- В чем сложность сварки чугуна и стали
- Какие технологии используются
- С плавящимися электродами
- холодная сварка
- при помощи аргонодуговой сварки
- как выбирать электроды для стали и чугуна
- Методы избежания основных ошибок
- Инструкция по сварке чугуна со сталью
- Метод холодной сварки
- Сварка при помощи плавящихся электродов
- Применение аргонодуговой технологии
- Сварка толстостенных элементов с легированными вставками
- Сравнение методов: какой лучше
- Как сварить чугун обычным электродом
- Особенности сварки чугуна.
- Возникающие затруднения
- Предварительная подготовка изделий
- Сварочные аппараты
- Технология сварки инвертором
- Как варить чугун электросваркой в домашних условиях холодным способом
- Многослойная сварка по технологии отжигающих валиков
- Метод сварки с применением шпилек
- Работа инвертором в импульсном режиме
- Подбор электродов
- Можно ли варить чугун простыми стальными электродами?
- Преимущества и недостатки ручной сварки чугуна
- Техника безопасности
- Как сварить чугун со сталью? Применяемые электроды
- Основные методики
- Выбор электродов
- Рабочая инструкция
- Аргонодуговая технология
- Подведем итоги
- Сварка чугуна со сталью: какими электродами и как варить
- Технология сварки чугуна со сталью
- Какими электродами варить сталь с чугуном
- Сварка чугуна со сталью
- Еще статьи про сварку:
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
 Сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная.
Сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная.
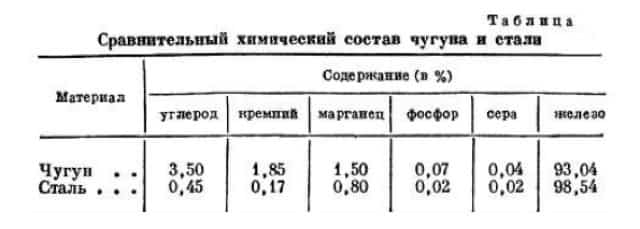
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
- сталь – до 2,14%;
- чугун – от 2,14%.
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне – чешуек.
- В ковком – дендритных образований, напоминающих снежинки.
- В сверхпрочном – шариков.
Каждая структура является разновидностью графита. При нагреве до +750°С и последующем резком охлаждении он превращается в цементит. Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
 Чугун представляет собой сплав железа с углеродом.
Чугун представляет собой сплав железа с углеродом.
Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения. Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
- Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее – высоколегированные.
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна – +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна – 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
 Чугун и сталь имеют разную температуру плавления.
Чугун и сталь имеют разную температуру плавления.
Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Рекомендуем к прочтению Как самостоятельно варить чугун полуавтоматом
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
такие расходники предназначены для ручной дуговой сварки. в процессе работы металл сердечника плавится и переносится в сварочную ванну.
с целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. при сгорании она продуцирует облако газов, окружающее сварочную ванну. для соединения чугуна и стали используют электрод с обмазкой основного типа. в отличие от других покрытий, содержащих органику, она не выделяет водород.
 плавящиеся электроды предназначены для ручной сварки.
плавящиеся электроды предназначены для ручной сварки.
холодная сварка
по способу предварительной подготовки деталей различают 3 вида сварки:
- с нагревом до +600…+700°с (горячая технология). небольшие заготовки помещают в печь целиком, у крупных кромку разогревают паяльной лампой. по достижении указанной температуры чугун излучает малиновое свечение.
- с нагревом до +200…+300°с (полугорячая).
- без предварительного нагрева (холодная).
первый метод позволяет получить самое надежное соединение. предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. они повышают прочность и пластичность шва.
холодная сварка наименее энергозатратна. но соединение получается малонадежным. данный метод допускается применять только в случае, если шов будет работать на сжатие.
при помощи аргонодуговой сварки
данный способ предполагает использование тугоплавких электродов.
 аргонодуговая сварка происходит в среде инертного газа.
аргонодуговая сварка происходит в среде инертного газа.
их делают из следующих материалов:
- вольфрама.
- прессованного графита искусственного происхождения.
- электротехнического угля.
неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. поэтому в рабочую зону подают:
- защитный газ. в большинстве случаев это аргон, иногда его смешивают с углекислотой.
- присадочный материал в виде проволоки или пластин. в первом варианте изделие может быть полым с содержанием внутри флюса.
сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- полуавтоматическим. сварщик одной рукой удерживает горелку, второй – подает присадочный материал.
- автоматическим. процесс сваривания обходится без участия человека.
сопло для подачи защитного газа встроено в горелку. в него устанавливают тугоплавкий расходник.
как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:
- ЦЧ-4. Имеет основное покрытие, прокалка ведется при температуре +160…+200°С в течение часа. Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч.
- ОЗЧ-2. Расходник с кислым покрытием, содержащим железный порошок. Благодаря этому обеспечивается высокая производительность: коэффициент наплавки составляет 13,5 г/А*ч. Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва – нижнее.
- МНЧ-2. Расходник с особым составом покрытия, разработанным специально для сварки чугуна. Коэффициент наплавки составляет 11,5 г/А*ч. Заготовки предварительно нагреваются до температуры в +600…+700°С.
- Ficast. Расходник зарубежного производства. Для сварки чугуна предлагается 3 варианта: NiFe (чисто никелевый), NiFe K (железно-никелевый) и NiFe B (с омеднением). Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.
- 5 Zeller-855 и Zeller-866. Железно-никелевые изделия с графитовым покрытием. Обеспечивается хорошая газовая защита сварочной ванны. По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.
Рекомендуем к прочтению Как сварить чугунные тиски своими руками Электроды ЦЧ-4 используются для сварки с нагревом.
Электроды ЦЧ-4 используются для сварки с нагревом.
Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т.е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
Наиболее надежными швы получаются при следующих условиях:
- использовании электродов малого диаметра;
- нанесения наплавки отрезками по 5 см, давая чугуну остыть.
 Режим и материалы подбирают по чугуну.
Режим и материалы подбирают по чугуну.
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.
 Метод холодной сварки имеет низкую надежность.
Метод холодной сварки имеет низкую надежность.
Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:
- Менее 55 вольт. Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.
- Более 55 В. Можно заваривать стык на переменном токе.
Рекомендуем к прочтению Как самостоятельно варить чугун полуавтоматом Сварка плавящимся электродом – процесс получения неразъемного соединения.
Сварка плавящимся электродом – процесс получения неразъемного соединения.
Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.
Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Данный метод предполагает предварительный нагрев заготовок до +600…+700°С. Автоматы выполняют сплошной шов, и при сварке по холодной технологии он разрушится при остывании из-за усадочных напряжений.
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки – сплав на основе никеля.
 Применение аргонодуговой технологии предполагает нагрев заготовок.
Применение аргонодуговой технологии предполагает нагрев заготовок.
Расход аргона устанавливается на уровне 20-25 л/мин.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.
Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сравнение методов: какой лучше
Наибольшие прочность и надежность обеспечивает сварка тугоплавким электродом (аргонодуговой метод) с предварительным нагревом заготовок. Она используется при ремонте ответственных конструкций.
Если доступен только аппарат для ручной дуговой сварки, используют плавящиеся стержни. Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
Как сварить чугун обычным электродом
Несмотря на специфичность процесса, сварка чугуна электродом в домашних условиях инвертором вполне реальна. Этим способом исправляют литейные дефекты, ремонтируют изношенные или разрушенные части машин, соединяют чугунные со стальными деталями.
Особенности сварки чугуна.
Данный материал представляет собой соединение железа(F), углерода (C) и примесей: кремния (Si), марганца (Mn), фосфора (P), серы (S) и др.
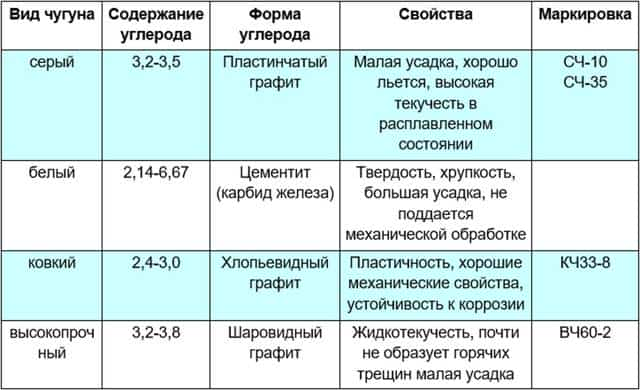
В обозначении маркировки: первые цифры – предел прочности при растяжении в кг/мм2, а вторые – при сером чугуне, предел прочности при изгибе, при ковком и высокопрочном, относительное удлинение в %.
Отжигом при высокой температуре – 1000º C, за счет графитизации, белый превращается в ковкий чугун.Для повышения износостойкости добавляется хром (Cr), никель (Ni), вольфрам (W) и др. Такой металл называется легированным.
Для легированных марок – буквы указывают легирующие элементы, а цифры, их среднее процентное содержание. Например: ЧН19Х3 – чугун, содержащий 19% никеля и 3% хрома. Если присутствует шаровая форма графита в конце маркировки ставится буква Ш.
Из-за повышенной хрупкости и твердости, процесс усложняется. Но сварка чугуна электродом в домашних мастерских возможна при определенных условиях. Соблюдая технологию и, обладая некоторыми навыками, можно добиться качественного результата, при этом структура шва будет сильно различаться от структуры основного материала.
Возникающие затруднения

Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Предварительная подготовка изделий
В домашних условиях сварку чугуна начинают с правильной подготовки узлов и деталей к сварочному процессу:
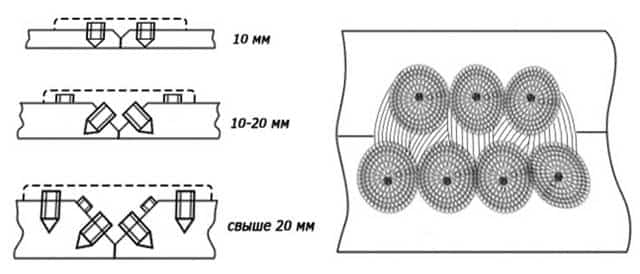
- зачистить и разделать свариваемые кромки;
- фрезеровать или высверлить дефектные участки по краям с вырубкой до чистого металла;
- очистить, обезжирить, высушить рабочие поверхности.
Для предотвращения перекалки материала свариваемые кромки зубилом или наждачным кругом разделывают под углом 45º. Это способствует равномерному нагреванию рабочей поверхности.
Обезжиривают бензином, ацетоном или другими органическими растворителями, а сильно загрязненные места обжигают пламенем горелки.Трещины необходимо обработать – на всю глубину трещины для достаточной проварки металла. Длина разделки должна быть на 5-6мм длиннее дефектного участка с обеих сторон. Концы трещин засверлить или их вырезать и закруглить.
Для тонкостенных деталей укладываются графитовые подкладки для предупреждения вытекания расплавленного металла. Это поддерживает нагретую зону и сохраняет форму детали.
Сварочные аппараты

Назначение прибора – путем понижения напряжения электрического тока сети, увеличение его силы до величины, необходимой для сварки. Процесс осуществляется с помощью сварочных аппаратов: трансформаторов, выпрямителей, инверторов.
В зависимости от процесса аппараты для сварки бывают:
- ручной дуговой MMA;
- полуавтоматической MIG-MAG;
- аргонодуговой TIG;
- точечной;
- плазменной;
- газовой.

Сварка чугуна обычным электродом лучше всего осуществляется инвертором, который имеет преимущество перед аппаратами другого типа:
- стабильность тока при колебаниях напряжения в сети;
- плавная регулировка режима работы,
- при продолжительной работе на максимальном режиме – автоматическое отключение;
- защита от перегрева, изменения сетевых параметров тока;
- микропроцессорное управление и программирование технологических процессов сварки;
- стабилизация и поддержание параметров дуги на одном уровне при внешнем воздействии;
- сварка покрытыми электродами любых марок на постоянном и переменном токе;
- качественное формирование шва;
- сварка металлов даже с ограниченной свариваемостью.
Бытовой инвертор – компактный и легкий прибор. Однако, он не приспособлен для продолжительной работы и имеет небольшую производительность.
Технология сварки инвертором
После подготовки изделия, как сварить чугун обычным электродом, чтобы шов получился без изъянов. Прежде всего, надо правильно выбрать тип электрода и технологию выполнения работ.
В основном сварку чугунов проводят тремя методами:
- горячий – перед сваркой детали нагревают до 600º-650º;
- полугорячий – нагрев до 300º-350º;
- холодный – без подогрева изделий.
Горячий способ – трудоемкий и сложный процесс. Применяется на производстве для работы с крупными и сложными заготовками.
Вначале вся поверхность детали хорошо прогревается во избежание перепада температур. На производстве чугунные изделия нагревают с помощью горна, индукционной печи или в яме, выложенной огнеупорным кирпичом.
Чугун начинает плавиться при температуре 750º, поэтому нагрев не должен превышать 600º-700º. Нагревание проводится со скоростью 150º в час. Чугун становится как пластилин и с ним легко работать.
После окончания сварки, заготовку необходимо медленно охладить. Для этого детали засыпают песком, укрывают асбестовым покрывалом или нагревают, постепенно понижая температуру.
При таком способе трещин и пор практически не образуется, швы получаются без дефектов.
Полугорячий метод аналогичен горячему, но предварительный нагрев понижает скорость остывания после сварки. Отбеливание металла в меньшей степени, а значит уменьшается риск возникновения трещин.
Как варить чугун электросваркой в домашних условиях холодным способом
Для небольших повреждений, мелких дефектов ненагруженных деталей, когда к качеству соединения не предъявляются особые требования, данная технология вполне подходящая.
При холодном способе нельзя повышать температуру в зоне сварки. Для этого шов накладывают небольшими частями длиной 30-50мм. с перерывами для охлаждения до 50º-60º. Таким образом, риск появления трещин минимальный.
Чтобы не допустить перегрева, процесс проводят при постоянном токе, а электрод подключают к плюсу инвертора (обратная полярность).С этой же целью при работе сварщик двигает электродом не по прямой, а зигзагами или по кругу.
Необходимо контролировать скорость движения электрода. При слишком большой скорости могут образовываться непровары. При недостаточной – возможен перегрев и прожог свариваемого металла, особенно тонкого.
Многослойная сварка по технологии отжигающих валиков
Данный способ применяют для заварки трещин в тонкостенных деталях – толщина до 8мм. Валики накладываются в определенной последовательности, при которой каждый последующий воздействует термически на предыдущий, уменьшая его твердость.
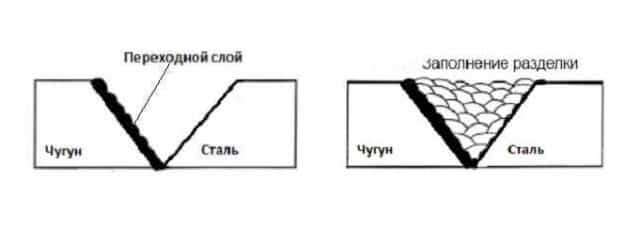
Вдоль трещины под углом 45º производят V-образную разделку кромок. Сначала на одну, затем на другую кромку вразброс наваривают подготовительные, а на них отжигающие валики участками длиной по 40-50мм.
При переходе к другому участку, дают охладиться зоне заварки до 50º-60º и проковывают легкими ударами молотка, сбивая окалину. Благодаря этому, подготовительные валики больше прогреваются и после медленнее остывают. В закаленной части шва происходит частичный отпуск и нормализация.
Когда валики наложены по обе стороны трещины, наваривают заключительный соединительный слой такими же отдельными участками. Края последнего слоя должны отстоять на 3-4мм от ближайших границ проплавления.
Метод сварки с применением шпилек
Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).
При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Работа инвертором в импульсном режиме
В домашних условиях сварка чугуна электродом с помощью инвертора импульсами используется для сварки тонких деталей, соединения между собой разнородных металлов.
Суть технологии в том, что на основной сварочный ток накладываются дополнительные импульсы тока большой силы в течение короткого промежутка времени. Соотношение длительности и величины импульсов и пауз между ними регулируется автоматически настройкой аппарата.
При этом:
- улучшается качество и прочность соединения;
- контроль дуги и управление процессом;
- снижается доля прожигания металла;
- повышается эффективность сварки;
- шов образуется ровными каплями расплава и будет выглядеть аккуратно.
Импульс обеспечивает расплав электродного металла и тепловую инерцию ванны. Во время паузы металл в сварочной ванне остужается и частично кристаллизуется. Чередование импульс/пауза облегчает работу сварщика, позволяя обойтись без сложных действий электродом.
Метод не рекомендуется применять для деталей, работающих при тряске, вибрации, ударах.
Подбор электродов

Из-за своего физико-химического состава, чугун имеет свои качества, которые учитываются при выборе электродов.
Электрод состоит из внутреннего стержня и внешней обмазки. Должна быть полная совместимость материалов, например, чугунный электрод не может варить медь. Покрытие при нагревании выделяет газ, который защищает от окисления жидкий металл в ванне.

Сила тока указана для заварки в нижнем положении. Для сварки, например вертикальных труб, этот показатель уменьшают на 15-25А.
Медно-никелевые электроды (медь 30%, никель 65%) применяются, когда соединению не требуется большой прочности. Плотность шва удовлетворительная, но хорошо обрабатывается резкой.
Можно ли варить чугун простыми стальными электродами?
Да, но шов получится невысокого качества, т.к. сталь плохо сцепляется с чугуном.
При заварке медными электродами сварной шов – плотный, но недостаточно прочный.
Когда к конструкции предъявляются повышенные требования, используют марки УОНИ 13/55, МР-3С и подобные, для углеродистых и низколегированных сталей. Бренд ESAB – ОК 61.30, ОК – 63.35 и российские аналоги ЦЛ-11, ОЗЛ-8 и др.используются для сварки нержавейки.
Хранить электроды в сухом месте. Если они отсырели, необходимо их просушить при 250º – можно в духовом шкафу.
Ассортимент расходников большой и, чтобы выбрать правильно, надо читать сведения, указанные на упаковке.
Преимущества и недостатки ручной сварки чугуна
Любой процесс имеет свои положительные и отрицательные стороны. Главное, чтобы в данной технологии преобладали преимущества.
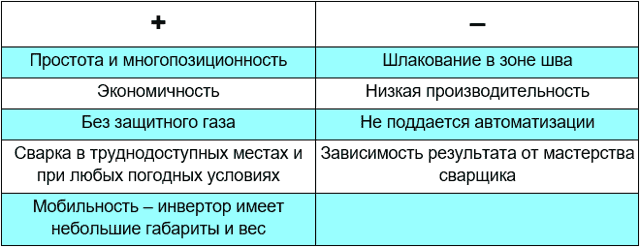
Как видно, плюсов больше, поэтому ручная сварка инвертором популярна среди домашних мастеров, в небольших мастерских самозанятых. Заглянув на сайт mrmetall.ru можно узнать еще больше подробностей о сварке чугуна.
Техника безопасности
Перед тем как варить чугун электросваркой в домашних условиях, необходимо принять меры по безопасности:
- около рабочего места обязательно – огнетушитель;
- инвентарь должен быть в исправности;
- руки защищаются перчатками для сварных работ (крагами);
- сварку проводить в маске или со щитком;
- работать в защитной спецодежде;
- обеспечить достаточную освещенность рабочего места и приток свежего воздуха;
- начинающему мастеру лучше пригласить помощника на случай непредвиденной ситуации.
Надо серьезно относиться к правилам безопасности труда, чтобы не навредить себе и окружающим.
Можно вполне успешно осуществить сварку в домашних условиях. Для этого надо выбрать подходящие электроды, правильно настроить инвертор, следовать технологии. Желательно потренироваться в наложении шва на каком-либо аналогичном материале, прежде чем начинать работу с деталью.
Как сварить чугун со сталью? Применяемые электроды
03.04.2019
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
- Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
- Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
- В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Видео по теме, аргонодуговая сварка чугуна:
https://www.youtube.com/watch?v=6BAu6lTSLLs
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Сварка чугуна со сталью: какими электродами и как варить
Сварка чугуна со сталью: какими электродами и как варитьСварка чугуна со сталью: какими электродами и как варить
Сварка разных металлов не редкость, особенно таких, как сталь с чугуном. Данные металлы очень близки по своему химическому составу, но варить их друг с другом, достаточно сложно, из-за сильной разницы процентного содержания углерода (в чугуне его больше).
Но это еще не значит, что нельзя варить чугун со сталью. Просто чтобы добиться качественного выполнения работ, придется соблюдать определенные технологии и использовать подходящее оборудование для этих целей.
Технология сварки чугуна со сталью
Существует несколько основных технологий, используя которые, можно добиться качественной сварки чугуна со сталью:
- Горячий и полугорячий метод — при горячем способе соединения чугуна со сталью, заготовки нагреваются до высоких температур (свыше 500 градусов), при полугорячем способе соединения, температуры нагрева несколько ниже.
- Холодный метод — без предварительного нагрева заготовок.
Основная сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная. У чугуна, в отличие от стали, верхний слой не такой плотный, поэтому его важно не только обезжирить перед сваркой, но и максимально хорошо счистить, до появления плотного слоя.
Какими электродами варить сталь с чугуном
Ранее на сайте про ММА сварку mmasvarka.ru уже рассказывалось про электроды по чугуну и как их сделать своими руками. Что же касается электродов для сварки чугуна со сталью, то наибольшую эффективность в этом деле показали следующие марки электродов:
Электроды ЦЧ-4 — используются для достижения отличного результата при сварке стали с чугуном, как по горячей, так и по холодной технологиям. Сварка электродами ЦЧ-4 ведётся на постоянном токе с обратной полярностью, и, как правило, только в нижнем положении.
Электроды ОЗЧ-2 — достаточно эффективно показывают себя при сварке тонких металлов.
Электроды МНЧ-2 — специализированная марка электродов, которые дают достойные результаты при сварке чугуна со сталью.
Импортные электроды для сварки стали с чугуном, также пользуются немалой популярностью, среди наших мастеров. В первую очередь, это электроды для чугуна Ficast NiFe, электроды Zeller 855 и 866.
Сварка чугуна со сталью
Рассмотрим непосредственно сам процесс сварки чугуна со сталью:
- В первую очередь нужно выставить правильные настройки сварочного аппарата. Варить чугун со сталью рекомендуется на постоянных токах с обратной полярностью, при напряжении холостого хода не более 54 Вольт. Сварку следует выполнять малыми участками с максимально допустимой длиной валика не более 30 мм. Для того чтобы приварить сталь к чугуну, сначала подготавливается и очищается чугунная заготовка, к которой, впоследствии, приваривается металл.
- Проковка сварочного шва, также является важной особенностью сварки металла с чугуном. Особенно в тех случаях, когда нужно получить толстый сварочный шов. Проковка швов осуществляется молотком «по горячему», когда шов был только-только наложен. При этом характерный звон будет означать успешную проколку сварочного шва.
- Охлаждение места наложения шва, является залогом отсутствия деформаций и разрушений металлов. Следует время от времени охлаждать зону оплавки металла при сварке чугуна со сталью.
Осуществить сварку стали и чугуна непросто, однако вполне возможно. Здесь очень важно использовать только подходящие расходные материалы для этих целей, и знать правильную технологию выполнения работ.
Еще статьи про сварку:
- Как сделать электроды по чугуну в домашних условиях
- Первая помощь при ожоге глаз сваркой
- Обзор сварочных инверторов до 250 А для ММА сварки





