- Выбор лучшего варианта холодной сварки
- Область применения
- Классификация
- Критерии выбора
- Температурный режим
- Герметики
- Составы для автомобилей
- Значение наполнения
- Основные правила нанесения
- Обзор сварочного инвертора Атом I-180M
- Что у него внутри?
- Конструктивные особенности
- Комплектация
- Холодная сварка металла
- Холодная сварка металлов под давлением
- Холодная сварка металлов – никакого волшебства!
- Содержание
- Что такое холодная сварка?
- Виды материалов пригодных к свариванию
- Параметры режимов холодной сварки
- Условия получения надежного сварного соединения
- Виды холодной сварки
- Области применения холодной сварки металлов

- Производитель (Поставщик): Andeli Group Co., Ltd.
562,00 $-660,00 $ / компл.
На складе

- Производитель (Поставщик): Shanghai Swan International Trade Co., Ltd.
580,00 $ / компл.
На складе

- Производитель (Поставщик): Jiangsu Shanda Intelligent Technology Co., Ltd.
680,00 $-880,00 $ / компл.
На складе

- Производитель (Поставщик): Zhejiang Jinbo Technology Co., Ltd.

- Производитель (Поставщик): Keyue Welding Equipment Co., Ltd.
143,00 $-145,00 $ / компл.
На складе

- Производитель (Поставщик): Hangzhou Topwell Technology Co., Ltd.
210,00 $-2 797,80 $ / шт.
На складе

- Производитель (Поставщик): Foshan Deshi Electric Appliance Technology Co., Ltd.
350,00 $-650,00 $ / шт.
На складе
- Производитель (Поставщик): LINYI LISHAN MECHANICAL GROUP CO.,LTD.
298,00 $-326,00 $ / шт.
На складе
- Производитель (Поставщик): Shanghai Shengzao Mechanical Electrical Equipment Co., Ltd.
529,00 $-559,00 $ / компл.
На складе

- Производитель (Поставщик): Taizhou Retop Mechanical & Electrical Co., Ltd.
83,49 $-95,00 $ / компл.
На складе
- Производитель (Поставщик): Shandong Zhongshun Laser Technology Co., Ltd.
900,00 $-1 100,00 $ / компл.
На складе
- Производитель (Поставщик): Taizhou Lingba Electromechanical Equipment Co., Ltd.
- Производитель (Поставщик): SHANDONG RUILING INTERNATIONAL TRADING CO., LTD.
525,00 $-527,00 $ / шт.
На складе
- Производитель (Поставщик): Tongxing Technology Development Co., Ltd.
9 000,00 $-10 500,00 $ / компл.
На складе
- Производитель (Поставщик): Taizhou Feida Machine Tool Co., Ltd.
120,00 $-200,00 $ / шт.
На складе
- Производитель (Поставщик): Anhui Huasheng Mechanical Electrical Group Co., Ltd.
450,00 $-599,00 $ / компл.
На складе
- Производитель (Поставщик): Henan Sincerely Industrial Co., Ltd
1 180,00 $-1 300,00 $ / компл.
На складе
- Производитель (Поставщик): Yangzhou Yahui Laser Technology Co., Ltd.
1 050,00 $-1 100,00 $ / компл.
На складе
- Производитель (Поставщик): Dongguan Yuanwei High Frequency Machinery Co., Ltd.
8 900,00 $-9 300,00 $ / компл.
На складе
- Производитель (Поставщик): Guangzhou Jingjia Auto Equipment Co., Ltd.
175,75 $-192,50 $ / шт.
На складе
- Производитель (Поставщик): Shanghai Xindun Automation Technology Co., Ltd.
900,00 $-1 350,00 $ / компл.
На складе
- Производитель (Поставщик): Shandong Hanqi Electromechanical Equipment Co., Ltd.
1 000,00 $-1 024,00 $ / компл.
На складе
- Производитель (Поставщик): Huizhou Mainstay Electronic Co., Ltd.
158,00 $ / компл.
На складе
- Производитель (Поставщик): Shaodong Lida Tools Co., Ltd.
50,00 $-300,00 $ / шт.
На складе
- Производитель (Поставщик): Zhejiang Zelda Tools Co., Ltd.
1 349,00 $-1 574,00 $ / шт.
На складе
- Производитель (Поставщик): KINGNOW TECH CO., LTD
- Производитель (Поставщик): Luoyang Ruichuang Electrical Equipment Co., Ltd.
25 000,00 $-33 000,00 $ / компл.
На складе
- Производитель (Поставщик): Shenzhen Zendaa Technology Co., Ltd.
205,00 $-235,00 $ / шт.
На складе
- Производитель (Поставщик): Xiamen Ollital Technology Co., Ltd.
1 900,00 $-2 200,00 $ / шт.
На складе
- Производитель (Поставщик): Demark (Wuhan) Technology Co.,Ltd
1 500,00 $-2 500,00 $ / компл.
На складе
- Производитель (Поставщик): Cangzhou Zhuori Import And Export Trading Co., Ltd.
1 288,00 $-4 366,00 $ / компл.
На складе
- Производитель (Поставщик): Liaocheng Dongchangfu Ketai Laser Equipment Co., Ltd.
3 500,00 $-8 000,00 $ / компл.
На складе
- Производитель (Поставщик): Chengdu CRP Robot Technology Co., Ltd
9 000,00 $-21 000,00 $ / шт.
На складе
- Производитель (Поставщик): Wenzhou Wanshida Welding Equipment Manufacturing Company
3,91 $ / компл.
На складе
- Производитель (Поставщик): Newlead Trade (Suzhou) Co., Ltd.
- Производитель (Поставщик): Beijing Aland Welding Co., Ltd.
700,00 $-820,00 $ / компл.
На складе
- Производитель (Поставщик): Xiamen Golden Silk Road Trading Co., Ltd.
- Производитель (Поставщик): Hebei Jiake Welding Equipment Co., Ltd.
17 000,00 $-24 000,00 $ / компл.
На складе
- Производитель (Поставщик): Chongqing Senci Import & Export Trade Co., Ltd.
54,00 $-165,00 $ / шт.
На складе
- Производитель (Поставщик): Zhejiang Kende Mechanical & Electrical Co., Ltd.
350,00 $-370,00 $ / компл.
На складе
- Производитель (Поставщик): Xuzhou Yubo Machinery Co., Ltd.
1 200,00 $ / компл.
На складе
- Производитель (Поставщик): Hangzhou Iuwon Technology Co., Ltd.
300 000,00 $-385 000,00 $ / компл.
На складе
- Производитель (Поставщик): Taizhou Suptec Machinery Co., Ltd.
35,00 $-86,00 $ / шт.
На складе
- Производитель (Поставщик): Shijiazhuang Zhongtai Pipe Technology Development Co., Ltd.
50 000,00 $-52 000,00 $ / компл.
На складе
- Производитель (Поставщик): Unison (Qingdao) Industrial Co., Ltd.
186,00 $-200,00 $ / шт.
На складе
- Производитель (Поставщик): Zhejiang Kende Mechanical & Electrical Co., Ltd.
165,00 $-200,00 $ / шт.
На складе
- Производитель (Поставщик): Zhejiang Jinggong Science & Technology Co., Ltd.
100 000,00 $ / компл.
На складе
- Производитель (Поставщик): Zhejiang Kaitai New Energy Technology Co., Ltd.
93,00 $-120,00 $ / шт.
На складе
Выбор лучшего варианта холодной сварки
Холодной сваркой в обиходе называется особо высокопрочный клей на основе эпоксидной смолы с различными наполнителями. Ее не следует путать с холодной сваркой некоторых мягких металлов, используемой в промышленности — там соединение производится только за счет диффузии атомов одного металлического элемента в атомы другого под большим давлением.

Область применения
Действие клея «холодная сварка» также основано на диффузии, но, в отличие от промышленного метода, этот способ подразумевает исключительно ручную обработку материала.
Первичное затвердевание большинства видов холодной сварки происходит в пределах 10-30 минут, окончательное — через один или несколько часов. При этом достигается удовлетворительное для бытовых целей качество сварного шва.
Холодная сварка используется как клей и герметик, преимущественно для заделывания дыр и герметизации соединений. Наиболее часто она используется в таких областях, как:
- сервис автомобилей;
- ремонт домашней сантехники;
- крепление и ремонт изделий и жести и листовой стали;
- склейка разнородных материалов.
Наиболее часто ею пользуются автомобилисты и сантехники, в чьем подведомственном хозяйстве сохранились участки старых водопроводных систем из металлических труб.
Холодная сварка наиболее хороша как восстановитель пробоин, например в глушителе, бензобаке или радиаторе, и герметик для резьбовых соединений.
Ремонт с помощью холодной сварки может рассматриваться только как временный, чтобы избежать протечки воды или доехать до ближайшего сервисного центра. Даже самые лучшие образцы клея на основе эпоксидной смолы не дают прочности традиционного сварочного шва.
Как не ошибиться в подборе нужного состава для конкретной задачи? Какая сварка держит лучше, у какой меньше время схватывания, у какой выше стойкость к низким и высоким температурам? Чтобы разобраться в этих вопросах, надо знать, какие виды клея на эпоксидной основе бывают.
Классификация
Холодная сварка классифицируется по двум основным признакам. Первый — это агрегатное состояние, в котором она находится перед применением. Бывают две формы выпуска — в виде бруска пластилинообразной массы либо в виде двух флаконов или тюбиков (всегда идут в комплекте) с жидким или полужидким составляющим.
Один из тюбиков содержит в себе клей, а второй — наполнитель. Перед использованием необходимо отмерить нужное количество каждого вещества и смешать в соответствии с инструкцией.
Брусок пластичной массы также может быть двухкомпонентным, но чаще выпускают однокомпонентное средство в виде застывшей пасты. С практической точки зрения форма выпуска не так важна, как область применения.
- По сфере использования разные составы можно ранжировать следующим образом.
- Универсальная холодная сварка подходит для различных материалов, в том числе металлов, дерева, пластика, керамики.
Для временного ремонта металлических изделий лучше приобрести специализированный клей. В его состав входит металлический порошок из стали, чугуна, алюминия или других металлов. Имеют наилучшее сцепление со своим «профильным» металлом.
Холодная сварка для ремонта автомобилей тоже включает в свой состав металлический порошок. Кроме этого в ней есть полимерная масса и специальные присадки, которые обеспечивают устойчивость к агрессивным средам (кислотам и растворителям), а также повышенную механическую прочность и стойкость к вибрации.
Для ремонта сантехники лучше выбрать водостойкие виды холодной сварки. Они, как правило, двухкомпонентные, и выдерживают длительное сопротивление воде. Некоторые производители выпускают составы, которые можно наносить на влажную поверхность, например, на трубу прямо поверх течи.
Особая разновидность холодной сварки – термостойкая – выдерживающая воздействие высоких температур. Как правило, устойчива и к воздействию низких температур (ниже -20 °) и высоких (выше +150 °), при которых обычная сварка может начать трескаться.
Критерии выбора
При выборе конкретной марки холодной сварки нужно руководствоваться сферой применения.
Температурный режим
Хорошую прочность на разрыв, около 300-400 ньютонов (для сравнения — это мощь электромагнитного замка на стандартной двери в подъезд) имеют многие универсальные составы, например холодная сварка «Титан» от российского производителя «Эльф Филлинг».
Она подходит для склеивания металла, дерева, некоторых видов пластиков, даже керамики и стекла в разных сочетаниях. Имеет металлический наполнитель.
Относительно устойчива к агрессивным средам, хотя и не является «автомобильной» сваркой. НО показатель термостойкости у нее относительно низкий. Производителем заявлено сохранение рабочих характеристик сварного соединения только до +130 °C.
- В качестве примера термостойкой холодной сварки для металла можно привести состав для металлов «Алмаз» отечественного производства, выпускающийся в виде цилиндрического бруска пластичной массы, которую перед применением нужно разминать пальцами.
- Термостойкой считается сварка «Термо» производителя Kerry, также Россия. Она предназначается для ремонта глушителей, сохраняет свойства в диапазоне -60 °…+900 °
- В среднем температура, которую выдерживают большинство универсальных составов, достигает максимум 260 °.
Герметики
Выбирая холодную сварку, нужно ориентироваться в первую очередь на ее назначение. Невозможно создать действительно универсальный состав, хорошо работающий и как клей, и как герметик, притом для разных по химическому составу и физическим свойствам веществ.
Виды холодной сварки, заявленные производителем, как средства для ремонта сантехники, всегда водостойкие и имеют в составе металлический наполнитель.
Некоторые виды могут схватываться даже под водой. Но они в первую очередь именно герметики, требования по высокой прочности на разрыв к ним не предъявляются, поэтому и ждать от них повышенной прочности при склейке двух стальных листов не стоит. Выпускается такая сварка часто в жидкой или полужидкой форме, чтобы удобнее было наносить на места соединения труб.
Составы для автомобилей
Автомобильная сварка, как правило, устойчива к перепадам температуры, вибрации, воздействию разных окислителей и растворителей, но под водой не схватывается.
Прочность соединения на разрыв достаточно высокая, около 200 ньютонов. Состав имеет усредненные показатели по герметичности, зато пластилинообразная форма выпуска расширяет сферу применения.
Из такой сварки можно вылепить копию недостающего болта и нарезать, пока масса не застыла, резьбу обычной гайкой. Соединение на таком крепеже может продержаться, в зависимости от нагрузки, от нескольких часов до нескольких дней. Этого хватит, чтоб добраться до места, где можно провести квалифицированный ремонт.
Очень часто такая сварка применяется для заделки пробитых трубопроводов, радиатора, бензобака, глушителя и в других подобных ситуациях.
Значение наполнения
Большинство универсальных составов в первую очередь клеи. При выборе нужно руководствоваться материалом, который нужно склеить. Если это металл, брать лучше массу с металлическим наполнителем, иначе хорошего сцепления не получить.
Строго говоря, «сваркой» этот вид клея и называется лишь потому, что, благодаря металлическому порошку в составе, шов после высыхания становится похож на сварной.
Если есть возможность выбора, покупать лучше холодную сварку с наполнителем из того же металла, какой предстоит склеивать — сталь для стали (марка уже не важна), чугун для чугуна, алюминий для алюминия. В этом случае атомы металла смогут диффундировать друг с другом, и соединение будет намного прочнее.
Основные правила нанесения
Время застывания всех видов холодной сварки, как двухкомпонентных после смешивания, так и однокомпонентных после разминания в пальцах, невелико, оно составляет в среднем 10-20 минут.
У отдельных образцов может быть 5 минут, у других — до 1 часа. Это время первичного отвердевания, после которого кусочек клея становится твердым и более непригодным к работе. Поэтому брать необходимо ровно столько клея, сколько можно использовать за эти 10-20 минут.
Надо учитывать, что время полного схватывания не равно времени предварительного отвердевания. Склеенные детали можно будет использовать только через несколько часов (в зависимости от марки).
Перед нанесением состава склеиваемые поверхности нужно тщательно обезжирить, например, ацетоном, очистить от любых загрязнений и обработать наждаком. Рекомендуется сохранить легкую шероховатость — сцепление будет прочнее.
В целом нельзя сказать, какой состав холодной сварки лучше, а какой хуже. Все зависит от свойств материала, к которому его применяют, и условий эксплуатации. Немаловажное значение имеет соблюдение технологии нанесения средства.
Обзор сварочного инвертора Атом I-180M

Сегодня предлагаем вашему вниманию обзор сварочного инвертора Атом, который производится в г. Запорожье, Украина и, безусловно, достоин внимания сварщиков. В качестве примера рассмотрим модель Атом I-180M (остальные модели данной серии имеют сходные конструкции) – этот инвертор популярен на рынке и пользуется хорошей репутацией как у любителей, так и у профессионалов.
Основные преимущества Атом I-180M и отличия от других моделей:
- Удачный компромисс между инвертором большого размера с управляемыми функциями и легким сварочным инвертором;
- Очень малый вес, небольшие габариты. Это достоинство без сомнения оценят те, кому приходится работать в нестандартных положениях и где требуется высокая мобильность. Например, при сварке и монтаже навесных конструкций, балконов, ворот;
- Удобный интерфейс. Цифровой дисплей. Кроме основных параметров сварочного тока можно настраивать такие функции, как горячий старт, форсаж дуги и анти-залипание;
- Высокая ремонтопригодность;
- Удобный широкий ремень для переноски;
- Инверторы собраны в металлическом корпусе высокого качества, который непросто погнуть. Это полезное свойство при работе на стройке или объекте;
- Резиновые ножки, помогающие стабилизировать положение инвертора на скользких поверхностях.
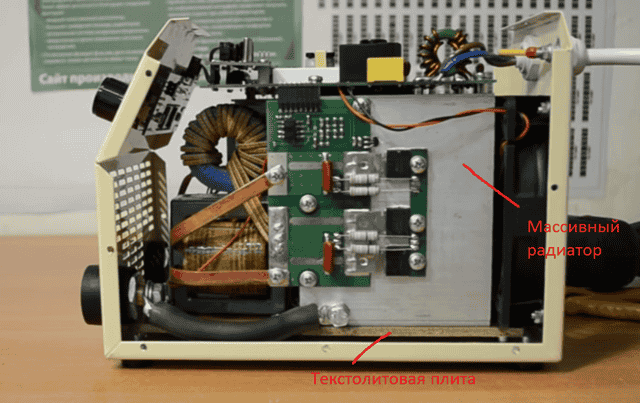
Что у него внутри?
Эффективное охлаждение. Используются массивные радиаторы, занимающие чуть ли не треть объема инвертора. Вентилятор подает воздух внутрь радиаторов и таким образом все силовые части хорошо охлаждаются: транзисторы и силовые диоды.
У Атома высокий ПН: на максимальном токе при нормальных условиях можно проводить сварку постоянно, что делает возможным рекомендовать его для продолжительной сварки.
Конструктивные особенности
Механическая прочность конструкции. Дело в том, что при падении с высоты многие инверторы склонны выходить из строя. Атом собран на прочном основании и ни одна из плат не несет на себе какую-либо нагрузку.
Механическую нагрузку несут на себе уже упомянутые массивные радиаторы, которые закреплены на толстом основании из текстолита, который в свою очередь прикреплен к корпусу, обеспечивая изоляцию и прочностные свойства.
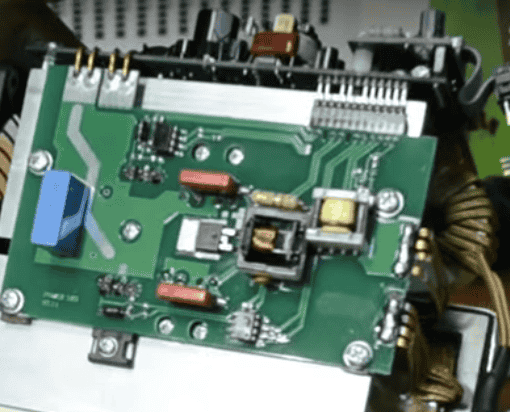
Инвертор состоит из четырех печатных плат. Платы покрыты двумя слоями защитного лака –от попадания влаги и пыли. Плата управления съемная, что удобно в случае ремонта инвертора.
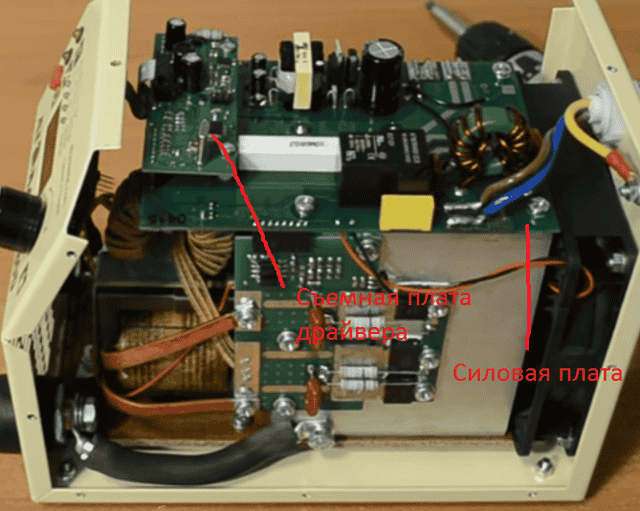
В силовом узле, на который подается питающее напряжение, используются высококачественные транзисторы Infinium, повышающие надежность инвертора в эксплуатации.
Используется не два, а три диода, благодаря такому решению отказов по диодам практически нет. Дополнительный радиатор охлаждения на диодном мосте и удачное взаимное расположение вентилятора и радиатора обеспечивают 100% ПВ на максимальном токе.
Система охлаждения: установлен кулер SUNON. Кулер обладает высокой производительностью и при этом работает менее шумно по сравнению с аналогами.
Можно также отметить схемотехнические особенности в отношении управления транзисторами. Используется оптодрайвер транзисторов, а также снабберы, которые зарекомендовали себя, как надежные решения, значительно уменьшающие нагрузку на силовые транзисторы и их нагрев.
Комплектация
Используемые сварочные разъемы, кабели, электрододержатель и клемма массы производства известной фирмы Abicor Binzel. В течении долгого времени эксплуатации эти комплектующие не нуждаются в замене.
Холодная сварка металла
Технологический процесс, при котором происходит пластическое деформирование соединяемых поверхностей деталей без какого-либо дополнительного нагрева источником тепла извне, называется холодная сварка металла. Пластическая деформация происходит в месте соединения заготовок путем сжатия или путем сдвига. Сварка происходит мгновенно, без диффузии.
Холодная сварка металла явление достаточно старое и вероятно появилось давно. Перед процессом сварки необходимо тщательно зачистить поверхность металла, при этом не используется никакой клей, это чисто механический процесс соединения.
С помощью специального устройства вызывается одновременная деформация и нарастающее напряженное состояние, которое образует монолитное соединение. Физическое и химическое состояние заготовки металла определяет качество сварного соединения.
Также на качество влияет схема деформации и способа воздействия усилия, оно может быть вибрационным или статистическим. Холодная сварка металла, в зависимости от способа деформации, может быть шовной, точечной, стыковой. Эта сварка применима для свинца, меди, алюминия, цинка, серебра, никеля и др. металлов.
Применение холодной сварки для металла оправдано в том случае, если использование обычной сварки связано с риском коробления. Также мастера отдают ей предпочтение при высокой вероятности внутренних напряжений.
Холодная сварка может использоваться при работе с очень большими металлическими изделиями. Так как при такой сварке не происходит нагревания материала, то она применяется, например, при ремонте емкостей, в которых находятся взрывоопасные вещества.
Холодная сварка металлов под давлением
Холодная сварка металлов под давлением имеет большое преимущество перед другими видами сварки тем, что свободно и успешно сваривает разнородные металлы, которые чувствительны к нагреву или образуют интерметаллиды. Она не является традиционной сваркой, процесс соединения происходит под механическим воздействием массы металла и ее проникновению в соединяемые поверхности другого металла.
Монолитный сварочный шов образуется благодаря глубокому пластическому деформированию.
Такое деформирование вызывает разрушение оксидного слоя на свариваемых поверхностях, что сближает металлы, и расстояние между ними становится очень близким к размерам кристаллической решетки.
Увеличение энергетического уровня атомов на свариваемых поверхностях вызывает образование химической связи, что усиливает скрепление заготовки. Механические свойства металла при этом не нарушаются.
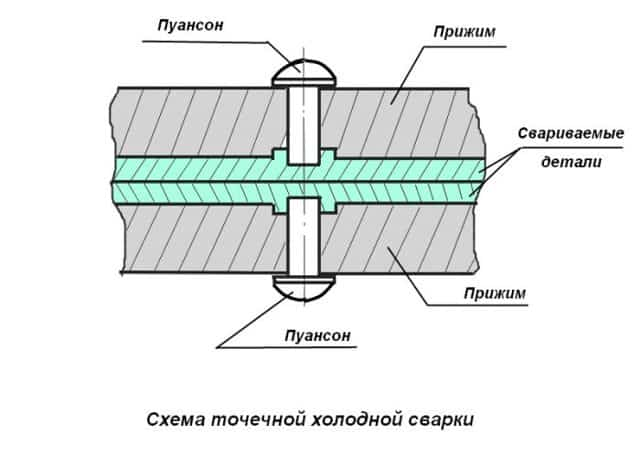
Суть процесса холодной сварки металлов под давлением заключается в следующем:
- свариваемые прутки металла устанавливаются в стальные зажимные губки машины холодной сварки и зажимаются по определенной технологии;
- зажатые прутки начинают соединяться с собой, деформироваться на концах, вынося с собой окисные пленки, которые мешают процессу сварного соединения двух металлов;
- в конце процесса сварки ножи губок смыкаются и подрезают ненужные образовавшиеся шероховатости.
Такой машиной для холодной сварки металлов под давлением является марка «МСХС-120.03М.УХЛ4», которая сваривает медные пластины, алюминиевые, медные с алюминиевыми.
Еще один сварочный аппарат для холодной сварки металла называется SDHB-5. Он умеет сваривать стальные, чугунные и алюминиевые изделия.
Холодная сварка для металла аппарат подходит как опытным сварщикам, так и начинающим. Ведь для его использования не требуется большой опыт проведения сварочных работ. Аппарат отлично подходит для точечной сварки.
Благодаря ему можно создать аккуратный и одновременно прочный шов на материале.
Холодная импульсная сварка для металла, в отличие от обычной холодной сварки, расплавляет материал. В ней источником тепла является импульсная дуга. «Холодной» сварка называется потому, что импульсная дуга образуется прерывисто.
Мастер получает возможность лучше контролировать вложения тепла. Если работать на средних токах, то сварка будет плавной и без брызг. Также значительно снижен риск деформации материала. Чаще всего холодная импульсная сварка применяется для соединения сплавов из алюминия толщиной больше 1,5 мм.
Также она подходит для работы со специальными сталями толщиной больше 1 мм.
Преимущества холодной сварки:
- не требуется мощный источник электрической энергии;
- чистый шов, не загрязненный примесями;
- высокая однородность металлов на стыке шва;
- хорошая коррозийная стойкость.
Недостатки:
- небольшая номенклатура соединяемых материалов, только с высокой пластичностью;
- большой расход металла на припуск сварки.
Холодная сварка металлов под давлением имеет одну важную особенность, про которую должен помнить каждый мастер. Для получения надежного шва соединяемые друг с другом поверхности изделий должны быть идеально чистыми. Даже просто задев поверхность руками, ее затем желательно как следует очистить.
Основное применение такой сварки в электротехнической промышленности разной направленности.
Холодная сварка металлов – никакого волшебства!
Холодной сваркой называется соединение металлов в твердой фазе, достигаемое совместным пластическим деформированием соединяемых элементов без применения нагрева.
Процесс осуществляется на воздухе при комнатной температуре, которая для большинства материалов ниже температуры рекристаллизации (чаще всего – путем приложения давления).
Поэтому в ГОСТ 2601 данный способ имеет следующее определение:
Холодная сварка сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
ВНИМАНИЕ! Если вы искали клей «холодная сварка» см. статью «Холодная сварка» – клей, но не сварка
Содержание
Холодная сварка металлов известна с древних времен. Как показывают археологические исследования и исторические хроники – «Колосс Родосский» был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть данная технология была применена и при создании шедевров античного периода.
В Национальном музее в Дублине (Ирландия) хранятся золотые коробочки, которые по заключению экспертов, изготовлены в эпоху поздней бронзы с применением данного способа.
В 1724 году священником Дезагюлье (J. L. Desaguliers) был представлен способ соединения свинца с помощью холодной сварки.
Опыт заключался в том, что два свинцовых шарика диаметром около 25 мм сдавливали вместе и вращали, в результате они соединялись.
Последующие попытки разорвать данное соединение и измерить величину разрыва с помощь весов показали, что прочность соединения некоторых образцов оказалось ничем не хуже основного металла. Результаты данных опытов были опубликованы в научных журналах.
На данный способ получения соединения впервые всерьез посмотрели в 1940-х годах, именно в это время ученые обнаружили странный эффект взаимодействия нескольких кусков одного и того же металла в абсолютном вакууме – при наличии чистых плоских граней они притягиваются.
Начиная со второй половины 1940-х годов она начала применяться в промышленно развитых странах: в 1947 — 1948 гг. появилась в США, а в 1949 г. началось использование и в СССР.
В настоящее время она успешно применяется для соединения изделий из пластичных металлов, таких как медь, алюминий, свинец, олово, никель и др.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов.
В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки.
Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях.
Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
Интересные факты:
- Золотые самородки в природе образуются благодаря методу холодной сварки, а происходит это потому, что у золота попросту нет оксидной пленки, как всем известно – золото не окисляется.
- При возникновении механических проблем на первых моделях искусственных спутников Земли все списывалось именно на эффект холодной сварки. Однако позже было доказано, что причиной возникновения проблем стали простые недоработки в конструкции, а возникновение данного эффекта на орбите до сих пор не подтверждено (конечно же, кроме случаев, когда в определенных экспериментах он вызывался человеком преднамеренно).
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами.
Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне.
Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди).
Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил.
Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения.
В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали.
В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений.
Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Виды материалов пригодных к свариванию
Применение холодной сварки ограничивается физическими свойствами материалов и пригодна для различных металлов и их сплавов, достаточно пластичных при комнатной температуре:
- алюминий
- медь
- кадмий
- никель
- свинец
- олово
- цинк
- титан
- серебро
- индий
- золото
- платина и др.
Пластичность соединяемых материалов может быть повышена подогревом до соответствующей температуры. Так, например, высокопрочные алюминиевые сплавы при температуре 300-350°С свариваются за счет соответственно направленной пластической деформации подобно чистому алюминию при комнатной температуре.
Если на металл нанести твердые пленки электролитическим способом, например на медь пленку твердого никеля, или принять меры к предотвращению загрязнения, выполняя холодную сварку сразу же после окончания обработки механической щеткой, то в этих случаях связь происходит при значительно меньших деформациях.
Свариваемость при данном способе может быть оценена максимальной остающейся толщиной металла в месте соединения, выраженной в процентах по отношению к первоначальной толщине детали до сварки.
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
- удельное давление
- глубина вдавливания пуансона
- величина вылета деталей из цанг (при стыковом способе)
- диаметр пуансона
- степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
- алюминиевых деталей: 180-250 кг/мм2
- медных деталей: 650-800 кг/мм2
- для разнородных металлов, например, алюминий – медь: 500-650 кг/мм2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
| Алюминий | 55 – 60 |
| Алюминиевые сплавы | 75 – 80 |
| Медь | 85 – 90 |
| Олово | 85 – 88 |
| Титан | 70 – 75 |
| Серебро | 82 – 86 |
| Армко-железо | 85 – 92 |
| Свинец | 80 – 85 |
| Никель | 85 – 90 |
| Индий | 10 – 15 |
Величина вылета стержня составляет:
- для алюминия 1-1,2 диаметра стержня
- для меди 1,25-1,5 диаметра стержня
- для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Предварительные исследования свариваемости показывают следующие результаты:
| Алюминий особо чистый | 40 |
| Алюминий технически чистый | 30 |
| Дюралюминий | 20 |
| Кадмий | 16 |
| Свинец | 16 |
| Медь | 14 |
| Никель | 11 |
| Цинк | 8 |
| Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Виды холодной сварки
В зависимости от способа приложения давления и схемы деформации определяют следующие виды:
Области применения холодной сварки металлов
Как мы уже писали в статье данным способом успешно соединяют металлы, обладающие хорошими пластическими свойствами.
Этот способ нашел применение главным образом в приборостроении, для соединения алюминиевой оболочки кабелей, при изготовлении корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия – чайников, подставок, каркасов, в электромонтажном производстве для соединения проводов и шин внахлестку и встык при монтаже сетей связи, троллейбусных проводов, электропроводки в домах. В летательных аппаратах встык варят шпангоуты. В последнее время достигнуты успехи в соединении полупроводниковых материалов.
Одним из направлений применения данного способа является его сочетание с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т.п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионно-стойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов летательных аппаратов.
Последние исследования открывают широкие возможности применения в процессе производства на микроуровне и наноуровне. Кроме того, экономически оправдано её применение при соединении небольших деталей из мягких, пластичных металлов, а также тонких металлических пленок, использующих полимеры в качестве подложки.
Холодную точечную сварку можно выполнять на любых прессах: гидравлических, эксцентриковых и т. п. Если сваривается несколько точек за один ход пресса, то требуются прессы усилием 500-1000 кг. Для холодной сварки одной точки достаточно пресс усилием 50-100 кг.





