- § 1. Инструменты для ручной резки
- Слесарное дело
- Слесарные работы. Резка
- Правила разрезания материалов ручными инструментами
- Механизация работ при резке
- 2.8. Ручная и механическая разрезка и распиловка
- Рис. 15.Ручные ножницы для резки металлов
- Рис. 16.Ручные ножовки для металла
- а – регулируемая; б – нерегулируемая
- Рис. 17.Полотна с нарезанными зубьями:
- а – двухстороннее; б – одностороннее
- Рис. 18.Труборезы ножевые (роликовые):
- а – трехножевые; б – с одним ножом и двумя
- роликами
- Резка металла
- Резание металла
- Инструменты для резания
- ГБОУ
СПО ЛНР - Алчевский
металлургический колледж 
- Учебное пособие
- для
выполнения слесарных работ. - Тема
урока: - «Резка металла»
-
Разработала: -
мастер производственного обучения -
Ермишина Ирина Петровна - Алчевск
- 2018
г - Тема
урока: «Резка металла» - Резание металла ножовкой.
- Для разрезания заготовок из сортового
проката применяют ручную слесарную ножовку.
Полотно слесарной
ножовки — тонкая лента из твердой стали, на одной кромке которой
нанесены зубья клиновидной формы. Каждый зуб 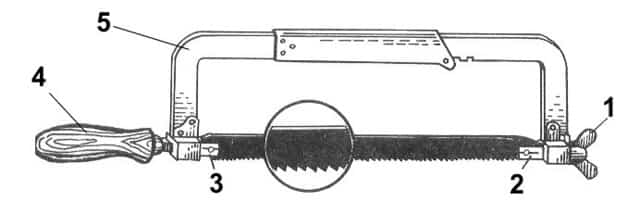 представляет
представляет
собой резец.
Ножовочное полотно должно
быть надежно закреплено в рамке(см. рис. справа 5) натяжным
винтом(1), а зубья направлены в сторону, противоположную ручке(4).
Приступая к
работе, следует отрегулировать натяжение полотна в ножовочной рамке. Для этого
нужно вставить один край полотна в заднюю головку (3)
и закрепить шплинтом.
Второй край полотна вставить в пропил передней
головки(2) и натянуть полотно с помощью натяжного
винта-барашка. Слишком сильное натяжение полотна, как и слишком слабое,
может привести к
его поломке.
По разметочной
риске делают неглубокий пропил трехгранным напильником. Это обеспечит точное
направление движения полотна.
Во время работы нужно принять правильную
рабочую позу (см. рис. слева): стать вполоборота к тискам, левую ногу поставить
вперед и ступни расположить под углом друг к другу.
Ножовку во время
резания держат двумя руками. Положение рук показано на рисунке ниже.
Перемещение ножовки осуществляется только руками, а корпус остается
неподвижным. Это позволяет экономить силы и обеспечивает высокое качество
работы.
Ножовкой
можно резать полосовой материал только в том случае, если на его толщине
укладывается три или более зубьев ножовочного полотна.
Более тонкий
материал закрепляют между деревянными брусками (см.рис. справа).
Тонкие заготовки собирают пакетами, т. е. складывают несколько штук вместе и закрепляют
в тисках.
При
разрезании длинных заготовок не всегда удается
довести резание до конца из-за того, что рамка станка упирается в их торец.
Тогда полотно поворачивают по отношению к рамке на 90° (см.рис. слева) и
продолжают работу.
Заготовки
фасонного профиля (уголок, швеллер и др.) при
разрезании ножовкой рекомендуется закреплять в деревянных нагубниках (см.рис.
справа).
В
начале разрезания полосового и квадратного проката ножовку наклоняют слегка
вперед. Постепенно наклон уменьшают и после того, как пропил дойдет до
ближайшего ребра заготовки, ножовку возвращают в горизонтальное положение.
Надо
следить за тем, чтобы разметочная риска была сохранена. Если пилить точно по
разметочной риске, то после отпиливания размер детали будет меньше заданного на
чертеже, что приведет к непоправимому браку.
Движение ножовки вперед является рабочим, так как в это время зубья полотна
режут металл, а движение назад — холостым.
При движении ножовки вперед ее
слегка прижимают вниз, обратное движение выполняют без
нажима.
Ход ножовки должен
быть полным, чтобы полотно изнашивалось равномерно по всей длине. Двигать
ножовку нужно плавно, без рывков, ритмично.
Скорость движения
ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы уменьшить трение,
полотно ножовки покрывают машинным маслом или другим густым смазочным
материалом.
Заготовку
надо надежно закреплять в тисках. Работать ножовкой надо плавно, без
рывков.
Заканчивая
резание, необходимо ослабить нажим на ножовку и придержать снизу отрезаемую
часть.
Нельзя
сдувать стружку и сметать ее рукой. Надо пользоваться щеткой-сметкой.
- Варианты слесарных
ножовок и различных приспособлений для резания металла. - Резание
металла ножницами. - Тонколистовой
металл можно резать специальными ножницами.
Ручные
ножницы состоят из двух половинок. Каждая
половинка изготовлена как единое целое и объединяет в себе нож и ручку.
Половинки
соединены между собой винтом. По расположению режущих ножей ручные ножницы
подразделяются на левые(рис. слева а) и правые (рис. слева б).
Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож
расположен слева, у правых — справа.
По форме режущих ножей различают прямые
(рис. справа а-г) и кривые ножницы
(д).
Для снижения
усилий, необходимых для разрезания прочного материала, используют рычажные
ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости
плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они
режут бумагу.
Тонколистовой металл можно разрезать двумя способами.
Первый
способ — ножницы берут правой рукой.
Большой палец располагают на верхней ручке, а указательным, средним и
безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками:
при разрезании им раздвигают ручки ножниц (см.рис. справа).
Если ручки ножниц
раздвигаются туго, то вместо мизинца можно использовать указательный палец. В
этом случае его помещают между ручками ножниц.
Второй
способ разрезания тонколистового металла
заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках,
а другую охватывают пальцами правой руки (см.рис. слева).
Материал
в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить
давление между ножами и резать более твердый материал. Заготовку слегка
поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют
острые углы, проверяют линейкой и угольником качество резания.
Приемы резания
листа металла ножницами по прямой линии несколько отличаются
от приемов резания по окружности или другой кривой, но в любом случае нужно,
чтобы в процессе резания всегда была видна линия разреза.
При резании по
кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так
как в месте закругления отрезанная часть металла хуже загибается и мешает
работе ножниц.
Для того чтобы
избежать этого при вырезании, например, круга из квадратного листа жести,
вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую
полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они
захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать,
а выталкивать лист.
При разрезании
тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки
листа в месте разреза делаются очень острыми. Поэтому на левую руку,
поддерживающую лист, обязательно надевайте рукавицу.
Левая
рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как
это может привести к трещинам и даже разрывам кромок материала на линии
разреза.
Закрепление
ножниц в тисках должно быть прочным и надежным, так как при их срыве можно
поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.
На предприятиях
тонколистовой металл режут на специальных машинах-ножницах.
Различают механические ножницы — гильотинные
и дисковые.
Гильотинные
ножницы бывают двух видов: параллельные и наклонные.
У первых ножи расположены параллельно друг к другу, у вторых — под небольшим
углом.
В дисковых
ножницах листовой металл режется острыми краями вращающихся дисков(см.рис.
слева).
Для фигурной резки используются высечные
ножницы, верхний нож которых поворачивается вокруг оси, а нижний —
неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они
должны хорошо знать свойства различных металлов и устройство промышленных
ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают
распространение резка металла лучом лазера, струёй
воды под большим давлением. Эти способы отличаются высокой производительностью
и точностью.
§ 1. Инструменты для ручной резки
>>> Перейти на мобильный размер сайта >>>
Учебное пособие
Слесарное дело
-
- Резкой называется слесарная операция, при которой металл разделяют на части.
- В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.
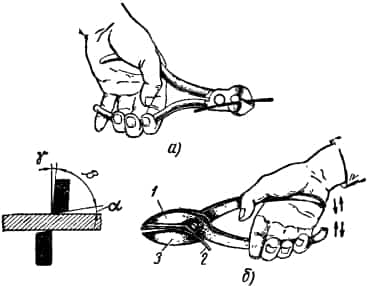
Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Большое давление, которое испытывают лезвия ножниц при резании, требует особенно большого угла заострения. Его величина обычно составляет 65—85 °.
Чем тверже металл, тем угол заострения лезвий Р ножниц больше: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75° и для твердых 80—85 ° .
Для уменьшения трения лезвий о разрезаемый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.
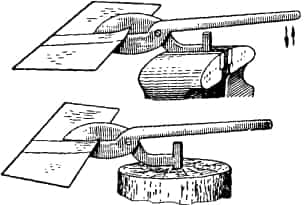
Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.
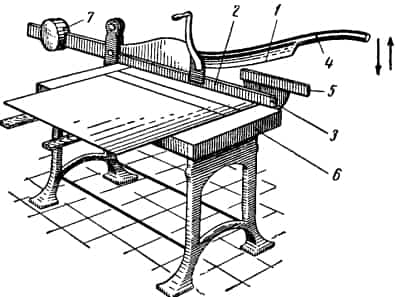
Рис. 110. Резка металла рычажными ножницами:
1 — верхний нож, 2— нижний нож, 3 — прижимная планка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям.
В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.
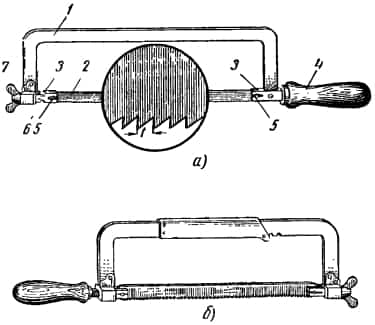
Рис. 111. Ножовки: а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму резца (клина). На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 112 , а) . При резании стружка размещается между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила.
Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага t зуба. В зависимости от разрезаемого материала задний угол α принимается 40—45°. Угол заострения должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться.
Обычно этот угол принимается равным 50°; при более твердых материалах величина угла несколько больше.
Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала.
Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна.
Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б).
Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.
), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.
). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
Слесарные работы. Резка

Резка (резание) — операция, связанная с разделением материалов на части при помощи ножовочного полотна, ножниц или другого режущего инструмента.
К инструментам и приспособлениям, получившим наиболее широкое применение при резке, относятся ручные слесарные ножовки и ножницы различных конструкций (для разрезания листового материала и профильного проката); труборезы и приспособления для закрепления разрезаемых заготовок.
Ручные слесарные ножовки (рис. 1, а) предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы (рис. 1, б) изготавливают прямыми, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
Силовые ножницы (рис. 1, в) применяют при разрезании листовой стали толщиной до 2,5 мм.
Ручные настольные рычажные ножницы (рис. 1, г) применяют для разрезания стальных листов толщиной до 4 мм и алюминиевых или латунных — до 6 мм.
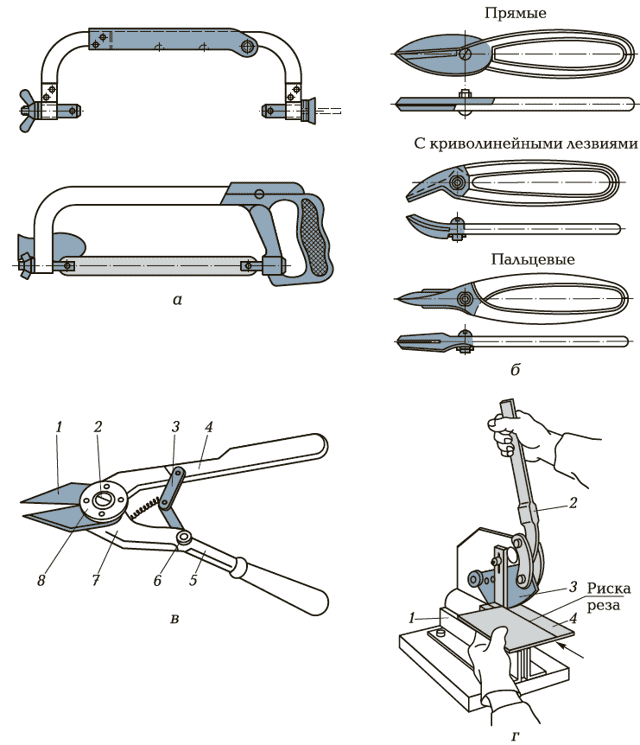 Рис. 1. Инструменты для разрезания металла: а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
Рис. 1. Инструменты для разрезания металла: а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
Труборезы (рис. 2) обеспечивают более качественное по сравнению со слесарной ножовкой разрезание труб.
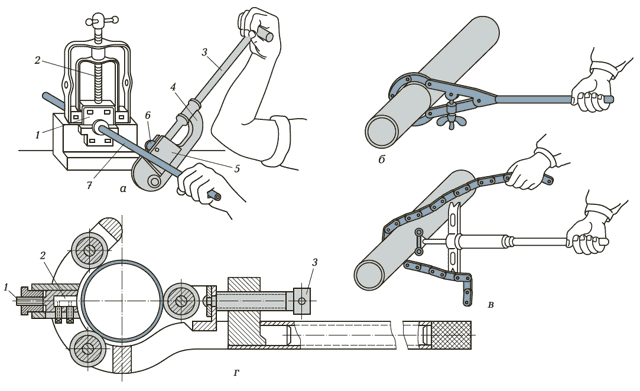 Рис. 2. Труборезы: а — роликовый: 1 — прижим; 2 — винт; 3 — винтовой рычаг; 4 — скоба; 5 — кронштейн; 6 — режущий ролик; 7 — труба; б — хомутиковый; в — цепной; г — резцовый: 1 — нажимной ролик; 2— отрезной ролик; 3 — винт
Рис. 2. Труборезы: а — роликовый: 1 — прижим; 2 — винт; 3 — винтовой рычаг; 4 — скоба; 5 — кронштейн; 6 — режущий ролик; 7 — труба; б — хомутиковый; в — цепной; г — резцовый: 1 — нажимной ролик; 2— отрезной ролик; 3 — винт
При разрезании заготовок их необходимо закреплять либо в тисках, либо в специальных приспособлениях, например трубных прижимах.
Правила разрезания материалов ручными инструментами
При резании металла ручными инструментами следует соблюдать ряд правил, которые в значительной мере различаются в зависимости от используемого инструмента и свойств материала, подвергаемого разрезанию.
При разрезании материалов ручной ножовкой следует придерживаться следующих правил:
- Проверить правильность установки и натяжения ножовочного полотна в станке ручной ножовки.
- Произвести разметку линии реза по всему периметру заготовки с припуском 2…3 мм на последующую обработку.
- Закрепить заготовку в тисках.
- Разрезание полосового и углового материала следует производить по широкой части заготовки.
- В том случае, если длина реза на заготовке превышает размер полотна ножовочного станка, разрезание следует производить ножовочным полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым на 90° полотном).
- Листовой материал малой толщины при разрезании следует зажимать в тисках между деревянными брусками и разрезать вместе с ними.
- При разрезании труб их следует закреплять в трубном прижиме или в тисках с использованием доя этого профильных (призматических) деревянных прокладок.
В процессе разрезания заготовки необходимо:
- в начале разрезания наклонять ножовку от себя на 10… 15°;
- при разрезании ножовочное полотно удерживать в горизонтальном положении;
- в работе использовать не менее 3/4 ножовочного полотна;
- рабочее движение производить плавно, без рывков;
- в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
При разрезании листового металла ручными ножницами необходимо выполнять следующие правила:
- при разметке заготовки необходимо предусмотреть припуск 0,5 мм на последующую обработку;
- разрезание следует производить при надетых на руки руковицах;
- разрезаемую заготовку следует располагать строго перпендикулярно лезвиям ножниц;
- в конце разрезания лезвия ножниц не следует сводить полностью;
- разрезание следует производить строго по линии разметки.
При разрезании металла ручными рычажными ножницами следует:
- работать в рукавицах;
- разрезание листового материала размером более 0,5×0,5 м производить вдвоем (один должен поддерживать лист и продвигать его в направлении от себя по нижнему ножу, а другой — нажимать на рычаг ножниц);
- располагать разрезаемую заготовку строго перпендикулярно плоскости подвижного ножа;
- не доводить ножи до полного сжатия в конце каждого реза.
При разрезании труб труборезом рекомендуется:
- отмечать линию реза мелом по всему периметру трубы;
- прочно закреплять трубу в трубном прижиме или в тисках с использованием профильных деревянных прокладок;
- располагать место реза не более чем в 100 мм от зажимных губок прижима или тисков;
- смазывать место реза машинным маслом;
- следить за перпендикулярностью рукоятки трубореза оси трубы;
- следить, чтобы диски трубореза располагались точно, без перекоса по линии реза;
- не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
- поддерживать труборез обеими руками в конце реза.
Механизация работ при резке
Механизация работ при резке осуществляется главным образом за счет ручного механизированного инструмента, в качестве которого, в большинстве случаев, применяют механическую ножовку и ручные электровибрационные ножницы.
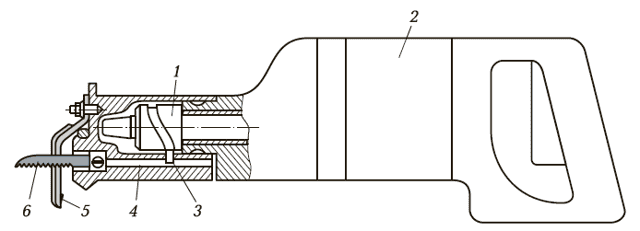 Рис. 3. Механическая ножовка: 1 — барабан; 2 — корпус; 3 — палец; 4 — ползун; 5 — скоба; 6 — ножовочное полотно
Рис. 3. Механическая ножовка: 1 — барабан; 2 — корпус; 3 — палец; 4 — ползун; 5 — скоба; 6 — ножовочное полотно
Механическая ножовка (рис. 3) состоит из корпуса 2, в котором помещен электрический двигатель. На валу двигателя установлен барабан 1, в спиральный паз которого входит палец 3, соединенный с ползуном 4.
На ползуне укреплено ножовочное полотно 6. При вращении барабана ножовочное полотно получает возвратно-поступательное движение и выполняет разрезание металла.
Во время работы ножовка упирается скобой 5 и поддерживается за рукоятку.
Ручные электровибрационные ножницы (рис. 4) позволяют разрезать листовую сталь толщиной до 2,7 мм. Ножницы состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса 2 ножовочной головки. Двигатель через червячную передачу приводит в движение эксцентриковый вал 1.
Шатун 9, установленный на эксцентриковый вал 1, нижней головкой связан с пальцем 8 рычага верхнего ножа 6. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла.
Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого металла.
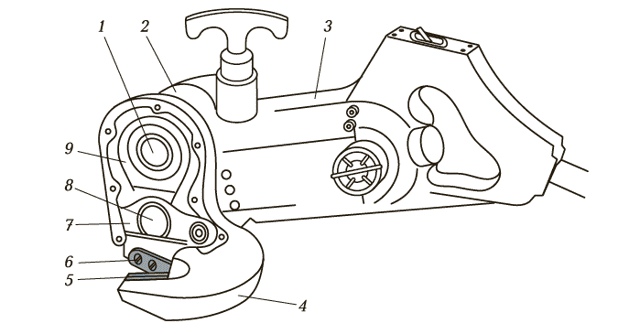 Рис. 4. Ручные электровибрационные ножницы: 1 — эксцентриковый вал; 2 — корпус ножовочной головки; 3 — корпус; 4 — скоба; 5 — нижний нож; 6 — верхний нож; 7 — рычаг; 8 — палец; 9 — шатун
Рис. 4. Ручные электровибрационные ножницы: 1 — эксцентриковый вал; 2 — корпус ножовочной головки; 3 — корпус; 4 — скоба; 5 — нижний нож; 6 — верхний нож; 7 — рычаг; 8 — палец; 9 — шатун
2.8. Ручная и механическая разрезка и распиловка
2.8. Ручная и механическая разрезка и распиловка
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Рис. 15. Ручные ножницы для резки металлов
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 15), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).
Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы.
Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами.
Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
Ручные ножницы служат для резки жести и железного листа толщиной до 1 мм, а также для разрезания проволоки. Листовой материал толщиной до 5 мм разрезается на рычажных ножницах, а материал толщиной более 5 мм – на механических ножницах. Перед резкой режущие кромки следует смазать маслом.
Угол заострения режущих частей ножниц зависит от характера и марки разрезаемого металла и материала. Чем меньше этот угол, тем легче врезаются режущие кромки ножниц в материал, и наоборот.
Однако при малом угле заострения режущие кромки быстро выкрашиваются. Поэтому на практике угол заточки выбирают в пределах 75–85°. Затупившиеся кромки ножниц затачивают на шлифовальном станке.
Правильность заточки и разводки между фомками проверяют, разрезая бумагу.
Ручная ножовка состоит из постоянной или регулируемой рамки, рукоятки и ножовочного полотна. Полотно крепится в рамке с помощью двух стальных штифтов, болта и гайки-барашка. Болт с гайкой служит для натяжения полотна в рамке (рис. 16).
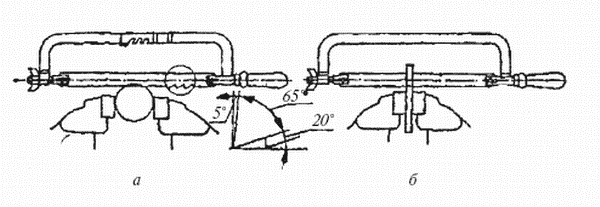
Рис. 16. Ручные ножовки для металла
а – регулируемая; б – нерегулируемая
Ручное ножовочное полотно – это тонкая стальная закаленная полоса толщиной от 0,6 до 0,8 мм, шириной 12–15 мм и длиной 250–300 мм с нарезанными зубьями вдоль одной или обеих кромок. Ножовочное станочное полотно имеет толщину 1,2–2,5 мм, ширину 25–45 мм и длину 350–600 мм.
Зуб полотна характеризуется следующими углами: для ручного ножовочного полотна передний угол 0°, задний угол 40–45°, шаг 0,8 мм, ширина развода зубьев 1,2–1,5 мм; для ножовочных станочных полотен передний угол 0–5°, задний угол 35–40°, угол заострения зуба 50–55°, шаг зубьев 2–6 мм.
Зубья бывают волнообразные и разведенные.
Мягкие металлы и искусственные материалы распиливаются ножовкой с зубьями большого шага, твердые и тонкие материалы – мелНожовочные полотна выполняют из инструментальной высокоуглеродистой стали У10, У12, У10А, У12А, для особо ответственных работ – из стали Р9, Х6ВФ, Х12Ф1, вольфрамовой и хромистой. После нарезки зубьев полотно подвергается закалке полностью или частично (только зубья) до твердости HRC 60–61. Рабочая длина полотна составляет около 2/3 его длины. Каждый зуб ножовочного полотна представляет собой строгальный резец (рис. 17).
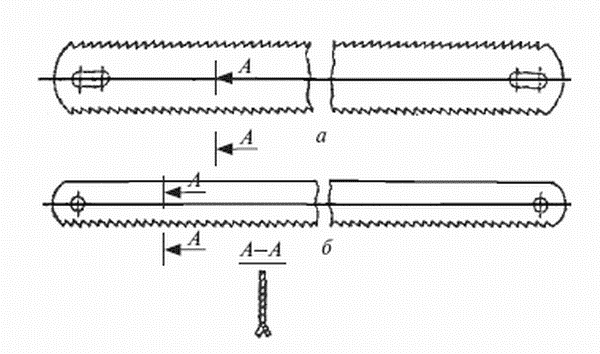
Рис. 17. Полотна с нарезанными зубьями:
а – двухстороннее; б – одностороннее
Перед распиловкой или разрезанием материала следует подготовить материал, разметить его чертилкой или обозначить накерниванием.
Перекос ножовки в процессе распиловки вызывает значительные напряжения изгиба полотна, что может послужить причиной появления трещины или поломки полотна.
В случае поломки одного или нескольких зубьев на полотне следует прервать распиловку, вынуть полотно из рамки и сошлифовать выкрошенные зубья. После этого можно продолжать использование полотна.
Распиловку труб большого диаметра нужно выполнять обязательно с постепенным поворотом трубы: в противном случае может произойти поломка зубьев.
Тонкую трубу следует закреплять в тисках или приспособлениях с обжимом по радиусу при незначительном усилии зажатия, иначе может произойти смятие трубы. Для распиловки труб следует использовать полотно с целыми и острыми зубьями малого шага.
В место реза, где треснуло старое полотно или выкрошились его зубья, не следует вставлять новое полотно.
Если линия реза пошла под углом к поверхности металла, следует прервать распиловку с этой стороны и начать с другой. Чтобы избежать скольжения полотна по материалу, нужно первоначальный рез произвести трехгранным напильником.
Твердые материалы распиливают, как правило, механической рамной, ленточной или дисковой пилами. Ручное распиливание этих материалов очень трудоемко, а иногда просто невозможно. При механической распиловке получается ровный рез.
Рис. 18. Труборезы ножевые (роликовые):
а – трехножевые; б – с одним ножом и двумя
роликами
Труборез – это инструмент для разрезания труб (рис. 18). Труборезы бывают разных видов: одно-, двух– и трехножевые, а также цепные.
В труборезе роль режущей части выполняет ролик с заточенными кромками. Трехножевой труборез состоит из щеки, в которой находятся два ножа-ролика, обоймы, в которой установлен один ролик, рукоятки и рычага.
На закрепленную в тисках или захватывающем приспособлении трубу накладывают труборез и с помощью рукоятки затягивают до упора. Колебательным или вращательным движением рычага и постепенным сближением ножей-роликов производится разрезка трубы.
Равномерную и чистую линию реза трубы можно получить с помощью цепного трубореза.
В целях безопасности при разрезании и распиловке материала следует проверить инструмент, правильно и надежно закрепить материал в тисках или приспособлениях, а также правильно и крепко осадить рукоять рамной пилы. Опасные места возле механических ножниц закрывают кожухом или щитами. Механические ножницы обслуживаются согласно инструкции по эксплуатации специально обученным работником.
Резка металла
Резка металла — это разделение его на части или заготовки с помощью ножовки, ножниц и других режущих инструментов.
Операция резки металла в слесарных работах применяется обычно с целью получения заготовок для деталей.
Холодная резка металла может производиться двумя способами: без снятия стружки — различными ножницами, кусачками, и со снятием стружки — ножовкой, резцом, пилой и т. д. Механическая (машинная) резка металла будет рассмотрена в гл. 11 «Обработка деталей корпуса», а тепловая резка — в гл. 7 «Тепловая резка».
Для ручной резки металла без снятия стружки используется следующий инструмент и оборудование.
Ручные ножницы (рис. 4.9, а) применяются для резки тонкого листового материала толщиной до 0,8 мм.
Рис. 4.9. Ножницы для резки металла: а — ручные; б — рычажные; в — переносные для резки угловой стали. 1 — нижний нож; 2 — верхний нож; 3,6 — рукоятка; 4 — промежуточный рычаг; 5 — промежуточная тяга;
7 — вырез щеки.
Стуловые ножницы применяются для резки листового металла толщиной до 3 мм. Рычажные ножницы (рис. 4.9, б) используются для резки металла толщиной до 5—6 м. Для резки мелких угольников предназначены переносные ножницы (рис. 4.9, в).
В настоящее время для механизации ручной резки металла широко применяются пневматические вибрационные ножницы (рис. 4.10), позволяющие резать металл толщиной до 3 мм.
Рис. 4.10. Вибрационные ножницы.
Следует отметить, что названные пределы толщин разрезаемого металла относятся к обычной стали. Для других металлов и сплавов эти значения могут быть больше или меньше, в зависимости от прочности материала.
Для резки труб служит труборез с дисковыми ножами, закрепленными на корпусе и ползуне.
Резку металла вручную со снятием стружки выполняют при помощи ножовки. Распиливаемый материал необходимо закреплять в тисках таким образом, чтобы он не вибрировал при пилке (рис. 4.11).
Рис. 4.11. Правильное положение ножовки во время работы.
Ножовкой работают со скоростью 30—60 двойных ходов в минуту. Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Нажимают на ножовку при движении вперед; при обратном ходе нажимать не следует. В конце резки нажим ослабляют.
Если при разрезании заготовок не требуется получить чистые торцы, то допускается ради экономии времени надрезать металл (круглый, шестигранник и т. п.) с нескольких сторон, не доходя до середины, а затем отломить заготовку.
Резание металла
Резание металла — операция разделения металла на части. В зависимости от формы и размеров заготовок и деталей резку осуществляют:
- — вручную — ручными ножницами, ножовками, рычажными ножницами и труборезами;
- — механическим способом — при помощи механических ножовок, дисковых пил, абразивных кругов и др.
Сущность процесса резания ножницами заключается в отделении частей металла под давлением пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.
Большое давление, испытываемое лезвиями при резании, требует большого угла заострения режущей кромки.
Чем тверже металл, тем больше угол заострения лезвий: для мягких металлов он равен 65°, для металлов средней твердости — 70—75° и для твердых — 80—85°.
Инструменты для резания
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5—1,0 мм и цветных металлов — до 1,5 мм.
В зависимости от расположения режущих кромок лезвия различают ножницы правые и левые. У правых ножниц скос режущей части каждой половинки находится с правой стороны, а у левых — с левой.
Правыми ножницами режут по левой кромке листа в направлении часовой стрелки, чтобы все время была видна разметочная риска. Левыми ножницами режут против часовой стрелки и наблюдение за разметочной риской затруднено отрезаемой частью металла.
Левые ножницы применяют для вырезания криволинейных деталей.
Ручные рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни до 6 мм. Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож — неподвижный. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Ручная ножовка применяется для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицов, пазов, обрезки и вырезки заготовок по контуру и других работ.
Ручная ножовка состоит из стальной рамки (станка) и ножовочного полотна, закрепленного в хвостовиках. Один хвостовик с ручкой и неподвижной головкой, другой — имеет подвижную головку и натяжной винт с барашковой гайкой для натяжения режущего полотна.
Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер (иногда на обоих). Каждый зуб ножовочного полотна имеет форму клина (резца). Стружка должна размещаться в пространстве между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила.
Шаг зубьев принимается, мм:
- — для мягких и вязких металлов (медь, латунь) — 0,8—1;
- — для твердых металлов (сталь, чугун) — 1,25;
- — для мягкой стали — 1,6.
Для слесарных работ пользуются преимущественно ножовочными полотнами с шагом 1,25 мм, при котором на длине полотна насчитывается около 20 зубьев.
Приемы резки ножовкой. На заготовку предварительно наносят разметочную риску, затем заготовку зажимают в слесарных тисках в горизонтальном положении и трехгранным напильником по разметочной риске делают неглубокий пропил для лучшего направления ножовочного полотна. Предварительно полотно смазывают маслом.
Процесс резки ручной ножовкой состоит из двух ходов:
- — рабочего, когда ножовка перемещается вперед от работающего;
- — холостого, когда ножовка перемещается назад по направлению к работающему.
При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
- — для длинных пропилов используют ножовочное полотно с большим шагом зубьев, а для коротких пропилов — с мелким шагом;
- — в работе ножовочное полотно должно участвовать по всей своей длине;
- — работают ножовкой не спеша, плавно, без рывков, делая не более 30—60 двойных ходов в минуту. При более быстрых темпах полотно нагревается и быстрее тупится;
- — перед окончанием распила ослабляют нажим на ножовку во избежание поломки полотна;
- — при резке не давать полотну нагреваться, периодически смазывая его минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- — латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут эти металлы, а скользят по их поверхности.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль ручки ножовочного станка сбоку. Этим обеспечивается устойчивое положение ножовки во время резания.
Отрезку производят без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться дальнейшей механической обработке, например опиливанию.





