- Слесарные работы, работа с металлом, навыки работы, чеканка, литье из чугуна
- Напильник его назначение, правила работы с ним, хранение и заточка | Строительный вестник
- Технология работы напильником
- Как работать напильником
- Тип напильников Частота насечек/см
- Правила работы с напильником
- Техника безопасности
- Частые ошибки
- Что можно делать напильником
- Процесс опиливания
- Процесс пиления
- Процесс заточки
- Как наточить нож напильником
- Как заточить ножовку напильником
- Как заточить напильник
- Правила техники безопасности при опиливании металла
| Заказать ✍️ написание работы |
Опиливанием называется снятие слоя с поверхности заготовки (детали) с помощью режущего инструмента — напильника.
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углом 70—80° к ребру напильника и двойной (перекрестной). При двойной насечке нижнюю делают под углом 55°, а верхнюю— под углом 70°. Угол заострения зуба напильников— 70°.
Зубьями напильника с поверхности металла срезают небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой — мелкую.
- Напильник— это стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы, имеющие в сечении форму клина. Напильники изготавливают из стали У10А или У13А
- Опиливание наружных плоских поверхностей
- Ò начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом.
Ò При опиливании плоских поверхностей используют плоские напильники — драчевый и личной. Сначала опиливают одну широкую поверхность (она является базой, т. е. исходной поверхностью для дальнейшей обработки), затем вторую параллельно первой.
Стремятся к тому, чтобы опиливаемая поверхность всегда находилась в горизонтальном положении. Опиливают перекрестными штрихами.
Параллельность сторон проверяют штангенциркулем, а качество опиливания — поверочной линейкой в разных положениях (вдоль, поперек, по диагонали).
Контроль опиленной поверхности. Для контроля опиленных поверхностей используют поверочные линейки, штангенциркули, угольники и поверочные плиты.
Если просвет между линейкой и проверяемой поверхностью узкий и равномерный, значит плоскость обработана удовлетворительно.
Надфили.Небольшие напильники, которые называются надфилями, применяют для лекальных, граверных работ, а также для зачистки в труднодоступных местах (отверстиях, углах, коротких участках профилей и др.).
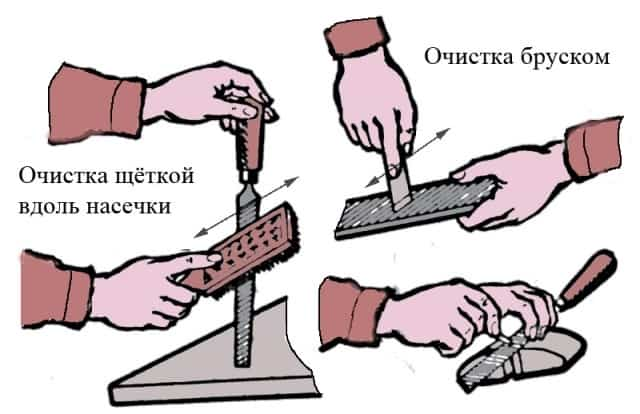
Напильник очищают кордовой щеткой, одна сторона которой (проволочная) служит для удаления частичек металла, застрявших во впадинах насечки, вторая (щетинная) — для завершения чистки. Перемещают щетки вдоль насечки.
Техника Безопасности!!!
- Ò При опиловочных работах необходимо выполнять следующие требования безопасности:
- Ò при опиливании заготовок с острыми кромками нельзя подгинать пальцы левой руки под напильник при обратном ходе;
- Ò стружку, образовавшуюся в процессе опиливания, необходимо сметать со станка волосяной щеткой; категорически запрещается сбрасывать стружку голыми руками, сдувать ее или удалять сжатым воздухом;
- Ò при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.
- Билет 16
- Распиливание и припасовка
Инструмент: надфили, напильники различной формы
ТБ!!!
Билет 17
Шабрение
Билет 18
Притирка и доводка
- Билет 19
- Сверление ручным способом
- Сверлением называется процесс образования отверстий в сплошном материале заготовки режущим инструментом – сверлом.
- Сверление применяется:
для получения неответственных отверстий, невысокой степени точности и чистоты, например под крепежные болты, заклепки шпильки и т.д.;
- для получения отверстий под нарезание резьбы, развертывание и зенкерование.
- Рассверливанием называется увеличение по диаметру уже имеющегося в детали отверстия с помощью сверла.
- Надсверливанием называется выполнение в сплошном материале неглубокого несквозного отверстия.
Доверь свою работу ✍️ кандидату наук!
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Слесарные работы, работа с металлом, навыки работы, чеканка, литье из чугуна
Наши дополнительные сервисы и сайты:
г. Саратов
поддержка проекта: разместите на своей странице нашу кнопку! И мы разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на e-mail
Статистика
Liveinternet Yandex, Rambler
Требования безопасности труда при опиливании поверхностей
Рукоятка должна плотно и надежно насаживаться на хвостовую часть напильника и входить в нее на 2/3 — 3/4 своей длины. Рукоятки на хвостовик напильника насаживают двумя способами. 1. Хвостовик напильника вставляют в отверстие рукоятки, удерживая напильник правой рукой за рабочую часть (насечку). Для плотной насадки головкой рукоятки ударяют о твердый предмет до ее полной насадки. 2.
Вставляют хвостовик напильника в отверстие рукоятки и, взяв напильник в левую руку рукояткой вверх, наносят несколько легких ударов молотком по торцу рукоятки до полной насадки.
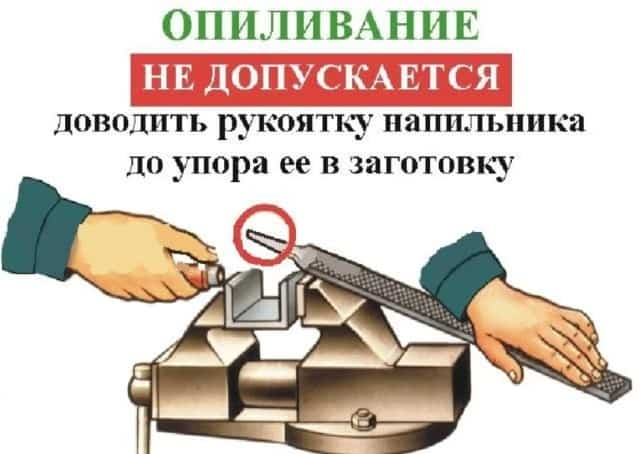
Во время работы напильником запрещается: доводить напильник до удара рукояткой о деталь, так как это может вызвать соскакивание рукоятки и нанести ранение; поджимать пальцы левой руки под напильник при обратном ходе, так как при опиливании деталей с острыми краями можно поранить левую руку; проверять пальцами качество опиленной поверхности, так как жир, выделяемый кожей рук, затрудняет дальнейшее опиливание; 1удалять руками металлическую стружку с опиливаемой поверхности или тисков, так как стружка может врезаться в кожу рук и вызвать заболевание. Нельзя сдувать стружку, так как это может привести к засорению глаз. С опиливаемой плоскости и тисков стружку следует удалять только щеткой или тряпкой. Требования безопасности труда при работе с электрической машинкой с гибким валом заключаются в следующем. 1. Работающий с электромашинкой обязан выполнять только ту работу, которая ему поручена. 2. Запрещается работать с электромашинкой в рукавицах или перчатках, а также с забинтованными пальцами. 3. Перед каждым включением электромашинки необходимо убедиться, что пуск машинки никому не угрожает опасностью. 4. Проверить прочность закрепления ограждения; работать без ограждений ременной передачи запрещено. 5. Проверить исправную работу электромашинки на холостом ходу в течение 2-3 мин. При неисправности немедленно сообщить инструктору или мастеру. 6. При выполнении электромашинкой различных видов работ работающий обязательно должен пользоваться защитными очками. 7. При работе с электромашинкой запрещается: а) передвигать электромашинку за токоведущий кабель; б) прикасаться руками к режущему инструменту, находящемуся в работе; в) оставлять электромашинку в перерывах в работе при включенном электродвигателе. 8. Наружным осмотром проверить состояние шлифовальных кругов с целью определения заметных трещин и выбоин. При наличии этих дефектов пользоваться кругами запрещено. 9. При выполнении работ нужно следить, чтобы шлифовальный круг был надежно закреплен и закрыт защитным кожухом, и надо остерегаться прикосновения к вращающемуся шлифовальному кругу. Поверочные линейки, угольники, штангенциркули и кронциркули следует оберегать от механических повреждений (забоин и царапин), которые делают инструмент непригодным к использованию. Инструмент запрещается располагать на рабочем месте навалом. При измерении деталей большие усилия, прилагаемые к подвижной губке штангенциркуля, могут привести к изгибу губок и искажению показания размера. При закреплении стопорного винта штангенциркуля не следует применять больших усилий, так как это может привести к срыву резьбы. Стопорные винты необходимо отвинчивать только на один оборот. Поверочную линейку и угольник при проверке плоскостей нужно накладывать осторожно, без рывков и ударов. Перемещать поверочный измерительный инструмент по металлу нельзя, так как в этом случае рабочая (измерительная) кромка изнашивается и теряет точность. Новыми напильниками запрещается опиливать поверхности с окалиной или литейной коркой. Поверхность с окалиной надо снимать на обдирочном наждачном точиле стальной щеткой или насеченным ребром старого напильника. Если во время опиливания напильник скользит, его необходимо прочистить стальной щеткой движением от себя вдоль насечек. Не следует употреблять новые напильники для опиливания мягких (вязких) металлов (свинца, олова, красной меди), так как стружка этих металлов забивает впадины между режущими кромками.
При опиливании следует пользоваться только одной стороной напильника до тех пор, пока она не сработается; только после этого можно работать второй стороной. Сила нажима при опиливании зависит от насечки: чем меньше насечка, тем меньше должна быть сила нажима.
Напильники необходимо оберегать от попадания на них масла, воды, пыли и грязи. Нельзя класть напильники друг на друга или на другой инструмент, так как при этом забивается насечка.
Чистку засаленных напильников необходимо производить твердым древесным углем или мелом, натирая поверхность напильника в направлении насечек до полного уничтожения следов масла. Хорошие результаты дает ультразвуковая очистка.
Перед опиливанием алюминиевых заготовок напильники следует натирать стеарином. Напильники, забитые опилками дерева, эбонита, резины, фибры, пластмасс, капрона, погружают на 15-20 мин в горячую воду, а затем очищают кардной щеткой. По окончании работы весь измерительный и поверочный инструмент (штангенциркуль, поверочную линейку, угольник) следует протереть сначала чистой сухой тряпкой, а затем тряпкой, слегка смоченной в масле.
Инструмент следует хранить в мягких футлярах, где для каждого инструмента должно быть отведено свое место.
Читать про слесарные работы…
- Все о металлах, свойства и характеристики
- Советы по содержанию и ремонту водного транспорта
- Сварка металлов
- Очистка слесарного инструмента в ультразвуковой ванне
Напильник его назначение, правила работы с ним, хранение и заточка | Строительный вестник
Напильник – стальной брусок с насечкой на поверхности – эффективный и относительно недорогой инструмент для обработки изделий из металла, дерева и других материалов.
Несмотря на кажущуюся простоту, работа напильником требует определенных навыков.
Понимание технологии позволяет обрабатывать материал с высокой точностью, сохраняя работоспособность изделия длительное время.
Технология работы напильником
- Чтобы полностью раскрыть потенциал инструмента, нужно соблюдать ряд условий.
- Далее – описание работы, актуальное для правшей.
- Левшам нужно «отзеркалить» процесс.
- Схема обработки детали напильником:
- • деталь зажимают в тисках; длина обрабатываемой детали, выступающей за тиски, должна быть такой, чтобы не мешать обработке; но не более, иначе зажим будет слабым – вибрация не даст выполнить работу; рекомендуется зажимать изделие на уровне локтя опущенной руки;
- • необходимо взяться за рукоять инструмента так, чтобы большой палец оказался сверху, а остальные снизу;
- • большим пальцем левой руки (или двумя-тремя пальцами) следует придерживать, прижимать сверху, и задавать направление движения напильника;

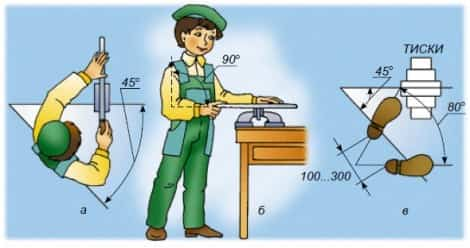
• относительно тисков правильное положение корпуса и ног – около 45 градусов; левая нога при этом у верстака, а противоположная смещена чуть вправо и назад; при таком положении корпуса ног и рук при рабочем ходе инструмента основная нагрузка ложится на левую ногу, а при возвратном процессе – на правую;
- • так как насечки напильника снимают материал только при движении вперед, прикладывать усилия нужно только в этой фазе; на старте рабочего хода усилие левой руки должно быть существенным, а правой – минимальным; соответственно, левшам на этой стадии правой необходимо увеличивать, а левой уменьшать нажим; чередование нагрузки называют балансировкой.
- Одно из главных условий обработки – деталь должна сохранять плоскость.
- Для этого необходимо чередовать направления движения.
- Различают такие варианты опиливания:
- • поперечное продольная ось тисков должна составлять с напильником прямую линию – инструмент движется вперед-назад;
- • перекрестное напильник «работает» под углом 30-40 градусов;
- • продольное вперед-назад движется короткая часть напильника (работают, взявшись ладонью поперек напильника).
Варьируя нагрузку, нельзя снимать ее с детали совсем.
То есть, ладонью или большим пальцем корректируют нажим, не отрывая его (палец) от изделия.
Важно!
Напильник двигают (перемещают) при обратном ходе с минимальным усилием.
- В процессе работы необходимо регулярно проверять деталь.
- Для контроля используют угольник, штангенциркуль или поверочную линейку.
- Линейкой обработанную поверхность проверяют на просвет.
- Инструмент берут одной рукой за середину и прикладывают ребро перпендикулярно поверхности детали.
- Чтобы проконтролировать качество обработки изделия во всех направлениях, сперва линейку кладут в 2-3 местах по длинной стороне детали, после аналогично – по короткой и в конце по двум диагоналям.
- О качестве работы говорит равномерный небольшой просвет между элементами.
- Опиливая поверхность двух деталей, которые располагаются относительно друг друга под прямым углом, качество работы проверяют угольником.
- Штангенциркуль применяют для проверки толщины – как двух изделий, так и одной детали в разных местах.
Как работать напильником
- Существует много видов напильников.
- Выше описана общая технология работы.
- Но выбирают вариант, исходя из задачи.
- Так, напильниками:
- • квадратного сечения работают с прямоугольными изделиями;
- • прямоугольного сечения работают с различными поверхностями, в том числе и фасонными;
- • треугольного сечения распиливают отверстия аналогичной геометрии;
- • круглого сечения работают с округлыми отверстиями;
- • полукруглого сечения работают с вогнутыми деталями.
- По характеру опиливание бывает черновым и чистовым.
- Главный критерий, определяющий характер работы и тип обработки – частота насечек.
- По этому параметру напильники делятся на типы, представленные в таблице:
Тип напильников Частота насечек/см
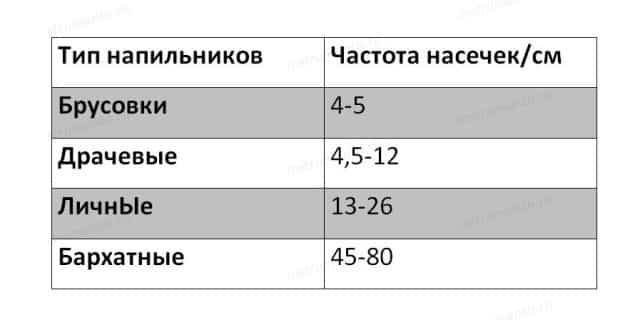
- Чем чаще насечка, тем более чистовую работу можно выполнить с помощью напильника.
- Напильниками обрабатывают не только металл, дерево или пластик.
- Например, продукция финской компании «Мирка» – мининапильник размером 20х42 мм – используется для удаления подтеков и грязи на поверхности, покрытой краской или лаком.
- На другом полюсе – рашпили с мощными и редкими заусенцами.
- Их используют для работы с деревом и резиной.
- Далее – о том, как работать напильником так, чтобы он был эффективным помощником, который, к тому же, прослужит дольше срока, заявленного производителем.
Правила работы с напильником
- Основные правила работы с напильником:
- • новым бруском нужно работать только с мягким металлом; у нового инструмента есть заусеницы, которые легко ломаются при контакте с твердым материалом; прежде чем обрабатывать сталь или чугун, инструмент следует «обкатать» на латуни, свинце или бронзе; то же правило касается и работы с материалами, на которых есть корка или окалина – последние снимают или старым напильником, или точилом; в противном случае изделие очень быстро затупится;
- • личнЫе варианты не используют для работы с оловом, свинцом и другими мягкими металлами; стружка подобных материалов быстро забивает насечку изделия и напильник начинает скользить;
- • и в рабочем процессе, и при хранении нельзя складывать бруски с насечками в кучу; инструмент нужно держать отдельно друг от друга;
- • напильники хранят в месте, защищенном от пыли и смазочных материалов – то и другое снижает режущую способность изделий; влажные условия, в свою очередь, приводят к коррозии;
- • перед тем, как работать с вяжущим и мягким металлом, инструмент рекомендуется натереть мелом; это хорошая защита насечек от стружки;
- • после работы бруски тщательно очищают от стружки, а после этого моют в керосине или бензине и кладут в сухое место.
Техника безопасности
- Соблюдение техники безопасности при работе с напильником не гарантирует полноценную защиту от несчастных случаев.
- Но следуя правилам, вы снижаете риски получить проблемы.
- Чтобы комфортно и безопасно работать бруском, необходимо прочно закрепить деталь в тисках.
- Не допускается работать инструментом с расколотой или треснутой рукоятью.
- Нельзя удалять стружку голыми руками или сдувая ее – для этого придумали щетки.
Частые ошибки
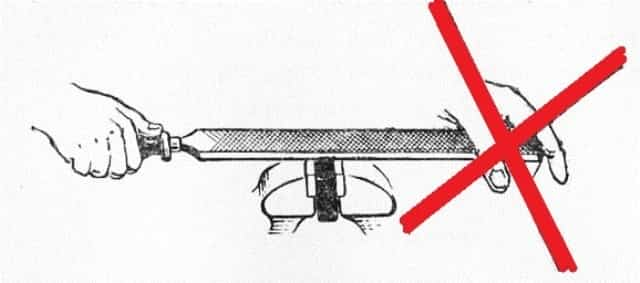
Запрещается обхватывать носок бруска рукой – пальцы должны быть поверх плоскости изделия.
- Исходя из рекомендаций по работе, можно понять, каких ошибок следует избегать. Не рекомендуется:
- • работать с изделием, предназначенным для иной задачи; например, нерационально, для черновой обработки использовать брусок с частой насечкой;
- • прикладывать усилия при обратном ходе инструмента;
- • пренебрегать правилами безопасной работы;
- • работать в одном направлении; избегая чередования вектора движения бруска, вы получаете неплоскостность поверхности обрабатываемой детали;
- • игнорировать эксплуатационные правила; это одна из самых распространенных ошибок, ведущая к снижению срока службы инструмента;
- • располагать корпус и ноги неправильно; некорректная позиция ведет к быстрому утомлению.
Что можно делать напильником
Обработка напильником многогранна.
С помощью правильно подобранного бруска выполняют различные типы работ.
Процесс опиливания
Это процесс описан выше.
Заключается он в обработке внешних поверхностей изделий из различных материалов.
При опиливании снимают слой материала, добиваясь поставленной задачи – снятия кромок, получения плоскости, среза заусениц и т. п.
Выбирают инструмент, руководствуясь формой опиливаемой поверхности.
Процесс пиления
- Пилением (или распиливанием) называют обработку отверстий.
- Сечение инструмента подбирают, учитывая форму обрабатываемого элемента.
Подготовка к пилению бруском заключается в:
- • разметке и накерновании;
- • сверлении по размеченным рискам и, если нужно, пробивке пройм.
- Характер процесса зависит от формы отверстия и сечения инструмента.
- Точность работы контролируют вкладышем.
- Последний должен входить в отверстие свободно, но плотно и без перекосов.
Процесс заточки
Заточка инструмента – еще один результат, которого можно достичь, работая напильником.
Используя специальные бруски, умельцы затачивают ножи, цепи бензопил, ножовки, коньки и т. д.
Далее – о том, как работать специнструментом в том или ином случае.
Как наточить нож напильником
- Для заточки ножей лучше использовать специализированные изделия.
- Но если под рукой только напильник, можно пустить в дело его – нож после использования бруска будет «работать» вполне сносно.
- Для работы подходят бруски с мелкой насечкой.
- В любом случае работать придется грубо – даже бархатные напильники далеки рельефом от мелкозернистых точильных брусков.
- Подобная заточка хороша тогда, когда режущая кромка ножа очень сильно затупилась – разница «до и после» будет хорошо заметна.
- Но если необходим более качественный результат, нужно использовать брусок совместно с мусатом – своеобразной разновидностью напильника.
- В этом случае бруском работают в черновом формате, а мусатом доводят кромку до ума.
- Что касается технологии заточки напильником, она аналогична процессу на точильном камне.
- Средний угол лезвия ножа относительно инструмента – 30 градусов.
Как заточить ножовку напильником
- Выбор напильника зависит от типа зубьев ножовки. Последние бывают трех типов:
- • для продольной распиловки; • для поперечной; • для универсальной.
- С продольными ножовками работают ромбовидным инструментом или надфилем.
- С поперечными работают трехгранными напильниками с мелкой насечкой.
- Для универсальных подходят ромбовидные «мелкозернистые» или грубый надфиль.
- Угол заточки – в пределах 30-60 градусов, зависит от материала зубьев.
- При работе нужно отталкиваться от параметров зубцов – угла, радиуса и высоты.
- Если высота в процессе эксплуатации пилы стала малой, ее предварительно увеличивают пропилами.
- Очень важно при заточке повторить оригинальный профиль.
- Для работы необходимо прочно закрепить ножовку в тисках.
- Некоторым удобней вертикальное расположение кромки, другие предпочитают вертикальную позицию.
- Важно работать по схеме двусторонней заточки – сперва проходят по одной стороне зубьев, затем по другой.
Как заточить напильник
- Как бы вы бережно ни обращались с напильниками, со временем они все равно тупятся, и работать с ними становится сложно или невозможно.
- Есть два основных варианта заточки – механический и химический.
- Механический способ требует низкооборотной бормашины и тонкого алмазного диска.
- Поскольку дискодержатели обычно очень плохо «работают» с фронтальным торцом, держатель поправляют на оборотах об абразив.
- Плюс, на зажимной винт желательно намотать несколько витков обычной нити.
- Диском работают так, чтобы его торец шел по фронтальной кромке ряда, а боковая передняя часть обрабатывала тыльную сторону предыдущего ряда.
- Чтобы заточить одну сторону, в среднем, нужно работать около 20-30 минут.
- Чтобы получить рашпиль, ряды стачивают через один.
- Надфили требуют более ювелирной работы, микроскопа и бора из китайского спеченного сапфира.
- Но и здесь нет ничего невозможного – просто работать придется дольше и аккуратней.
- Как заточить напильник химическим способом:
- • инструмент очищают, и обезжиривают;
- • ацетоном удаляют масляные загрязнения между насечками; при необходимости, спецсредством удаляют ржавчину;
- • затупившийся брусок помещают в раствор воды (86%), азотной кислоты (8%) и серной кислоты (6%).
- Эта смесь способна протравливать металл в глубину – зубья не страдают, а углубления между ними становятся еще глубже.
- Травят брусок таким образом максимум 10 минут.
После этого его промывают водой и тестируют. Если работать им все еще проблематично, процедуру повторяют.
6 советов покупателям электроинструментаОсновные приемы правильного использования инструментаСамоизоляция с комфортом: как каменная вата защищает от лишних звуков
Правила техники безопасности при опиливании металла
- ПЛАН УРОКА № 6
- Учебная практика
- Тема урока 1.7: Опиливание и торцевание металла
Цель урока: Дать понятие о процессе опиливания и торцевания металла. Научить приемам опиливания и торцевания металла с соблюдением правил техники безопасности и охраны труда.
- Учебно-материальное оснащение урока:
- 1) Напильник плоский №1
- 2) Напильник круглый №1
- 3) Напильник квадратный №2
- 4) Напильник трехгранный №2
- 5) Заготовки для опиливания, торцевани
- 6) Линейка металлическая
- 7) Чертилка
-
 Штангенциркуль
Штангенциркуль - Ход урока
- I Организационная часть – 5 минут
- 1) Проверка наличия учащихся.
- II Вводный инструктаж – 85 минут
- 1) Сообщить тему и цель урока.
- 2) Повторение пройденного материала: «Резка пластин и труб металла».
- 3) Изложение нового материала по теме: «Опиливание и торцевание металла».
Опиливанием называется — операция по обработке металлов и других материалов, снятие небольшого слоя металла и других материалов напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготавливает кромки деталей под сварку и выполняет другие работы.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами и т. д.
Торцеванием называется — зачистка базовых плоскостей под опорные части фланцев, шайб, гаек, упоров, а также снятие части материалов бобышек, втулок и штуцеров при подгонке размеров этих элементов по высоте. Для торцевания используются торцевые зенкеры (зенковки), имеющие направляющую часть, благодаря которой и обеспечивается перпендикулярность обработанной плоскости оси отверстия.
Напильник — представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки, имеющие в сечении форму клина. Изготавливают из углеродистой стали или легированной хромистой стали.
- Напильники подразделяются:
- · по числу насечек на 1 см длины делятся на шесть номеров: (0,1) — драчевые дляудаления большого слоя металла, (2,3) — личные для удаленного небольшого слоя (чистового опиливания), (4,5) — бархатные для окончательной отделки изделия.
- · по форме поперечного сечения: а — плоские; б — плоские остроносые; в — квадратные; г — трехгранные; д — круглые; е — полукруглые; ж — ромбические; з – ножовочные
- · напильники (по спец заказу).
- · по форме насечки делятся: с одинарной и двойной насечкой, а также точечной насечкой в шахматном порядке (рашпили)
- · по назначению:
- на группы общего назначения и специального.
Напильники спеп. назначения (надфили, рашпили машинные) — для обработки цветных металлов, легких сплавов и неметаллических материалов.
Надфили — небольшие напильники для ювелирных работ, зачистки и имеют такую же
форму, как напильник.
Подготовка поверхности к опиливанию щетками. Заготовку очищают металлическими щетками от грязи, масла, окалины, затем обрабатываемую заготовку зажимают в тисках, опиливаемой плоскостью горизонтально на 8-10 мм выше уровня губок.
Приемы опиливания такие же, как при резке металла ножовкой.
Регулируют нажимы на напильник, добиваясь получения ровной опиливаемой поверхностей без завалов: При обратном ходе (холостом) не следует отрывать напильник от поверхности детали, а должен лишь скользить.
Сначала опиливание выполняют слева направо под углом 30 — 40° к оси тисков, затем прямым штрихом, а заканчивают косым штрихом под тем же углом, но справа — налево.
Проверяют поверхность; поверочной (лекальной) линейкой, штангенциркулями,
угольниками, плитами на просвет на уровне глаз в нескольких местах. Сначала
опиливают одну широкую поверхность (она является базой), затем вторую параллельно первой и т.д).
Параллельностьсторон проверяют штангенциркулем, а — перпендикулярность к поверхности — угольником.
После базовой поверхности, опиливают вторую под углом 90°. При опиливании и распиливании криволинейных поверхностей, выбирают наиболее рациональный способ удаления лишнего металла (ножовкой, высверливанием и вырубкой) слишком большой припуск на опиливание ведет к большому расходу времени на выполнение задания, а малый слишком припуск ведет к браку деталей.
Опиливание вогнутых и выпуклых поверхностей. Сначала заготовку размечают по контуру детали. Большую часть металла можно удалить ножовкой или высверливанием, а затем опиливают напильником разным по форме. Проверяют на просвет по шаблону.
- Виды и причины брака при опиливании:
- — неровности поверхностей (горбы) и завалы краев заготовки — неумение пользоваться напильником;
- — вмятины или повреждение заготовок, сильный зажим в тисках;
- — неточность размеров опиленной заготовки в следствии неправильной разметки, снятие очень большого или малого слоя металла а также неправильности намерения или неточности измерительных инструментов;
- — задиры, царапины на поверхности детали, возникающие в результате небрежной работы и неправильно выбранного напильника.
4) Инструктаж по содержанию занятий, организации рабочего места и безопасности труда при опиливании металлов и др. материалов.
- Правила техники безопасности при опиливании металла.
- · перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям чертежа;
- · необходимо прочно закреплять заготовку в тисках;
- · при выполнении чистовых отделочных операций опиливания необходимо пользоваться накладными губками;
- · следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к обработке;
- · нельзя работать напильниками без ручек или с расколотыми ручками; ручки должны быть исправными и иметь полированную наружную поверхность и кольцо;
- · при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- · не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и поранить пальцы;
- · при чрезмерном продвижении напильника вперед ручка может задеть за края заготовки, а хвостовик – выйти из ручки, что может привести к травме руки;
- · образующуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой;
- · строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом во избежание ранения рук и засорения глаз;
- · не проверять качество зачистки заготовки, проводя пальцами по ее кромке;
- · при зачистке заготовки шлифовальной шкуркой надевать рукавицу на руку, которая держит заготовку;
- · работать следует в головных уборах во избежание попадания стружки в волосы;
- · во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
- 5) Проверка усвоения инструктажа по ТБ (отметка в журнале по ТБ).
- III Самостоятельная работа и текущий инструктаж – 170 минут
- 1) Проверка организации рабочего места.
2) Упражнения в держании напильника, постановке корпуса и ног при опиливании. Упражнения в движениях и балансировке напильником при опиливании плоских поверхностей.
3) Опиливание широких и узких плоских поверхностей с проверкой плоскости по проверочной линейке.
4) Опиливание открытых плоских поверхностей, сопряженных под углом 90 градусов, под острым и тупым углами. Проверка плоскости по линейке. Проверка углов угольником,.
5) Упражнения в измерении деталей измерительной линейкой и штангенциркулем с
точностью отсчета по нониусу 0.1мм.
- 6) Опиливание параллельных плоских поверхностей.
- 7) Опиливание цилиндрических стержней и фасок на них.
- Контроль за правильным выполнением операций по опиливанию металла согласно инструкционной карте.
- 9) Изготовление детали: « Винт натяга».
- Инструкционная карта прилагаются.
- 10) Контроль за соблюдением правил и приемов безопасной работы.
- 11) Прием выполненных работ.
- IV Заключительный инструктаж – 10 минут
- 1) Уборка рабочего места и сдача инструментов в наличии.
- 2) Указать на типичные ошибки и способы их устранения.
- 3) Замечания по правилам ТБ.
- 4) Объявить результаты по выполненным работам.
- Домашнее задание:
- Произвести опиливание металла и сфотографировать процесс и результат работы.
- I Организационная часть – 5 минут
- 2) Проверка наличия учащихся.
- II Вводный инструктаж – 85 минут
- 12) Сообщить тему и цель урока.
- 13) Повторение пройденного материала: «Резка металла».
- 14) Изложение нового материала по теме: «Опиливание металла».
Опиливанием называется — операция по обработке металлов и других материалов, снятие небольшого слоя металла и других материалов напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготавливает кромки деталей под сварку и выполняет другие работы.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами и т.д.
Напильник — представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки, имеющие в сечении форму клина. Изготавливают из углеродистой стали или легирован хромист стали.
- Напильники подразделяют по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
- Напильники по числу насечек на 1 см длины делятся на шесть номеров (0,1) — драчевые дляудаления большого слоя металла. (2,3) — личные для удаленного небольшого слоя (чистового опиливания),
- (4,5) — бархатные для окончательной отделки изделия.
- Напильники делятся по форме поперечного сечения:
- а — плоские; б — плоские остроносые; в — квадратные; г — трехгранные; д — круглые; е -полукруглые;
- ж — ромбические; з — ножовочные напильники — по спец заказу.
- По форме насечкиделятся:
- С одинарной и двойной насечкой, а также точечной насечкой в шахматном порядке (рашпили)
- Напильники по назначению подразделяются на группы общего назначения и специального.
Напильники спеп. назначения (надфили рашпили, машинные) — для обработки цветных металлов, легких сплавов и неметаллических материалов.
- Надфили — небольшие напильники для ювелирных работ, зачистки и имеют такую же
- форму, как напильник.
- Подготовка поверхности к опиливанию щетками
- Заготовку очищают металлическими щетками от грязи, масла, окалины, затем обрабатываемую заготовку зажимают в тисках, опиливаемой плоскостью горизонтально на 8-10 мм выше уровня губок.
Приемы опиливания такие же, как при резке металла ножовкой.
Регулируют нажимы на напильник, добиваясь получения ровной опиливаемой поверхностей без завалов: При обратном ходе (холостом) не следует отрывать напильник от поверхности детали, а должен лишь скользить.
Сначала опиливание выполняют слева направо под углом 30 — 40° к оси тисков, затем прямым штрихом, а заканчивают косым штрихом под тем же углом, но справа — налево.
Проверяют поверхность; поверочной (лекальной) линейкой, штангенциркулями,
угольниками, плитами на просвет на уровне глаз в нескольких местах. Сначала
опиливают одну широкую поверхность (она является базой), затем вторую параллельно первой и т.д).
Параллельностьсторон проверяют штангенциркулем, а — перпендикулярность к поверхности — угольником.
После базовой поверхности, опиливают вторую под углом 90°. При опиливании и распиливании криволинейных поверхностей, выбирают наиболее рациональный способ удаления лишнего металла (ножовкой, высверливанием и вырубкой) слишком большой припуск на опиливание ведет к большому расходу времени на выполнение задания, а малый слишком припуск ведет к браку деталей.
Опиливание вогнутых и выпуклых поверхностей. Сначала заготовку размечают по контуру детали. Большую часть металла можно удалить ножовкой или высверливанием, а затем опиливают напильником разным по форме. Проверяют на просвет по шаблону.





