- Класс полировки
- Подготовительные мероприятия
- Пескоструйная обработка
- Использование ручного инструмента
- Обезжиривание
- Работа со щелочными растворами
- Электрохимическое обезжиривание
- Способы полировки металла
- Механическое полирование
- Химическое полирование
- Электрохимическое полирование
- Электрохимическое полирование
- Лазерное полирование
- Сравнение наиболее популярных методов полировки
- Приобретение инструмента и расходных материалов
- Технологии и средства для полировки металла до блеска
- Описание и свойства процесса полировки
- Подготовительные этапы
- Способы полировки металла
- Механический способ
- Химическое полирование металла
- Электрохимическая полировка металла
- Полировка при помощи плазмы
- Лазерная полировка металла
- Ультразвуковая полировка металла
- Полировка металла
- Виды работ
- Недостатки традиционных способов
- Механический метод полировки
- Химическое полирование
- Электромеханический метод
- Электролитно-плазменный способ
- Выбираем оснастку для шлифовки и полировки металла с помощью дремеля с AliExpress / Подборки товаров с Aliexpress и не только / iXBT Live
Поделиться
 Рис. 1 Пример полированной поверхности
Рис. 1 Пример полированной поверхности
Полирование металла осуществляется по ГОСТ 9.301-86. Стандарт содержит базовые требования к качеству обработки изделий. В нем нет особых указаний относительно блеска и зеркальности поверхности – параметры определяются индивидуально, в соответствии с требованиями технологической карты.
По завершении процедуры на детали не должны присутствовать:
- заусенцы;
- следы коррозионного поражения;
- борозды;
- царапины любой протяженности и глубины.
При обнаружении перечисленных дефектов изделие отправляется на повторную обработку.
 Рис. 2 Дефект полировки металла
Рис. 2 Дефект полировки металла
Класс полировки
Класс полировки определяет уровень шероховатости. Чем выше показатель – тем лучше обработано изделие. ГОСТ 2789-59 предусматривает несколько видов шероховатостей.
| Тип шероховатостей | Схематическое изображение |
| Параллельные | |
| Перпендикулярные | |
| Параллельные | |
| Пересекающиеся | |
| Кругообразные | |
| Радиальные |
Для определения класса полировки используется сравнительная таблица.
 Табилца 1 Классы полировки и требования к ним
Табилца 1 Классы полировки и требования к ним
Подготовительные мероприятия
Шлифовке и полировке металла предшествуют подготовительные мероприятия. Перечень выполняемых работ зависит от состояния заготовки и требований к качеству обработки.
Специалисты выполняют одну или несколько подготовительных операций.
Пескоструйная обработка
Воздействие сжатого воздуха и абразивных частиц на поверхность изделия. В результате устраняется окалина, следы коррозии, незначительные неровности и прочие дефекты, неудаляемые полированием. Для проведения работ используются профильные станки и абразивы требуемой фракции.
 Рис. 3 Результат пескоструйной обработки
Рис. 3 Результат пескоструйной обработки
Использование ручного инструмента
Применение щеток с жесткой щетиной с целью удаления шлама и окислов. Процедура устраняет крупные дефекты, не подходит для тщательной предварительной обработки. Ее проводят при первичном удалении значительных отложений.
Рис. 4 Обработка металлического листа щеткой
Обезжиривание
Обработка поверхности посредством растворителей. В результате устраняются следы смазок и прочих составов, препятствующих полированию. Перечень растворителей, доступных к применению, прописан в технологической карте.
Рис. 5 Обезжиривание поверхности металлического элемента
Работа со щелочными растворами
Погружение заготовки в электролит с целью расщепления жира и продуктов на его основе. Состав электролита подбирается индивидуально, зависит от параметров используемого оборудования и специфики детали.
Электрохимическое обезжиривание
Погружение заготовки в электролит с целью расщепления жира и продуктов на его основе. Состав электролита подбирается индивидуально, зависит от параметров используемого оборудования и специфики детали.
Рис. 6 Электрохимическое обезжиривание с полным погружением
Полировка металла в домашних условиях не позволяет воспользоваться всеми перечисленными способами. Частным мастерам стоит задействовать наждачную бумагу. Она устранит основные дефекты, обеспечит достаточный уровень подготовки элементов.
Способы полировки металла
Для проведения работ на дому достаточно купить пасту для полировки металла. Составы содержат абразивные частицы, имеют особую структуру. Они обеспечивают щадящее воздействие на поверхность, придают ей требуемую гладкость и блеск. Получить дополнительную информацию о продуктах поможет статья об алмазных пастах для полировки металла.
Рис. 7 Алмазная паста для полировки металла
В производственных условиях используются следующие способы и средства полировки металла:
- механическое полирование;
- химическое полирование;
- электрохимическое полирование;
- полирование с использованием плазмы;
- лазерное полирование;
- полирование с использованием ультразвука.
Каждый способ обладает собственными особенностями, заслуживает отдельного рассмотрения.
Механическое полирование
Простой и распространенный метод обработки. В данном случае используются круги для полировки металла и шлифовальные станки. Работы выполняются в определенном порядке.
- Целевая деталь закрепляется в держателе.
- Круг и обрабатываемый участок смачиваются водой.
- Оператор запускает станок, круг обрабатывает заданную область. Скорость вращения инструмента – порядка 1 400 оборотов в минуту.
- В ходе механического воздействия с поверхности удаляются неровности, и испаряется вода. Для предотвращения работы «на сухую» необходимо периодически останавливать станок и смачивать круг.
Обеспечить полировку металла до зеркального блеска помогут войлочные круги. Продукция представлена в различных вариациях, совместима с типовым электроинструментом.
Рис. 8 Войлочный круг для полировки
В завершении поверхность обрабатывается пастами. Они закрепляют результат и удаляют мельчайшие недочеты.
Химическое полирование
Химическое полирование предполагает погружение металлической заготовки в активный состав. Далее происходит нагрев жидкости и начинается реакция. В результате удаляется наружный слой материала требуемой толщины, поверхность приобретает необходимую шероховатость.
Единственный недостаток химического полирования – отсутствие блеска у обработанных изделий. Придать требуемые эстетические качества позволяет дополнительная обработка.
Рис. 9 Установка для химического полирования
При проведении работ используются защитные средства, в помещении организуется принудительная вентиляция. Последняя удаляет продукты химической реакции, поступающие в воздух.
Электрохимическое полирование
Процедура, схожая с химической полировкой изделий из металла. Ключевое отличие в подаче напряжения на деталь. Ток ускоряет реакцию, существенно улучшает качество обработки.
Недостаток способа – повышенный расход электроэнергии и потребность в регулярной замене реагента. Преимущества обоих методов, связанных с химическими составами – отсутствие ограничений по форме деталей.
Рис. 10 Аппарат для электрохимического полирования небольших элементов
Электрохимическое полирование
Полировка поверхности металла плазмой также предполагает погружение в раствор. При этом состав не содержит кислот. Его основа – смесь на базе солей аммония. Такой продукт безопасен для человека, менее агрессивен к заготовкам.
Результат полирования с использованием плазмы – идеально гладкая поверхность с выраженными защитными свойствами. Детали обладают зеркальным блеском, не требуют дополнительной обработки.
Рис. 11 Мобильная установка для плазменного полирования металла
Лазерное полирование
Обработка материала путем подачи импульсного лазерного луча. Процедура проводится на специальных станциях, не требует использования химических реагентов и порошков.
Под действием лазера разрушается дефектный слой, поверхность обретает требуемую шероховатость. Движение луча контролируется автоматикой. Это исключает пропуск участков, позволяет работать с компонентами сложной формы.
Рис. 12 Полирование лазером
Полирование путем воздействия колебаний заданной частоты. Последние расщепляют внешний слой, позволяют получить поверхность с нужной шероховатостью.
Способ оптимален для материалов с большим сопротивлением. Он исключает использование тока и избыточный нагрев заготовки, позволяет работать с тонкими и хрупкими деталями.
Рис. 13 Обработка заготовки посредством ультразвука
Работы выполняются в несколько этапов.
- Деталь размещается в держателе.
- По обрабатываемому участку распределяется абразивный состав. Действие выполняется вручную либо посредством вспомогательных приспособлений.
- Элемент, передающий колебания, располагается на изделии. Площадь контакта рассчитывается индивидуально, зависит от размеров заготовки.
- Под действием ультразвука происходит вибрация абразивов с последующим расщеплением поверхностного слоя.
- Остатки абразивов и удаленные фрагменты убираются с поверхности.
Основными абразивными элементами являются кремниевые и боровые частицы. Они обладают особыми физическими свойствами, безопасны для человека.
Сравнение наиболее популярных методов полировки
Подобрать подходящий метод полирования поможет сравнительная таблица. В ней представлены ключевые параметры обработки и применяемого оборудования, отражены сведения об экологичности и пожарной безопасности способов.
Табилца 2 Сравнение способов полирования
Приобретение инструмента и расходных материалов
Обращение в магазин «РИНКОМ» позволит купить все необходимое для полирования. В ассортименте полировальные круги, машины, диски, насадки и многое другое. Продукция обладает высокими эксплуатационными показателями, подходит для частного и производственного использования.
Содействие в подборе товаров оказывают штатные менеджеры. Они информируют о параметрах доступных изделий, предлагают решения, соответствующие требованиям покупателя.
Покупка сертифицированной продукции – залог достижения качественного результата.
Технологии и средства для полировки металла до блеска
Полировка металла – это финишный этап изготовления изделий из металла и сплавов, который заключается в снятии максимально тонкого слоя материала с поверхности детали. Существует большое количество способов, с помощью которых можно отполировать до блеска изделие как дома, так и в условиях промышленного производства.
О них подробно рассказывается в данной статье.
Описание и свойства процесса полировки
ГОСТ 9.301-86 регламентирует требования к качеству обработки изделий из металла в результате полировочных работ. Нет особых указаний в отношении блеска поверхностей после шлифовки, однако после полировки должны исключаться различные дефекты, борозды, царапины, заусеницы, коррозии и прочее.
Одним словом, мероприятия по полировке призваны придать изделию привлекательный внешний вид и потребительские качества.
На производстве существует такое понятие, как «класс полировки». Происходит определение уровня шероховатости поверхности той или иной детали посредством специального оборудования (микроскопы и профилографы) вплоть до 1 микрометра (мкм, 1 мм = 1000 мкм). Если шлифовка металла осуществляется в домашних условиях, то глубина неровностей определяется на глаз.
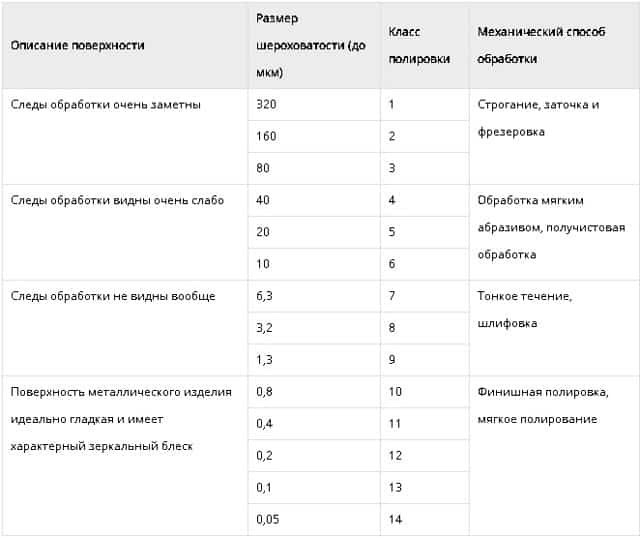
Существуют 14 классов шероховатости, которые указываются в специальных чертежах в соответствии с ГОСТ 2789-59.
Классы полировки и требования к ним представлены в таблице ниже.
| Следы обработки очень заметны | 320 | 1 | Строгание, заточка и фрезеровка |
| 160 | 2 | ||
| 80 | 3 | ||
| Следы обработки видны очень слабо | 40 | 4 | Обработка мягким абразивом, получистовая обработка |
| 20 | 5 | ||
| 10 | 6 | ||
| Следы обработки не видны вообще | 6,3 | 7 | Тонкое течение, шлифовка |
| 3,2 | 8 | ||
| 1,3 | 9 | ||
| Поверхность металлического изделия идеально гладкая и имеет характерный зеркальный блеск | 0,8 | 10 | Финишная полировка, мягкое полирование |
| 0,4 | 11 | ||
| 0,2 | 12 | ||
| 0,1 | 13 | ||
| 0,05 | 14 |
Подготовительные этапы

Промышленные предприятия, которые занимаются различными видами обработки металла, осуществляют проверку состояния поверхностей до начала шлифовки. До применения различных химических реагентов и полировальных станков деталь необходимо подготовить к дальнейшим этапам полировки, для этого воздействуют на изделие одним из механических способов:
- обработка детали сжатым воздухом совместно со специальными крупноабразивными элементами, которые удаляют с поверхности крупные наросты коррозии и ржавчины;
- зачистка поверхности изделия щетками с жесткой щетиной для удаления признаков окисления и шлама (пыль, образованная в результате чистки грубым абразивом);
- обезжиривание поверхностей от следов предыдущих средств полировки посредством обработки теплыми органическими растворителями;
- применение щелочных растворов для удаления остатков минеральных веществ с содержанием масла;
- электрохимическое обезжиривание (погружение изделия из металла в электролит).
Все эти способы чаще всего применяются в условиях промышленного производства. Дома для подготовки изделия из металла к полировке достаточно обработать поверхность наждачной бумагой различной жесткости.
Способы полировки металла
Для полировки металла до зеркального блеска в домашних условиях чаще всего применяют специальную пасту, например ГОИ или алмазную, популярную среди домашних мастеров, а также полировальный станок с абразивным кругом.
На предприятиях по обработке металла используются следующие виды полировки:
- механическая;
- химическая;
- электрохимическая;
- при помощи плазмы;
- лазерная;
- ультразвуковая.
Механический способ
Одним из самых эффективных способов самостоятельной полировки металла является обработка поверхности изделия полировочной машинкой.

ПОСМОТРЕТЬ шлифовочные машины и насадки на AliExpress →
Шлифовальный станок — незаменимый инструмент для качественной полировки металла до появления первоначального сияния. У машинки для полирования имеется так называемый абразивный круг, покрытие которого будет зависеть от характера работ и материала.
Сам процесс обработки металла с помощью шлифовальной машинки будет происходить следующим образом:
- Круги для полировки и участок металла, который необходимо обработать, смачиваются водой. Для обработки металла диск должен вращаться на скорости 1400 оборотов в минуту. Необходимо предусмотреть, что при такой скорости вращения брызги будут разлетаться на 1–1,5 метра, поэтому необходимо позаботиться о соответствующей защите лица и одежды.
- Обрабатываемая плоскость начнет нагреваться в результате трения, а вода будет испаряться. В результате такого взаимодействия будут удаляться неровности и шероховатости, образуя на основании абразивного круга засоры из металлических частиц и воды. Каждые несколько минут необходимо выключать станок и промывать диск под струей воды. Частички металла следует убирать не только с инструмента, но и с поверхности изделия.
- Для достижения зеркального блеска рекомендуется использовать войлочный материал. Такая насадка надевается на шлифовальный диск так, чтобы края выступали за границу круга на 1–1,5 см. Войлок и поверхность металлической детали необходимо смочить водой, после чего происходит финишная полировка металла.
Если в наличии нет специального станка, можно использовать такое средство для полировки, как наждачная бумага. Сперва необходимо обработать поверхность наждачкой крупного абразива, а затем более мягкого. После перехода с одной зернистости на другую можно приступать к финишному этапу обработки.

ПОСМОТРЕТЬ Палировочная алмазная паста на AliExpress →
На завершающем этапе используют полироль. Для металлических изделий, как и для каменных поверхностей, отлично подходит алмазная паста, которая может вернуть поверхностям идеальную гладкость и зеркальный блеск. Тканью, на которую наносится полировочная паста, тщательно обрабатывается поверхность металлического изделия.
Химическое полирование металла
Химическое полирование является наиболее эффективным решением в отношении изделий из металла и сплавов, имеющих декоративную функцию.

Суть химического способа чистки металла заключается в том, что всю работу по восстановлению поверхности изделия выполняют специальные растворы из химических реагентов и кислот.
Раствор необходимо нагреть до определенной температуры, которая зависит от составляющих металлического сплава, после чего изделие из металла погружается в раствор на несколько минут. Между металлом и химическим раствором происходит реакция, в результате которой разрушается дефектный слой изделия.
Для того чтобы погрузить деталь в раствор, используются специальные держатели. Нет необходимости применять ручной труд, а обработка металла происходит равномерно по всей поверхности.
Однако у данного способа есть недостаток: после процедуры поверхность изделия скорее матовая, нежели блестящая. Кроме того, данный метод требует соблюдения ряда правил безопасности.
Электрохимическая полировка металла
Электрохимическая полировка металла на первый взгляд проходит так же, как и химическая. Деталь нужно опустить на дно резервуара с раствором, но при этом необходимо обеспечить прохождение электрического тока через изделие.
Ток ускоряет процесс разрушения оксидного слоя даже в еле заметных углублениях на поверхности металла.
В результате изделие приобретает идеальную гладкость. Данный способ отлично подойдет тем, кто ищет ответ на вопрос, как отполировать металл до зеркального блеска.
Недостатком данного метода являются большие затраты электроэнергии и необходимость регулярной замены химического раствора.
Полировка при помощи плазмы
- Полировка металла при помощи плазмы схожа с электрохимическим способом чистки: изделие также погружается в химический раствор с последующим проведением через него электрического разряда.
- Однако электролитно-плазменный способ подразумевает использование не смеси химических реагентов и кислот, а безвредного раствора, получаемого из солей аммония.
- Результатом электроплазменной полировки будут не только зеркальный блеск и идеальная гладкость, но и дополнительная защита от образования коррозии.
Лазерная полировка металла
Процесс полировки металла посредством лазерной установки исключает необходимость применения различных полиролей, растворителей и абразивных частиц.
Лазерное устройство воздействует на поверхность металлических изделий путем подачи импульсов света. Энергия, соприкасаясь с металлом, преобразуется в плазму, ее частицы распадаются, что приводит к появлению ударной волны.
Импульс света не имеет достаточной длины, чтобы повредить изделие, однако расщепляет поврежденные частицы металла.
Ввиду этой особенности лазерного луча, если изделие требует глубокой чистки, на один и тот же участок поверхности металла придется воздействовать несколько раз.
Лазерная установка, выполненная из стали, имеет такую особенность, как самоограничение. Устройство само снижает интенсивность воздействия и мощность луча, как только лазер доберется до слоя металла который не нуждается в полировке.
Ультразвуковая полировка металла
Полировка металла ультразвуком является одним из видов обработки различных поверхностей путем дробления, то есть разрушение дефектного слоя поверхности осуществляется после оказания нагрузки на материал.
Колебания ультразвуковой волны образуют сколы и трещины, в результате чего верхний слой металла отходит сам собой, как яичная скорлупа.
Данный способ выручает в том случае, если материал не является проводником электрического тока и не может выступить в качестве анода при электрохимической чистке. Он также отлично подходит для шлифовки тонких и хрупких изделий, включая драгоценные камни и металлы.

ПОСМОТРЕТЬ Ультразвуковая полировка металла на AliExpress →
Технология ультразвуковой обработки металла выглядит следующим образом:
- В специальный рабочий сектор устройства помещается состав из абразивных элементов.
- Аппарат располагается в непосредственной близости от обрабатываемой поверхности.
- Вибрирующее устройство заставляет абразивные элементы колебаться, затрагивая при этом верхний слой изделия.
- Дефектный слой под воздействием колебаний трескается и разрушается.
В качестве абразивных элементов могут выступать кремниевые или боровые частицы на карбидной основе, а вибрирующим фактором – подача пресной воды.
Если у вас есть опыт полировки металла с помощью промышленных и подручных способов, поделитесь им в х.
Полировка металла
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.

Полировка металла
Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.

Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии.
Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна.
Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом.
При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм.
При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.
Электрохимическая полировка
Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры.
Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты.
Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависит от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
- Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
- Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%.
При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд.
Подобные показатели определяют высокую производительность этого способа полировки металла.
Выбираем оснастку для шлифовки и полировки металла с помощью дремеля с AliExpress / Подборки товаров с Aliexpress и не только / iXBT Live
Так как дремели нередко называют минишлифовальными машинками, а также гравёрами, то работа с металлом это их главное предназначение.
Без качественной оснастки невозможно получить хороший результат. Поэтому я сделал выборку одних из самых популярных лотов связанных с обработкой металлов.
У большинства лотов рейтинг положительных отзывов в районе 99%. Значит это действительно качественные товары.
Узнать цену на AliExpress
Грубо говоря, это кусочки синтетического абразивного камня, закрепленные на металлических стержнях. С их помощью, можно быстро отшлифовать изделия из различных материалов, в том числе из металлов.
В лоте есть как цилиндрические, так и «пулевидные» шарошки. И каждая форма шарошек предоставлена в 5 разных размерах.
В моем наборе «по умолчанию», который пришел с дремелем, все шарошки кривые-косые. Страшно пользоваться. А у этих качество в порядке — 99% отзывов положительные. Надо будет себе прикупить)))
Узнать цену на AliExpress
Функциональный аналог цилиндрических шарошек, вот только тут гораздо выше выбор размеров барабанных оправок и разнообразия зернистости у абразива. Поэтому барабанными насадками получится делать самые разнообразные операции: от формирования торцов у мебели до полировки ювелирных изделий.
Обычно продаются такими наборами: один держатель и от 10 до 100 цилиндриков из наждачки. В данном лоте представлено 13 вариантов.
Узнать цену на AliExpress
Представляет собой пластиковую трубку с резьбой, к которой приклеены полоски наждачки. В комплекте с кругами идет специальный металлический держатель, на который навинчивается оснастка. Применятся в основном для шлифовки.
По сравнению с шарошками и барабанными насадками лепестковая оснастка работает гораздо мягче и равномернее. При работе меньше шума и благодаря быстрому движению воздуха, материал и инструмент меньше нагреваются.
У лепестковых насадок относительно высокая износостойкость.
В данном лоте 10 кругов зернистостью 240 грит.
Узнать цену на AliExpress
Хорошо подходят для шлифовки и полировки плоских поверхностей. Главные достоинства: доступность по цене и очень быстрая смена оснастки — достаточно отлепить от застежки Велкро на держателе отработавший круг наждачки и прилепить новый.
В лоте 100 кругов наждачки диаметром 25 мм и один держатель с мягкой основой. Наждачка в наборе следующей зернистости: 100, 180, 240, 1500, 3000 грит. То есть в случае с металлами пригодится от грубой шлифовки до зеркальной полировки.
Узнать цену на AliExpress
Помните, в прошлой подборке, я рассказывал про держатели для самостоятельного изготовления шлифовальных насадок? Стержень с пропилом в который вставляется наждачка. А уже сразу готовый вариант. Рулончик закреплен у основания клеем.
На выбор доступна бумага 12 градаций зернистости от 180 до 5000 грит.
Узнать цену на AliExpress
Резиновые «шарошки» 5 размеров и форм. По описанию состоят из пористой резины и внедрённого в нее абразива. Применяются при полировке металлов и драгоценных камней.
Длина 47 мм, диаметр хвостовика 3 мм. Зернистость абразива неизвестна.
Узнать цену на AliExpress
Хорошо подойдут для очистки стальных изделий от ржавчины и грязи, а также шлифовки изделий из цветных металлов. Благодаря своей «лохматой» структуре хорошо справятся с поверхностями со сложным рельефом. Все щетки в лоте относительно грубые с зернистостью от 120 до 600 грит. Диаметр рабочей часть 25 мм, диаметр хвостовика 3 мм.
Под лотом 99% положительных отзывов.
Узнать цену на AliExpress
В данном лоте представлены насадки по мотивам шарошек – цилиндрической и пулевидной формы. По заявлениям продавца подходят для полировки металла, дерева и нефрита.
В отзывах пишут, что войлок очень качественный, достаточно плотный и хорошо сидит на держателе. Так что без проблем будет обрабатывать изделия из цветных металлов.
При использовании полировальных паст можно работать и со стальными изделиями.
Узнать цену на AliExpress
Более традиционная форма для войлочной насадки. Подходит для полировки металла, камней, стекла и керамики. Можно использовать с полировальными пастами.
В лоте круги двух размеров – большие диаметром 25 мм и маленькие диаметром 13 мм.
Набор из 10 кругов дополняется держателем с резьбой.
Узнать цену на AliExpress
Подходят для мягкой финишной полировки. В лоте две разновидности: одна похожа на мягкий войлочный круг, а другая на лохматую папаху.
Под лотом 99% положительных отзывов. Многие брали для обработки ювелирных изделий, а кому-то удавалось полировать пластик.
Длина насадок 40 мм, диаметр рабочей части 25 мм. Диаметр хвостовика 3 мм.
Таким образом, на Али можно найти довольно большой ассортимент качественной оснастки для минишлифовальных машинок. Цена у большинства товаров весьма демократичная. Так что, лучше не вестись на покупку больших наборов «все в одном». Скорее всего, половину содержимого в таком наборе захочется выкинуть. Правильнее будет купить насадки с хорошими отзывами, которые нужны именно вам.
Лагуна Гарсон находится на побережье Атлантического океана, примерно в 140 км от столицы Уругвая — Монтевидео. Она является естественным препятствием на пути из департамента Мальдонадо в… Начнем
вступление с очевидной истины. Когда я первый раз увидел изображение Tronsmart Trip, то очень
удивился смелости компании так сильно копировать дизайн JBL Go3. Сразу
вспомнился мем «А че так… Whatsapp уходит из России? С конца июня пользователи с российским IP всё чаще не могут скачать клиент Whatsapp для компьютера с официальной страницы. Сама кнопка «скачать» всё еще присутствует, но… Утром курьер привез мне коробку. Это мой приз! Очень нужная вещь для путешествий. Упаковано на совесть, еле расковыряла. Зато доставили целым и невредимым. Под пленкой коробка с надписью… Роза Хутор — это один из самых больших и престижных курортов в Сочи. Строительство горнолыжного городка, было приурочено к олимпийским играм в 2014 году, основной упор сделали на профессиональные… Перед чтением, те, кому интересно, могут ознакомиться с двумя первыми абзацами этой статьи . В них сведения о составе нашей «семейной туристической группы», о том, какая подготовка к семейному…





