Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе.
Фрезерные станки по металлу — это группа металлорежущих и станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п. металлических и других заготовок.
Классификация фрезерных станков по типам следующая:
- 1 тип включает вертикально-фрезерные консольные станки, имеющие вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол вертикального консольно-фрезерного станка может перемещаться в горизонтальном направлении перпенди кулярно к оси шпинделя и в вертикальном направлении.
- 2 тип состоит из фрезерных станков непрерывного действия; имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающийся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи. Закрепление и обработка заготовок многопозиционные. Примером фрезерных станков непрерывного действия (карусельных) может служить станок 6A23 с диаметром стола 1400 мм.
- 3 свободная подгруппа;
- 4 тип включает копировально-гравировально-фрезерные станки. Объемно-фрезерные станки по принципу действия делятся на станки прямого и следящего копирования, осуществляемого путем ощупывания модели копировальным пальцем, а также на стани ки программного управления, работающие Одновременно и непрерывно по трем взаимно перпендикулярным координатам.
- 5 тип состоит из вертикальных бесконсольных станков, которые имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол бесконсольно фрезерных станков перемещается только в продольном и поперечном направлениях.
- 6 тип содержит продольно-фрезерные станки, располагающие столом перемещающемся только в продольном направлений по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Продольно-фрезерные станки могут иметь до двух вертикальных и до двух горизонтальных шпинделей при одно и двухстоечном исполнениях.
- 7 тип включает консольные широкоуниверсальные станки, которые в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
- 8 тип содержит горизонтальные консольные станки, которые имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
- 9 тип разные станки. Сюда относятся, например, шпоночно-фрезерные станки, которые имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Обозначение (шифрование) моделей фрезерных станков осуществляется по следующим правилам: первая цифра указывает группу; вторая — определяет тип станка; третья и четвертая — условно обозначают его размер. Кроме цифр обозначение фрезерных станков может содержать прописные буквы.
Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях.
Так, горизонтально-фрезерный консольный станок 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают:
- П — повышенную точность;
- Г — изменение базовой модели;
- Ш — широкоуниверсальность;
- Ц — наличие циклового программного управления.
Модели станков с ЧПУ в конце шифра имеют букву Ф и рядом с ней цифры: 1 — для станков с цифровой индикацией 1 и преднабором 2; 2 — для станков с позиционной системой ЧПУ; 3 — для станков с контурной (непрерывной) системой; 4 — для многооперационных станков с контурной (или смешанно-контурной и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры стола станка. По этому признаку станки имеют пять градаций:
- Размер 0 — площадь стола 200 x 800 мм;
- Размер 1 — площадь стола 250 х 1000 мм;
- Размер 2 — площадь стола 320 х 1250 мм;
- Размер 3 — площадь стола 400 х 1600 мм;
- Размер 4 — площадь стола 500 х 2000 мм.
Наиболее распространенными типами фрезерных станков являются горизонтальные, универсальные и вертикальные. Далее приведены их технические характеристики.
- Размеры рабочей поверхности стола 250 х 1000 мм
- Наибольшее перемещение: продольное 560 мм, поперечное 190 мм, вертикальное (консоли и бабки) 340 мм;
- Расстояние от торца шпинделя до стола: наибольшее 380 мм, наименьшее 30 мм;
- Внутренний конус шпинделя (7:24) 40;
- Частота вращения шпинделя 65 — 1800 об/мин;
- Скорость подач: продольная 35 — 980 мм/мин, поперечная 25 — 760 мм/мин, вертикальная 12 — 380 мм/мин
- Скорость быстрого перемещения: продольного 2900 мм/мин, поперечного 2300 мм/мин, вертикального 1150 мм/мин;
- Мощность электродвигателя: главного привода 4,5 кВт, привода подачи 1,7 кВт.
- Размеры рабочей поверхности стола 250 х 1000 мм
- Наибольшее перемещение: продольное 630 мм, поперечное 300 мм, вертикальное (консоли и бабки) 120 мм;
- Расстояние от торца шпинделя до стола: наибольшее 380 мм, наименьшее 30 мм;
- Внутренний конус шпинделя (7:24) 40;
- Частота вращения шпинделя 40 — 2000 об/мин;
- Число управляемых координат 3
- Тип привода подач шаговый следящий
- Скорость быстрого перемещения: продольного 2400 мм/мин, поперечного 2400 мм/мин, вертикального 2400 мм/мин;
- Мощность электродвигателя: главного привода 5,5 кВт.
- Размеры рабочей поверхности стола 320 х 1250 мм
- Наибольшее перемещение: продольное 700 мм, поперечное 240 мм, вертикальное (консоли и бабки) 420 мм;
- Расстояние от торца шпинделя до стола: наибольшее 450 мм, наименьшее 30 мм;
- Внутренний конус шпинделя (7:24) 45;
- Частота вращения шпинделя 32 — 1600 об/мин;
- Скорость подач: продольная 25 — 1250 мм/мин, поперечная 25 — 1250 мм/мин, вертикальная 8,3 — 416 мм/мин
- Скорость быстрого перемещения: продольного 3000 мм/мин, поперечного 3000 мм/мин, вертикального 1000 мм/мин;
- Мощность электродвигателя: главного привода 7 кВт, привода подачи 1,7 кВт.
- Размеры рабочей поверхности стола 400 х 1600 мм
- Наибольшее перемещение: продольное 1000 мм, поперечное 320 мм, вертикальное (консоли и бабки) 420 мм;
- Расстояние от торца шпинделя до стола: наибольшее 500 мм, наименьшее 30 мм;
- Внутренний конус шпинделя (7:24) 45;
- Частота вращения шпинделя 31,5 — 1600 об/мин;
- Скорость подач: продольная 25 — 1250 мм/мин, поперечная 25 — 1250 мм/мин, вертикальная 8,3 — 416 мм/мин
- Скорость быстрого перемещения: продольного 3000 мм/мин, поперечного 3000 мм/мин, вертикального 1000 мм/мин;
- Мощность электродвигателя: главного привода 10 кВт, привода подачи 3 кВт.
- Размеры рабочей поверхности стола 400 х 1600 мм
- Наибольшее перемещение: продольное 1000 мм, поперечное 400 мм, вертикальное (консоли и бабки) 150 мм;
- Расстояние от торца шпинделя до стола: наибольшее 450 мм, наименьшее 70 мм;
- Внутренний конус шпинделя (7:24) 45;
- Частота вращения шпинделя 40 — 2000 об/мин;
- Число управляемых координат 3
- Тип привода подач шаговый следящий
- Скорость быстрого перемещения: продольного 2400 мм/мин, поперечного 2400 мм/мин, вертикального 2400 мм/мин;
- Мощность электродвигателя: главного привода 7,5 кВт.
- Размеры рабочей поверхности стола 250 х 630 мм
- Наибольшее перемещение: продольное 500 мм, поперечное 250 мм, вертикальное (консоли и бабки) 275 мм;
- Внутренний конус шпинделя (7:24) 45;
- Частота вращения шпинделя 31,5 — 1600 об/мин;
- Число управляемых координат 3
- Тип привода подач шаговый следящий
- Скорость быстрого перемещения: продольного 1200 мм/мин, поперечного 1200 мм/мин, вертикального 1200 мм/мин;
- Мощность электродвигателя: главного привода 4 кВт.
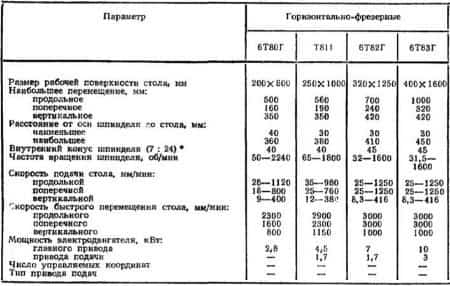
Рис. 1. Технические характеристики горизонтально-фрезерных станков
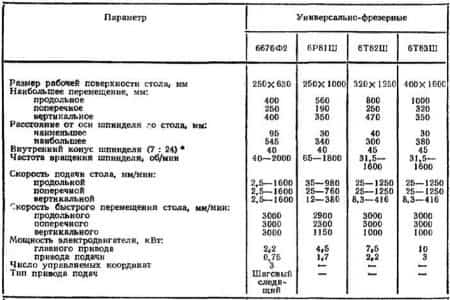
Рис. 2. Технические характеристики фрезерно универсальных станков
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
- Основные элементы механизмов станков унифицированы.
- Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
- По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
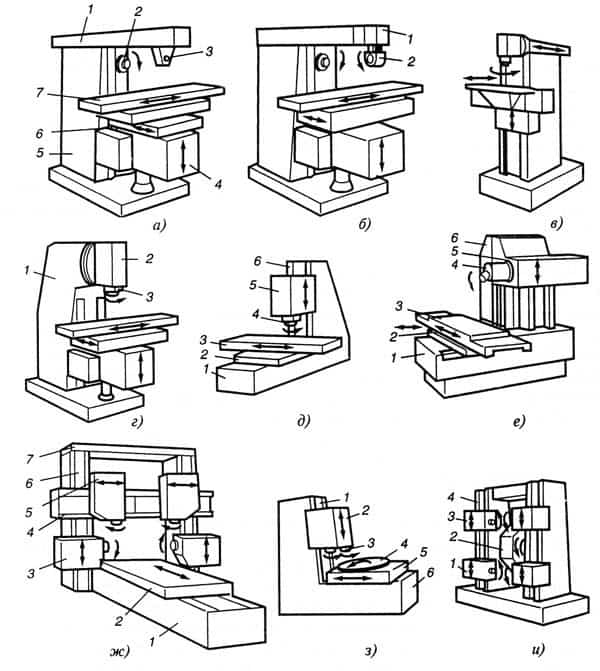
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г).
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ.
Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис.
119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1.
Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7.
На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями.
Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.
По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи.
Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ.
На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ.
На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом.
Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков.
Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола.
Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола.
Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | ||||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | ||||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш | |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | ||
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш | |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | ДЗФС | 1987 | 6Д10, 6ДМ80Ш | |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
- Основные производители фрезерных станков в СССР и России:
- ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
- ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
- ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
- УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
- ВСЗ — Воронежский станкостроительный завод.
- Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Условные обозначения серийно выпускаемых металлорежущих станков
- Более подробно — Условные обозначения серийно выпускаемых фрезерных станков.
- 6 — фрезерный станок (номер группы по классификации ЭНИМС)
- Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
- 8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
- 1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
- Буквы в конце обозначения модели:
- Г – станок горизонтальный консольно-фрезерный с неповоротным столом
- К – станок с копировальным устройством для обработки криволинейной поверхности
- Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
- П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
- Ш – станок широкоуниверсальный
- Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
- Ф2 – станок с позиционной системой числового управления ЧПУ
- Ф3 – станок с контурной (непрерывной) системой ЧПУ
- Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
- Рубикон, ООО
- Заводы производители фрезерных станков в России
- Связанные ссылки
- Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
- Каталог справочник вертикальных фрезерных станков и их аналогов
Классификация и система обозначения металлорежущих станков
Металлорежущие станки в зависимости от вида обработки делят на девять групп, а каждую группу — на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента. Например группа 4 предназначена для электроэрозионных, ультразвуковых и других станков.
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая — номер подгруппы (тип станка), а последние одна или две цифры — наиболее характерные технологические параметры станка.
Например:
1Е116 — означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 — означает вертикально-сверлильный станок с наибольшим условным диаметром сверления 25мм; 2Г103П — настольный вертикально-сверлильный станок повышенной точности с наибольшим условным диаметром сверления 3 мм.
Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности.
- Классы точности станков обозначают:
- Н — нормальной; П — повышенной, точность 0,6 отклонений от Н; В – высокой, точность 0,4 отклонений от Н; А — особо высокой точности, точность 0,25 отклонений от Н; С — особо точные станки, точность 0,16 отклонений от Н.
- П, В, А, С — прецизионные станки (повышенной точности).
- Принята следующая индексация моделей станков с программным управлением:
- Ц — с цикловым управлением; Ф1 — с цифровой индексацией положения, а также с предварительным набором координат; Ф2 — с позиционной системой ЧПУ, ФЗ — с контурной системой ЧПУ; Ф4 — с комбинированной системой ЧПУ.
- Например:
- 16Д20П — токарно-винторезный станок повышенной точности; 6Р13К-1 — вертикально-фрезерный консольный станок с копировальным устройством; 1Г340ПЦ — токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 — координатно-расточной двухстоечный станок особо высокой точности с предварительным набором координат и цифровой индикацией; 2Р135Ф2 — вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20ФЗ — токарный станок с контурной системой числового программного управления; 2202ВМФ4 — многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Станки подразделяют на универсальные (общего назначения), широкоуниверсальные (огранич. число операций), специализированные (одного наименования), специальные и агрегатные (из взаимозаменяемых узлов).
Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например, мод. МШ-245 — рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
- По весу станки делятся на следующие категории:
- до 1 т — легкая; до 10 т — средняя; до 30 т — крупная; до 100 т — тяжелая; св 100 т — уникальная. при этом
- до 5 т — транспортабельные;
св 5 т — не транспортабельные.
- По степени автоматизации:
- с ручным — нужны команды рабочего; полуавтомат — только для наладки, установки и снятия заготовки; автомат — без участия рабочего от установки детали с ЧПУ — полуавтомат или автомат, управляемый по заранее составленной и легко заменяемой программе.
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
| Станки | Группа | Тип станка | Назначение станка |
| ТОКАРНЫЕ | 1 | автоматы и полуавтоматы специализированные | |
| 1 | автоматы и полуавтоматы одношпиндельные | ||
| 2 | автоматы и полуавтоматы многошпиндельные | ||
| 3 | токарно-револьверные | ||
| 4 | токарно-револьверные полуавтоматы | ||
| 5 | карусельные | ||
| 6 | токарные и лоботокарные | ||
| 7 | многорезцовые и копировальные | ||
| 8 | специализированные | ||
| 9 | разные токарные | ||
| СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ | 2 | — | |
| 1 | настольно- и вертикально-сверлильные | ||
| 2 | полуавтоматы одношпиндельные | ||
| 3 | полуавтоматы многошпиндельные | ||
| 4 | координатно-расточные | ||
| 5 | радиально- и координатно-сверлильные | ||
| 6 | расточные | ||
| 7 | отделочно-расточные | ||
| 8 | горизонтально-сверлильные | ||
| 9 | разные сверлильные | ||
| ШЛИФОВАЛЬНЫЕ,ПОЛИРОВАЛЬНЫЕ, ДОВОДОЧНЫЕ, ЗАТОЧНЫЕ | 3 | — | |
| 1 | круглошлифовальные, бесцентрово-шлифовальные | ||
| 2 | внутришлифовальные, координатно-шлифовальные | ||
| 3 | обдирочно-шлифлвальные | ||
| 4 | специализированные шлифовальные | ||
| 5 | продольно-шлифовальные | ||
| 6 | заточные | ||
| 7 | плоско-шлифовальные | ||
| 8 | притирочные, полировальные,хонинговальные, доводочные | ||
| 9 | разные станки, работающие абразивом | ||
| ЭЛЕКТРОФИЗИЧЕСКИЕ,ЭЛЕКТРОХИМИЧЕСКИЕ | 4 | — | |
| 1 | — | ||
| 2 | светолучевые | ||
| 3 | — | ||
| 4 | электрохимические | ||
| 5 | — | ||
| 6 | — | ||
| 7 | электроэрозионные, ультразвуковые прошивочные | ||
| 8 | анодно-механические отрезные | ||
| 9 | — | ||
| ЗУБО- иРЕЗЬБО-ОБРАБАТЫВАЮЩИЕ | 5 | резьбонарезные | |
| 1 | зубодолбежные для цилиндрических колес | ||
| 2 | зуборезные для конических колес | ||
| 3 | зубофрезерные для цилиндрических колес и шлицевых валов | ||
| 4 | для нарезания червячных колес | ||
| 5 | для обработки торцов зубьев колес | ||
| 6 | резьбо-фрезерные | ||
| 7 | зубоотделочные, проверочные и обкатные | ||
| 8 | зубо- и резьбо-шлифовальные | ||
| 9 | разные зубо- и резьбообрабатывающие | ||
| ФРЕЗЕРНЫЕ | 6 | барабано-фрезерные | |
| 1 | вертикально-фрезерные консольные | ||
| 2 | фрезерные непрерывного действия | ||
| 3 | продольные одностоечные | ||
| 4 | копировальные и гравировальные | ||
| 5 | вертикально-фрезерные бесконсольные | ||
| 6 | продольные двухстоечные | ||
| 7 | консольно-фрезерные операционные | ||
| 8 | горизонтально-фрезерные консольные | ||
| 9 | разные фрезерные | ||
| СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ, ПРОТЯЖНЫЕ | 7 | — | |
| 1 | продольные одностоечные | ||
| 2 | продольные двухстоечные | ||
| 3 | поперечно-строгальные | ||
| 4 | долбежные | ||
| 5 | протяжные горизонтальные | ||
| 6 | протяжные вертикальные для протягивания внутреннего | ||
| 7 | протяжные вертикальные для протягивания наружного | ||
| 8 | — | ||
| 9 | разные строгальные станки | ||
| РАЗРЕЗНЫЕ | 8 | — | |
| 1 | отрезные, работающие резцом | ||
| 2 | отрезные, работающие абразивным кругом | ||
| 3 | гладким или насечным диском | ||
| 4 | правильно-отрезные | ||
| 5 | ленточно-пильные | ||
| 6 | отрезные с дисковой пилой | ||
| 7 | отрезные ножовочные | ||
| 8 | — | ||
| 9 | — | ||
| РАЗНЫЕ | 9 | — | |
| 1 | трубо- и муфтообрабатывающие | ||
| 2 | пилонасекательные | ||
| 3 | правильно- и бесцентровообдирочные | ||
| 4 | — | ||
| 5 | для испытания инструментов | ||
| 6 | делительные машины | ||
| 7 | балансировочные | ||
| 8 | — | ||
| 9 | — |
Модели фрезерных станков
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Классификация фрезерных станков по типам приведена в табл. II.1.
Обозначение (шифрование) моделей фрезерных станков осуществляется по следующим правилам:
- первая цифра указывает группу;
- вторая — определяет тип станка;
- третья и четвертая — условно обозначают его размер.
Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию.
Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82.
Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Модели фрезерных станков с числовым программным управлением (ЧПУ) в конце шифра имеют букву Ф и рядом с ней цифры:
- 1 — для станков с цифровой индикацией 1 и преднабором 2;
- 2 — для станков с позиционной системой ЧПУ;
- 3 — для станков с контурной (непрерывной) системой;
- 4 — для многооперационных станков с контурной (или смешанно-контурной и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры (мм) стола станка. По этому признаку станки имеют пять градаций:
| Размер | 0 | Площадь | стола | 200х800 |
| >> | 1 | >> | >> | 250х1000 |
| >> | 2 | >> | >> | 320х1250 |
| >> | 3 | >> | >> | 400х1600 |
| >> | 4 | >> | >> | 500х2000 |
Таблица II.1 Классификация фрезерных станков по типам
| Подгруппа станков шестой группы | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Тип станков | ||||||||
|
|
|
|
|
Продольно-фрезерные |
|
|
Разные |
Наиболее распространенными типами фрезерных станков являются горизонтальные, универсальные и вертикальные. В табл. II.2 и II.3 приведены их технические характеристики.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стоя может перемешаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
- Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
- Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикуляру к оси шпинделя и и вертикальном направлении.
- Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
- Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемешающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
- Продольно-фрезерные станки располагают столом, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Станки могут иметь до двух вертикальных и до двух горизонтальных шпинделей при одно-и двухстоечном исполнениях.
- Объемно-фрезерные стайки по принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальцем, а также на станки программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
- Фрезерные станки непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающийся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи. Закрепление и обработка заготовок многопозиционные. Примером таких станков может служить станок модели 6А23 с диаметром стола 1400 мм.
- Шпоночно-фрезерные станки (относятся к типу «разные») имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Таблица II.2. Технические характеристики консольных и бесконсольных вертикально-фрезерных станков
| Параметр | Вертикально-фрезерные станки | |||||||||
| консольные | бесконсольные | |||||||||
| Модель | ||||||||||
| 6T11 | 6Р11Ф3 | 6Т12 | 6P13 | 6Р13Ф3 | 6520Ф3 | 6550Ц | 6550МФ3 | 6560Ц | 6560МФ3 | |
|
250х1000 | 250х1000 | 320х1250 | 400х1600 | 400х1600 | 250х630 | 500х1250 | 500х1250 | 630х1600 | 630х1600 |
| Наибольшее перемещение, мм: | ||||||||||
| продольное | 560 | 630 | 700 | 1000 | 1000 | 500 | 1000 | 1000 | 1250 | 1250 |
| поперечное | 190 | 300 | 240 | 320 | 400 | 250 | 500 | 500 | 630 | 630 |
|
340 | 120 | 420 | 420 | 150 | 275 | 530 | 530 | 625 | 625 |
| Расстояние от торца шпинделя до стола, мм: | ||||||||||
| наибольшее | 380 | 380 | 450 | 500 | 450 | — | 630 | 630 | 900 | 900 |
| наименьшее | 30 | 30 | 30 | 30 | 70 | — | 100 | 100 | 125 | 125 |
|
40 | 40 | 45 | 45 | 45 | 45 | 50 | 50 | 50 | 50 |
|
65-1800 | 40-2000 | 32-1600 |





