- Использование шипорезной пилы
- Как выровнять конец шипа
- Производные конструкции
- Разметка
- Выпиливание шипа и паза
- Работа стамеской
- Двойной шип
- Подгонка
- Сухая подгонка
- Шипы с клиньями
- Герметизация корпусов для электроники. Часть 2: сварка полимеров и металлов
- 1. Сварка горячей плитой: соединяем корпус тефлоновой пластиной
- 2. Электромагнитная сварка корпуса
- 3. Вибрационная сварка
- 4. Ультразвуковой метод сварки
- 5. Лазерная сварка
- 6. Метод клеевого соединения
- ВЫВОДЫ
- Столярное шиповое соединение (шип-паз)
- Основные сведения
- Виды шипового соединения
- Разметка и изготовление проушины
- Разметка и изготовление шипа
- Шиповое соединение (шип-паз): виды, технология изготовления, плюсы и минусы, применение соединения в строительстве
- Область использования соединения шип-паз
- Виды соединения шип-паз
- Основные разновидности насадок
- Концевые фрезы
- Кромочные по дереву
- Пазовое оборудование
- Специфика японского крепления шип-паз
- Рекомендации специалистов
- Доска с пазом: разновидности, изготовление паза дисковой пилой, дрелью и ножовкой
- Использование ножовки по дереву
- Вывод
- Тонкости изготовления шипового соединения
- Выбор подходящего оборудования
- Вырезание шипа
- Обработка деревянных деталей
- Пошаговая инструкция
- Направляющая шина
- Фото шипового соединения (шип-паз)
Соединение двух деталей тем прочнее, чем больше поверхность склеивания и чем сильнее сцеплены детали друг с другом. Клеевое соединение на шип — очень прочное и надежное.
Как это делается
- Разметить на обеих деталях места для шипа и паза.
- Надпилить края шипа, затем выпилить весь шип.
- Выдолбить паз стамеской (первые углубления можно просверлить дрелью).
- Обе детали попробовать соединить без клея, в случае необходимости внести исправления.
- Посадить детали на клей и проверить, образуют ли они прямой угол.
ЧТО ВАМ ПОТРЕБУЕТСЯ
Инструменты:
- Угольник,
- рейсмус,
- дрель,
- шило,
- молоток,
- стамеска,
- пила,
- струбцина.
Использование шипорезной пилы
Чем пила тоньше, тем лучше. Но и тонкая пила оставляет бороздку, которая из-за развода зубьев получается несколько шире толщины полотна пилы. Поэтому пилите осторожно, точно направляя пилу большим пальцем левой руки до тех пор, пока полотно не проникнет в «лишнюю» древесину настолько глубоко, что больше не сможет соскочить в сторону.
Как выровнять конец шипа
Напуск шипа удаляют рубанком или стачивают напильником. Инструмент надо вести аккуратно от края к середине шипа. Так вы избежите откалывания щепок.
Производные конструкции
В простом угловом или Т-образном соединении шип, как и паз, сквозной. В более сложных вариантах, обусловленных конструкцией изделия, шип чуть не доходит до края детали. Соответственно этому уменьшается и глубина паза. Такой шип совершенно незаметен в угловом соединении.
В других вариантах соединений шип имеет такую длину, что выступает за пределы детали с пазом и закрепляется в нем двумя клиньями.
Толщина шипа равна в любом случае примерно трети толщины детали. Следовательно, его заплечики по ширине равны толщине самого шипа.
Шип вставляется сбоку, выступающий край зачищается снаружи.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Клинья придают соединению дополнительную прочность. Шип предварительно зауживают, клинья вставляют в последнюю очередь.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Разметка
Разметка во многом определяет качество соединения. Кроме рейсмуса и угольника, вам потребуется шило. При разметке оно оставит тонкую, но четкую бороздку.
- Сначала делают разметку шипа, добавляя для напуска 2-3 мм.
- Участки деталей, которые предстоит удалить, помечают легкой штриховкой.
- Помните: даже небольшая ошибка, допущенная при разметке, может серьезно осложнить сборку деталей.
Разметку наносят рейсмусом и шилом. Они прочерчивают очень тонкую, но хорошо видимую линию.
Сначала рейсмусом наносят разметочные линии, обозначающие боковые стороны шияа, затем разметку переносят на торец.
Выпиливание шипа и паза
Наибольшей точности при выпиливании шипа и паза можно достичь, если деталь зажата: руки должны быть свободны, чтобы точно направлять пилу. Правильно ставьте пилу на линию разметки, учитывая при этом толщину самого пропила.
При выполнении шипа пилу устанавливают вплотную к линии разметки на той части, которую необходимо удалить. Пазы в торцах пропиливают вдоль меток с внутренней стороны.
Сначала вырезают шип в длину, затем деталь зажимают или прижимают рукой в горизонтальном положении и укорачивают.
Паз для Т-образного соединения выполняют стамеской. Предварительно можно просверлить несколько отверстий дрелью. Таким образом удалить из паза основное количество древесины. Это облегчит последующую работу стамеской.
Диаметр сверла должен быть немного меньше ширины паза, иначе сверло перекроет линию разметки, что приведет к зазорам, мешающим склеиванию деталей, и в итоге — к ослаблению соединения.
Делать в детали пропилы для образования шипа или паза следует, начиная всегда с узкой стороны.
- При формировании замкнутого паза, когда пилу использовать невозможно, начинают с того, что древесину частично удаляют дрелью, чтобы облегчить последующую работу стамеской.
- После того как продольные пропилы сделаны, деталь кладут горизонтально и завершают формирование шипа.
Работа стамеской
Стамеску выбирают в зависимости от размеров паза: ее лезвие должно быть уже ширины паза, чтобы можно было вести стамеску точно в границах разметки.
Инструмент нужно держать вертикально. Никогда не ставьте стамеску под углом, иначе можно придавить края. Глухие пазы делают чуть глубже, чем этого требует длина шипа.
- После частичного удаления древесины дрелью формирование паза завершают стамеской подходящей ширины.
- Так выдалбливают глухой паз стамеской — древесину снимают слой за слоем.
Двойной шип
Для соединения особенно широких деталей используют двойной шип, который, с одной стороны, обеспечивает соединению необходимую стабильность, с другой — меньше, чем шип в полную ширину, ослабляет боковую деталь.
Для такого соединения вырезают сначала один шип на всю ширину детали. Затем делят его на три части и лучковой пилой удаляют среднюю часть. Только после этого в соседней детали намечают контуры пазов.
Выполняют их, как обычно, — дрелью и стамеской.
Двойной шип придает устойчивость конструкции и делает соединение особенно надежным. В соседней детали вырезают два паза.
Удалить «лишнюю» древесину между шипами лобзиком или лучковой пилой. Вертикальные пропилы должны быть строго параллельны.
Подгонка
Если шип не входит в паз, значит, измерения были выполнены не совсем точно. Если паз слишком узкий, его можно расширить, дополнительно обработав стамеской. Но действовать надо очень аккуратно. Если убрать больше, чем нужно, деталь придется менять.
Сухая подгонка
Сначала для пробы шип и паз соединяют без клея. В обе детали вносят изменения до тех пор, пока в местах стыковки они не будут плотно примыкать друг к другу. Чем плотнее, точнее стыковка деталей, тем лучше их схватит клей.
При соединении в первую очередь надо обратить внимание на то, чтобы детали образовывали прямой угол. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце нужно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны паза будет выглядеть неаккуратно.
Только когда вы убедитесь, что шип и паз подходят друг к другу, на все стыкующиеся участки равномерно нанесите клей. После соединения деталей излишек клея, выступивший наружу, следует сразу же убрать с поверхности влажной тряпочкой.
Острой стамеской скашивают торцевые края, чтобы шип легче входил в паз.
Шипы с клиньями
Соединение на шип приобретает дополнительную прочность, если с внешней стороны в шип вогнать клинья. Их можно вгонять как при сквозных, так и при глухих соединениях. В зависимости от вида соединения можно вбить клинья после сочленения деталей или до вставки шипа в паз. Клинья должны быть тонкими и не слишком длинными.
Тонкие клинья дополнительно закрепляют шип. Одновременно их можно использовать и в декоративных целях.
2760
Герметизация корпусов для электроники. Часть 2: сварка полимеров и металлов

Продолжаем разбираться с технологиями производства герметичных корпусов для электроники. В этот раз сфокусируемся на склейке и сварке, которая используется для производства блоков питания, наушников, USB-флешек и других неразборных устройств с защитой от пыли и воды.
Рассмотрим пять типов сварки: горячей плитой, электромагнитной индукцией, вибрацией, ультразвуком и лазером. Это будет интересно не только инженерам и технологам. ?
Напомним, что в первой части мы на примере своих инженерных разработок объясняли, как работают самые популярные методы герметизации: уплотнители и литье — многокомпонентное и переформовка (overmolding). А в этот раз в конце будет сводная таблица всех методов — в помощь читателям, которые хотят выбрать оптимальную технологию производства для своего hardware-проекта.
Disclaimer. В нашей серии статей мы делимся опытом разработки и производства электроники. Мы не занимаемся продажей оборудования. Конкретные примеры сварочных аппаратов показаны не для рекламы, а исключительно в образовательных целях.
Естественно, сварка отлично подходит для производства герметичных корпусов из металла, но мы остановимся в основном на различных типах термопластов — специальных полимеров, которые плавятся при нагреве, а потом снова переходят в твердое состояние.
1. Сварка горячей плитой: соединяем корпус тефлоновой пластиной
 Оборудование для пластинчатой сварки и образцы изготовленных изделий
Оборудование для пластинчатой сварки и образцы изготовленных изделий
Производитель аппарата: Suzhou Youwoly Machinery Equipment Co., Ltd. (Шанхай, Китай). Источник фото: made-in-china.com
- Горячая пластинчатая сварка используется для быстрой сборки прочных, постоянных и герметичных полимерных корпусов для электроники.
- Как это работает: два литых компонента корпуса соединяются с помощью нагретой пластины.
- Схема процесса дана ниже:
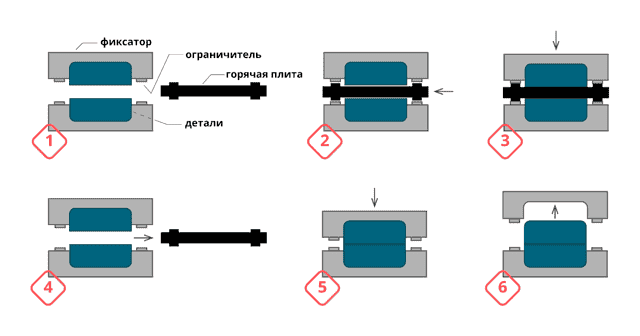 Этапы пластинчатой сварки полимерного изделия
Этапы пластинчатой сварки полимерного изделия
-
Фиксируем две части изделия — компоненты корпуса — на расстоянии друг от друга.
-
Вставляем между ними горячую плиту определенной температуры. Компоненты корпуса нагреваются в месте будущего соединения — за счет контакта или близкого расположения к поверхности горячей плиты.
Ограничители на вставке и элементы конструкции, которые удерживают компоненты, определяют глубину первоначального расплава. Время выдержки определяет глубину вторичного размягчения полимера.
-
Когда площади соединения достигают необходимой температуры, фиксаторы открываются.
-
Убираем горячую плиту.
-
Фиксаторы прижимают компоненты друг к другу. Ограничители на держателях определяют количество материала швов, смещенных во время спаривания.
-
В таком состоянии части корпуса удерживаются под небольшим давлением в течение короткого времени, пока расплавленный слой не остынет, создавая сварной шов между двумя поверхностями соединений.
Когда охлаждение завершено, механизм захвата в одном из удерживающих фиксаторов освобождает готовый корпус.
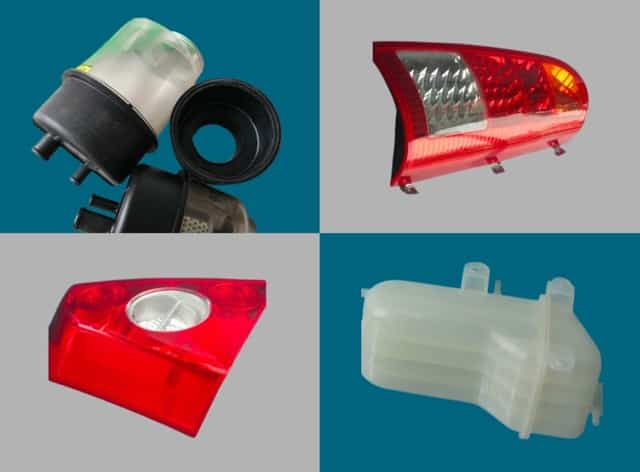 Образцы изделий, произведенных по методу сварки горячей плитой
Образцы изделий, произведенных по методу сварки горячей плитой
Образцы изготовлены на оборудовании компании Suzhou Youwoly Machinery Equipment Co., Ltd. (Шанхай, Китай). Источник фото: made-in-china.com
Корпуса зачастую «выпекаются» на тефлоне, потому что в качестве горячей пластины используется алюминиевая плита с тонким слоем Teflon и термостатическим переключателем. Такая технология позволяет поддерживать равномерную температуру по всей плите, а Teflon предотвращает прилипание расплавленного материала к плите.
2. Электромагнитная сварка корпуса
Электромагнитная сварка — простой, быстрый и надежный метод сборки конструкционных и герметичных уплотнений. Подходит для большинства термопластичных материалов, уплотнений высокого давления и позволяет сваривать разнородные термопласты, бумагу и алюминий с термопластами (армированными и неармированными).
Схема процесса дана ниже:
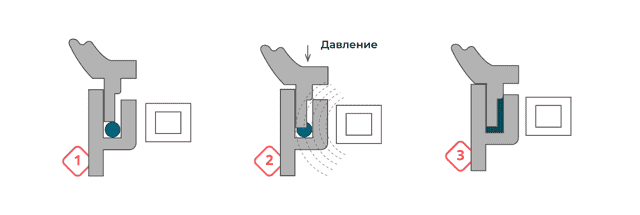
Как это работает:
-
В сварочном аппарате установлена индукционная катушка, которая запитывается от радиочастотного электрического тока.
-
Высокочастотное электромагнитное поле воздействует на ферромагнитный закладной элемент, повышая его температуру и вызывая плавление.
-
Расплавленный закладной элемент сваривает компоненты корпуса за счет термопластичного электромагнитного межслойного соединения.
Закладной элемент для такого метода сварки состоит из дисперсии металлических порошков размером в микрон — железо, графит из нержавеющей стали или феррит — поэтому он и разогревается под действием электромагнитного поля.
Вот примеры соединений деталей при индукционной сварке:
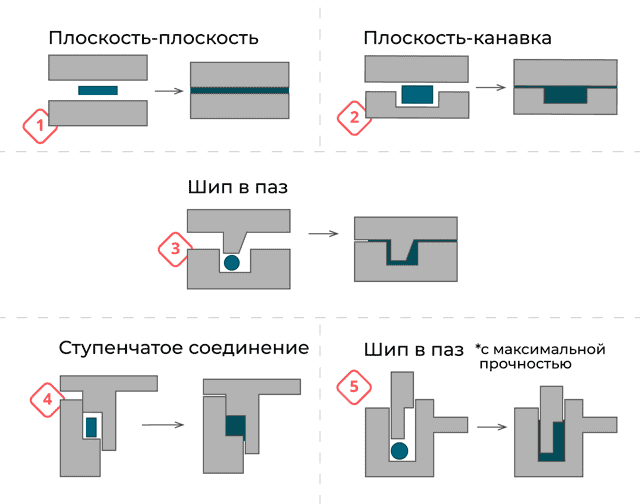 Виды соединений деталей из термопластов при индукционной сварке
Виды соединений деталей из термопластов при индукционной сварке
-
Плоскость-плоскость хорошо подходит для длинных сварных швов. Используется в панелях солнечных батарей.
-
Плоскость-канавка. Используется в автомобильных панелях.
-
Шип в паз — очень прочное соединение, метод отлично подходит для предельных нагрузок и герметичных соединений.
-
Ступенчатое соединение. Используется для соединения пластиковых деталей, которые должны выдерживать вибрационные нагрузки.
-
Шип в паз с максимальной прочностью. Используется для уплотнений высокого давления.
Остановимся на преимуществах и недостатках этого метода:
Преимущества электромагнитной сварки:
- Годятся все термопластичные материалы, как кристаллические, так и аморфные.
- Сохраняется толщина изделия, а сварные швы можно скрыть, т.к. плавление развивается изнутри в месте соединения.
- Минимальное контактное давление и быстрые сварочные циклы.
- Можно автоматизировать для крупносерийного производства.
- Простая реализация конструктивных, герметичных уплотнений и уплотнений высокого давления.
- Физические и химические свойства сварного участка аналогичны соединительным материалам.
- Любые размеры сварного участка: от небольшого пятна до 3 м.
- Срок хранения электромагнитного связующего материала.
- Предварительная обработка для зон стыков не требуется.
- Чистая и бесшумная работа при сборке.
Недостатки электромагнитной сварки:
- Не годится для сварки электрических устройств, заключённых в термопласты: обмоточных катушек, магнитов, печатных плат, датчиков и т.д.
- Требуется прототипная сварка для сборки новых изделий, так как электромагнитный шов зависит от сварочной катушки и способности рассчитать сложную геометрию поверхности стыка деталей.
- Высокая стоимость оборудования для сварки.
- Электромагнитные сварочные катушки имеют тенденцию к перегрузке и перегреву.
3. Вибрационная сварка
Вибросварка для соединения термопластичных материалов основана на принципе сварки трением: тепло для плавления термопластика вырабатывается путем прижимания одной детали к другой и её вибрации за счет небольшого относительного смещения в плоскости стыка. Тепло расплавляет термопластик на границе раздела фаз. Когда вибрация останавливается, детали автоматически выравниваются.
 Аппарат для вибросварки и образец продукции
Аппарат для вибросварки и образец продукции
Производитель: Suzhou Youwoly Machinery Equipment Co., Ltd. (Шанхай, Китай). Источник фото: made-in-china.com
Время расплава материала при вибросварке обычно составляет 2—3 секунды. Общее время цикла — в среднем от 6 до 15 секунд, включая загрузку и разгрузку.
Сварка за счет вибрации широко используется для изготовления деталей в автомобильной промышленности.
4. Ультразвуковой метод сварки
Ультразвуковая сварка — быстрый, чистый и эффективный методом сборки жестких термопластичных компонентов, отлитых под давлением. Используются во всех сегментах промышленности для соединения двух пластмасс или пластмассы с непластичными материалами.
 Аппарат для сварки ультразвуком
Аппарат для сварки ультразвуком
Производитель: Suzhou Youwoly Machinery Equipment Co., Ltd. (Шанхай, Китай). Источник фото: made-in-china.com
Детали, которые можно сварить ультразвуковой или вибрационной сваркой, более экономичны. При УЗ-сварке готовое изделие получается за 0,1—3 секунды, также затраты на оборудование довольно низкие.
Так, аппарат на фото выше можно купить за 2—3 тыс. долларов США в то время как цены на другое оборудование, показанное в этой статье, начинаются от 15—18 тыс. долларов.
Однако при вибрационной сварке можно сваривать более крупные и сложные детали.
 Типичные примеры устройств, изготовленных с помощью УЗ-сварки
Типичные примеры устройств, изготовленных с помощью УЗ-сварки
Сварка ультразвуком — отличная альтернатива склейке, растворителям и механическим крепежам для производства герметичных неразборных корпусов: блоков питания, наушников, зарядных устройств.
Преимущества сварки ультразвуком:
- Энергоэффективность и высокая производительность при более низкой стоимости, чем многие другие методы сборки.
- Не требует сложных систем вентиляции для удаления дыма или тепла.
- Удобно встроить в автоматизированную сборочную производственную линию.
- Немедленный запуск и остановка без остаточного тепла.
5. Лазерная сварка
Технология лазерной сварки аналогична сварки ИК-излучением, она также бесконтактная. Необходимая тепловая энергия направлено вводится в материал заготовки лучом лазера, который мы фокусируем на свариваемых поверхностях деталей.
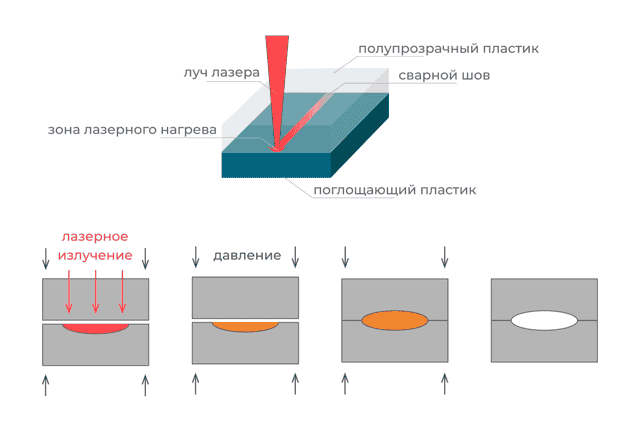 Принцип действия сварки лазером
Принцип действия сварки лазером
В некоторых случаях центр зоны соединения может нагреваться сильнее, чем краевые зоны — так при сварке происходит интенсивное смешение расплава в зоне стыка, что способствует чрезвычайной прочности сварного шва. Тепловое расширение расплава обеспечивает усилие сваривания, необходимое для соединения предварительно зафиксированных деталей.
Аппарат Intouch для сварки лазером и образцы продукции
Производитель аппарата: Taiyi Laser Technology Company Ltd. (Шэньчжэнь, Китай). Источник фото: made-in-china.com
Лазерная сварка — популярный метод герметичного крепления самых разных разъемов для электроники.
6. Метод клеевого соединения
Клеевое соединение — один из наиболее удобных методов сборки термопластичного изделия с аналогичными или различными материалами, включая металлы. Клей распределяет напряжение по всей площади склеиваемой поверхности и при необходимости может обеспечить герметичность.
Гибкие клеи позволяют некоторое движение между сопрягаемыми поверхностями и так могут компенсировать различия в коэффициентах линейного теплового расширения материалов. Также клеи относительно недороги и не требуют специализированного дорогого оборудования.
Автоматический дозатор клея с системой позиционирования
Производитель устройства: First love robot Co., Ltd. (Дунгуань, Китай). Источник фото: made-in-china.com
Преимущества склейки при производстве корпусов:
- Незначительные затраты на оборудование. Простото применять с автоматическим оборудованием.
- Можно соединять разнородные материалы.
- Эластичность и герметичность.
- Низкая стоимость и простота ремонта.
ВЫВОДЫ
Как вы уже знаете из первой части статьи про литье и уплотнители, на выбор идеального метода герметизации корпуса для конкретного устройства влияет сразу несколько факторов: требования к конструкции, возможности производства, размер партии, бюджет, условия эксплуатации и другие.
Вот сводная таблица с обзором всех технологий, которые мы разобрали в обеих частях:
Литье и уплотнители из части 1
| Метод герметизации | Оборудование | Преимущества | Недостатки |
| Многокомпонентное литье | ТПА с двумя узлами впрыска и дорогостоящая оснастка | Низкая стоимость при массовом производстве, нет доп. затрат на герметизацию | Неэффективно при малых сериях. Нужно дорогое оборудование, оснастка и персонал высокой квалификации |
| Овермолдинг | ТПА и несколько комплектов оснастки | Альтернатива многокомпонентному литью. За счет более простого оборудования технология доступней по цене на мелких партиях | Затраты на манипулятор или ручной труд |
| Использование уплотнителя | Не требуется | Низкая стоимость, не нужно оборудование | Дополнительная операция при сборке (установка уплотнений), нужен крепеж в зоне уплотнения |
| Методы герметизации | Оборудование | Преимущества | Недостатки |
| Сварка горячей плитой | Нагреваемая плита с тонким слоем Teflon, фиксаторы | Простота, прочное соединение почти для всех термопластов | Доп. обработка сварочных швов, длинный цикл, работает на плоской поверхности |
| Электромагнитная сварка | Оборудование для индукционной сварки | Соединение разнородных материалов. Швы незаметны. Сварка по сложному профилю. Короткий цикл. Можно автоматизировать. Легко реализовать уплотнения высокого давления | Дорогое оборудование, нужна прототипная сварка. Не годится для сварки электрических устройств, заключенных в термопласты (обмоточные катушки, магниты, печатные плиты, датчики) |
| Вибрационная сварка | Установка для вибросварки | Короткий цикл | Плоская поверхность сварки. Риск повредить эл. компоненты при вибрации. Только для совместимых термопластов. Возможно смещение деталей |
| Ультразвуковая сварка | Машины для УЗ сварки, переносные установки и ручные пистолеты | Короткий цикл, энергоэффективность, высокая производительность. Работает в автоматическом сборочном цикле. Незаметный шов. Экологична. Соединение разнородных материалов | Не годится для соединения толстостенных деталей. Чувствительна к влажности |
| Лазерная сварка | Лазерная установка | Короткий цикл, хороший внешний вид. Min температурные поводки. Экологична. Соединение разнородных материалов | Дорогое оборудование |
| Клеевое соединение | Фиксаторы | Простота, низкая стоимость. Равномерное распределение напряжений: можно соединять разнородные материалы, даже те, которые разрушаются при сварке | Нужна подготовка поверхностей, длительное время отверждения. Токсичность. Низкая прочность по сравнению со сварными соединениями |
Надеемся, наш опыт разработки и производства герметичных корпусов будет для вас полезен. Будем рады увидеть отклики в голосах за статью и х — с вопросами и вашими личными историями из практики. Всегда рады пообщаться. Подписывайтесь, чтобы не пропустить наши новые инженерные истории.
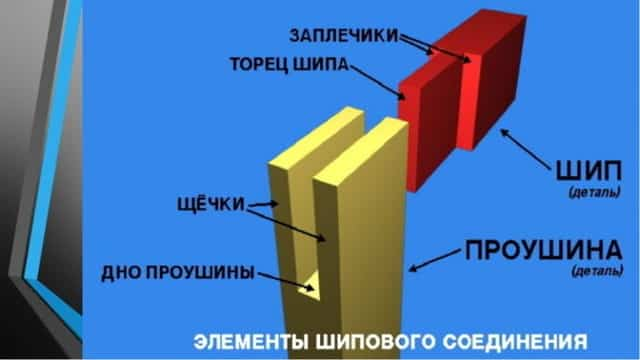
Столярное шиповое соединение (шип-паз)
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение.
Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера.
После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины.
С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков.
Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
Согласно этому стандарту все соединения подразделяются на следующие категории:
- угловые (концевое и срединное);
- ящичное (в основном относится к категории угловых);
- по кромке;
- так называемое по длине «на ус».
Для каждой из этих категорий в стандарте утверждена своя аббревиатура (сокращённое обозначение). Эта маркировка состоит из двух заглавных букв кириллицы и одной цифры. Например, УК-2 обозначает, что речь идёт о соединении с двойным открытым сквозным шипом, УК-9 соединение «на ус» со вставным несквозным круглым шипом. Более подробно весь перечень изложен в тексте принятого стандарта.
Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов.
Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента.
Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
- прямоугольный (имеет различную длину, шаг и угол при вершине);
- круглый;
- треугольный;
- так называемый «ласточкин хвост» (односторонний или двухсторонний);
- зубчатый (с различным углом наклона);
- угловой.
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.

Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками.
Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент.
Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.
Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное.
Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом.
Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение.
Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках.
Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз.
После завершения этой операции производится его окончательная фиксация.
Шиповое соединение (шип-паз): виды, технология изготовления, плюсы и минусы, применение соединения в строительстве
Параллельный упорНаправляющая шинаКопировальные кольца и шаблоныПриспособления для фрезерования округлых пазовФрезерование пазов на узких поверхностяхПриспособление для обработки тел вращенияПриспособления для фрезерования шипов
https://www.youtube.com/watch?v=_CynSQGzDXQ
Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент — приспособления.
Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, — срезая материал именно там, где требуется, — она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них — самые необходимые — входят в комплект поставки инструмента.
Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Область использования соединения шип-паз
Крепление шип-паз применяется сегодня во многих областях. К примеру, его используют для укладки практически всех видов напольного покрытия, кроме линолеума и ковролина. Также подобным способом соединяют между собой плиты МДФ, ДСП, ДВП.
Стеклорез. Виды и выбор. Как работать стеклорезом?
Благодаря такому преимуществу древесины, как экологическая безопасность, её намного чаще других материалов выбирают для создания разнообразных предметов мебели (от традиционного кухонного стула до простой стенки в прихожей) и отдельных видов штор (рулонные, жалюзи).
Производители большинства этих изделий отдают предпочтение технологии шип-паз.
Возведение различных строений из бруса, изготовление потолочной системы, монтаж кровли – во всех этих работах не справиться без использования шипового соединения.
Виды соединения шип-паз
В наше время придумана масса вариантов того, как можно крепить деревянные элементы. По числу шипов шиповые крепежи делят на:
- Одинарные;
- Двойные;
- Многократные.
В зависимости от формы такие соединения бывают:
- Прямоугольными;
- Круглыми;
- Треугольными;
- Зубчатыми;
- Угловыми.
Интерес представляет ещё одна разновидность – ласточкин хвост. Его ценят за практичность, красоту и относительную простоту.
Выбирать конфигурацию и габариты необходимо, ориентируясь на используемый материал и предполагаемый уровень нагрузки. Наиболее востребован шип-паз с большим количеством прямоугольных шипов. Такой способ крепления имеет два ключевых преимущества – лёгкость создания и универсальность.
Основные разновидности насадок
Фреза — это вращательная деталь, которая по всей поверхности усеяна зубчиками. Такие элементы можно найти в разных конфигурациях. При помощи фрезы обрабатывать можно не только дерево, но и пластик или металл, но всё же обычно их применяют для древесины.
Бывают следующие виды изделий:
- Концевые.
- Кромочные.
- Пазовые.
Необходимо отметить, что периодически стоит применять смазку опорного подшипника. Таким образом, детали прослужат гораздо дольше.
Концевые фрезы
Такой вид детали работает не только из-за использования осевой нагрузки. Такие фрезы предполагают использование боковых кромок, благодаря чему можно передвигать режущий элемент в пределах опорной площадки. В итоге выходят аккуратные выборки, которые образуются в дереве.
Мотоблок каскад регулировка карбюратора кмб 5 видео
Количество режущих кромок может различаться, а это будет влиять на чистоту обработки. Обычно такой вариант насадок имеет монолитную конструкцию, но бывают и корончатые, которые используются для дрели по дереву. Такой вариант нужно применять в той ситуации, когда под рукой не оказалось фрезера.
Эта категория имеет несколько разновидностей:
- Спиральные.
- Торцевые.
- Борфрезы.
- Конусные.
- Профильные.
- Сферические.
Торцевые применяются для того, чтобы образовать пазы, имеющие разную конфигурацию, а также размер. Использовать их можно не только для обработки дерева, но также и чтобы создать паз/шип.
Профильная фреза может выполнять определённые задачи:
- Обработка торцов.
- Создание пазов, имеющих довольно сложную конфигурацию.
- Декоративное оформление орнаментов.
Кромочные по дереву
Кромочные фрезы для ручного фрезера представляют самую обширную группу, которую наиболее часто используют для ручного инструмента. С помощью них изготавливаются кромки на дереве.
Такой вариант очень часто предпочитают использовать домашние мастера, поскольку даже в самых больших наборах основная часть деталей приходится на кромочные насадки.
Гораздо проще приобрести такой набор фрез, чем подбирать всё по отдельности.
Эта разновидность включает в себя:
- Профильные, которые используются для создания сложной формы краёв деталей.
- Фасонные или калёвочные, которые незаменимы при закруглении и скруглении кромок.
- Конусные, которые используются для того, чтобы снять угловую фаску.
- Дисковые, с помощью которых формируются пазы в кромочных частях.
- Фальцевые, что убирают четверти в кромочных частях.
- Фреза галтельная по дереву. Обычно используют для того, чтобы изготовить желобки.
- Фигирейные, применяемые для создания филёнок.
Обычно кромочные фрезы комплектуются подшипником. Так можно ограничить ход инструмента, и тем самым предотвратить чрезмерное заглубление в поверхность дерева. Стоит отметить, что режущая кромка будет размещаться не на одном уровне с подшипником. При помощи опорной площадки можно регулировать глубину, в которую будет погружаться фреза.
Если насадка образует слишком большие срезы, тогда работу необходимо совершить поэтапно, каждый раз углубляя инструмент в материал, пока не будет достигнута нужная конфигурация.
Фигирейная фреза имеет большой вес, а также диаметр. С помощью таких инструментов можно работать на стационарные конструкции.
Пазовое оборудование
При помощи пазовой фрезы по дереву для ручного фрезера создаются пазы. Имеется несколько разновидностей насадок:
- Галтельные, с помощью которых осуществляют пазы полукруглой формы.
- Конические, благодаря которым можно наносить резьбу на плоскую поверхность.
- Т-образные, создающие соответствующий узор.
- Фасонные.
- Элементы, называющиеся «Ласточкин хвост».
- Прямые пазовые, которые предназначаются для цилиндрических деталей.
- Комбинированные, с помощью которых делают соединение деревянных щитов большого размера.
Специфика японского крепления шип-паз
Японцы превратили слесарное дело в настоящее искусство. Применяя традиционные методы, сочетая разнообразные виды креплений, они изготавливают практичные и надёжные соединения, не требующие дополнения гвоздями. Фиксация разных элементов из дерева производится лишь за счёт силы трения.
Секретом надёжности является высокая точность среза. Благодаря идеальному подгону линии замков на соединяемых частях изделия, получается крепкий технологический узел. Из-за сложности форм замков необходимо иметь соответствующие навыки и знания.
Рекомендации специалистов
Независимо от выбранного вида, следование данным рекомендациям позволит получать прочные технологические узлы для любых конструкций:
- Чтобы изготавливать надёжные и эстетичные соединения, перед началом работ надо аккуратно размечать заготовки. Необходимые инструменты для этого – металлическая линейка, угольник, карандаш/рейсмус.
- Размечая гнездо на кромочной или торцевой стороне изделия, толщину заготовки нужно делить на три одинаковые части: две крайние трети будут выполнять функцию стенок гнезда, среднюю же треть необходимо выпилить.
- При создании соединения вначале следует выполнять гнёзда, а лишь затем переходить к изготовлению подходящих шипов. Подгонка шипа – более простая операция, чем изменение габаритов гнезда.
- Прочностные качества склейки будут намного выше, если тщательно выровнять соединяемые поверхности.
- Грамотно сделанный шип должен легко вставляться и крепко сидеть в гнезде, выниматься с небольшим усилием, не вываливаться при смене положения конструкции.
Для подгонки гнезда, выполненного дрелью или фрейзером, к прямоугольному шипу лучше слегка подпилить уголки гнезда стамеской. Другим решением может стать закругление углов шипового элемента.
Доска с пазом: разновидности, изготовление паза дисковой пилой, дрелью и ножовкой
Все фото из статьи
Тип соединения, основанный на вхождение шипа в паз, появился в Европе практически одновременно с половой доской и вагонкой. Отделочный материал прост и удобен в монтаже и имеет массу достоинств. Правда, по стоимости он дороже обычных досок и планок, зато стыки получаются намного аккуратнее, да и срок службы на порядок выше.
Пазовое соединение увеличивает прочность покрытия.
Использование ножовки по дереву
- Изготовление поперечного паза ножовкой.
- Здесь ощутимо поможет грамотно сделанная разметка.
- Полотно ножовки подберите ровное и прочное:
- Чтобы не ошибиться, проведите две линии по длине доски, с противоположных сторон. Расстояние от верхней плоскости до них и будет глубиной.
- Надежно зафиксируйте брусок и начинайте пропиливать.
- Важно следить, сверяясь с линиями, насколько входит полотно в дерево.
- При перекосе инструмента можно все испортить, поэтому периодически смотрите за вхождением ножовки в материал с боковых ракурсов.
- При широком пазе и тонком полотне эффективнее проделать два пропила, опять – по внутренним сторонам прочерченного.
- Все лишнее аккуратно убирается стамеской и зачищается.
Вывод
Для небольших объемов отделочных работ и тем более для бытовых самоделок необязательно покупать готовый дорогостоящий материал. Достаточно уделить немного свободного времени и сделать заготовки самостоятельно. Тем более что для рачительного хозяина это не составит труда.
Источник: https://rubankom.com/materialy/pilomaterialy/doski/1459-doska-s-pazom
Тонкости изготовления шипового соединения
Любой человек с минимальным набором столярных умений справится с созданием крепления шип-паз.
Особенно, если предварительно изучит сведения о нюансах работы над этим креплением:
- Шипы лучше выполнять, используя специальные инструменты высокой точности. Подобное оборудование позволит получить шипы максимально соответствующие размерам пазов.
- При создании изделий, не требующих особо аккуратной стыковки деталей, допускается ручная работа над соединениями. Шипы следует выполнять продольно волокнам дерева.
- При изготовлении шипов на фанерном листе шиповая пазуха может быть любой толщины.
- После того, как все шипы будут нарезаны, необходимо проверить их габариты и отложить конструкцию на просушку на 24 часа.
Выбор подходящего оборудования
Ручной фрезерный станок подбирается по типу работ и планируемой нагрузке. Различают основные виды оборудования для работы по дереву:
- вертикальный – верхнего типа;
- ламельный;
- кромочный.
Ламельный фрезер горизонтальный. Диск с зубьями по кромке перемещается параллельно подошве и вырезает пазы в боковой поверхности под плоские шпонки в сопрягаемых деталях без разметки. Использование инструмента узкое.
Ламельный тип инструмента востребован в производстве мебели и строительных деревянных конструкций.
Для домашней мастерской приобретается редко, если хозяин серьезно увлекается изготовлением мебели и имеет в наличии модели универсальных ручных фрезеров.
Фрезер верхнего типа универсальный для обработки дерева. Именно он способен выполнять практически все операции. В его комплект входит несколько приспособлений, позволяющих обрабатывать торцы и работать по плоскости доски.
В основном это параллельный упор со штангами, фрезерные втулки и набор фрез различного типа. Первые направляют станок точно по прямой линии реза или помогают сделать ровный круг.
Втулки ведут станок вдоль шаблона, повторяя его формы любой сложности.
Для выполнения пазов, выборок под замки и навесы, создание красивых кромок любой конфигурации в дереве подойдет фрезер верхнего типа.
Вырезание шипа
Чтобы обеспечить прочность конструкции, к процессу вырезания шипа необходимо подходить после проведения разметочных работ. Вначале требуется определиться с видом изготавливаемой детали и местом её расположения.
По последнему признаку элементы делят на три типа:
- Угловые кольцевые;
- Серединные;
- Ящичные.
Помимо этого, надо решить вопрос с их количеством в крепеже. Число шипов зависит от толщины изделия. Если этот параметр не превышает 40 мм, то хватит одного шипа. В иных случаях делают 2 – 3.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки
При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом.
Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину.
Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Чем пилить ГВЛ: как резать листы в домашних условиях
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
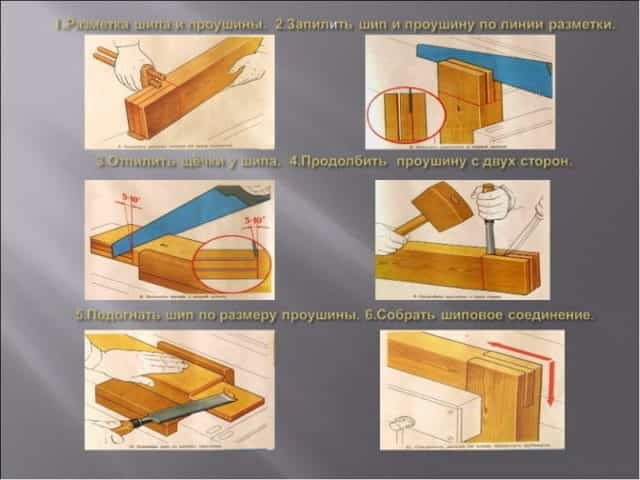
Пошаговая инструкция
- Разметить будущий элемент.
- Подготовить необходимое оборудование.
- Произвести выпиливание.
- Зачистить стенки.
- Подогнать под нужные размеры.
Для разметки используют специальные инструменты. Она должна быть нанесена в 2-х плоскостях. В домашних условиях шипы выпиливают обычными пилами (лучковыми).
Если такого оборудования нет, можно применить ножовку. Поверхность изготовленного шипа требуется тщательно зачистить напильником или наждачной бумагой.
Затем готовый вставной шип следует подогнать под приготовленный ранее паз и окончательно зафиксировать.
Шиповое соединение является наиболее отработанной технологией крепления деревянных деталей. Оно используется во многих областях жизни, и после проведения тренировок может быть изготовлено своими руками.
Направляющая шина
Имея схожее назначение с параллельным упором, шина ответственна за аккуратный ход фрезы по прямой. Время, затраченное на работу, за счёт применения шины заметно сокращается. Она также позволяет направлять инструмент на столе под любым углом к краю.
Некоторые шины серийного производства имеют в комплекте отдельный компонент – башмак. Он соединяется с фрезером штангами и, проходя по шине, двигает фрезерную головку по заданной траектории.
Лучше всего шина сочетается с инструментом, чья база стоит на выдвижных ножках. Это позволяет устранить разность высоты между шиной и фрезером.
Бывает, функциональность шин, выпускаемых серийно, не подходит пользователю. Можно всегда создать индивидуальный вариант направляющих для фрезера своими руками. Самый элементарный представляет собой длинный ровный брус, – проще говоря, линейку. Мастеру нужно только обеспечить её креплениями, и шина, по сути, готова. Для изготовления простого приспособления даже не требуется чертёж.
Конечно, такая самодельная версия не будет отличаться устойчивостью. Более стабильным в работе окажется сочетание фанерной основы с прибитой к ней доской. Край фрезерной базы будет упираться в доску, а край основы обозначит зону обработки. Такая конструкция применяется в случае использования фрез одинакового диаметра.
Другой вариант работает, когда фрезы по дереву могут быть разного размера. Здесь доска, выступающая линейкой, не прибита к основе, а укреплена зажимами. Благодаря этому она может корректировать расстояние от рабочей зоны соответственно диаметру фрезы.





