- Назначение
- Характеристики
- Разновидности
- Порошковая
- Масляная
- Нитро
- Алкидная
- Акриловая
- Эпоксидная
- Молотковая
- Антикоррозийная
- Резиновая
- Принципы выбора
- Как определить качество эмали?
- Производители и цены
- Принципы окрашивания
- Инструменты и материалы
- Подготовка
- Шпатлевание
- Грунтование
- Виды
- Принципы нанесения
- Нанесение краски
- Техника безопасности
- Как и чем окрашивать неподготовленные поверхности?
- Рекомендации
- Как выполняется окраска металлоконструкций | Эксперты отделки
- Для чего необходимо обрабатывать металлическую поверхность
- Описание лакокрасочных материалов для обработки металла
- Окраска металлических изделий
- Задачи окрашивания металлических изделий
- Выбор краски в зависимости от задач
- Подготовительный этап окраски металлических изделий
- 7 способов окрашивания металлических изделий
- Проблемы при окрашивании металлических изделий
- Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501
Для увеличения долговечности, защиты металлических поверхностей от воздействия внешних факторов нужно выполнять дополнительную обработку материала. Для этого может использоваться краска по металлу.
Она особенно эффективна, если необходимо изменить внешнее оформление конструкции. Существуют разные виды красящих составов, которые обладают определенными характеристиками.
Перед использованием эмали необходимо изучить ее особенности и правила нанесения.
 Краска для металла
Краска для металла
Назначение
С помощью краски по металлу можно изменить оформление:
- помещений;
- потолков, стен;
- оконных и дверных рам;
- радиаторов, ванн.
Также существуют универсальные эмали, которые подходят одновременно для нескольких целей.
Характеристики
Характеристики красок, от которых зависят условия их эксплуатации:
- скорость высыхания;
- химические и физические свойства;
- стойкость к воздействию влаги, химических веществ;
- наличие дополнительных веществ в составе;
- плотность, урывистость;
- вязкость.
Параметры указываются в документах к красящим составом или на упаковке.
Разновидности
В продаже присутствуют разные красящие составы. Они различаются свойствами, условиями эксплуатации. Прежде чем покупать эмаль нужно изучить ее особенности, свойства.
Порошковая
Применяются крупными предприятиями для обработки деталей от станков, машин, бытовой техники, других изделий. Преимущества:
- сохранение целостности слоя при температуре от -60 до 150 °C;
- устойчивость к воздействию влаги;
- создание прочного покрытия, устойчивого к механическим повреждением;
- экологичность;
- надежность.
Для порошкового окрашивания металла необходимо специальное оборудование, которое может применяться только в герметичных капсулах.
Покрытие деталей порошковой краской.
Масляная
Изготавливаются на основе олифы. Преимущества:
- экологичность;
- отсутствие неприятного запаха;
- низкая цена.
Недостатки:
- На металле не образуется пленка, которая защищает поверхность от влаги.
- Декоративное покрытие быстро выгорает при ультрафиолетовом излучении.
- Подобные эмали недолговечны.
Нитро

Красящие составы выпускаются в виде:
- сухих смесей;
- аэрозолей;
- жидкого раствора.
Преимущества нитрокрасок:
- простота удаления;
- быстрое высыхание;
- низкая цена.
Недостатки:
- Плохая адгезия.
- Разрушение при длительном воздействии ультрафиолетового излучения.
- Большой расход.
Из-за высокой токсичности, нитрокраски редко применяют в жилых помещениях.
Алкидная

Эмали, изготавливаемые на основе пентафталевого лака. Преимущества:
- образование прочного защитного слоя;
- низкая цена;
- долговечность, надежность;
- привлекательный вид.
Недостатки:
- неприятный запах;
- высокая горючесть состава.
Раньше алкидные эмали изготавливались только для работы с металлом, но позже их начали применять и для других материалов.
Акриловая

Изначально использовались при работе с деревом и бетоном. Для металлов они начали применяться относительно недавно. Преимущества:
- отсутствие неприятного запаха;
- долговечность, устойчивость к механическим воздействиям;
- простота нанесения;
- невосприимчивость к перепадам температуры, повышенному уровню влажности.
Усовершенствованные акриловые краски для металла практически не имеют недостатков.
Эпоксидная

- Строители применяют эпоксидные эмали, чтобы защитить рабочие поверхности от воздействия агрессивных жидкостей.
- Преимущества:
- высокий показатель адгезии;
- эластичность покрытия;
- высокая прочность;
- устойчивость к воздействию химических веществ, повышенной влажности, перепадам температуры.
Недостатки:
- высокая стоимость;
- токсичность двухкомпонентного состава.
При работе с эпоксидной краской необходимо сначала тщательно перемешать два компонента, а потом применять получившуюся массу. Важно успеть использовать состав до его застывания.
Молотковая

Изготавливаются, но основе полимерных смол. Преимущества:
- заполнение всех неровностей подобно бетон-контакту или грунтовке;
- устойчивость в повышенной влажности, перепадам температуры, воздействию солнечного света;
- невосприимчивость к механическим повреждениям;
- привлекательный вид;
- повышенный показатель термостойкости.
Недостатки:
- сложное удаление старое покрытие;
- большой расход;
- высокая цена.
Наносить молотковые составы можно без подготовки стены грунтовкой. Один из популярных видов — молотковые краски 3 в 1.
Антикоррозийная
Красящие составы можно наносить без подготовки основания. Преимущества:
- применение при температуре от -20 до +80 °C;
- сохранение свойств в течение 8 лет.
Краска по металлу и ржавчине выделяет вредные вещества, которые могут попасть в питьевую воду.
Резиновая

Преимущества:
- высохший декоративный слой защищает металл от механических повреждений, воздействия факторов окружающей среды.
- металл становится устойчивым к образованию ржавчины;
- красящий состав подходит для покрытия любых материалов.
Недостатки:
- большой расход;
- высокая цена.
Изготавливаются из битумной смолы.
Принципы выбора
Краска для металлических поверхностей должна быть:
- Устойчивыми в перепадам температуры и нагреванию до 80–100 °C, повышенному уровню влажности.
- Экологически безопасными. Высохшие декоративные покрытия не должны выделять вредных веществ при сильном нагревании.
- Необходимого оттенка.
Эмаль должна обеспечивать защиту металлических поверхностей от образования ржавчины.
Как определить качество эмали?
Чтобы определить качество краски, необходимо внимательно осмотреть тару, в которую она налита, на наличие дефектов. Также нужно уделить внимание условиям ее хранения, сроку годности. После открытия банки нужно приглядеться к содержимому. Не должно быть больших комков, замутнений, разноцветных вкраплений.
Производители и цены
Производители:
- «Тиккурила»;
- «Новбытхим»;
- «Хамерайт».
Средняя цена за литр — 300 рублей.
Принципы окрашивания
Покрасить металлическую поверхность можно без практических навыков. Достаточно подготовить требуемые материалы, инструменты, покрыть рабочие поверхности грунтовкой, нанести краску.
Инструменты и материалы
Для проведения покрасочных работ нужно подготовить:
- набор кистей, валик;
- емкость для краски;
- канцелярский нож, малярный скотч;
- плотную полиэтиленовую пленку;
- грунтовку;
- щетку по металлу, наждачную бумагу.
Чтобы красить металлоконструкции в труднодоступных местах, нужно использовать кисть с удлиненной тонкой ручкой.
Подготовка
Этапы подготовки металлических поверхностей перед покраской:
- Грубая обработка металла. При этом удаляются серьезные загрязнения, окалины.
- Шлифовка поверхности. Нужно обработать металл наждачной бумагой с мелкой зернистостью.
После зачистки металла нужно закрыть окружающие поверхности пленкой, чтобы не запачкать.
Шпатлевание
Если поверхности, которые будут покрываться краской, неровные, имеют множество углублений, их нужно отшпатлевать. Для этого необходимо купить специальную смесь в строительном магазине, нанести ее по инструкции, указанной на емкости.
Грунтование
Грунтование поверхности необходимо для увеличения адгезии, повышения долговечности декоративного покрытия. Важно подобрать подходящий состав, чтобы декоративный слой сохранял свою целостность долгое время.

Виды
Виды грунтовок:
- Ингибирующие. Если на металле начала образовываться ржавчина, грунтовка остановит процесс разрушения материала.
- Протекторные. Изготавливаются на основе фосфорной кислоты. После нанесения образуется прочная, долговечная пленка.
- Фосфатирующие. Подходят для работы с цветными металлами.
- Изолирующие. Изготавливаются на алкидной, эпоксидной основе. Образуют прочную пленку.
Принципы нанесения
Принцип нанесения грунтовки прост:
- Удалить с поверхности любую грязь, пыль.
- Разбавить грунтовку водой.
- Нанести состав с помощью валика. Если нет валика, можно использовать широкую кисть.
Нанесение краски
Краску можно наносить только после высыхания грунтовки. Большинство красящих составов наносится в один слой. Для окрашивания можно использовать пульверизатор, подключенный к компрессору, кисть или валик.
Техника безопасности
Правила безопасности:
- Работать следует в защитной робе, перчатках, респираторе.
- В зоне окрашивания не должно находиться нагревательных приборов.
- Нельзя использовать краску рядом с источниками открытого пламени.
 Распиратор
Распиратор
Как и чем окрашивать неподготовленные поверхности?
Для покраски неподготовленных поверхностей нужно использовать антикоррозийные покрытия. Инструкцию можно прочитать на упаковке. Лучше использовать порошковую краску, но для этого нужна специальная камера, соответствующее оборудование.
Рекомендации
Советы по окрашиванию металлических поверхностей:
- Некоторые составы нельзя использовать для емкостей с питьевой водой.
- Для окрашивания печей нужно использовать эмали, выдерживающие нагревание свыше 500 °C.
- Чтобы подготовить поверхность из цветных металлов, нужно использовать специальные грунтовки.
- Батареи, змеевики нужно окрашивать только после их выключения, остывания.
Стандартные условия хранения красящих составов — 15–25 °C.
В продаже можно найти разные краски для металлических поверхностей. Они имеют определенные особенности, сильные и слабые стороны, которые нужно учитывать при работе с ними.
Как выполняется окраска металлоконструкций | Эксперты отделки
Гусевский Андрей Анатольевич
 Покраска металлической конструкции
Покраска металлической конструкции
Конструкции из металла в нашей жизни встречаются повсеместно. Для того, чтобы придать им привлекательный внешний вид, и, самое главное – защитить от коррозии, которая со временем приведет к разрушению сооружения, применяется окраска металлоконструкций.
Наша статья поможет разобраться, какие виды покрытий используются, и как правильно организовать рабочий процесс.
Для чего необходимо обрабатывать металлическую поверхность
Основная напасть, с которой можно столкнуться при эксплуатации металлических конструкций ̶ это коррозия.
Она может развиваться по всей поверхности материала или на определенных ее участках:
- Видов коррозии существует множество. Основными являются химическая, электрохимическая и газовая.
- В качестве агрессивных сред выступают: воздух атмосферы, воды, газы, химические вещества.
- Все металлы и сплавы в той или иной степени подвержены коррозии (для примера, ее скорость у низкоуглеродистой стали составляет 0,05… 0,1 мм/год, тогда как у оцинкованной стали этот показатель в 10 раз меньше).
Коррозия железа Коррозия оцинкованной стали Коррозия чугуна Коррозия хрома Коррозия меди Коррозия алюминия
Защитить металл от коррозии можно с помощью электрохимических методов, путем изменения свойств коррозионной среды, легирования металлов. Также изолировать металл от контакта с внешней средой можно, нанеся на его поверхность лакокрасочное, металлическое, полимерное и другие виды покрытий.
Описание лакокрасочных материалов для обработки металла
По своему назначению ЛКМ подразделяются на краски (эмали), лаки и грунтовки.
Использование этих средств удобно тем, что, в большинстве случаев, наносить их на металлическую конструкцию можно по месту ее нахождения. После обработки на поверхности образуется пленка, которая защищает материал от вредных воздействий.
Окраска металлических изделий
26.07.2021 VT-METALL 
Вопросы, рассмотренные в материале:
- Задачи окрашивания металлических изделий
- Выбор краски в зависимости от задач
- Подготовительный этап окраски металлических изделий
- 7 способов окрашивания металлических изделий
- Проблемы при окрашивании металлических изделий
Окраска металлических поверхностей является необходимым этапом, даже в том случае, если конструкция сделана из нержавеющей стали. Дело в том, что существует несколько видов коррозии, и если изделие используется в агрессивной среде, то без защитного покрытия никак не обойтись.
Есть много вариантов и способов окраски, все зависит не только от вида самого металла, но и от условий эксплуатации изделия и окружающей среды. В нашей статье мы расскажем, как производится окраска, какие действия необходимо предпринять до начала процесса и каких ошибок следует избегать.
Задачи окрашивания металлических изделий
Ржавчина является главной проблемой, с которой приходится сталкиваться в процессе использования предметов из металла.
Коррозия может появиться по всей поверхности изделия либо поразить только отдельные участки. Выделяют разные виды коррозии: химическая, электрохимическая, газовая, пр.
, причем роль основных агрессивных сред здесь играют атмосферный воздух, вода, газы, химические вещества.

От ржавчины страдают любые металлы и сплавы, разница лишь в степени воздействия на материал. Допустим, низкоуглеродистая сталь корродирует со скоростью 0,05–0,1 мм/год, а оцинкованная – в десять раз медленнее.
VT-metall предлагает услуги:
Порошковая покраска металла
Для защиты металла применяют электрохимические методы, меняют свойства коррозионной среды, осуществляют легирование металлов. Либо можно изолировать материал от контактов с внешней средой. В таком случае прибегают к окраске металлических изделий, нанося лакокрасочные, металлические, полимерные и иные разновидности покрытий.
Выбор краски в зависимости от задач
При подборе определенного состава для обработки изделия нужно понимать, что краска будет по-своему взаимодействовать с разными поверхностями. Специалисты рекомендуют предварительно ознакомиться с особенностями металлических объектов, которые планируется частично либо полностью защитить от ржавчины.
Черные металлы чаще всего покрывают красками на масляной основе. Отдельное внимание стоит уделить способу нанесения красящего вещества – его распределяют по поверхности изделия кистью или валиком быстрыми резкими движениями.
Несоблюдение технологии чревато преждевременным окислением металла, из-за чего покрытие ляжет неравномерно. Кроме того, окисление приводит к утрате металлической поверхностью некоторых значимых эксплуатационных характеристик.
Снижается прочность, сокращается продолжительность службы материала, стойкость к внешним воздействиям.
Предметы из оцинкованной стали могут отлично служить без дополнительной защиты. Дело в том, что соединение цинка, которым покрывают основу из черных металлов, характеризуется отличной износостойкостью, устойчивостью к влиянию окружающей среды. Поэтому для окраски подобных металлических изделий выбирают эмалевые смеси на алкидной основе.

Цветные металлы покрывают эпоксидными или полиуретановыми составами, а также хороший эффект дает порошковая окраска металлических изделий.
Не стоит наносить краски на масляной основе на оцинкованные металлические предметы, поскольку их молекулярная структура не позволяет добиться сцепления с подобными сплавами во время обработки.
Подготовительный этап окраски металлических изделий
Важно как можно более ответственно подойти к данной работе, ведь любые промахи будут заметны, а исправить недочеты оказывается сложно либо нереально. Поэтому необходимо придерживаться следующей последовательности:
- Очистить окрашиваемый предмет от пыли и грязи, остатков старого декоративного слоя. Даже если вы будете использовать ту же краску, что и в предыдущий раз, при защите изделий из металла лучше избегать наложения слоев.
- Обезжирить, так как данная процедура позволяет повысить степень адгезии. Если работы ведутся в уличных условиях, важно защитить поверхность от грязи. Первую смывку делают растворителем либо уайт-спиритом – средство наносят на всю площадь, уделяя наибольшее внимание труднодоступным зонам. Далее предмет моют теплым мыльным раствором, ополаскивают чистой водой, чтобы удалить остатки мыла, сушат. В результате должна получиться чистая и сухая поверхность.
- Провести шпаклевание, если присутствуют заметные дефекты, такие как трещины, углубления. Перед этим необходимо покрыть антикоррозийным составом все зоны, которые подлежат подобной обработке. Шпатлевку наносят выборочно, только на проблемные зоны, тщательно распределяя и разравнивая. После высыхания поверхность шлифуют, чтобы добиться эффекта единой плоскости.
- Удалить ржавчину, при наличии очагов сильной коррозии используют преобразователь. Перед его нанесением с поверхности убирают основные следы повреждения влагой. Благодаря наличию фосфорной кислоты в данном составе запускается реакция, позволяющая сформировать защитную пленку.
- Удалить небольшие повреждения при помощи шлифовки, зачистки. Стоит оговориться, что не все металлы грунтуют, кроме того, нужно учитывать, чем будет проводиться окраска металлического изделия. Так, оцинкованные поверхности не подлежат грунтованию.
Когда все указанные шаги завершены и заготовка высохла, можно переходить к непосредственному нанесению краски.
7 способов окрашивания металлических изделий
Если нужно защитить от коррозии небольшой предмет и работы ведутся в домашних условиях, лучшим вариантом становится покраска вручную при помощи валиков, кистей, тампонов или аэрозольных баллончиков. Также данный способ применяется в ряде отраслей машиностроения, в том числе при работе с высокотоксичными материалами, в составе которых присутствуют соединения меди, свинцового сурика, пр.

Окраска металлических изделий осуществляется такими способами:
- Вручную.
Здесь в ход идет малярная кисть. К данному методу прибегают для обработки небольших участков ровной поверхности.
Главным его достоинством считается экономичность, но нужно быть готовым к тому, что способ достаточно трудоемкий и отличается низкой производительностью.
Более эффективна покраска валиком, но она подходит только для работы с большими металлическими изделиями, состоящими из ровных поверхностей.
- Облив и окунание.
Этот метод позволяет получить однослойное и грунтовочное покрытие вне зависимости от сложности формы изделия. Поверхность смачивают жидким лакокрасочным материалом, после чего тот за счет адгезии и своей вязкости остается на предмете в виде тонкого слоя.
Этот способ окраски металлических изделий предполагает несложное использование оборудования и обеспечивает покрытие прекрасного качества.
Однако он не позволяет добиться одной толщины красочного слоя на всем предмете, кроме того, технология предполагает немалый расход краски.
- Пневматическое распыление.
Это один из наиболее распространенных способов обработки – таким образом наносится примерно 70 % всех производимых лакокрасочных материалов. Струя сжатого воздуха дробит красящий состав, формируя аэрозоль.
Получившаяся взвесь соприкасается с изделием, коагулирует, на металле оседает слой краски. Данный принцип подходит для нанесения лака, грунтовки, эмали, в том числе быстросохнущей.
Немаловажно, что допускается пневматическое распыление на слой краски с «отлипом» и на недосушенную грунтовку.

- Безвоздушное распыление.
При такой окраске металлических изделий краска распыляется при помощи высокого гидравлического давления. Последнее нагнетается насосом во внутренней полости устройства и вытесняет состав через сопло.
Как только скорость на выходе превышает критический уровень для определенной вязкости, легколетучие компоненты начинают испаряться.
Это приводит к тому, что объем материала увеличивается, происходит диспергирование.
Использование данной технологии не предполагает появления тумана. А за счет более высокой вязкости составов удается снизить расход растворителей и самой краски на 20 %. Однако и у этого метода есть свои минусы – он плохо подходит, если требуется обработать изделие сложной формы.
- Гальваническая покраска.
За счет электролита на металлический предмет наносится тонкая металлическая пленка. Молекулы металла-покрытия переносятся на верхний слой изделия при помощи токопроводящего раствора и проникают в обрабатываемую поверхность. Иначе говоря, один металл проникает в другой.
Окраска металлических изделий гальваническим способом повышает их прочность, стойкость к износу, ржавчине. Немаловажно, что защищенная таким образом поверхность хорошо смотрится. Правда, есть металлы, которые невозможно соединить между собой.
- Электростатическое распыление.
Используются два электрода, где в роли первого выступает сам металлический предмет, а в роли второго – коронирующий электрод. Они находятся под напряжением на некотором расстоянии друг от друга.
Между электродами образуется электрическое поле высокого напряжения, куда вводят распыленный лакокрасочный состав.
Частицы краски заряжаются от кромки электрода либо ионизированного воздуха, двигаются по силовым линиям электрического поля и оседают на заземленном предмете. В итоге на металле остается равномерное покрытие.
Серьезным минусом этого способа окраски металлических изделий считается тот факт, что для него могут использоваться только составы с определенными эклектическими качествами.
- Нанесение порошковой краски.
Все описанные выше методы предполагают работу с жидкими лакокрасочными материалами. В основе использования порошковых красок лежит их способность преобразовываться в аэрозоль. Он оседает на изделии благодаря электризации содержащихся в нем частиц в результате контакта с нагретой поверхностью или липкой подложкой, конденсации на холодной плоскости.
Подобная обработка в 1,5–2 раза дороже, чем с применением обычных составов. Дело в том, что она связана с жесткими технологическими нормами и не может проводиться без дорогостоящего оборудования.
Но метод не менее востребован, чем традиционные, а иногда даже превосходит их по частоте использования.
Это связано с высоким качеством монолитного полимерного покрытия, формируемого при окраске металлических изделий.
Проблемы при окрашивании металлических изделий
Для получения хорошего результата при обработке металла должны применяться только краски высокого качества. Также важен опыт специалиста.

Обычно при эксплуатации окрашенной металлической поверхности проявляются такие дефекты:
- Пыль и мусорные частицы на поверхности.
Мусор и пыль могут появиться просто из-за недостаточной чистоты в процессе обработки изделия либо при продолжительной сушке ряда типов краски. Если в помещении грязно, пыль испортит не до конца просохший лакокрасочный слой.
Этого можно избежать, если работать исключительно в чистых помещениях без дополнительного притока воздуха, который также может принести мелкие частица грязи.
- Сморщивание свежего красочного слоя.
Морщины, мелкие волны образуются при наложении слишком толстого слоя краски. Либо если решено провести окраску металлического изделия поверх старого покрытия низкого качества.
Важно зачистить поверхность предмета наждаком, нанести грунтовку и лишь после завершения подготовительных операций покрывать свежим составом. Если первый слой не успел полностью просохнуть, также присутствует вероятность появления морщинок.
Причиной появления пузырьков на свежеокрашенной поверхности или даже на старой краске является резкий перепад температуры. Избавиться от проблемы позволяет зачистка с последующим наложением нового слоя краски на пострадавшую область.
Кисть оставляет следы, если она была влажной во время работы либо краска оказалась недостаточно жидкой. Такие разводы говорят о низком качестве выполнения окраски металлических изделий. В норме допускается использование хороших новых либо полностью просушенных старых кистей.
Лучше отказаться от толстого слоя краски, заменив его парой тонких слоев. Не рекомендуется обрабатывать поверхность предмета из металла остатками старых составов – необходимо приобрести свежий аналог.
- Начало отслаивания краски.
Некачественное нанесение покрытия приводит к тому, что оно начинает слоиться. Здесь поможет только зачистка поверхности металлической щеткой. Лучше всего подойдет проволочная щетка, после работы которой стоит дополнительно отшлифовать металл.
Подобные дефекты – это результат неравномерного сцепления состава с поверхностью предмета во время окраски металлических изделий. Всему виной может быть влажный валик, низкое качество краски, отсутствие грунтовки. Либо поверхность могла не успеть полностью высохнуть перед финальной обработкой.
Краска на металлической поверхности может приобрести желтоватый оттенок, если изделие сильно нагревается во время эксплуатации. Чаще всего такое случается с радиаторами отопления.
Чтобы подобного не произошло, необходимо отдать предпочтение высококачественной краске и избегать составов на алкидной основе.
Данная проблема появляется в помещениях с повышенной влажностью, где отсутствует дополнительная вентиляция. Для окраски металлических изделий, эксплуатируемых в подобных условиях, подойдут лишь масляные составы. Если речь идет о покраске стен, то последние важно время от времени мыть с антисептиками.
От качественной покраски предметов из металла зависит срок службы конструкции. При выборе одного из названных выше методов важно оценить дальнейшие условия использования изделия, рассчитать, в какую сумму обойдется обработка при помощи различных составов. После этого можно остановить выбор на материалах, которые покажут себя лучше всего в данной ситуации.
Применение качественных, грамотно подобранных покрытий – это гарантия сохранения отличного внешнего вида и большого срока службы конструкции.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501
19 Апреля 2018
// Технологии
Стандарты, в которых описаны уровни подготовки металлических поверхностей
Степени очистки металлов посредством абразивоструйного метода перед окраской или другой обработкой описаны в нескольких стандартах. Наибольшее распространение В России получили следующие два стандарта: ГОСТ Р ИСО 8501-1-2014 и ГОСТ 9.402-2004. Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий.
Статус на 2022 год: действующий.
Международный стандарт ISO 8501 был разработан Шведским институтом стандартизации (www.sis.se/en/), затем в 1988 году переведён на русский язык, дополнен в 1994 и в 2007. С 2014 года становится национальным стандартом РФ ГОСТ. Утверждён и введён в действие приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2014 г. N 697-ст. Степени окисления металла обозначаются буквами A — D. Степени очистки поверхности обозначаются буквами «Sa». Данный стандарт является визуальным, то есть основывается на фотографических образцах, с которыми производится сравнение очищенной поверхности. Таблица с описанием степеней очистки в данном случае является вспомогательным, дополнительным средством контроля. Таблица 1 — Характеристика степеней абразивной струйной очистки, ИСО 8501-1-2014
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины. |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос. |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет. |
Данный стандарт чистоты поверхности ISO 8501-1:2007 издается в Швеции в виде книги с твердым переплётом и фотографиями-образцами, выполненными особым способом печати на пластиковых подложках. Фотографии демонстрируют четыре уровня окисления (коррозии) металлической поверхности без покрытия, а также образцы четырех степеней очистки этих корродированных поверхностей, очищенных при помощи абразивоструйного метода (всего 28 фотографий). Поверка этой книги не требуется и невозможна, так как сама книга — и есть эталон. 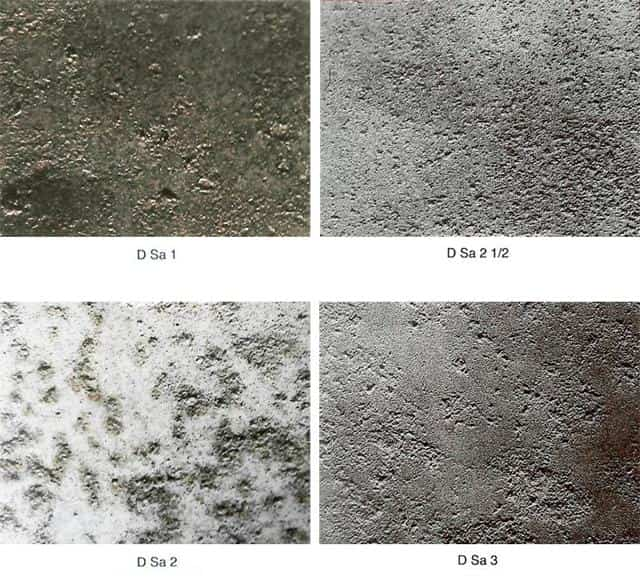 Национальный стандарт ГОСТ 9.402-2004 — Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
Национальный стандарт ГОСТ 9.402-2004 — Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
Статус на 2022 год: действующий.
Таблица 9 — Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
| 1 | При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены | У1, УХЛ1, ХЛ1, Т1, О1, ОМ1, ОМ2, В5 | Изделия из 1-й и 2-й групп металлов (см. таблицу Д.1), подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032 |
| 2 | При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои | У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, О1, ОМ1, ОМ2, ОМ3, В5 | Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию |
| 3 | Не более чем на 5 % поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10 % площади пластины размером 25×25 мм | У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3 | Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы |
| 4 | С поверхности удалены ржавчина и отслаивающаяся окалина | УХЛ4 | Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм |
Поверхности изделий со степенью очистки 4 окрашиванию не подлежат.
Таблица Д.1 — типы черных металлов
| 1 | Стали углеродистые обыкновенного качества по ГОСТ 380, сталь тонколистовая малоуглеродистая по ГОСТ 9045, прокат стальной повышенной прочности по ГОСТ 19281, прокат для строительных конструкций по ГОСТ 27772, прокат тонколистовой из углеродистой стали, качественной и обыкновенного качества по ГОСТ 16523 | Фосфатируются |
| 2 | Прокат из стали повышенной прочности (низколегированные стали) по ГОСТ 9281, чугун серый | Фосфатируются |
| 3 | Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные по ГОСТ 5632 и ГОСТ 20072 | Не фосфатируются |
Обратите внимание: эти два стандарта имеют обратную зависимость в порядке степеней очистки — по стандарту ИСО наилучшая степень очистки — Sa3 — расположена в таблице стандарта последней, а по ГОСТу 9.402 лучшая степень — первая в таблице. И наоборот, самая слабая очистка по ИСО — Sa 1 — первая в таблице, а по ГОСТу — она 4-я.
Когда речь идет о «второй степени очистки», вероятнее всего, речь идет о стандарте 9.402, потому что по ИСО в названии степени должны присутствовать буквы Sa. Но не лишним будет уточнить, какой из стандартов имеется ввиду в данном случае.
Таблица — Примерное соответствие степеней очистки по двум стандартам
| 1 | Sa 3 |
| 2 | Sa 2 1/2 |
| 3 | Sa 2 |
| 4 | Sa 1 |
ГОСТ 9.402-2014, 5.11 Обезжиривание. Обезжиривание проводят при помощи:
- горячей питьевой воды (от 70°C),
- пара (от 130°C)
- растворителей
- эмульсионными составами
- щелочными водными растворами.
Разработаны 18 схем обезжиривания, в зависимости от типа жирового загрязнения и применяемых реагентов. В качестве растворителей для обезжиривания поверхности используют трихлорэтилен стабилизированный, тетрахлорэтилен (перхлорэтилен), уайт-спирит (нефрас-С4-155/200), нефрас-С 50/170. После каждой технологической стадии химической подготовки поверхности проводят промывку поверхности питьевой водой. Состояние поверхности изделий контролируют не позднее чем через 6 ч после подготовки поверхности, и, дополнительно, непосредственно перед окрашиванием при сроке хранения более 6 ч. Качество обезжиривания должно соответствовать требованиям специальной таблицы. Контроль степени обезжиривания производят методом смачиваемости, капельным методом либо методом протирки. Что включает в себя степень очистки 2 ГОСТ 9.402-2004?
Перефразируя вопрос, можно сказать, что вторая степень ИСКЛЮЧАЕТ присутствие на рассматриваемой поверхности окалины, ржавчины, пригара, формовочной смеси и любых иных неметаллических слоёв (без применения увеличительных приборов).
С помощью чего достигается вторая степень очистки по ГОСТ 9.402?
В принципе, данной степени обычно можно достичь почти любым инструментом: начиная от механических — наждачной бумаги, шлифовальной машины; эжекторным пистолетом, заканчивая очисткой аппаратом напорного типа.
Другой вопрос в том, насколько этот процесс будет трудоёмким? Какие работы ещё нужно будет выполнить после очистки? И сколько это всё займёт времени? Скорость и сложность проведения работ зависят от: типа очищаемой поверхности, видов и степени загрязнения, сложности конструкции и общей площади, которую необходимо очистить.
Возникает также вопрос: какую скорость очистки считать приемлемой? Ведь для каждого эта мера — своя. Поэтому простого единого ответа здесь быть не может, проконсультируйтесь у специалиста, описав вашу задачу и ситуацию.
Каким песком можно добиться чистоты поверхности металла 2 степени? (SA 2 1/2)
Это зависит: от вида загрязнения; от кинетической энергии, которую может развить аппарат. С некоторыми видами глубокой ржавчины, порошковыми красками, или старыми двухкомпонентными покрытиями может не справиться ни один песок (только специальные абразивы).
В более простых случаях можно применить кварцевый песок фракции порядка 0,3 — 0,8 мм. Меньшая фракция, вероятно, не подойдет, поскольку это уже практически пыль. БОльшая фракция не интересна, так как здесь песок проигрывает специальным абразивам. Опять же, на разных аппаратах один и тот же песок работает по-разному.
Песок, работающий на напорном аппарате может не сработать на эжекторном устройстве.
Какая нужна степень зачистки металлоконструкций под АКЗ?
Чаще всего достаточно Sa 2 1/2. Точнее смотрите в паспорте на применяемую антикоррозийную покрасочную систему. Там же должны быть описаны требуемый профиль поверхности (шероховатость), степени обезжиривания и обеспыливания поверхности.
Как определяется степень очистки металла?
Визуально. Путём сравнения изучаемой поверхности с фототографиями стандарта ISO 8501-1:2007.
Международный аналог ГОСТ 9.402-2014? Каков расход абразива при зачистке конструкций?
Зависит: от самого абразива, вида загрязнения, требуемой степени очистки, сопла и компрессора. Подробнее — см. таблицы и графики в этой статье.
Каков перечень работ при подготовке поверхностей металлических конструкций к окраске?
- Механическое удаление грубых дефектов
- Обезжиривание
- Очистка от старого покрытия, окислов и других загрязнений — до требуемой степени, чаще всего SA 2 1/2.
- Придание требуемого профиля поверхности
- Удаление растворимых солей
- Обеспыливание
- Осушение
Абразивоструйный метод хорош тем, что в нём одновременно происходят: обезжиривание, очистка и получение заданного профиля (насечки). Для решения этой задачи необходимо: выбрать абразив подходящей фракции, содержащий минимум посторонних включений; обеспечить подачу сжатого воздуха нужного класса чистоты; производить контроль чистоты и профиля поверхности.
Компания ГСК-Сервис поставляет всё необходимое оборудование для выполнения очистки любой степени металлических и бетонных конструкций.
Если после прочтения данной статьи у вас остались вопросы — звоните по телефону или закажите консультацию — мы любим консультировать людей.
Заказать консультацию
- ОСТАЛИСЬ ВОПРОСЫ?
- Поговорите с нашим специалистом сегодня.
- 8-861-240-97-57





