- Область применения, назначение
- Расшифровка марки
- Характеристики
- Механические
- Химический состав
- Показатель коэффициента наплавки
- Предъявляемые требования
- Сертификация, ГОСТ
- Требования к условиям поставки
- Отличительные особенности, достоинства и недостатки
- Рекомендации
- Сортамент, форма выпуска, расфасовка, упаковка
- Аналоги
- Производители
- Где купить
- Св-08Г2С – проволока для высококачественной наплавки и сварки
- Что нужно знать о сварочной проволоке
- Что такое сварочная проволока
- Какие бывают виды проволоки
- Что такое маркировка
- Самые популярные марки
- Сварочная проволока СВ08Г2С
- Описание и разновидности проволоки СВ08Г2С
- Применение проволоки СВ08Г2С
- Характеристики сварочной проволоки СВ08Г2С
- Коэффициент наплавки
- Цена и форма выпуска
- Сварочная проволока для ацетиленовой газовой сварки: виды, как выбрать для разных сплавов
- Проволока для стали
- Сварка алюминиевых и медных сплавов
- Сварка чугуна
- Нюансы использования
- Технические характеристики и назначение сварочной проволоки СВ08Г2С
- Параметры и назначение
- Процесс получения
- Вид и наличие химических элементов
- Механические характеристики
- Отличительные особенности
- Область применения
- Коэффициента наплавки
- Для чего нужно знать КНП
- Основные достоинства
- Упаковка и сертификаты
- Выводы
- Сварочная проволока | Подобрать проволоку для полуавтомата
- Типы сварочной проволоки
- В заключение о сварочной проволоке

Сварочная проволока омедненная СВ08Г2С ЧЗСМ. Фото Сварочные Технологии
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее.
Область применения, назначение
Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и кораблестроение, строительство, ремонт изделий из углеродистых материалов.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Проволоку СВ082С — наравне с другими материалами — используют при аргонодуговой сварки с использование автоматов, а также при работе с полуавтоматами. Ее применяют при ручной сварке в среде аргона или смеси аргона с углекислым газом.
Проволока может использоваться в качестве присадки для образования флюса при выполнении ванной сварки.
Расшифровка марки
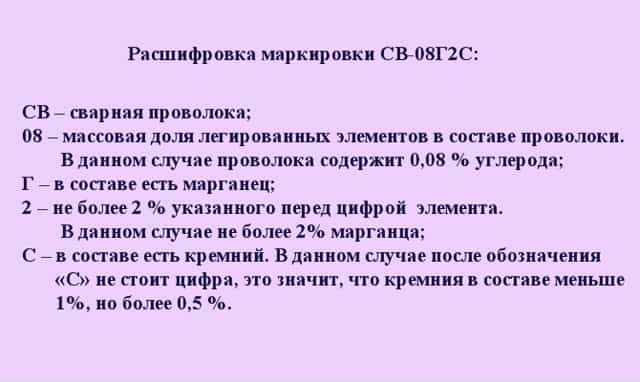
СВ08Г2С расшифровывается следующим образом:
- СВ — сварочная;
- 08 — содержание углерода, в % — 0,08;
- Г — наличие в составе марганца;
- 2 — количество марганца, в % — 2;
- С — наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва. Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы.
Характеристики

Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Технические характеристики определяются несколькими параметрами, зависящими от дальнейшего применения проволоки (сварка, наплавка или изготовление электродов):
- Предел прочности варьируется в границах от 882 до 1030 МПа, в зависимости от диаметра материала. Если проволока будет использоваться для производства электродов, то данный показатель снижается примерно на 10 %.
- Термическая обработка, наиболее распространенный метод — это закалка в масле при температуре 880-920 градусов и постепенном охлаждении на воздухе. В результате данной процедуры проволока становится более эластичной, предел прочности снижается до 430-450 МПа, что позволяет производить из материала электроды сложной конфигурации.
- Не допускаются какие-либо дефекты поверхности материала, за исключение вмятин и царапин, формирующихся при волочении. Но и они не должны занимать более 5 % площади поверхности.
Механические
Проволока после изготовления в обязательном порядке проходит проверку на разрыв. Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- значение Sв для проволоки диаметром до 1,5 мм. должно быть в интервале от 90 до 135;
- для 1,6 мм. — 90-130 (для наплавки) и 70-100 (для электродов);
- для 2,0 мм. — 80-120 (для наплавки), 70-100 (для электродов);
- для проволоки диаметром свыше 2,0 мм. — 70-105 (для наплавки), 65-95 (для электродов).
Также к механическим характеристикам относят:
- показатель относительного удлинения — не менее 30%;
- значение предела текучести — от 415 до 440 МПа;
- показатель ударной вязкости: при 40о градусах — 56 Дж/см2, при 20о — 69.
Справка. Характеристики других видов: титановая, нержавеющая, порошковая, алюминиевая, а также марок проволоки: ВТ1-00Св и ПАНЧ-11 представлены в отдельных статьях.
Химический состав

Сварочная проволок JULI СВ08Г2С. Фото Сварочные Технологии
Химический состав материалов для сварки определяется ГОСТом 2246–70. В соответствии с Госстандартом проволока содержит следующие элементы:
- углерод (С) — 0,05-0,11;
- кремний (Si) — 0,7-0,95;
- марганец (Mn) — 1,8-2,1;
- хром (Cr) — не более 0,2;
- никель (Ni) — не более о,25;
- сера (S) — не более 0,025;
- фосфор (Р) — не более 0,03.
Проволока без медного покрытия может содержать медь, не более 0, 25 %. ГОСТ допускает и содержание азота, не более 0,01.
Легированные проволоки с ванадием, алюминием и другими элементами не производится.
Показатель коэффициента наплавки
При выполнении наплавочных работ важно знать коэффициент наплавки определенной марки материала. Этот показатель демонстрирует количество наплавленного металла, образующего за определенный промежуток времени — за час и при конкретной величине сварочного тока.
Сварочная проволока СВ08Г2С обладает коэффициентом наплавки, который составляет не менее 8,5 г/А*ч.
Данный показатель зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), характера тока при выполнении работ, в случае с переменный током важна также его полярность. Данный параметр является основополагающим при расчете расхода материалов для сварки.
Предъявляемые требования
Основные требования к сварочной проволоке:
- химический состав материала должен соответствовать составу металла, из которого сделаны свариваемые детали или элементы;
- сварочная проволока должна плавиться при температуре, практически равной температуре металла, плавление должно быть равномерным;
- сварочная проволока не должна быть грязной или окисленной, не должна иметь повреждений.
Сертификация, ГОСТ
Химический состав и свойства проволоки должны соответствовать ГОСТу 2246-70. Материалы для сварки проходят обязательную сертификацию и аттестацию Ассоциацией Сварки НАКС. Некоторые производители предоставляют сертификаты на официальных сайтах, тем самым демонстрируя соответствие стандарт и высоко качество присадочного материала.

Проволока сварочная Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Требования к условиям поставки
Кроме требований к химическому составу, свойствам проволоки и упаковке, которые представлены выше, предъявляются также «претензии» к условиям поставки присадочных материалов.
- Готовая продукция упаковывается в мотки. Если имеется разрешение от потребителя, то сварочная проволока поставляется в катушках или кассетах. Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки.
- При этом она важным требованием является то, что проволока не должна иметь разрывов.
- Намотка выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключена.
- Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Отличительные особенности, достоинства и недостатки

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Рекомендации
При покупке сварочной проволоки следует помнить о некоторых правилах, которые снизит вероятность приобретения контрафактной или некачественной продукции:
- следует приобретать материалы у производителей и поставщиков, имеющих сертификаты, в которых указано каким стандартам соответствует проволока и вообще подлинна ли она;
- рекомендуется покупать расходники в крупных магазинах; у проверенных продавцов, которые имеют возможность обеспечить хранение в соответствующих условиях.
Сортамент, форма выпуска, расфасовка, упаковка
Сварочная проволока СВ08Г2С выпускается диаметром от 0,3 до 12 мм. Материалы фасуются в мотки, вес которых может достигать 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм.
Внутренний диаметр у проволоки может варьироваться от 100 до 400 мм., наружный — от 175 до 600 мм. Катушки и кассеты являются еще одним видом упаковки, их вес составляет 5 и 15 кг.
Герметичные упаковки, в которых отсутствует намотка, имеют вес 80 или 250 кг.

Проволока омедненная СВ-08Г2С-О КЕДР, кассета в 15 кг. Фото ВсеИнструменты.ру
Аналоги
К аналогам СВ08Г2С относятся такие известные марки как:
- ER-70-S Fubag;
- ER-49 Bri;
- W10 Weld-Team KFT;
- Novofil G3Si1;
- OK 12.51 ESAB;
- SM-70 HYUNDAI;
- ER 70-6 Прима.
Аналогами СВ08Г2С-О является проволока ER70S-6, выпускаемая сразу несколькими предприятиями: Прима, DEKA, БАРС и другими, а также ОК 12.51.
Производители
Выпуском сварочной проволоки СВ08Г2С занимается несколько производителей: российских и зарубежных:
Где купить
- Поставщики и производители проволоки Св-08Г2С, а также других расходных материалов собраны в отдельном разделе нашего сайта.
- Разделы: Сварочная проволока
Источник: https://kovka-svarka.net/material/provoloka-svarochnaia-sv08g2s/
Св-08Г2С – проволока для высококачественной наплавки и сварки
Чаще всего СВ08Г2С применяют при работе со сварочными автоматами и полуавтоматами в промышленности. С ее помощью можно выполнять ручную сварку любых изделий из стали. Она гарантирует прочное высококачественное соединение, характеризуемое чистым и очень ровным сварочным швом. Св-08Г2С незаменима для выполнения двух важных операций:
- образования на соединительном шве валика;
- заполнения пространства между краями свариваемого изделия.

Сварочная проволока Св-08Г2С
Рекомендуем ознакомиться
Данная сварочная проволока является основным элементом комплексных технологических процессов в таких отраслях промышленности наших дней, как строительство, самолето-, машино- и кораблестроение.
Также СВ08Г2С может выступать в качестве эффективного присадочного материала при сварке.
А высокий коэффициент наплавки, которым она описывается, обеспечивает качественное выполнение сложных наплавочных мероприятий.
В последние годы рассматриваемая проволока активно применяется при сварке в газовой атмосфере.

Проволока Св-08Г2С для сварки в газовой атмосфере
Обычно такая среда создается чистым аргоном или же смесью этого газа с другими. Популярным является и углекислый газ (абсолютно чистый с точки зрения своего химсостава), имеющий меньшую по сравнению с аргоном стоимость. Сварочная операция в атмосфере углекислого газа ведется на постоянном токе, она рекомендована для соединения углеродистых сталей.
Технические характеристики и химсостав описываемых изделий для сварки (они могут быть омедненными и обычными) изложены в Госстандарте 2246–70. Он регулирует содержание в СВ08Г2С следующих элементов (значения даны в процентах):
- никель – до 0,25;
- хром – до 0,2;
- марганец – 1,8–2,1;
- кремний – 0,7–0,95;
- сера и фосфор – не больше 0,025 и 0,03 соответственно;
- углерод – 0,05–0,11.
Алюминием, ванадием и прочими химическими элементами омедненная и обычная Св-08Г2С не легируется. Допускается наличие в ней марганца (от 1,65 до 2,1 %), если изделие имеет диаметр не более 1,4 мм. Когда производится обычная проволока (не омедненная), в ней может содержаться до 0,25 % меди. ГОСТ допускает и наличие до 0,01 % азота в таких изделиях для сварки и наплавочных работ.

Мотки сварочной проволоки Св-08Г2С
СВ08Г2С выпускается сечением 0,3–12 мм. Упаковывают ее в мотки, вес которых должен быть не менее 2–30 кг. Омедненная проволока может комплектоваться в прямоугольные по сечению мотки высотой 50–90 мм, внутренним диаметром 100–400 мм и наружным диаметром 175–600 мм.
Проволочная легированная продукция (в том числе и омедненная) при наличии разрешения от потребителя поставляется в кассетах и катушках. При этом она обязана состоять из отрезка без разрывов. Изделия наматываются плотно, ровными рядами, исключающими вероятность разматывания либо распушивания материала при транспортировке и хранении.

Омедненная сварочная проволока Св-08Г2С
Сопротивление на разрыв интересующих нас изделий варьируется от 882–1372 МПа (сварочная проволока 0,3–0,5 мм) до 686–1029 МПа (более 2 мм). Омедненная и обычная продукция может термически обрабатываться, если стандартная технология ее производства не обеспечивает заданных показателей указанного сопротивления.
Омедненная Св-08Г2С иногда имеет на своей поверхности остатки мыльного смазочного состава, что не является нарушением требований ГОСТ. Обратите внимание – в смазке не допускается наличия серы и графита.
При выполнении наплавочных работ большое значение имеет коэффициент наплавки сварочного материала. Под ним понимают величину, которая описывает вес наплавленного за определенное время металла при конкретно заданной силе тока. Коэффициент наплавки описываемой сварочной проволоки обычно имеет показатель не меньше 8,5 г/А*ч. Точное его значение зависит от:
- химического состава, которым описывается проволока;
- типа покрытия изделия (медный слой или чистая поверхность);
- полярности и рода тока, используемого для выполнения наплавочных работ.

Сварочная проволока Св-08Г2С для выполнения наплавочных работ
От того, какой коэффициент наплавки имеет СВ08Г2С, зависит производительность наплавочной операции, показатель потерь сварочного стержня на испарение, разбрызгивание, окисление. Коэффициент расплавления основного металла также находится в зависимости от рассматриваемого показателя наплавки, как и многие другие менее важные характеристики сварочной операции.
Понять, что представляет собой Св-08Г2С, несложно. Литеры в начале маркировки – это «сварочная проволока», цифры 08 показывают в долях процента (сотых) содержание в изделии углерода (0,08 %). Литера Г – марганец, цифра после нее – его количество (2 %). Литера С – кремний. После данной буквы никакого числа нет, это говорит о том, что кремния в изделии имеется не более 1 %.
Расшифровка маркировки сварочной проволоки Св-08Г2С
Марганец вводят в проволоку для повышения прочности шва за счет формирования выраженной кристаллической структуры сварочного соединения. Кремний улучшает механические свойства изделия. В проволоке, которая описывается в статье, выдерживается оптимальное соотношение кремния и марганца (0,83/1,95), которое обеспечивает ряд важных преимуществ ее использования для наплавки и сварки:
- получение высококачественного соединения;
- отличные прочностные показатели шва;
- малая себестоимость изготовления сварочного материала;
- стабильность химсостава.
Источник: http://tutmet.ru/omednennaja-svarochnaja-provoloka-sv08g2s-tehnicheskie-harakteristiki.html
Что нужно знать о сварочной проволоке

В работе с полуавтоматом или автоматом нередко применяется сварочная проволока. Ее использование возможно с применением газа и при сварке без него. Присадочные проволоки поставляют в катушках, они имеют разный диаметр и состав стержня. Это общая информация об одной из главных составляющих сварочного процесса, остановимся на этой теме подробнее.
Что такое сварочная проволока
Проволока используется в качестве присадочного материала, который при нагревании расплавляется вместе с основным металлом, образуя монолитное соединение. Проволоку наматывают на бобину определенным метражом.
Бобина вставляется в подающий механизм автомата или полуавтомата, настраивается темп подачи и при включении аппарата начинается поступление сварочной присадки в зону сварки. Также сварщик может использовать ее вручную. Присадочный пруток различается по своим свойствам и размерам.
Но единое правило во всех сварочных работах одно – состав проволоки и свариваемый материал должны быть одинаковыми. Если вы варите алюминий, то стержень прутка тоже должен быть из этого же сплава.
Какие бывают виды проволоки
Различают три вида присадок:
- сплошная, часто практикуемый вид проволоки, используется полуавтоматическими и автоматическими аппаратами с применением защитного газа. Изготовлена из металла, никакими дополнительными свойствами не обладает;
- порошковая, она содержит внутри полой трубки специальный состав, который может заменить газ. Использование такой проволоки не повсеместно, а только в исключительных случаях, когда нет возможности доставить газовый баллон непосредственно к месту сварки;
- активированная, сочетает в себе свойства первого и второго вида, то есть стержень прутка состоит из цельного металла, нет пустот в середине, а защитная среда расположена не внутри, а снаружи, таким образом, металл полностью покрыт защитным составом.
Какую проволоку применить, нужно решать в зависимости от типа работ, которые вы собираетесь проводить. Каждый вид проволоки обеспечивает необходимые условия работы только в определенных режимах. Резать и варить одной и той же проволокой не получится. Также существует параметр толщины сварочной проволоки.
Она выбирается исходя из толщины самого металла. Чем толще рабочая поверхность, тем больший диаметр прутка необходимо использовать. Самый ходовой диаметр составляет 3 миллиметра, но в продаже встречаются от 0,8мм до 12мм.
Стоит обратить внимание на состав проволоки, они различаются содержанием дополнительных веществ, которые способствуют улучшению химических и физических свойств металла.
Что такое маркировка
Числа и буквы, которые вы видите на коробке сварочной проволоки, подробно описывают данное изделие, кто его производит, для каких целей применяется, в каких режимах предполагается работать, какой состав стержня и другая важная информация. Сегодня мы научим вас читать маркировку, тогда вы безошибочно сможете выбрать именно то комплектующее, которое идеально подойдет для вашей сварки.
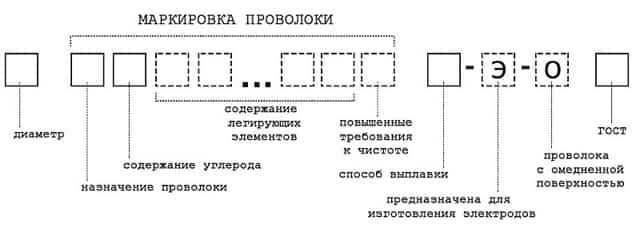
Для примера, возьмем самую часто покупаемую проволоку для электросварки с маркировкой Св-06Х19Н9Т. Что же означают эти условные обозначения?
Первые две буквы обозначают тип работ, выполняемые этой проволокой. Есть три вида сокращенных названий:
- Св – проволока используется только для сварных работ и никаких других;
- Нп – проволока предназначена для наплавления дополнительного слоя металла;
- Пп – порошковая проволока.
То есть, в нашем случае мы понимаем, что данная марка применима только для сварки.
06 – это число указывает на содержание углерода в общем количестве компонентов присадочного материала. Мы имеем 0,06 процента.
Дальше написаны марки стали и их количество в сварочной проволоке. Они обозначаются буквами, согласно установленной классификации. Их можно посмотреть в интернете, но обычно первая буква металла соответствует названию. В нашем примере Х19Н9Т означают:
- Х19 – хром содержится в количестве 19 процентов;
- Н9 – никель присутствует в 9 процентах;
- Т – титан, если рядом с буквой не стоит число, это значит, что процентное содержание вещества в общем количестве сплава меньше 1 процента.
Если в маркировке используются другие буквы, то их обозначение может быть следующее:
- Ю – алюминий;
- Г – марганец;
- Д – медь;
- Ц – цирконий;
- Ф – ванадий;
- С – кремний;
- М – молибден.

Самые популярные марки
На рынке представлены более семидесяти марок проволоки. Приведем наиболее популярные виды, возможно среди них вы сможете выбрать подходящую маркировку для ваших сварочных работ.
- Св-10Г1СН – эта марка предназначена для сварки с применением защитных газов. Ею можно сваривать низколегированные и конструкционные стали. Используется в горной и нефтяной промышленностях.
- Св-10ГА, Св08А и Св08 – идеальные варианты для сварки аргоном и неплохо подходят для газосварки. Чаще всего их применяют при работе с водопроводом.
- Св-06Х19Н9Т – это марка из вышеописанного примера. Как и марки Св08ХН2М, Св08ХМФА предназначены для сварочных работ низколегированных сталей. Такие проволоки недорого стоят и хорошо себя ведут в работе.
- Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т – этими марками хорошо варить высоколегированную сталь.
Выбор подходящей проволоки вопрос непростой, но решаемый. Достаточно понять какой металл вы собираетесь соединять или разъединять. Ознакомиться со всеми существующими марками присадочной проволоки можно в гостах или попросить консультанта в магазине помочь вам с покупкой.
Источник: https://svarka-weld.ru/chto-nuzhno-znat-o-svarochnoj-provoloke
Сварочная проволока СВ08Г2С
Для того, чтобы начать сварочную работу того или иного типа, необходима сварочная проволока. Она бывает разных видов с определенными показателями. Сварочная проволока СВ08Г2С – один из самых востребованных вариантов благодаря тому, что имеет оптимальный компонентный состав. Ее используют для самых разнообразных типов работ по сварке и наплавке.
Описание и разновидности проволоки СВ08Г2С
Проволока сварочная СВ08Г2С является превосходным расходным материалом для сварки. При ее применении получают изделие с идеальным, ровным швом. Расшифровать маркировку этой проволоки не трудно, хотя не многие знают точно, что именно значат все эти цифры и буквы. Как же расшифровывается маркировка СВ08Г2С?
- Первые две буквы – СВ, говорят о том, что это сварочная проволока.
- Цифры, что идут следом – 08 указывают на норму углерода.
- Г – это марганец, присутствующий в составе.
- Следующая цифра – количество марганца в составе, то есть 2%.
- Наконец, буква С означает кремний. Если за ней есть цифра, то она указывает на количество кремния, но в данном случае цифры нет, и это значит, что кремния тут до 1%.
Важно!
Этот тип проволоки сочетается с любой разновидностью сварочного аппарата.
Уже по названию этой марки можно многое о ней сказать. Например, марганец указывает на увеличенную прочность соединения. Кремний же повышает механические качества материала после сварки.
Производят проволоку этого типа в 2 видах.
- Первый вариант – с медным слоем. В маркировке, в конце всегда имеется буква О в конце, что значит «омедненная» (СВ08Г2С-О). Она может иметь сечение от 0,8 до 2 мм. Размеры – 0,8, 1,0, 1,2, 1,4, 1,6 мм.
- Второй вариант – без покрытия. Диаметр от 0,6 до 6 мм.

Фото сварочная проволока СВ08Г2С
Применение проволоки СВ08Г2С
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
Характеристики сварочной проволоки СВ08Г2С
Проволока стальная сварочная СВ08Г2С ГОСТ 2246-70 . Химический состав этого материала описан ниже в таблице.
| Элемент | Количество (%) |
| Никель | До 0,25 |
| Хром | До 0,2 |
| Сера | 0,025 |
| Марганец | 2 |
| Кремний | До 0,95 |
| Углерод | 0,08 |
| Фосфор | 0,03 |
Отдельной популярностью заслуженно пользуется омедненная сварочная проволока — СВ08Г2С-О. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала.
Меди в составе омедненного типа может быть до 0,3%, с учетом самого покрытия, которое не меньше 0,1 мкм. Когда проволока делается на заказ, в ее составе могут быть: ванадий, титан, молибден, по желанию заказчика.
Теперь непосредственно про характеристики проволоки СВ08Г2С.
- Вел. сопротивления на разрыв у материала сечением до 1,5 мм – 882-1372 МПа.
- Вел. сопротивления на разрыв у материала сечением 2 мм – 686-1029 МПа.
- Показатель относительного вытягивания – от 30%.
- Предел текучести – 415-440 МПа.
Важно!
Проволока СВ08Г2С усиливает устойчивость сварочной дуги и благодаря этому электроды меньше залипают.
- Ударная вязкость при 40 градусах по Цельсию равна 56 Дж/см², а при 20 градусах по Цельсию – 69 Дж/см².
- Большой коэффициент наплавки.
- Возможна термическая обработка проволоки с пометкой О.
- Мыльная, смазочная пленка часто попадается на поверхности этого материала, но это допускается даже по ГОСТу.

Фото проволока сварочная СВ08Г2С-О омедненная
Коэффициент наплавки
Во время проведения наплавки, сварщик обязан знать коэффициент наплавки проволоки, что он использует. Ведь от этого показателя зависит:
- качество итогового изделия,
- потеря сварочного шва на испарение, окисление, разбрызгивание,
- количество плавления основного материала и т.д.
Важно!
Работают с проволокой СВ08Г2С на большинстве сварочных режимов.
Данный коэффициент указывает на величину, что описывает наплавляемый за отведенное время металл при конкретной силе тока. Проволока СВ08Г2С обладает коэффициентом наплавки в пределах 8,5 г/А*ч, однако у разного материала он может отличаться, потому как на это значение оказывают влияние:
- компоненты, используемые во время создания проволоки;
- полярность и вид тока, используемого в работе;
- покрытие изделия.
Цена и форма выпуска
Проволока сварочная СВ08Г2С делается в соответствии с ГОСТ 2246-70. Допустимое сечение от 0,3 мм. Она собирается в бухты (связки) весом по 5 и 15 кг. Материал крупного сечения реализуется в бунтах и катушках весом 80-250 кг. Если проволока омедненная, то бунты чаще всего выпускаются прямоугольными, до 50-90 мм в высоту. Внутренний диаметр – 100-400 мм, внешний – 175-600 мм.
Если есть определенное разрешение, легированную проволоку СВ08Г2С могут поставлять в кассетах или бобинах. Наматывается она аккуратно, чтобы не было разрывов в нити. Намотка проволоки проводится прямыми рядами, один к одному, чтобы исключить шанс разматывания и запутывания во время транспортировки.
На цену влияет размера мотка, катушки, тип проволоки, и она может колебаться от 100 рублей за килограмм. Если же брать паками с большим весом, то например, проволока весом 250 кг продается в среднем за 30000-40000 тысяч рублей. Ну и, разумеется, этот материал можно закупать оптом. Это будет намного дешевле, однако такая закупка практикуется только на больших производствах.
Источник: https://evmaster.net/svarochnaya-provoloka-sv08g2s
Сварочная проволока для ацетиленовой газовой сварки: виды, как выбрать для разных сплавов
- Сварочная проволока, используемая при ацетиленовой газовой сварке, изготавливается многими производителями.
- Продукция представлена в форме присадочных прутков и тянутой проволоки, в оболочке из цветных сплавов и без нее, металлических гранул.
- Сварочный материал выпускается следующих видов:
- активированный — снижает разбрызгивание, улучшает качество шва;
- порошковый — позволяет получить шов аналогичным свариваемым элементам составом;
- сплошного сечения — используется в виде присадочных прутков.
- Материалы позволяют проводить работу с любым видом металла.
- Однако диаметр проволоки должен не только соответствовать толщине свариваемого изделия, но и походить на его химический состав.
- Материал рассматривает некоторые виды сварочного материала, используемого в процессе сварки, наплавки изделий из черных и цветных металлов.
Проволока для стали
- Предприятия, ремонтные организации чаще всего используют своеобразный электрод для образования электрического разряда и источника металла — холоднотянутую сварочную проволоку, предназначенную для соединения элементов из металла.
- Материал имеет такой же стандарт изготовления, как для ручной дуговой сварки.
- Поэтому, приобретать подобные электроды можно для газовой и РД сварки.
Прутки изготавливаются из низкоуглеродистой стали, с добавлением легирующих примесей, которые увеличивают физическое, механическое сопротивление шва.
- Однако для соединения ответственных материалов, стоит использовать электроды из низколегированной стали.
- Для получения лучшего результата при сварке или наплавлении шва, рекомендуется использовать проволоку с добавлением марганца, кремнемарганцевых примесей.
- Таковыми представлены низкоуглеродистые легированные электроды типа СВ08ГС, СВ08ГА, СВ08Г2С и СВ10Г2.
- Приведенные марки характеризуются высокой устойчивостью к механическому деформированию.
Вариантом для соединения деталей из низколегированной стали будет сварочная проволока с подобным химическим составом, некоторым добавлением хрома.
Высоколегированные же элементы следует соединять электродами с легирующими добавками, которых насчитывается более 80 видов.
Сварка алюминиевых и медных сплавов
- Подобные работы проводятся с использованием сварочной проволоки с добавлением алюминиевых, медных примесей.
- Первая соответствует государственному стандарту номер 7871-75 , вторая — 16130-90.
- Для проведения работ с алюминием следует использовать следующие типы электродов:
- Их химический состав идентичен свариваемому материалу.
- Медные детали, их сплавы соединяют такими марками электродов:
- Для этого также подойдет прут M1P либо M3P.
Работая с бронзой либо латунью, следует применять сварочный материал с аналогичным, что и элементы, химическим составом. В данном случае тип прутка не играет большой роли.
Сварка чугуна
- Материал для соединения деталей из железного сплава низкой плавки так же характеризуется своим номером ГОСТа — 30430-96.
- Согласно последнему, сварочный материал для чугуна выпускается двух видов — А, Б.
- Первым пользуются при соединении конструкционных элементов с подогревом всей части, марка Б подходит для горячей сварки с использованием местного подогрева.
Прутки по железному сплаву низкой плавки имеют свои марки — НЧ1, НЧ2.
Используются в процессе низкотемпературной сварки литых чугунных деталей.
Для предотвращения износа применяются марки электродов ХЧ либо БЧ. Покрытие из сварочных прутков увеличивает ресурс конструкционных элементов.
Нюансы использования
Перед началом работ с ацетиленовой либо другим видом горелки, необходимо придерживаться следующих правил:
- Проволоку необходимо тщательно очистить от грязи, краски, следов масла и коррозии, окалины. Последняя легко удаляется при ударе прутка о твердую поверхность.
- Швы формируются равномерно, достаточно медленно.
- Не допускать разбрызгивание металла при сварке.
- Остывший валик шва должен иметь гладкую однородную поверхность.
- Исключается наличие дефектов в виде пор, различных выемок, шлаковых включений.
- Тугоплавкие оксиды не должны образовывать корку на поверхности рабочих элементов.
Отсутствие в сварочной ванне присадочного материала предупредит оформление нежелательного покрытия, которое образуется вследствие реагирования азота на кислород.
Несоблюдение правила негативным образом отразится на качестве шва.
- Выбрать необходимую проволоку для проведения работ по сварке, специалисту большого труда не составит.
- Главными условиями являются — соответствие диаметра электрода толщине рабочих элементов и аналогичность химического состава.
- Материал электродов должен совпадать по строению с элементами конструкции.
Источник: https://prosvarku.info/rashodnye-materialy/vybiraem-svarochnuyu-provoloku-dlya-gazovoj-svarki-razlichnyh-splavov
Технические характеристики и назначение сварочной проволоки СВ08Г2С
При соединении металлических конструкций полуавтоматическим оборудованием в блок автомата подачи загружается сварочная проволока СВ08Г2С, именно она используется как припой для формирования прочного шва.
От ее химического содержания, куда входят легирующие элементы, зависит прочность и эластичность сварочного соединения деталей и заготовок из металла.
Специалисты по эксплуатации сварочного оборудования считают такую продукцию наиболее востребованной во многих видах сварки.
Параметры и назначение
Выпуск омедненной проволоки СВ08Г2С производится на основании ГОСТа 2246-70, основное применение — в виде плавящегося электрода для полуавтоматического оборудования и при аргонодуговой сварке.
Расшифровка аббревиатуры:
- СВ — сварочные работы;
- 08 — количество углерода;
- Г — наличие марганца;
- 2 — процентное содержание;
- С — присутствует 1% углерода.
Чтобы получить уникальные технические параметры, данная продукция легируется тугоплавкими металлами.
Процесс получения
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны.
Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Вид и наличие химических элементов
Проволока с маркировкой СВ08Г2С выпускается дух видов: с малым содержанием меди и омедненная с добавлением буквы «О» в конце аббревиатуры.
Процентное содержание:
- кремний от 0,7 до 0,95;
- марганец не более 2,1;
- медь 0,25 и 0,3;
- никель 0,25;
- серы менее 0,025;
- углерод в пределах 0,05—0,11;
- фосфора около 0,03;
- хрома 0,2.
Механические характеристики
Производители подобной продукции обязательно проводят проверку на прочность, поэтому любая партия отгружаемой проволоки этой марки удовлетворяет таким требованиям, что указаны в таблице.
| Диаметр проволоки в мм | Сопротивление на разрыв, кгс/ мм2 | |
| для наплавки | сварочная | |
| Меньше 1,5 | 90—136 | 89—135 |
| 1,6 | 89—130 | 69—101 |
| 2,0 | 81—121 | |
| Более 2,0 | 69—106 | 66—96 |
При этом КОУ (коэффициент относительного удлинения) — до 30%. Yield strength (предел текучести) находится в диапазоне 415—440 МПа, а значение ударной вязкости: 56 дж/см2 при 40°С и 69 дж/см2 — 20°С.
Отличительные особенности
Если сравнивать сварочную проволоку СВ08Г2С с другими аналогами, то она имеет такие отличия:
- Стабильность сварочной дуги, что снижает возникновение прилипания электрода к поверхности свариваемого металла.
- Поддерживает широкий спектр различных режимов сварки.
- Подходит для многих типов полуавтоматических промышленных стендов и аппаратов.
- Сводит к минимуму разбрызгивание расплавленного металла, что улучшает прочностные характеристики сварочного шва.
- Повторный розжиг дуги производится легко и быстро.
- Экономит расходные материалы, например, медные наконечники.
Все перечисленные особенности позволяют на практике сваривать любые металлические конструкции посредством прочного и надежного шовного соединения, при этом кромки деталей провариваются полностью и не имеют негативных пропусков, пористости и других подобных дефектов.
Область применения
Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.
Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод;
- полуавтоматический вариант с защитой аргоном;
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов.
Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Коэффициента наплавки
Наплавочные работы осуществляются на производстве для исправления небольшого брака в сварке, а также для придания поверхностям улучшенных физических свойств. Коэффициент наплавки проволоки (далее по тексту сокращенно КНП) является одним из важнейших параметров сварочных материалов.
Конкретная величина КНП определяется:
- Химическим составом получаемого соединения.
- Наличием шовного покрытия — с высоким процентом содержания меди или нет.
- Полярностью сварочного тока — прямая или обратная.
- Видом тока — постоянный или переменный.
Показатель наплавления имеет значение 8,5 г/А.ч и не опускается ниже.
Для чего нужно знать КНП
Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций;
- химических составляющих металлических изделий;
- вида применяемой токовой полярности.
Основные достоинства
Проволока аналогичной маркировки позволяет выполнить герметичные швы высокого качества, во время производства сварки дуга отличается устойчивым горением, независимо от используемого оборудования: бюджетного оно класса или для профессионалов. Повторное возбуждение дуги при внезапном затухании не является проблемой даже для новичков.
При сварке в защитном газе металл практически не разбрызгивается, шовное соединение имеет приятный внешний вид, что немаловажно при ремонте конструкций остающихся на виду.
При таком соединении дополнительная обработка или шлифовка не применяется, за ненадобностью.
При использовании медного наконечника, его оплавление в процессе длительной эксплуатации незначительное, потому что проволока с маркировкой СВ08Г2С не оказывает на него абсолютно никакого влияния.
Упаковка и сертификаты
При заводской намотке проволока СВ08Г2С упаковывается в такую тару:
- катушки К-200 по 5 кг;
- К-300 — 15 кг;
- розетты и каркасные кассеты по 15—16 кг;
- картонные коробки, европейского вида поддоны или стрейч-пленка;
- мотки с двумя слоями непроницаемой бумагой или тканью для тары — до 90 кг;
- большие бухты в стрейч-пленке 1,0—1,3 т.
При хранении в кассетах или катушках применяется нерядная или рядная намотка с разной силой натяжения.
Существуют сертификаты на продукцию:
- свидетельство об одобрении от Российского Морского РС (Регистра Судоходства) категории 2YMS;
- свидетельство об аттестации НАКС;
- БелСт — действует в Республике Беларусь с 1992 года;
- ГОСТ Р.
Любой вид упаковки аналогичной марки сварочной проволоки при отгрузке должен иметь сертификат, без их наличия продукция не отгружается клиентам.
Выводы
Любой вид сварки не может проходить без присутствия проволоки марки СВ08Г2С, она способна создавать благоприятные условия для формирования прочностного шва.
Внутренний рынок России насыщен марками сварочной проволоки от многочисленных производителей из стран мирового содружества, но опытные сварщики предпочитают использовать СВ08Г2С-О, т. к.
при её использовании обеспечивается надежность эксплуатации шовного соединения.
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/provoloka-sv08g2s.html
Сварочная проволока | Подобрать проволоку для полуавтомата
В современном мире трудно представить производственную деятельность без применения электродуговой сварки.
Сварочный полуавтомат получил широкое распространение благодаря своей универсальности и надёжности.
Востребованность данного вида сварки даёт толчок активному развитию рынка полуавтоматических аппаратов, а использование же сварочной проволоки, стало неотъемным при осуществлении работ со сваркой.
Типы сварочной проволоки
На данный момент проволока для полуавтомата является одним из самых популярных товаров. Существует множество видов проволоки для самых разнообразных сварочных работ. Давайте рассмотрим примеры самых распространённых разновидностей и разберём их отличия.
Данный вид представляет собой материал, изготовленный из металла, свободное пространство которого заполняется порошком и флюсом. Эти добавки облегчают поджиг дуги и уменьшают разбрызгивание металла, защищает шов от кислорода и вредных веществ, которые образовываются во время сварки, что позволяет в конечном итоге получить качественный результат проделанной работы.
Предназначение омеднённой проволоки — работа с углеродистыми и низкоуглеродистыми сталями. Данный вид активно применяют в автомобильной промышленности, строительном производстве, авиа и судостроении. Покрытие выполнено специальным медным составом, и проволока используется для сваривания материалов в среде защитных газов.
Этот вид проволоки позволяет выполнять качественное и прочное соединение металлов и позволяет получить аккуратный шов.
Этот вид проволоки применяют как присадочный компонент для ручной или полуавтоматической сварки. Изделия делятся на следующие подгруппы:
- Высоколегированные. В их составе содержится большое количество присадок.
- Низколегированные. В их составе содержится малый объём присадок.
- Углеродистые. В состав углеродистой проволоки входит более 0,2% углеродистых элементов.
Одной из главных функций данной проволоки выступает восстановление легирующих соединений в металле. Проволока имеет высокую стойкость к коррозии, а также является стойкой к деформации.
Главным назначением данной проволоки является использование для соединения габаритных деталей и труб. Отлично подходит для создания качественных и герметичных швов.
Особенностью проволоки с флюсом является высокая степень её плавления. Это позволяет облегчить работу с тугоплавкими материалами. Сварка данным видом проволоки осуществляется без разбрызгивания металла.
Корка, образованная в процессе сварки имеет высокую устойчивость к условиям окружающей среды. Шлак с соединения удаляется без особых усилий.
В сумме эти свойства позволяют получить в конечном итоге качественный и плотный сварочный шов.
Огромным плюсом данного вида можно назвать относительно низкую цену, за которую вы получаете качественный материал.
- Сварочная проволока для нержавеющей стали
Данный вид предназначается специально для сварки деталей из нержавеющей стали. Она полностью защищает область шва от коррозии благодаря наличию в её составе углерода, азота, хрома, фосфора и марганца. Проволока из нержавейки изготовляется технологией вытяжки стали. В зависимости от способа обработки проволока делится на три подгруппы:
- Твёрдая
- Мягкая
- Термическая
Для наивысшего качества сварочного шва рекомендуется использовать проволоку, свойства которой схожи со свойствами свариваемых деталей. Так мы получим наиболее прочное соединение деталей.
Алюминиевая проволока используется для сварки алюминиевых деталей и деталей из его сплавов. Проволока имеет хорошую прочность, стойкостью к коррозии, и высоким уровнем пластичности.
Сварочные работы с данной проволокой проводятся в среде аргона или гелия. Проволока изготовляется из алюминия с примесью магния, марганца и кремния.
Важно помнить, что распечатывать упаковку с проволокой данного вида необходимо непосредственно перед проведением работ. Алюминиевая проволока имеет погрешность к быстрому окислению при контакте с окружающей средой. Работа старой распечатанной проволокой данного вида может привести к некачественному шву.
В заключение о сварочной проволоке
Сварочная проволока является отличным современным присадочным материалов для сварки деталей из тугоплавких материалов и имеет большую востребованность на рынке строительных материалов.
Благодаря автоматизированной сварке мы можем получить наиболее гибкий прочный и надёжный шов. Проволоки различаются не только лишь по материалу, но по маркировке и диаметру.
Необходимые виды сварочной проволоки для полуавтомата подбираются непосредственно под характеристики выполняемых работ.
Источник: https://partnerlip.ru/articles/svarochnaya-provoloka-primenenie-vidy-kak-podobrat.html





