- Сварка ленточных пил своими руками: технология выполнения работы
- Какие сварочные аппараты применяются
- Пайка ленточных пил
- Итог
- Самодельный аппарат для сварки ленточных пил
- Трансформатор для сварки ленточных пил своими руками
- Подготовка к сварке
- Обработка полотен после сварки: отжиг и зачистка
- Отжиг
- Зачистка
- Как произвести заточку ленточной пилы своими руками
- Полезные советы
- Сварка ленточных пил своими руками
- Общая информация
- Применяемое оборудование
- Этапы сварочных работ
- Резка
- Зачистка
- Установка пилы в зажимы
- Выбор режима сварки
- Сварка
- Отжиг
- Повторная зачистка
- Контроль качества
- Вместо заключения
- Как сварить ленточную пилу
- Аппараты для сварки ленточных пил
- Технология сварки
- Подготовка полотна
- Процесс сварки
- Отжиг
- Зачистка
- Контроль качества
- Пайка
- Заключение
- Сварка ленточных пил: как выполняется, технология и оборудование, этапы и контроль
- Общие сведения
- Пайка ленточных пил
- Оборудование
- Аппараты сварки ленточных пил и материал электродов
- Отжиг сварных швов
- Технология сварки
- Резка
- Сварочные станки
- Режим сварки
- Инструменты
Сложность соединения концов ленточных пил обуславливается различием параметров разных пил (по размеру и материалу) и тяжелыми условиями, в которых работает инструмент, испытывающий многократные циклические растягивающие и изгибающие нагрузки. В идеале место соединения должно быть таким же прочным, как и целое полотно, однако добиться этого непросто.
Спаянная ленточная пила
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
- При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
- Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
- Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
- После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
- Посмотрим интересное видео о сварке ленточных пил своими руками:
Это интересно: Сварка кузова автомобиля: какую методику выбрать
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Пайка ленточных пил
Высокотемпературная пайка ленточных пил также является приемлемым способом соединения, обеспечивающим, при условии качественного выполнения, достаточную прочность полотна. А для домашних условий пайка является наиболее доступным способом соединения порванной ленточной пилы.
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге.
Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше.
Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Бура
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
- Приспособление для пайки ленточных пил: 1 — выемка, обеспечивающая доступ пламени горелки.
- Но возможны более простые варианты сделанные своими руками.
- Самодельное приспособление для пайки ленточных пил
- Самодельное приспособление для пайки ленточных пил
- Самодельное приспособление для пайки ленточных пил
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Пайка ленточных пил
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении.
При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов.
Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
- Пайка ленточных пил (
- на соединение заранее помещен кусочек припоя
- )
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
- Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- Пайка ленточных пил: нагрев соединения
- Пайка ленточных пил: припой заполнивший стык
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
- Пайка ленточных пил: зачистка соединения
- Пайка ленточных пил: готовое соединение
- При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
- Литература
Итог
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

- Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
- При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
- Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Это интересно: Сварка неповоротных стыков труб — основные технологии
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка
- Зачистка после сварки
- Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
- Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
- Габариты и форма образца выбирается на основе размеров исходных зубьев.
- Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
- Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

- Заточный станок для ленточных пил
- Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
- Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
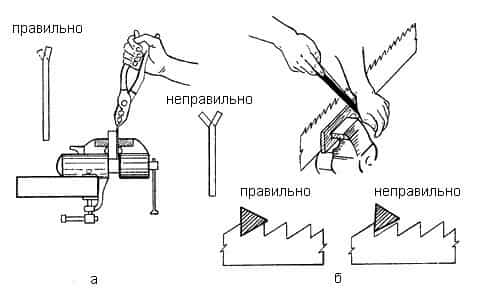
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
| Поделитесь в соц.сетях: |
Сварка ленточных пил своими руками
Время чтения: ≈10 минут
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.

Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы.
Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ.
Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.

Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.

Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть.
Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства.
Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока.
У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка.
После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы.
После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно.
Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть.
Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей.
Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом.
Обработайте металл так, чтобы соединения практически не было видно.

Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.
Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока.
А непровары образовываются из-за малого давления или маленькой силы тока.
Визуально-измерительный контроль сварных соединений
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна.
Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва.
Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки.
При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в х ниже. Желаем удачи в работе!
Как сварить ленточную пилу
Ленточные пилы, как по дереву, так и по металлу изготовляются из режущего полотна, соединённого в кольцо. Поскольку во время работы они подвергаются циклическим нагрузкам на растягивание и изгиб место соединения по прочности в идеале не должно уступать материалу полотна. Поэтому для сварки ленточных плит используется специальное оборудование.
Аппараты для сварки ленточных пил
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки. В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.
 Аппарат для сварки ленточной пилы
Аппарат для сварки ленточной пилы
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм.
Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы.
После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами.
По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Технология подводной сварки
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски.
После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут.
После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев.
При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
Чем лучше варить кузов автомобиля
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Заключение
Как следует из статьи освоить сварку пил несложно, особенно с помощью специализированных станков. Для качественного соединения необязательно иметь дорогостоящий станок. Дешёвые модели вполне успешно справляются с этой задачей, хотя с меньшей производительностью. В экстренных случаях можно обойтись вообще без оборудования, используя ручное сваривание и пайку.
Сварка ленточных пил: как выполняется, технология и оборудование, этапы и контроль
Главная / Техника сварки
- Назад
- Время на чтение: 5 мин
- 36
Оригинальные чудо-лопаты для копки земли и рыхления огорода
Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
- Общие сведения
- Оборудование
- Технология сварки Резка
- Зачистка
- Закрепление полотна в зажимы
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
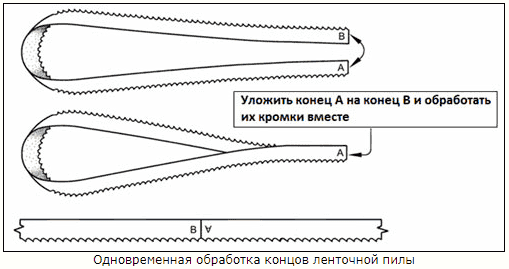
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Оборудование
Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется.
В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения.
При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.
Бронза с содержанием хрома делают дрейф металла на поверхности и их схватывание более медленным. Они могут выдержать больше полутысяч свариваний.
Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.
Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.
Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Сварочные станки
Типовой станок для сварки ленточной пилы, работающий согласно рассмотренному выше принципу, состоит из следующих основных частей:
- основание (корпус);
- импульсный трансформатор;
- специальные механизмы зажима с электродами и кронштейны, состоящие из передвигающейся и подвижной частей;
- пусковой узел (кнопка «Пуск»).
Входящий в состав станка зажимной механизм устроен так, чтобы в месте подсоединения контактов оставался зазор, необходимый для встречного перемещения половинок ленты с образованием качественного сварочного валика.
Под действием специальной встроенной пружины создаётся осадочное давление, в результате которого стыкующиеся торцы с заданным усилием прижимаются один к другому. Можно сказать, что реализованная в станке технология сварки состоит из следующих обязательных операций:
- подготовка линии предполагаемой стыковки (включая резку свариваемых частей);
- зачистка стыкуемых торцов;
- их размещение в сварочном станке, сопровождающееся установкой токового режима, требуемого усилия и величины осадки;
- электросварка полотна ленточной пилы с последующим отжигом и зачисткой шва.
Для выравнивающей резки полотна удобнее всего воспользоваться специальными гильотинными ножницами, однако в случае их отсутствия можно использовать и другой режущий инструмент. При повторной работе с одними и теми же ленточными пилами с каждой из сторон их полотна отрезается не менее 5 миллиметров материала.
При любом варианте подготовительного выравнивания кромок следует проследить за тем, чтобы место сварки располагалось между вершинами соседних зубьев (с учётом необходимого припуска на осадку). В процессе резки необходимо стараться, чтобы срез получался ровным и строго перпендикулярным продольной линии пилы (её спинке).
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Инструменты
- 28 votes
- +
- Голос за!
- —
- Голос против!
Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.





