- Выбор режима сварки
- Выбор силы тока в зависимости от диаметра электродов
- Длина сварочной дуги
- Обратная или прямая полярность?
- Выбор и расчет режима ручной дуговой сварки
- Диаметр электрода и толщина металла
- Как выбирают значение сварочного тока
- Напряжение дуги
- Род и полярность тока
- Тип и марка электродов
- Скорость сварки
- Пространственное положение шва
- Подогрев и термическая обработка
- Режимы сварки — правильный выбор и расчет
- Параметры сварки
- Основные
- Дополнительные
- Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны
- Выбор режима дуговой сварки
- Основные подсчеты
- Сварочный ток
- Скорость сваривания
- Толщина материала равна окружности электрода
- Задача. Подобрать основные параметры ручной дуговой сварки для металла толщиной 8 мм. Сварка в нижнем положении
- Выбор и расчет режима сварки
- Влияние параметров на качество шва
- Выбор режима сварки
- Выбор диаметра электрода
- Сварочный ток
- Скорость сварки
- Род и полярность тока
 Выбор режима сварки: сила тока, длина дуги, полярность
Выбор режима сварки: сила тока, длина дуги, полярность
Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать. Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем.
В общем, режим сварки подбирается согласно многим факторам и после анализа полученных данных. Рассмотрим в данной статье сайта mmasvarka.ru основные факторы, которые в той или иной мере, способны повлиять на выбор режима.
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.

Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%.
Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами.
К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.

Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода. Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода.
Обратная или прямая полярность?
Чтобы выбрать режим сварки штучным электродом с покрытием, не менее важно определить, в какой режим работы перевести сварочный инвертор. Всего их два, это обратная и прямая полярность.

Чтобы варить тонкий металл инвертором и не прожечь его впоследствии, сварочный аппарат рекомендуется переводить в обратную полярность, когда поток электродов направлен не на заготовку, а на электрод. И наоборот, если подключить инвертор в прямой полярности, то можно улучшить качество сварки, например, когда нужно проварить толстый металл.
Для подключения инвертора в обратную полярность (для сварки тонкого металла):
- К держателю с электродом подводится плюсовая клемма, а к заготовке клемма с минусом.
Для подключения инвертора в прямой полярности (для сварки толстых металлов):
- К держателю с электродом подводится минусовая клемма, а к заготовке клемма с плюсом.
Чтобы правильно выбрать режим сварки инвертором необходимо учесть множество всевозможных нюансов. Только таким образом получится добиться качественного и надежного сварочного соединения, которое выдержит большие нагрузки.
Выбор и расчет режима ручной дуговой сварки
Грамотный выбор параметров режима ручной дуговой сварки – залог качественного и надежного соединения. Параметры, определяющие характер и устойчивость протекания сварочного процесса, делятся на основные и дополнительные. Рассмотрим факторы, влияющие на качество шва.
Диаметр электрода и толщина металла

Величина сварочного тока и диаметра электрода – основные параметры, определяющие стабильность протекания сварочного процесса и качества полученного соединения. Оптимальное значение зависит вида металла, технологии соединения, а также подготовки поверхности. Например, при сварке деталей с предварительной разделкой кромок, для выполнения корневого шва рекомендуется использовать электрод диаметром 2 или 3 мм. Последующие слои накладывают с помощью стержней диаметр которых зависит от условий выполнения работ.
При отсутствии кромок можно использовать простую таблицу:
| Толщина кромок, мм | Диаметр электрода, мм |
| Меньше 2 | Меньше 2 |
| 3-5 | 3-4 |
| 6-8 | 4-5 |
| 9-12 | 5-6 |
| 13-15 | 6-7 |
| 16-20 | 7-8 |
| Больше 20 | 8-10 |
Как выбирают значение сварочного тока

В первую очередь необходимо выбрать род и полярность тока, которые устанавливают исходя из химического состава металла и его толщины, а также типа покрытия электродов. В таблице показана зависимость сварочного тока от диаметра электродов:
| Диаметр электрода, мм | Минимальный ток, А | Средний ток, А | Максимальный ток, А |
| 1,6 | 25 | 30 | 35 |
| 2,0 | 40 | 50 | 55 |
| 2,5 | 60 | 70 | 75 |
| 3,2 | 90 | 100 | 110 |
| 4,0 | 130 | 150 | 160 |
| 5,0 | 170 | 190 | 200 |
Данные актуальны для сварки в нижнем пространственном положении. При выполнении вертикальных швов силу тока необходимо снизить на 15 %, потолочных – на 25 %. Для угловых соединений рабочие параметры могут быть выше, ввиду низкого риска сквозного проплавления шва.
Максимальное значение силы тока зависит от производителя присадочных материалов – значение необходимо уточнять в сопроводительной документации (паспорте).
Напряжение дуги
Зависимость между напряжением сварочной дуги и ее длиной имеет прямой характер. Напряжение дуги при ручной сварки варьируется в пределах 15-30 В, однако в момент замены электрода значение способно вырасти до 70 В. С ростом дуги ширина шва увеличивается, а глубина провара уменьшается.
Оптимальной считается дуга, длина которой равна диаметру электрода. Величина допустимых отклонений не превышает 0,5 мм. В процессе выполнения шва величина дуги не должна меняться.
Возбуждение сварочной дуги осуществляется двумя способами – чирканьем или касанием.
Род и полярность тока

Важный параметр, который необходимо учитывать при расчете режима ручной дуговой сварки. Классический способ – работа постоянным током обратной полярности. Сварку переменным током используют преимущественно в строительной отрасли, при монтаже металлоконструкций из толстолистовой конструкционной стали.
При равных рабочих параметрах, глубина провара постоянным током прямой полярности на 50 % меньше, по сравнению с классическим способом.
Тип и марка электродов

Электрод для ручной дуговой сварки представляет собой стержень из токопроводящего материала, покрытого специальной флюсовой обмазкой. В процессе выполнения работ электрод плавится, заполняя пространство между соединяемыми деталями. Назначение покрытия электрода – стабилизация сварочной дуги и защиты зоны расплава от негативного воздействия кислорода, который входит в состав атмосферного воздуха. Эксплуатационные характеристики соединения во многом зависят от типа покрытия. Современные производители сварочных материалов предлагают потребителям электроды со следующими типами покрытия:
- Основное – характеризуется хорошей химической чистотой и механическими характеристиками шва. Электроды предназначены для сварки металлоконструкций, подверженных динамическим и равнопеременным нагрузкам.
- Рутиловое – отличается стабильностью дуги и простым формированием шва, независимо от рода тока. За счет высокой текучести стержни с рутиловым покрытием используют преимущественно для сварки в горизонтальном положении.
- Целлюлозное – покрытие включает в себя органические соединения, которые способствуют качественному провару шва с малым количеством шлака. В процессе выполнения работ образуется большое количество брызг расплавленного металла.
- Кислое – основу которого составляют оксиды марганца и железа. Они способствуют легкому зажиганию и стабильному горению дуги при минимальных требованиях к качеству подготовки поверхности. Отличается высоким коэффициентом разбрызгивания.
Каждому типу покрытия соответствует собственное буквенное обозначение, согласно требованиям международного стандарта ISO 2560:2009.
Скорость сварки
Оптимальный скоростной режим выполнения работ подбирают исходя из толщины кромок соединяемых деталей. Сварочная ванна должна равномерно заполняться жидким металлом с плавным переходом к основной поверхности без наплывов и подрезов.
Медленная скорость движения электрода приводит к образованию большого количества жидкого металла, который будет препятствовать качественному провару кромок. При слишком быстром перемещении дуги свариваемые кромки не будут получать достаточного количества тепловой энергии, что приведет к образованию трещин после охлаждения.
Пространственное положение шва
Потолочный шов – самый сложный в исполнении, требующий высокой квалификации сварщика. Его выполняют короткими промежутками с движением электрода на себя, что позволяет контролировать длину дуги, процесс формирования шва и угол наклона электрода.
При выполнении вертикальных швов, расплавленный металл сварочной ванны стремится вниз. Соединение выполняют короткой дугой, с направлением движения снизу вверх. Сварку вертикальных поверхностей обычно осуществляют без предварительной подготовки кромок.
Подогрев и термическая обработка
При сварке стали, которая склонна к образованию закалочных структур, резкое охлаждение шва приводит к повышению внутренних напряжений и образованию трещин.
Предварительный подогрев поверхности позволяет снизить разность температур и регулировать скорость охлаждения соединяемых деталей.
При выполнении работ в условиях низких температур, предварительный подогрев – обязательная процедура даже для низкоуглеродистых сортов стали.
Для снятия внутренних напряжений используют различные методы термической обработки – полный или низкотемпературный отжиг, а также нормализацию.
Режимы сварки — правильный выбор и расчет
Почти каждое строительство зданий, возведение и монтаж конструкций требуют сварочных работ. В зависимости от типа соединяемых заготовок, их толщины и других параметров необходимо применять различные методы.
Под режимами сварки подразумевают настраиваемые параметры, основываясь на которых протекает сварочный процесс. Чем точнее мастер придерживается выбранного режима, тем прочнее будет соединение. Рассмотрим базовые режимы сварки и уточним, как рассчитать их для отдельных видов работ.
Параметры сварки
Перед тем как выбрать нужный режим сварки, необходимо точно определить состав металлов, толщину и тип конструкции. После получения данных устанавливают подходящий режим. Всего факторов, от которых зависит качество сварки, много, поэтому их разбили на две группы: основные и второстепенные.

Основные
От этих параметров зависит количество энергии, а также способ ее передачи на поверхность металла. К основным параметрам режима сварки относятся:
- величина тока, полярность и род;
- диаметр электрода;
- длина дуги сварки и напряжение;
- скорость движения вдоль шва;
- количество проходов.
От каждого из параметров зависит формирование шва. Изменяя тот или иной показатель, можно получить более надежное соединение. Вкратце рассмотрим некоторые пункты.
- От силы тока зависит, насколько интенсивно расплавляется материал. Чем выше показатель, тем производительнее сварка. Если установить слишком большую силу тока, не взяв достаточный диаметр электрода, тогда качество снизится. И наоборот: при низких показателях силы тока сварная дуга может обрываться, из-за чего появятся непровары.
- Под полярностью тока подразумевают направление движения энергии — от катода к аноду или обратно. Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.
- Важно, чтобы расплавляемый материал успевал заполнить шов и делал это равномерно. В противном случае прочность снизится.
Дополнительные
К второстепенным параметрам относятся:
- вылет электрода;
- материал и толщина покрытия электрода;
- температура свариваемых деталей;
- положение заготовок;
- форма кромок;
- качество подготовки поверхности.
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны
- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
- Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
Таблица 1.
Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
- Iсв = (20 + 6dэ )dэ
- где Iсв — сила тока в А, dэ — диаметр электрода в мм
- Для электродов диаметром менее 3 мм ток подбирают по формуле:
- Icв = 30dэ
- Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
- Кроме того, на силу тока оказывает влияние полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Выбор режима дуговой сварки
- При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки.
Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д.
Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Основные подсчеты

- Как разный режим влияет на результат
- Для качественного результата, необходимо обучиться правильному, точному расчету организации этого процесса.
- Сделать это достаточно легко, если проявить внимательность, терпение, желание выполнить качественную работу.
Нужно учесть, что индивидуальный расчет для разного вида сваривания будет отличаться друг от друга. Далее пойдет речь о исключительно режиме дуговой сварки.
Сварочный ток

Одним из главных параметров, о котором нельзя забывать, является сила сварочного тока. От показателя силы тока напрямую зависит скорость нагревания и плавления металла.
- Нередко неопытный мастер может остановиться на минимальной отметке напряжения, чем только усложнит дальнейшую работу.
- Неравномерное горение дуги и плохо сваренные швы –это только незначительные последствия таких действий.
- Чтобы избежать неприятностей, можно воспользоваться вспомогательной таблицей о настройках режима сварочного тока.
- Нужными будут знания о применении особой формулы для расчета, найти которую можно в интернете.
- Об правильной установке рода, полярности этого параметра тоже забывать не нужно.
Прямая полярность способна уменьшить глубину сварки на 30-40%, а обратная полярность –наоборот.
Постоянное напряжение увеличит глубину сварки на 10 или даже 15%, переменный –уменьшит.
Чтобы правильно установить полярность, нужно наблюдать за показателями стабильности, не забыть о процессе горения дуги.
Скорость сваривания

Показатели скорости сварки будут зависеть от типа метала. Если шов без прожогов, наплывов и проваренных мест, он правильный.
Согласно прописанным пунктам в нормативных документах, ширина хорошего шва составляет двойную ширину электрода, который использовался в работе.
- Слишком повышая или понижая скорость сварки мастер может достаточно негативно влиять на металл.
- Слишком быстрой скорости будет недостаточно для качественного прогрева материала, этого приведет к тому, что соединения просто не успеют провариться.
- Маленькая скорость приведет к очень интенсивному плавлению, вследствие — образованию нежелательных наплывов.
Толщина материала равна окружности электрода
Следует сказать несколько слов об электродах. Диаметр электрода необходимо выбирать, учитывая используемый вид материала.
Толщина метала должна соответствовать диаметру электрода. Чтобы увидеть соотношение показателей, можно изучить таблицу со значениями.
В заключение стоит сказать следующее: перед работой, достаточно изучить нужную информацию о режиме сварки, о тонкостях правильной настройки.
Соблюдая рекомендованную технологию, получить можно получить хороший шов. Настройка режима требует усидчивости, внимательности во избежание неприятных последствий.
Не имея достаточно опыта в этом деле, можно сначала пользоваться составленными таблицами, а далее ориентироваться на собственный опыт, приобретенные со временем навыки.
| Поделитесь в соц.сетях: |
Задача. Подобрать основные параметры ручной дуговой сварки для металла толщиной 8 мм. Сварка в нижнем положении
Составили:
преподаватель ____________Джемилева Л.К.
мастера п/о_____________Щербаков И.Н., _________________Ильин Б.В.
Государственное бюджетное профессиональное образовательное учреждение «Евпаторийский техникум строительных технологий и сферы обслуживания»
| Рассмотрено методической комиссией «____»_______201 г. Председатель МК _______ Л.К.Джемилева | Экзаменационный билет № 18 ПМ.03. Электрогазосварка; 08.01. 14. «Монтажник санитарно-технических, вентиляционных систем и оборудования». | УТВЕРЖДАЮ Зам. директора по УПР ______ Т.Н.Шкурко «____»_________201 г. |
Коды проверяемых профессиональных и общих компетенций: ПК3.1, ПК 3.2, ПК 3.3. , ПК 3.4., ОК 2, ОК 3, ОК 4
- Инструкция Внимательно прочитайте задание. В ходе выполнения задания вам необходимо:
- — описать технологическую последовательность и методы контроля предлагаемых видов работ;
- — подобрать технологично и экономично обосновать необходимое оборудование, инструменты, материалы;
- — выполнить необходимые расчеты;
- — указать меры безопасности труда при выполнении данных работ.
- Вы можете воспользоваться плакатами, стендами, инструментами и материалами.
- Время подготовки – до 20 минут.
- Задание
- Характеристика сталей. Их свариваемость
Задача. Как выполняют подготовку к сварке листового материала толщиной от 15 до 25 мм?
Составили:
преподаватель ____________Джемилева Л.К.
мастера п/о_____________Щербаков И.Н., _________________Ильин Б.В.
Государственное бюджетное профессиональное образовательное учреждение «Евпаторийский техникум строительных технологий и сферы обслуживания»
| Рассмотрено методической комиссией «____»_______201 г. Председатель МК _______ Л.К.Джемилева | Экзаменационный билет № 19 ПМ.03. Электрогазосварка; 08.01. 14. «Монтажник санитарно-технических, вентиляционных систем и оборудования». | УТВЕРЖДАЮ Зам. директора по УПР ______ Т.Н.Шкурко «____»_________201 г. |
Коды проверяемых профессиональных и общих компетенций: ПК3.1, ПК 3.2, ПК 3.3. , ПК 3.4., ОК 2, ОК 3, ОК 4
- Инструкция Внимательно прочитайте задание. В ходе выполнения задания вам необходимо:
- описать технологическую последовательность и методы контроля предлагаемых видов работ;
- — подобрать технологично и экономично обосновать необходимое оборудование, инструменты, материалы;
- — выполнить необходимые расчеты;
- — указать меры безопасности труда при выполнении данных работ.
- Вы можете воспользоваться плакатами, стендами, инструментами и материалами.
- Время выполнения задания – 15минут.
- Задание
1 . Передвижной электросварочный пост (понятие, назначение, требования к оборудованию).
Задача. Необходимо произвести сварку металлического ящика в нижнем положении.
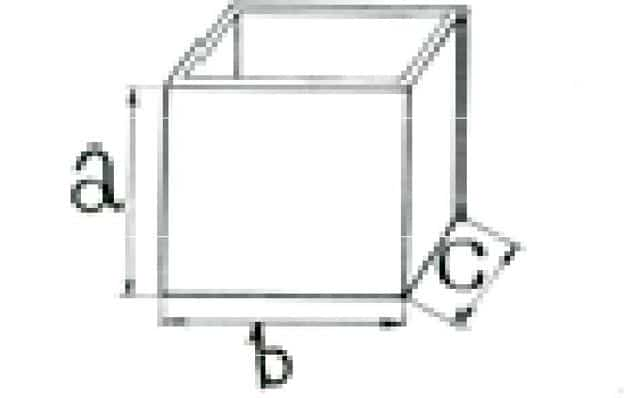
А=600мм., b=1000мм., С=1000мм., толщина свариваемого металла 5мм.,
А. Подберите материалы, оборудование и режим сварки.
Б. Определите длину, количество и месторасположение прихваток. В. Составьте последовательность технологических операций.
Составили: преподаватель ____________Джемилева Л.К.
мастера п/о_____________Щербаков И.Н., _________________Ильин Б.В.
Государственное бюджетное профессиональное образовательное учреждение «Евпаторийский техникум строительных технологий и сферы обслуживания»
| Рассмотрено методической комиссией «____»_______201 г. Председатель МК _______ Л.К.Джемилева | Экзаменационный билет № 20 ПМ.03. Электрогазосварка; 08.01. 14. «Монтажник санитарно-технических, вентиляционных систем и оборудования». | УТВЕРЖДАЮ Зам. директора по УПР ______ Т.Н.Шкурко «____»_________201 г. |
Коды проверяемых профессиональных и общих компетенций: ПК3.1, ПК 3.2, ПК 3.3. , ПК 3.4., ОК 2, ОК 3, ОК 4
- Инструкция Внимательно прочитайте задание. В ходе выполнения задания вам необходимо:
- — описать технологическую последовательность и методы контроля предлагаемых видов работ;
- — подобрать технологично и экономично обосновать необходимое оборудование, инструменты, материалы;
- — выполнить необходимые расчеты;
- — указать меры безопасности труда при выполнении данных работ.
- Вы можете воспользоваться плакатами, стендами, инструментами и материалами.
- Время подготовки – до 20 минут.
- Задание
1. Рукава (шланги) для газовой сварки.
2. Задача. Объясните причину и ваши действия в том случае, если при зажигании дуги она прилипает к металлу.
Составили:
преподаватель ____________Джемилева Л.К.
мастера п/о_____________Щербаков И.Н., _________________Ильин Б.В.
Выбор и расчет режима сварки
Для того, чтобы процесс сварки протекал стабильно, необходимо обеспечить определенные условия. Совокупность этих условий называют режимом сварки, который зависит от того, какие детали подлежат свариванию.
Чтобы четко описать режим сварки, используют отдельные параметры, выраженные в конкретных физических единицах. Параметры разбиты на две группы: основные и дополнительные. 
1 / 1
- Основные параметры режима сварки:
- · величина и полярность тока;
- · диаметр электрода;
- · скорость сварки;
- · величина поперечного колебания электрода.
Иногда приходится учитывать род тока и температурный режим сварочного процесса. Эти величины относят к дополнительным параметрам. Сюда же относят пространственное положение изделия и угол наклона электрода. Изготовители не часто меняют толщину обмазки, но иногда приходится учитывать и это.
Влияние параметров на качество шва
Величина сварочного тока оказывает значительное влияние на глубину провара. Очевидно, что при увеличении тока происходит увеличение температуры в зоне сваривания и глубины провара. Такое же влияние оказывает изменение полярности сварочного тока на противоположную. Одной только сменой полярности можно добиться увеличения глубины провара на 40%.
Влиянием величины сварочного напряжения на глубину провара можно пренебречь, столь оно незначительно. А вот ширина шва сильно зависит от величины сварочного напряжения: чем больше напряжение – тем шире шов.
Параметры должны задаваться технологами к каждому отдельному случаю сваривания различных деталей. На производствах с налаженным технологическим процессом именно так и происходит. Но, часто сварщику приходится самому выбирать параметры режима, исходя из своих знаний и опыта.
Не всегда удается точно «попасть в процесс». В этом случае выручает четкая зависимость глубины провара и ширины шва от величины поперечного колебания электрода.
Меняя геометрию колебания, сварщик может подкорректировать неточности расчетов режима сварки и улучшить качество соединения.
Выбор режима сварки
Выбор диаметра электрода
Диаметр выбирают с учетом многих факторов: толщины свариваемых изделий, пространственного положения шва, формы разделки кромок и вида соединения. Основным показателем является толщина металла. С неё и начинают выбор, используя остальные факторы в виде корректировок. Диаметр можно выбрать из таблицы, приведенной ниже. Все размеры даны в миллиметрах.
| Толщина свариваемого металла | Диаметр электрода |
| 1,5 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 — 5 | 3 — 4 |
| 6 — 8 | 4 |
| 9 — 12 | 4 — 5 |
| 13 — 15 | 5 |
| 16 — 20 | 5 и более |
При наличии разделанных кромок, корневой слой выполняется электродами диаметром 2,5 – 3,0 мм. Для потолочных швов чаще используют электроды диаметром 3,0 – 3,2 мм. Горизонтальные швы варятся в точном соответствии с табличными данными.
Сварочный ток
- Величина сварочного тока рассчитывается по формуле I = K*d
- Где:
- I – сила сварочного тока в амперах;
- K – коэффициент;
- d – диаметр электрода в миллиметрах.
- При проведении сваривания в вертикальном положении величину тока уменьшают на 10%, при потолочных швах ток уменьшают на 20% от вычисленной величины.
Коэффициент К можно выбрать из таблицы:
| Диаметр электрода, мм | К, А/мм |
| 1 — 2 | 25 — 30 |
| 3 — 4 | 35 — 40 |
| 5 — 6 | 45 — 50 |
Скорость сварки
Какой бы ни была толщина свариваемых изделий, ширина шва рекомендуется равной 1,5 – 2 диаметра электрода. Учитывая то, что электрод подобран правильно, при такой ширине мы получим качественно сформированный шов.
Слишком быстрое и слишком медленное ведение сварочного электрода вызывает непровар сварочного шва. В первом случае, это происходит из-за недостаточного прогрева рабочей зоны.
Во – втором, из-за большого количества расплавленного металла, который будет экранировать дугу от свариваемого изделия.
В обычной практике скорость поддерживают исходя из вида сварочной ванны. Стандартная сварочная ванна имеет ширину до 14 мм и глубину до 6 мм.
Значение длины не столь критично и лежит в большем диапазоне от 10 до 30 мм.
Если следить за соблюдением вышеуказанных размеров и равномерно–непрерывным заполнением сварочной ванны расплавленным металлом, то можно гарантированно получить шов хорошего качества.
Род и полярность тока
Эти показатели выбирают в зависимости от того, каким способом будет вестись сварка, и какие материалы будут свариваться.
Если к электроду подсоединяется «-» источника, то это называется прямой полярностью, если «+», то обратной. Сварка обратной полярностью применяется для соединения низкоуглеродистых и низколегированных сталей.
При этом применяются электроды марок УОНИ 13/45 и УОНИ 13/55 с фтористо-кальциевым покрытием.
Прямая полярность применяется для наплавки, а также для сваривания тонких листов металла.





