-dlya-nozhovki-po-metallu.html





