- Конструкция и принцип работы
- Классификация
- С прямыми зубьями
- С винтовыми зубьями
- Торцовые
- Червячные
- Одно- и многозаходные
- Шлифовальные и нешлифовальные зубья
- Цельные и сборные фрезы
- Дисковые
- Двухсторонние
- Трехсторонние
- Пазовые
- Отрезные
- Концевые и угловые
- Монолитные
- С напаянными коронками
- Для предварительной обработки
- Для финишной обработки
- С хвостовиком цилиндрического типа
- С хвостовиком конического типа
- Фреза под Т-образные выемки
- Шпоночные
- Фасонные
- Острая заточка
- Затылованные фрезы
- Сборные фрезы
- Конические фрезы
- Сферические фрезы
- Нюансы выбора
- Как выбрать борфрезу по металлу?
- Материал и конструкция
- Разновидности
- Из углеродистой стали
- С алмазным напылением
- Абразивный инструмент
- С твердосплавной головкой
- Области применения
- Выбор инструмента
- Как правильно пользоваться?
- Правила выбора режима резания при фрезеровании фрезами — таблицы и советы
- Выбор инструмента
- Скорость резания
- Частота вращения фрезы
- Подача
- Полезные советы
- Вывод
- Особенности и сферы использования борфрезы по металлу
- Конструкция и предназначение
- Области применения борфрез
- Оснастка — Борфрезы
- Выбор и применение борфрез
- Назначение борфрез
- Виды борфрез
- Чтобы борфреза служила дольше
- Борфреза по металлу: разновидности и особенности применения
- Назначение и особенности инструмента
- Классификация борфрез
- Рекомендации по правильному применению
- Продукция — Техмашхолдинг — группа компаний, официальный сайт
- Читать далее:
Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы.
Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания.
На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ.
Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев.
Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им.
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.

Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.

Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.

Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Как работает 3d фрезерный станок с ЧПУ по дереву?
Одна из типичных представителей этого типа – так называемая «кукуруза», внешне очень напоминающая одноименный южный овощ.

Червячные
При использовании этого инструмента для нарезки зубчатых колес обработка осуществляется методом обката и точечного касания фрезеруемых плоскостей. Червячные фрезы делятся:
- на цельные и сборные;
- много- или однозаходные;
- с нешлифованными или специальными шлифованными зубьями.
Рассмотрим каждую из представленных разновидностей подробнее.
Одно- и многозаходные
По сравнению с образцами, посредством которых делается только один заход, многозаходные инструменты отличаются большей производительностью. С другой стороны при увеличении числа заходов снижается точность, что вынуждает применять эту разновидность лишь для черновой обработки.
Такие фрезы обеспечивают высокую точность шага нарезания, поскольку по одному и тому же месту делается несколько проходов.
Шлифовальные и нешлифовальные зубья
Изделия с высоким классом обработки (как одно-, так и многозаходные) применяются для шлифовки нарезаемых поверхностей. Все остальные виды инструмента, не обладающие нужной точностью, можно отнести ко второй разновидности.
Цельные и сборные фрезы
Первая из этих модификаций представлена в виде цельной заготовки из монолита инструментального материала. В то время как составная фрезерная оснастка делается из двух частей. Одна из них – режущая (из сверхпрочного материала), к которой приварен хвостовик, сделанный из конструкционной стали.

Дисковые
Данный вид инструмента используется с целью фрезерования небольших канавок и пазов. По своей конструкции фрезерная оснастка этого типа делится на пазовые образцы, а также на двусторонние и трехсторонние разновидности.
Двухсторонние
Особенностью двусторонней дисковой модификации является двойное размещение рядов зубьев. Помимо режущих элементов, располагающихся на торцевой части, она имеет резцы, размещенные непосредственно на поверхности.
Трехсторонние
У трехстороннего инструмента (в отличие от двухстороннего исполнения) режущие зубцы находятся сразу в трех местах. Они размещаются на каждом из торцов, а также на поверхности инструментального основания.
Пазовые
У этой разновидности инструмента зубья располагаются лишь на рабочей поверхности. Они в основном применяются при выборке не очень глубоких пазов. Одна из модификаций этого инструмента называется ласточкин хвост.
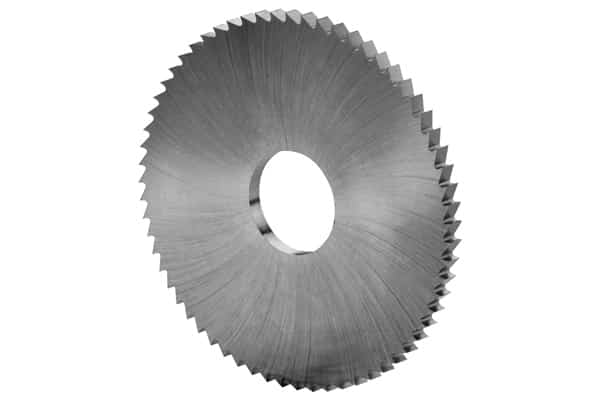
Отрезные
Данный тип фрезерных насадок выполняется в виде отрезного диска различного диаметра и толщины. Зубья дисков изготавливаются из твердосплавных материалов. Основная область их применения – работа в составе автоматов ЧПУ.
Концевые и угловые
Фрезы под названием «концевые» востребованы при необходимости фрезерования заготовок не только на станочном оборудовании, но и с применением ручного инструмента. Особенность концевых модификаций заключается в следующем:
- Они выполняются заодно с поводком в виде хвостовика выбранной формы.
- Для них не требуется дополнительная оснастка.
По своей конструкции они могут быть цельнометаллическими и с режущими вставками.
Отличительная черта угловых фрез состоит в том, что кромки резания на торце у них выполняются с наклоном. Они очень удобны для снятия прямоугольных фасок, а также для работы с наклонными поверхностями и угловыми пазами.

Монолитные
Цельнометаллические концевые фрезерные оснастки изготавливаются обычно из конструкционной стали. Они оснащены отводящими материал кольцевыми канавками, навитыми по спирали в ту или иную сторону.
С напаянными коронками
Фрезы с напаянными вставками подразделяются в свою очередь по типу наконечника из твердосплавных зубьев, который может иметь множество различных исполнений. Одно из самых распространенных – корончатый наконечник.
Для предварительной обработки
Отдельно выделяются концевые и угловые инструменты, востребованные при предварительном фрезеровании материала. Они, как правило, не отличаются точностью обработки, которая реализуется чистовыми фрезами.
Возможности, выбор и требования к станкам по металлу ЧПУ
Для финишной обработки
Для окончательной «зачистки» отдельной заготовки используется особый тип инструмента. Одна из известных разновидностей такой оснастки носит название «радиусные» фрезы.
С хвостовиком цилиндрического типа
Фрезерная оснастка этого типа востребована при обработке простых плоских поверхностей. Область ее применения крайне ограничена.
С хвостовиком конического типа
Указанная модификация более распространена в производстве, чем ее аналог с хвостовиком в форме цилиндра. Все его отличие от рассмотренного выше многообразия типов фрез состоит в форме рабочей части (хвостовика).

Фреза под Т-образные выемки
Инструмент для выемки материала указанной в названии формы – оптимальный вариант для обустройства специальных шлицев. Он присутствует в инструментальном комплекте большинства специалистов, которые на специальном жаргоне называют его фрезой грибкового типа.
Шпоночные
Данная разновидность оснастки по своему внешнему виду напоминает типовой стальной стержень с витковыми рабочими кромками на концевой части, которые делаются под небольшим углом к оси.
Также на ней расположены неглубокие выемки, обеспечивающие формирование режущих кромок и позволяющие отводить стружки при фрезеровании.
Его рабочая часть, углубляющаяся в обрабатываемый материал, может иметь различную длину.

Фасонные
Из названия этого инструмента следует, что он подойдет для обработки так называемых «фасонных» заготовок. Он также подходит для формирования фасочных кромок непропорциональных изделий, изготавливаемых методом протягивания.
Острая заточка
В соответствие с формой рабочей зоны фасонные фрезы бывают не только остроконечными, но и затылованными. Первые из них отличаются острой заточкой своих зубьев и легко поддаются корректировке.
Затылованные фрезы
В отличие от рассмотренных образцов такой инструмент востребован при обработке внутренних (скрытых) кромок. Его особенность – в том, что он с трудом поддается заточке и коррекции.

Сборные фрезы
Данный вид фрезерной оснастки состоит из частей, объединенных в единый инструментальный комплект. При необходимости ее рабочая часть заменяется новой вставкой или режущим наконечником.
Конические фрезы
Инструмент этого типа (его еще называют конусным) характеризуется наличием рабочей головки конической формы. Он встречается в исполнениях, отличающихся формой насадки. Многим специалистам хорошо знакома разновидность, известная под названием пальчиковая.
Сферические фрезы
Это тип фрез выполняется из монолита твердосплавного материала круглой формы. Их основное назначение – однопроходная обработка.
Высокого качества фрезерования в этом случае удается достичь за счет специально обустроенных режущих кромок, находящихся на рабочей части и по бокам.
Применение такой конструкции обеспечивает получение контурных выемок особой формы, достаточно глубоких пазов, а также фигурных уступов.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента.
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
Источник: https://VseOChpu.ru/freza-po-metallu/
Как выбрать борфрезу по металлу?
При обработке металлических заготовок в мастерских, гаражах и автосервисах часто используется электродрель с оснасткой. Если нужно снять слой металла, обработать неровности или увеличить отверстие используется борфреза по металлу. Она считается незаменимой при работе с металлическими изделиями. Перед покупкой фрез важно понимать из чего они могут изготавливаться, как ими пользоваться.

Материал и конструкция
Борфреза (её ещё называют шарошка) — это один из видов оснастки для электроинструментов, промышленного оборудования, станков. До изобретения этих приспособлений человек счищал слой металла напильником. На это уходило много времени, сил.
Появление фрез повысило производительность труда. С помощью них можно проводить обработку различных металлических заготовок. Шарошка состоит из двух частей:
- Концевик — закрепляется в патроне шуруповерта, дрели, перфоратора, бормашинки.
- Режущая часть — рабочая головка фрезы, с помощью которой происходит обработка металла. Борфрезы, которые можно найти в строительных магазинах, соответствуют параметрам, указанным в ГОСТе.
Разделяются шаровки по виду материала, из которого изготавливается рабочая головка, конструкции, визуальной форме режущей части. Материалы, которые используются из при изготовлении борфрезы:
- углеродистая сталь;
- абразив;
- алмазное напыление;
- твердые сплавы металлов.
По конструкции борфрезы могут быть одноконусными, двухконусными. Форма у фрез разная:
- круглая;
- овальная;
- коническая;
- цилиндрическая;
- полуовальная.
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.
 Разновидностиборфрез по металлу
Разновидностиборфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
Недостатки:
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.

С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Области применения
Шарошки, изготавливаемые из твердых сплавов, используются в различных направлениях промышленности:
- изготовление кораблей, машин, самолётов;
- полиграфия;
- обработка высокопрочных сплавов;
- изготовление ювелирных изделий;
- электроника.
С помощью борфрез можно растачивать отверстия, создавать надписи на металлических поверхностях, изготавливать пазы, шлифовать детали там, куда невозможно залезть болгаркой или шлифмашинкой. Оснастка по металлу для дрели используется при починке различных металлоконструкций.
Выбор инструмента
При выборе оснастки для ручного или электроинструмента нужно учитывать ряд особенностей:
- Тип выполняемых операций — шлифовка, фрезеровка, расточка, выборка пазов.
- Вид обрабатываемого материала. Для работы с керамикой или стеклом лучше использовать фрезы с алмазным напылением.
- Габариты и форму обрабатываемой заготовки.
При выборе шарошки для дрели многие новички не учитывают скорость работы и мощность инструмента. От этих показателей зависеть форма и размер борфрезы.
Как правильно пользоваться?
После покупки шарошки по металлу нельзя бездумно браться за работу. Нужно учитывать ряд правил, которые помогут продлить долговечность оснастки, сохранить целостность обрабатываемой детали:
- Перед тем как запускать дрель или двигатель оборудования нужно закрепить заготовку, продумать план работ, чтобы не останавливаться во время обработки.
- Выбирать электроинструмент с большим запасом мощности.
- При запущенном двигателе нельзя притрагиваться к рабочей поверхности хвостовиком. Это может спровоцировать поломку оснастки.
- Категорически запрещается давить на инструмент сверху. Борфреза сломается от повышения нагрузки.
- Чтобы увеличить долговечность фрезы, нужно использовать специальные смазки. Они улучшают скольжение, охлаждают рабочую зону.
- Перед началом работы необходимо проверять целостность хвостовика и рабочей головки. При наличии сколов, трещин, неровностей на режущей части её необходимо заменить.
Автослесари, кузнецы, жестянщики рекомендуют работать на максимальных оборотах дрели. Это позволяет улучшить параметры рабочего процесса, добиться лучшего результата. Высокие обороты позволяют снизить риск заклинивания фрезы в заготовке.
Твердосплавные борфрезы по металлу Garwin Борфрезы по металлу — незаменимая оснастка, которая используется как в быту, так и на производстве. Бывают разные виды фрез. При работе с ними важно учитывать ряд правил, уметь выбирать оснастку в строительном магазине. Как выбрать борфрезу по металлу? Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/frezerovka/borfreza-po-metallu
Правила выбора режима резания при фрезеровании фрезами — таблицы и советы
На предприятиях, в составе которых есть подразделения, занимающиеся поверхностной обработкой заготовок, на основе нормативных документов составляются специальные карты, которыми руководствуется оператор при изготовлении той или иной детали. Хотя в некоторых случаях (к примеру, новое оборудование, инструмент) нюансы технологических операций фрезеровщику приходится определять самостоятельно. Если маломощный станок эксплуатируется в домашних условиях, тем более, никаких официальных подсказок под рукой, как правило, нет.
Эта статья поможет не только понять, на основе чего производится расчет режима резания при фрезеровании и выбор соответствующего инструмента, но и дает практические рекомендации, которые достаточны для обработки деталей на бытовом уровне.
 Особенность фрезерования в том, что режущие кромки вступают в прямой контакт с материалом лишь периодически. Как следствие – вибрации, ударные нагрузки и повышенный износ фрез. Наиболее эффективным режимом считается такой, при котором оптимально сочетаются следующие параметры – глубина, подача и скорость резания без ухудшения точности и качества обработки. Именно это позволяет существенно снизить стоимость технологической операции и повысить производительность.
Особенность фрезерования в том, что режущие кромки вступают в прямой контакт с материалом лишь периодически. Как следствие – вибрации, ударные нагрузки и повышенный износ фрез. Наиболее эффективным режимом считается такой, при котором оптимально сочетаются следующие параметры – глубина, подача и скорость резания без ухудшения точности и качества обработки. Именно это позволяет существенно снизить стоимость технологической операции и повысить производительность.
Предусмотреть буквально все нюансы фрезерования невозможно.
Заготовки, подлежащие обработке, отличаются структурой, габаритами и формой; режущие инструменты – своей геометрией, конструктивным исполнением, наличием/отсутствием защитного слоя и тому подобное.
Все, что изложено по режимам резания далее, следует рассматривать всего лишь как некий ориентир. Для уточнения конкретных параметров фрезерования следует пользоваться специальными таблицами и справочными данными.
Выбор инструмента
Главным образом это относится к его диаметру. В чем особенность подбора фрезы (все виды описаны здесь) по этому параметру?
- Повышение диаметра автоматически приводит к увеличению стоимости инструмента.
- Взаимозависимость двух показателей – если подача возрастает, то скорость резания падает, так как она ограничивается структурой обрабатываемой детали (см. ниже).
Оптимальным считается такой диаметр фрезы, при котором его величина соответствует (или немного больше) требуемой глубине резания. В некоторых случаях за 1 проход можно выбрать стружку и более толстую, но это относится лишь к материалам, характеризующимся невысокой плотностью. Например, пенопласт или некоторые породы древесины.
Скорость резания
В зависимости от материала образца можно ориентироваться на следующие показатели (м/мин):
- древесина, термопласты – 300 – 500;
- ПВХ – 100 – 250;
- нержавейка – 45 – 95;
- бронза – 90 – 150;
- латунь – 130 – 320;
- бакелит – 40 – 110;
- алюминий и его сплавы – 200 – 420.

Частота вращения фрезы
Простейшая формула выглядит так:
n (число оборотов) = 1000 Vc (желаемая скорость реза) / π D (диаметр фрезы).
Гонять шпиндель на максимальных оборотах с точки зрения безопасности не следует. Значит, только за счет этого скорость резания уменьшится примерно на 10 – 15%. Частично компенсировать эту «потерю» можно установкой фрезы большего диаметра. Этим скорость несколько повышается.
Если подходящей под рукой нет, придется решать – тратить деньги на новый инструмент или довольствоваться теми возможностями, которые имеются у фрезерного станка. Опять-таки, все это проверяется лишь практикой работы на конкретном оборудовании, но общий смысл рекомендации понятен.

Подача
На этот параметре фрезерования следует обратить пристальное внимание!
Долговечность фрезы и качество обработки заготовки зависят от того, какой толщины слой снимается за одну проходку, то есть при каждом обороте шпинделя. В этом случае говорят о подаче на 1 (2,3) зуба, в зависимости от разновидности инструмента (фреза одно- , двух- или трехзаходная).
Рекомендуемые значения подачи «на зуб» указываются производителем инструмента. Фрезеровщик по этому пункту режима резания сталкивается с трудностями, если работает с фрезами «made in China» или какого-то сомнительного (неизвестного) происхождения.
В большинстве случаев можно ориентироваться на диапазон подачи (мм) 0,1 – 0,25. Такой режим подходит практически для всех распространенных материалов, подвергающихся обработке фрезерованием. В процессе реза станет понятно, достаточно или несколько «прибавить» (но не раньше, чем после 1-го захода).
А вот менее 0,1 пробовать не стоит, разве только при выполнении ювелирной работы с помощью микрофрез.
Начинать фрезерование следует с минимальной подачи – 0,1. В процессе станет понятно, насколько податлив обрабатываемый материал перед конкретной фрезой. Это исключит вероятность слома режущей кромки (зуба) и позволит поставить возможностям станка и инструмента точный «диагноз», особенно если это «чужое» оборудование.
Полезные советы
- Превышение значения оптимальной подачи чревато повышением температуры в рабочей области, образованием толстой стружки и быстрой поломкой фрезы. Для инструмента диаметром свыше 3 мм начинать следует с 0,15, не более
- Если скорость фрезерования детали повысить за счет оптимального использования возможностей оборудования не получается, можно попробовать установить фрезу двухзаходную.
- При выборе инструмента нужно учитывать, что увеличение длины режущей части приводит к снижению подачи и увеличению вибраций.
- Не следует стремиться повысить скорость обработки за счет замены фрезы на аналогичную, но с большим количеством зубьев. Стружка от такого инструмента отводится хуже, поэтому часто приводит к тому, что качество фрезерования резко снижается. В некоторых случаях, при полной забивке канавок, фреза начинает работать «вхолостую». Толку от такой замены никакого.
Вывод
Качественного фрезерования можно добиться только опытным путем. Конкретные станок + инструмент + практический опыт, навыки. Поэтому не стоит слепо доверять даже табличным данным.
Например, в них не учитывается степень износа фрезы, с которой предстоит работать. Не нужно бояться экспериментировать, но начинать всегда следует с минимального значения параметров.
Когда мастер «почувствует» и станок, и фрезу, и обрабатываемый материал, он сам определит, в каком режиме стоит работать.
Источник: https://ismith.ru/metalworking/rezhimy-rezaniya-pri-frezerovanii/
Особенности и сферы использования борфрезы по металлу

При работе с изделиями из тонколистового металла зачастую требуется проделывать отверстия в материале. Для выполнения этой операции используются как стационарные профессиональные станки, так и обычный шуруповерт или дрель. Борфреза — это универсальный инструмент, которым можно работать и в том, и в другом случае. Кроме непосредственно выполнения отверстий она используется для зачистки металлических поверхностей, шлифовки и гравировки. Таким образом, область применения борфрезы (по-другому ее называют шарошкой или шарошечным долотом) довольно широка. Однако, для качественного выполнения работы мастер должен разбираться в особенностях этого инструмента.
Конструкция и предназначение

- хвостовика (он закрепляется в патроне дрели или станка);
- непосредственно фрезы, которая и выполняет рабочую операцию.
В зависимости от типа металла и вида выполняемой операции может потребоваться скорость вращения борфрезы до 60 тысяч оборотов в минуту. Поэтому при выборе инструмента и оборудования необходимо учитывать, какие задачи планируется выполнять с их помощью.
Основные критерии, которые следует учесть при покупке шарошного долота:
- вид работ (сверление, гравировка, зачистка, шлифовка);
- свойства и характеристики обрабатываемого металла;
- размеры изделий, которые предстоит обрабатывать.
Области применения борфрез
 Шарошки по металлу востребованы во многих областях. Этот инструмент незаменим в автомобилестроении, машиностроении, строительных и отделочных работах, электронной промышленности.
Шарошки по металлу востребованы во многих областях. Этот инструмент незаменим в автомобилестроении, машиностроении, строительных и отделочных работах, электронной промышленности.
Между тем, борфреза пользуется популярностью не только у профессионалов, но и у любителей. Универсальность и эффективность инструмента позволяет проводить сложные работы в условиях частной небольшой мастерской — зачищать сварные швы и кромки металлических деталей, выполнять отверстия или пазы при помощи обычной дрели или даже аккумуляторного шуруповерта, шлифовать изделия до блеска и многое другое.
Борфреза — идеальный вариант как для промышленного предприятия, так и для личного пользования. При помощи этого инструмента можно выполнять такие работы, с которыми порой не справится габаритное профессиональное оборудование.
Источник: http://s-p-teh.ru/osobennosti-i-sferyi-ispolzovaniya-borfrezyi-po-metallu.html
Оснастка — Борфрезы
|
Источник: https://dvsinprof.ru/osnastka/stanley/borfrezy/841?checkall
Выбор и применение борфрез
Просмотров: 6624
Сегодня на рынке существует огромное предложение металлорежущего инструмента для ручных прямошлифовальных машин. Есть борфрезы самых различных модификаций. Наш интернет-магазин инструментов поможет вам сориентироваться в этом большом количестве предложений.
Назначение борфрез
Борфрезы предназначены для использования в машинах с электрическим приводом и в машинах с пневматическим приводом при скорости до 50000 оборотов в минуту.
Эти борфрезы представляют собой металлический штифт-хвостовик, к которому крепится твердосплавная головка. Конфигурация головки твердосплавного бора (борфрезы) может быть различной.
Она зависит от того, для чего именно будет применяться данная борфреза.
Дело в том, что при выборе борфрезы в интернет-магазине инструментов очень важно учесть, какие функции она будет выполнять. С помощью борфрезы можно зачищать сварные швы, обрабатывать пресс-формы, матрицы.
Твердосплавные боры применяются в ювелирной промышленности, стоматологии и даже в маникюрном деле. Они обрабатывают обычную и нержавеющую сталь, титан, чугун, алюминий, инконель, графит, латунь, стекло и пластик.
С помощью борфрез удается работать быстро и точно даже в самых труднодоступных местах.
На прямошлифовальной машине с установленной борфрезой удастся обработать металл там, куда не в состоянии подлезть мастер, вооруженный другим инструментом.
Именно поэтому, чтобы обработка любого материала была максимально легкой и качественной, выбирая борфрезу необходимо руководствоваться следующими критериями.
Виды борфрез
Борфреза с обычной заточкой установленной на ней головки работает с максимальным использованием профиля зуба. Такойметаллорежущий инструмент при обработке поверхностей производит очень длинную стружку.
Для обработки цветных металлов следует выбирать твердосплавный бор с головкой для цветных металлов. Такая борфреза позволит по-максимуму снимать материал и при этом избежать налипания.
Борфреза с головкой укрупненной заточки предназначена для работы с мягкими металлами. Она обладает увеличенным профилем зуба и позволяет очень быстро снимать материал.
Борфреза с головкой, в которой есть укрупненный зуб, хороша для работы с неупрочненной сталью и сплавами. Она дает оптимально высокую производительность.
Твердосплавный бор с головкой алмазной заточки предназначен для обработки закаленных материалов. Также такая борфреза применяется в работе с различными высокопрочными сплавами. Она обладает прекрасной устойчивостью. После обработки такой борфрезой поверхность материала становится особенно гладкой и чистой. Стружка при обработке получается подобной порошку.
Борфреза с головкой улучшенной заточки полезна при работе с такими закаленными материалами, в обработке которых важна максимальная чистота обрабатываемой поверхности. Стружка в процессе обработки получается длинная.
Твердосплавный бор с головкой двойной заточки – это очень эффективная борфреза. Легко и точно снимает материал, поверхность которого после обработки становится чистой и гладкой. Дает мелкую стружку при обработке.
Борфреза с головкой конфигурации типа «стружколом» позволяет обрабатывать материалы без налипания, производя максимальное снятие.
Чтобы борфреза служила дольше
На качественные борфрезы, как правило, наносится особое многослойное покрытие. Оно повышает износоустойчивость борфрезы, продлевает срок службы инструмента на 50-70%. Особенно необходимо такое покрытие при работе с закаленной или нержавеющей сталью, металлокерамикой и другими труднообрабатываемыми материалами.
Увеличить срок эксплуатации борфрезы помогает правильное с ней обращение. При работе с любым твердосплавным бором нужно соблюдать ряд несложных правил. Во-первых, ни в коем случае нельзя слишком сильно давить на борфрезу. От этого скорость ее работы падает, инструмент перегревается. В итоге происходит преждевременный износ рабочей части борфрезы.
Кроме того, нужно всегда обеспечивать максимальный контакт рабочей части борфрезы с обрабатываемым материалом. В результате его обработка пройдет легче. Нельзя допускать прикосновения к обрабатываемой поверхности хвостовика борфрезы. Иначе инстумент может перегреться, а припой – ослабнуть или разрушиться.
Если борфреза не новая, а довольно изношенная, при обработке материалов оператор непроизвольно сильно давит на инструмент. От этого последний перегревается и повреждается.
В самом плохом случае это может привести к порче самой прямошлифовальнной машины. Поэтому лучше вовремя заменить борфрезу с большим процентом износа на новую.
Кроме того, можно воспользоваться повторно заточенным инструментом.
Чтобы головка борфрезы лучше сколзила по поверхности обрабатываемого материала, чтобы не возникало перегрузок, надо при работе применять специальную смазку. Во время обработки следует регулярно опускать в нее рабочую часть инструмента. Обычно в качестве смазки используется жидкий воск или синтетическая смазка.
Кроме того, важно помнить, что правильные параметры обработки материалов – залог долговечности борфрезы. Очень важно при обработке поверхностей соблюдать высокие скорости работы инструмента. Это позволит избежать лишних неровностей и заусениц на изделии, оптимально обработать его углы и пазы.
Кроме того, нужная скорость служит гарантией от заклинивания твердосплавного бора. Из-за того, что борфрезу заклинивает, ломается ее стержень. Окружная скорость различных борфрез находится в диапазоне 450-950 метров в минуту.
Поэтому лучше, если прямошлифовальная машина способна работать с борфрезами различных размеров и скоростей.
Источник: http://www.prof.ru/articles/vybor-i-primenenie-borfrez
Борфреза по металлу: разновидности и особенности применения
Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла.
Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров.
Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.
Борфрезы для обработки металлов
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался.
Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась.
Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Следует иметь в виду, что именно правильный выбор инструмента (наряду с его качественными характеристиками) оказывает основное влияние на результаты выполняемой обработки.
Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.
Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью.
Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.
Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач.
Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие категории:
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.
Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования.
При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой.
Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).
Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Рекомендации по правильному применению
Чтобы продлить срок службы борфрез по металлу, а также чтобы не нанести вреда оборудованию, следует придерживаться ряда несложных рекомендаций.
- Рабочую часть шарошки необходимо поддерживать в полном контакте с подвергаемым обработке металлом: это позволит повысить эффективность ее использования.
- Необходимо следить за тем, чтобы хвостовик не соприкасался с обрабатываемым изделием, что может привести к поломке борфрезы.
- На инструмент в процессе обработки нельзя оказывать сильного механического давления: это не только снизит ее эффективность, но и увеличит нагрузку на используемое оборудование, что может стать причиной его перегрева и быстрого выхода из строя.
- Чтобы избежать таких проблем, как образование неровностей и заусенцев на обрабатываемом изделии, а также заклинивание шарошки в металле, надо задать высокую скорость вращения инструмента. Работа борфрезой, вращающейся с высокой скоростью, кроме того, позволяет более тщательно выполнить обработку пазов и углов.
- Чтобы предотвратить интенсивный износ инструмента, на его рабочую головку в процессе обработки необходимо периодически наносить специальную смазку, которая уменьшит нагрузку на шарошку и улучшит ее скольжение по обрабатываемой поверхности. Замедлить износ режущей части позволяет также суспензия, состоящая из воска или синтетического машинного масла, в которую борфрезу периодически окунают в ходе обработки.
- Не следует выполнять обработку сильно изношенной борфрезой. Применение такого инструмента требует приложения значительных физических усилий, а также может стать причиной выхода из строя используемого оборудования и окончательной поломки самого инструмента.
Рекомендованные рабочие скорости
При обработке с помощью борфрезы по металлу следует соблюдать меры безопасности, так как такой процесс связан с образованием большого количества мелкой стружки и металлической пыли.
Кроме того, если вы используете некачественный инструмент, вы должны осознавать риск его поломки и вылета рабочей головки из зоны обработки, что может стать причиной серьезных травм.
Таким образом, готовясь к работе с борфрезой по металлу, необходимо надежно защитить руки, органы зрения и дыхания.
Источник: http://met-all.org/oborudovanie/prochee/borfrezy-po-metallu-konicheskaya-tverdosplavnaya.html
Продукция — Техмашхолдинг — группа компаний, официальный сайт
-
Материалы, применяемые для изготовления фрез Категория: Фрезерные работы Материалы, применяемые для изготовления фрез Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовле- ния режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минерало-керамику, сверхтвердые материалы, синтетические и естественные алмазы. Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин. Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, 9ХС и ХВГ. Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300—350 °С, скорость резания 20— 25 м/мин).
Быстрорежущая инструментальная стальв отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большой теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550—600 °С) В СССР установлены единые условные обозначения (из букв и цифр) химического состава стали. Первые две цифры показывают среднее содержание углерода, буквами обозначают легированные элементы (В — вольфрам, Ф — ванадий, К — кобальт, М — молибден и т. д.), а цифрами справа от буквы — их среднее содержание (в процентах). Буквой Р обозначают быстрорежущую сталь. В настоящее время наибольшее применение для изготовления всех видов цежущего инстру-. мента при обработке обычных конструкционных материалов применяются следующие марки стали: Р6М5, Р6МЗ и Р12. В последнее время УкрНИИспецсталь разработал новую марку быстрорежущей стали 11АРЗМЗФ2 с пониженным содержанием вольфрама (1,1% углерода, азот, ванадий, молибден).
Для обработки высокопрочных нержавею-щих сталей и сплавов в условиях повышенного j разогрева режущих кромок, а также для обработки сталей и сплавов повышенной твердости и вязкости при работе с ударами применяют I следующие марки стали: Р18КФ2, Р10К5ФЗ, Р9К5, Р6М5К5, Р12Ф2К8МЗ, Р9М4К8 и др. Эти марки часто применяются также для изготовления зуборезного инструмента. Твердые сплавы допускают работу со скоростями резания, превышающими в 5— 10 раз скорости обработки быстрорежущими I инструментальными сталями, и не теряют режущих свойств при температуре до 80 °С и выше. Металлокерамические твердые сплавы I состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВКЗМ, ВК6, ВК6М, ВК5Н, ВК10, ВК10М, ВК15М, ВК8, ВК6-ОМ, ВК8-ОМ, ВКЮ-ОМ, ВК15-ОМ и др.) и титаново-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, Т30К4, Т60К6 и др.). Цифры после букв указывают процентное содержание в сплаве кобальта и титана.
Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама. Выпускают трехкарбидные твердые сплавы, состоящие из кобальта (связки) и карбидов вольфрама, титана, тантала. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу в 1,5—2 раза большими подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров. Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. Сплав ТТ20К9 специально предназначен для фрезерования стали (например, для фрезерования глубоких пазов). Он отличается повышенным сопротивлением тепловым и механическим циклическим нагрузкам. Наиболее прочными сплавами при черновой обработке стали являются сплавы марок ТТ7К12 и Т5К12Б.
С уменьшением размеров зерен карбидов вольфрама износостойкость и твердость сплава увеличиваются. Эту закономерность используют при создании сплавов различного назначения с требуемыми свойствами. Первыми мелкозернистыми сплавами были сплавы марок ВКЗМ и ВК6М. В последнее время разработаны твердые сплавы с особо мелкозернистой (ОМ) структурой — ВК6-ОМ, ВКЮ-ОМ и ВК15-ОМ. Стойкость твердосплавного инструмента повышается при нанесении на его поверхность изностойких слоев (5—15 мкм) карбидов (титана, ниобия), боридов, нитридов и др. Минерал о керамическ ие спла-в ы приготовляют на основе окиси алюминия А/203 (корунда) путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. В настоящее время промышленное применение имеют две марки минеральной керамики: ЦМ-332 и ВЗ. Минеральная керамика марки ВЗ обладает большей (в 1,5—2 раза) прочностью по сравнению с керамикой марки ЦМ-332. В состав керамики марки ВЗ помимо окиси алюминия входят сложные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минералокерамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками) с неперетачиваемыми пластинками. Сверхтвердые материалы (СТМ) являются поликристаллическим образованием на основе кубического нитрида бора. В эту группу входят композит 01 (эльбор-Р), композит 05 и композит 10 (гексанит-Р), ПТНБ (поликристалл твердого нитрида бора), «зубр», «бел-бор» и др. Сверхтвердые материалы значительно превосходят минеральную керамику и твердые сплавы по термоусталостной прочности. Эль-бор-Р, гексанит-Р, ПТНБ и др. применяют для оснащения резцов, фрез, а также при изготовлении абразивного инструмента для заточки металлического (лезвийного) инструмента. Сверхтвердые материалы для металлического инструмента выпускаются в виде цилиндрических вставок диаметром от 4 до 8 мм и длиной от 4 до 8 мм. Сверхтвердые материалы на основе нитрида бора химически инертны к черным металлам, а материалы на основе углерода (алмазы) к ним химически активны. Это различие и определяет область их применения: сверхтвердые материалы применяются для обработки сталей, чугу-нов, ряда труднообрабатываемых сплавов; поликристаллические алмазы — для обработки цветных металлов, титановых сплавов, стеклопластиков и др. Для обработки сверхтвердых материалов можно применять только алмазы, которые превосходят их по твердости. Синтетические алмазы (типа «карбонадо» и «баллас») выпускаются в виде порошков и кристаллов. Из синтетических алмазных порошков изготовляют алмазно-абразивные инструменты. Круги из синтетических алмазов успешно применяются при заточке и доводке твердосплавных режущих инструментов (в том числе и фрез), а также для шлифования и доводки драгоценных камней, в том числе и самого алмаза. Алмазные резцы и фрезы применяют в основном в качестве чистового (отделочного) инструмента при резании цветных металлов, сплавов и неметаллических материалов.
Читать далее:
Источник: https://pellete.ru/stal/frezy-izgotavlivayut-iz-stali.html





