- Технические характеристики МР3 электродов: рассказываем суть
- Конструкция и материал изготовления
- Технические характеристики МР-3
- Технические характеристики
- Размеры и ассортимент
- Особенности наплавки
- Обозначение и расшифровка
- Производители:
- Особые свойства
- Вместо заключение
- Электроды для сварки марки МР-3
- Технические характеристики
- Применение
- Вместо заключение
- Характеристики электродов МР-3С, особенности работы
- Технические характеристики электродов МР-3С
- Особенности применения
- Преимущества и недостатки
- Электроды МР-3 – характеристики и особенности использования
- Характеристики электродов МР-3
- Особенности использования электродов МР-3
- Особенности изделий марок МР-3 и МР-3с
- Электроды МР-3: характеристика, где применяются, плюсы и минусы, особенности
- Технические характеристики
- Применение
- Заключение
- Предназначение и технические характеристики электродов МР-3
- Общая информация
- Конструкция и материал изготовления
- Технические характеристики
- Особенности использования
- Рекомендуемые значения тока
- Заключение
- Что такое электрод МР 3с и его технические характеристики
- Как появился сварочный электрод?
- Общепринятая классификация покрытия
- Что собой представляют электроды мр 3с?
- Электроды мр 3с технические характеристики
Электроды МР-3 производят по ГОСТам 9466 и 9467. Согласно классификации последнего, они принадлежат к типу Э46, а основное их назначение – сваривание таких сталей, как углеродистые и конструкционные низколегированные с временным механическим сопротивлением разрыву до 50 кгс/мм2 (490 МПа). Толщина свариваемого металла – 3–20 мм.
Изготавливают МР-3 из сварочной проволоки типа Св-08 диаметрами 3–6 мм. Исходя из толщины этого основания, электроды делят на соответствующие виды по диаметрам (D 3 мм, D 4 мм и так далее). На МР-3 имеется рутиловое покрытие, химический состав которого обеспечивает их технологические свойства.
- Рекомендуем ознакомиться
- Длина выпускаемых электродов – 300–450 мм. Вес:
- 3 мм – 30 г;
- 4 мм – 60 г;
- 5 мм – 92 г.
Вес пачки и количество штук в ней:
- 3 мм – 2,5 кг, 83 шт;
- 4 мм – 2,5 кг, 41 шт;
- 5 мм – 5 кг, 54 шт.
Электроды МР-3 необходимо хранить в отапливаемых сухих помещениях, где температура воздуха не меньше +15 °С, исключено их увлажнение, загрязнение и механические повреждения. В случае увлажнения электродов перед сваркой их требуется прокалить в течение одного часа при +180 °С.
Электродами МР-3 выполняют сварку с использованием источника постоянного либо переменного тока, обеспечивающего напряжение ХХ (холостого хода) не меньше, чем 50 В. При питании постоянным током полярность должна быть обратной – плюс на сварочном электроде. Сварку можно проводить в любом нужном пространственном положении.
Технологические свойства электродов МР-3:
- легкое зажигание сварочной электрической дуги и обеспечение последующего ее устойчивого горения;
- позволяют легко формировать шов;
- низкое разбрызгивание металла;
- шлаковая корка хорошо отделяется от шва;
- простое повторное зажигание;
- высокая производительность и качество сварки.
При нормальной температуре прочностные свойства металла сварного соединения и шва, а также наплавленного металла следующие: временное механическое сопротивление разрыву – до 46 кгс/мм2 (450 МПа); ударная вязкость – 8 кгс∙м/см2 (80 Дж/см2); относительное удлинение – 18 %. Для сварного соединения угол загиба до 150º.
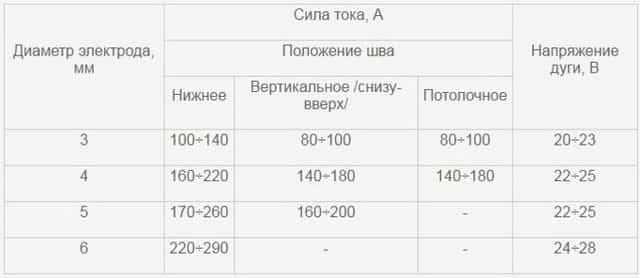
Сварочный ток зависит от способа применения электрода и его диаметра:
- для D 3 мм при вертикальном расположении шва – 90–110 А, нижнем – 100–140 А, потолочном – 100–120 А;
- 4 мм при вертикальном – 140–180 А, в случае нижнего – 160–220 А, при потолочном – 140–180 А;
- 5 мм при вертикальном – 160–200 А, нижнем – 180–260 А;
- 6 мм используется только для нижнего расположения – 300–360 А.
Расход электродов по весу – на наплавление 1 кг металла уходит 1,7 кг МР-3. Производительность наплавления – 1,7 кг/ч (для электродов D 4 мм). Коэффициент наплавления – 8,5 г/А∙ч.
С помощью МР-3 производят сварку не только длинной дугой, но и короткими прихватками. Они позволяют выполнять работы без предварительной подготовки металла, который может быть:
- с влажной поверхностью;
- плохо очищенным от загрязнений и окислов;
- ржавым.
Электроды МР-3 возможно использовать для выполнения сварки по зазорам, но только на минимальном токе, иначе в шве могут образоваться поры.
Изделия с добавочным буквенным индексом «м» (МР-3м) имеют рутилово-ильменитовое покрытие, а с «с» (МР-3с, синего цвета) – рутиловое, но со специальными ионизирующими добавками.
По своим характеристикам оба вида практически ничем не отличаются от простых МР-3.
МР-3с за счет добавок в покрытии позволяют легче зажигать дугу при использовании маломощных (бытовых) сварочных аппаратов с напряжением ХХ около 50 В, а также обладают более высокими, чем обычные электроды МР-3, санитарно-гигиеническими показателями – при их сгорании выделяется всего 0,6 г марганца, а у простых МР-3 – 1,25 г. Кроме того, МР-3с обеспечивают образование более однородного шва, что существенно улучшает механические характеристики соединения.
Источник: http://tutmet.ru/svarochnye-jelektrody-mr-3-tehnicheskie-harakteristiki.html
Технические характеристики МР3 электродов: рассказываем суть
Опытные и начинающие мастера при сварке конструкций из низколегированных сталей нередко отдают предпочтение электродам МР-3. Данный расходный материал отличается высокой эффективностью и соответствующим ГОСТам качеством исполнения.
Конструкция и материал изготовления

Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики МР-3
- плавящийся электрод с рутиловым покрытием;
- стержни изготовляются из проволоки Св-08;
- сварка во всех пространственных положениях, кроме вертикального (сверху-вниз);
- напряжение холостого хода — 60-80 вольт;
- дуга — короткая, средняя;
- ток — переменный, постоянный обратной полярности;
- коэффициент наплавки — 8,5 г/А·ч;
- коэффициент разбрызгивания — 9-13%;
- расход электродов на 1 кг наплавленного материала — 1,7 кг;
- прокалка электродов при температуре 150-180 градусов.
Механические свойства металла:
- временное сопротивление разрыву не менее 46 кгс/м2;
- относительное удлинение не менее 18%;
- ударная вязкость не менее 8 кгс/см2.
Массовая доля элементов химического состава (таблица):
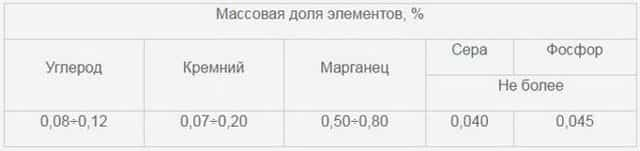
Вес одного электрода МР 3 исходя от диаметра:
- 30 гр (3 мм);
- 60 гр (4 мм);
- 92 гр (5 мм).
Количество стержней в пачке и её вес:
- 83 шт, 2.5 кг (3 мм);
- 41 шт, 2.5 кг (4 мм);
- 54 шт, 5 кг (5 мм).
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
Таблица поможет определится с сварочным током в зависимости от диаметра электрода и способа применения.
Преимущества использования МР-3:
- высокая устойчивость дуги;
- умеренное разбрызгивание металла;
- красивое формирование шва;
- хорошая отделимость шлаковой корки.
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,17 | 0,58 | 0,025 | 0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики.
Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания.
Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг |
| 23,5 | 90 | 1,7 |
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.

Расшифровка электродов МР 3С
Производители:
- Эра;
- ЭконПлюс;
- Вистек;
- Ресанта;
- Стандарт;
- Монолит.
Особые свойства
- Поверхности нужно тщательно очищать от окалины.
- Высокая устойчивость дуги.
- Умеренное разбрызгивание металла.
- Хорошая отделимость шлаковой корки.
- Легкое повторное зажигание.
Вместо заключение
Электроды марки МР-3 — отличный выбор для новичков и практикующих домашних сварщиков. С ними легко работать, дуга зажигается быстро и без особых усилий. При этом есть большой выбор диаметров. Можно подобрать электроды для работы с металлом толщиной до 20 миллиметров! Плюс стоят такие электроды недорого, позволяют варить разные типы сталей. Словом, возможностей действительно много.
Напоследок дадим несколько рекомендаций касаемо покупки электродов. Не важно, какого производителя вы выберите. Это могут быть электроды Ресанта МР-3 или ЛЭЗ («Лосиноостровский электродный завод») МР-3. В любом случае, смотрите на качество и условия хранения.
Вы можете купить дорогие электроды, которые неправильно хранились и отсырели. В таком случае все их свойства не будут иметь смысла. И не ориентируйтесь только на цену при выборе стержней для сварки. Не всегда дешевые электроды хуже дорогих, а дорогие лучше дешевых.
Покупайте комплектующие из средней ценовой категории, о которых наслышаны. Желаем удачи в работе!
Источник: https://tpspribor.ru/svarka/tehnicheskie-harakteristiki-mr3-elektrodov.html
Электроды для сварки марки МР-3
Время чтения: ≈6 минут
Электродуговая сварка с применением электродов — это, пожалуй, самый распространенный метод соединения металлов. Производители предлагают огромное количество марок электродов, для выполнения самых разнообразных задач. Это, конечно, несомненный плюс. Но большой ассортимент вводит в заблуждение всех новичков.

Какую марку использовать, если вы только начинаете изучать азы сварки? Мы рекомендуем электроды сварочные МР-3. Марка МР-3 отлично подойдет для выполнения несложных работ. В том числе в домашних условиях. В этой статье мы расскажем все, что вам нужно знать про электроды марки МР-3.
Содержание статьи
- Технические характеристики
- Применение
- Вместо заключение
Технические характеристики
Электроды МР-3 относятся к типу Э46. Это означает, что данная марка применима при сварке углеродистых, конструкционных и низколегированных сталей. Диапазон свариваемых толщин от 3 до 20 миллиметров. Выпускаются в соответствии с ГОСТами №9466-75 и №9467-75. Минимальный предел текучести свариваемого металла не должен превышать 360 Мпа.
Выбор марки электродов для РДС
Электроды изготавливаются из стальной присадочной проволоки Св-08, диаметр 3-6 миллиметров. Имеют рутиловое покрытие, за счет этого дуга горит стабильно и легко возбуждается. Длина электродов может варьироваться от 30 до 45 сантиметров. Самые распространенные электроды МР-3 имеют диаметр 3 мм. В упаковке около 80 штук.

Сварочные электроды марки МР-3 нуждаются в правильном хранении. Температура воздуха не должна быть ниже +15 градусов по Цельсию. Также необходимо следить за уровнем влажности в помещении.
Электроды хранят в специальном герметичном футляре или в картонной коробке. При хранении в коробке важно, чтобы в помещении было сухо и не было перепадов температур.
Если условия хранения были нарушены, то их необходимо прокалить в электропечи. Температура прокалки — не более 180 градусов.
Сварочные электроды MP-3 отличаются несколькими достоинствами. Во-первых, дуга легко возбуждается и горит стабильно, отчего шов получается ровным и качественным даже у новичков. Да и само формирование шва не затруднительно.
Во-вторых, расплавленный металл практически не разбрызгивается благодаря рутиловому покрытию. В-третьих, шлак легко удаляется после сварки, не нужно использовать особые инструменты и применять физическую силу.
Также электроды хорошо зажигаются даже после их принудительного затухания. При этом скорость и качество сварки выше среднего.
Применение
Электроды для сварки марки МР-3 применяются в паре со сварочным аппаратом. Возможна сварка как на постоянном, так и на переменном токе. Напряжение холостого хода должно быть не менее 50В. При сварке с постоянным током необходимо установить обратную полярность. Электроды МР-3 подходят для работы в любых пространственных положениях.
Выбор значения сварочного тока зависит от того, какой диаметр электрода вы будете использовать во время сварки.
Для работы с электродами 3 мм можно установить от 90 до 110А, при условии, что вы варите в вертикальном положении.
При сварке в нижнем положении установите силу тока от 100 до 140А, при потолочном — от 100 до 120А.

Если вы выбрали электроды 4 мм, то для сварки в вертикальном положении рекомендуем установить силу тока от 140 до 180А. Для нижнего положения — от 160 до 220А, а при сварке в потолочном положении подойдет сила тока от 140 до 180А.
Электроды диаметром 5 мм подходят только для работы в вертикальном или нижнем положении. Для первого сценария использования установите силу тока от 160 до 200А.
А для второго — от 180 до 260А. А вот электроды диаметром 6 мм и больше можно использовать только для сварки в нижнем положении.
Рекомендуемая сила тока — от 300 до 360А.
Также следите за расходом электродов во время сварки. В среднем, за час вы должны наплавить до 1,6 кг электродов при условии, что их диаметр не превышает 4 миллиметров.
Вместо заключение
Электроды марки МР-3 — отличный выбор для новичков и практикующих домашних сварщиков. С ними легко работать, дуга зажигается быстро и без особых усилий. При этом есть большой выбор диаметров. Можно подобрать электроды для работы с металлом толщиной до 20 миллиметров! Плюс стоят такие электроды недорого, позволяют варить разные типы сталей. Словом, возможностей действительно много.
Напоследок дадим несколько рекомендаций касаемо покупки электродов. Не важно, какого производителя вы выберите. Это могут быть электроды Ресанта МР-3 или ЛЭЗ («Лосиноостровский электродный завод») МР-3. В любом случае, смотрите на качество и условия хранения. Вы можете купить дорогие электроды, которые неправильно хранились и отсырели.
В таком случае все их свойства не будут иметь смысла. И не ориентируйтесь только на цену при выборе стержней для сварки. Не всегда дешевые электроды хуже дорогих, а дорогие лучше дешевых. Покупайте комплектующие из средней ценовой категории, о которых наслышаны. Желаем удачи в работе!
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/elektrody-dlya-svarki-marki-mr-3.html
Характеристики электродов МР-3С, особенности работы
Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.

Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Технические характеристики электродов МР-3С
В продаже наибольшее количество электродов ЛЭЗ МР-3С Лосиноостровского электродного завода. Они выпускаются диаметром 3–6 мм по ГОСТ-9466, имеют покрытие синего цвета, относятся к группе Э-46. Стержень сделан из низкоуглеродистой стали типа СВ–08 с добавлением легирующих элементов:
- марганца;
- кремния;
- никеля;
- меди;
- хрома.
Покрытие рутиловое – диоксид титана со специальными добавками.
Характеристика шва:
- высокая вязкость;
- не образуются трещины;
- много шлака покрывает остывающий стык.
Скорость работы высокая. Электрод может касаться свариваемой стали и плавить короткой дугой на расстоянии.
Кроме Лосиного острова, электроды марки МР-3С выпускаются в Подмосковье, Костромской области, Санкт-Петербурге, Шадринске и Сызрани. Зарубежные аналоги производятся в Кливленде (США).
Технологические характеристики электродов серии МР-3С:
- минимальная толщина свариваемого листа – 3 мм, максимальная – 20 мм;
- предназначены для среднеуглеродистых и низколегированных сталей;
- оптимальное содержание углерода в свариваемой стали – 0,25% (Ст-25, Ст-3);
- работают на переменном и постоянном токе;
- дуга легко зажигается постукиванием;
- дуга держится при малых напряжениях;
- расход на 1 кг шва – 1,7 кг проволоки;
- на минимальном токе обратной полярности сварка производится по зазорам.
Сопротивление шва на разрыв в пределах 490 МПа. Хорошо расплавляются кромки свариваемого металла. Работа возможна во всех положениях. Исключение составляет вертикаль сверху. Много шлака затекает перед плавильной ванной, ухудшает горение дуги и попадает в шов.
Прокаливание перед использованием – от 2 часов при температуре 150–180 °C. У сырых прутков разрушается и отпадает обмазка.
Особенности применения
Рутиловые электроды марки 3С используют преимущественно для сварки ответственных металлоконструкций, трубопроводов и других деталей из листа, профильной трубы, фасонного проката. Сварка производится в режиме отрывного шва:
- Зажигается дуга у левого края стыка.
- Проводится электрод слева направо.
- Отрывается и переносится налево.
Варить следует очень быстро, чтобы шов не успевал остыть.
Шлака образуется много, он полностью покрывает ванну и шов по всей ширине. Температура плавления обмазки значительно выше, чем у свариваемой стали. Поэтому он всплывает и легко отделяется после остывания даже в многопроходных швах. Темп сварки должен быть высоким, чтобы металл и шлак не успевали застыть.
При работе на постоянном токе с МР электродами предпочтительна обратная полярность.
Особенности использования электродов МР-3 прежде всего в том, что можно сваривать незачищенные кромки деталей. Окалина, пыль и влага не влияют на качество шва. Они испаряются в процессе плавления стали и соединяются со шлаком. Шов получается с высокими техническими характеристиками:
- ударная вязкость – около 8 кгс·м/см²;
- удлинение – 17–19%;
- сопротивление разрыву – до 46 кгс/мм².
Сила тока выбирается по диаметру электрода. Для МР 3 мм достаточно 100–140 А, наибольшие (6 мм) требуют устанавливать ток от 300 А.
Разбрызгивание металла при сварке электродами марки МР малое. Шлак ложится равномерно и легко отбивается.
В процессе сварки электрод марки МР надо держать под углом примерно 45°. Во время плавления диоксида титана образуется много шлака. При прямом положении электрода он попадает в плавильную ванну и остается в шве, образуя шлаковые раковины. Движения дуги должны быть быстрыми, слева направо, от одного края к другому.
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Неправильная установка силы тока приводит к образованию пор. После работы с электродами марки МР сложно переходить на другие, более распространенные, типа УОНИ.
Поделитесь своим опытом работы с данными электродами в х к данной статье.
Источник: https://WikiMetall.ru/oborudovanie/elektrodyi-mr-3s.html
Электроды МР-3 – характеристики и особенности использования
Чаще всего сварочные работы выполняют с использованием электродов плавящегося типа. Чтобы выполнить такие работы с деталями из углеродистых сталей, как правило, выбирают электроды МР-3.
Характеристики электродов МР-3
Нормативными документами, по которым производят электроды марки МР-3, являются ГОСТ 9466 и 9467. По требованиям последнего стандарта, данные изделия причисляются к типу Э46.
Использовать их рекомендуется для сваривания деталей, изготовленных из углеродистых, конструкционных и низколегированных сталей, которые имеют показатель механического сопротивления разрыву (временного), не превышающий 50 кгс/мм2, что соответствует 490 МПа.
Сваривать такими электродами можно детали, толщина которых находится в интервале 3–20 мм.
Для производства сварочных электродов МР-3 используют проволоку Св-08, диаметр которой находится в пределах от 3 до 6 мм.
В соответствии с тем, какого диаметра проволока была использована для производства электродов, их также классифицируют по этому основному параметру (от D 3 мм до D 6 мм).
Технологические характеристики данных изделий определяются покрытием рутилового типа, которое на них нанесено.
Вес отдельных электродов марки МР-3 разных диаметров, длина которых может находиться в интервале 300–450 мм, составляет:
- диаметром 3 мм — 30 грамм;
- диаметром 4 мм — 60 грамм;
- диаметром 5 мм — 92 грамм.
Готовые изделия помещаются в пачки, вес которых составляет:
- диаметр 3 мм, в пачке содержится 83 шт. — 2,5 кг;
- диаметр 4 мм, в пачке 41 шт. — 2,5 кг;
- диаметр 5 мм, в пачке 54 шт. — 5 кг.
Электроды марки МР-3 требуют соблюдения определенных условий хранения: сухое отапливаемое помещение, температура в нем не должна быть ниже +15 градусов.
Кроме этого, необходимо исключить возможность увлажнения изделий, их загрязнения, а также механического повреждения их поверхности.
Если сварочные электроды хранились в условиях повышенной влажности, то перед использованием их необходимо просушить, поместив в печь с температурой 180 градусов на один час.
Особенности использования электродов МР-3
Для работы с электродами МР-3 могут быть использованы источники и постоянного, и переменного тока. Используемые источники тока должны обеспечивать напряжение холостого хода (ХХ) не меньше 50В.
Если берется источник постоянного тока, то сварки следует выполнять на обратной полярности (плюс подключается к электроду).
Сварочные электроды марки МР-3 позволяют выполнять работы в различном пространственном положении.
Изделия марки МР-3 отличаются следующими технологическими характеристиками:
- сварочная дуга зажигается легко и характеризуется высокой устойчивостью горения;
- легкое формирование сварного шва;
- минимальное разбрызгивание металла;
- шлаковая корка, формирующаяся на поверхности шва, легко отделяется;
- повторное зажигание дуги также происходит легко;
- сварочные работы, выполняемые с помощью электродов МР-3, характеризуются высокой производительностью, а также качеством получаемого шва.
Металл сварного шва, как и наплавленный металл, обладает следующими характеристиками: механическое сопротивление разрыву (временное) — до 46 кгс/мм2, что соответствует 450 МПа; показатель ударной вязкости — 8 кгс м/см2 (80 Дж/см2); величина относительного удлинения — 18%; угол загиба (для сварного соединения) — 150 градусов.
Сварочный ток, на который необходимо настроить источник питания, зависит как от диаметра электрода, так и от пространственного положения формируемого шва:
- Изделия D 3 мм: вертикальные швы — 90-110А, нижние швы — 100-140А, потолочные швы — 100-120А;
- D 4 мм: вертикальные швы — 140-180А, нижние — 160-220А, потолочные — 140-180А;
- D 5 мм: вертикальные швы — 160-200А, нижние — 180-260А;
- D 6 мм: только нижние швы — 300-360А.
К техническим характеристикам электродов относится и их расход на наплавление определенного количества металла сварного шва. Так, для того чтобы наплавить 1 кг металла, необходимо 1,7 кг электродов МР-3. При этом электроды данной марки обеспечивают производительность, равную 1,7 кг/ч (изделия D 4 мм), а коэффициент наплавления соответствует величине 8,5 г/А ч.
Cиние cварочные электроды MP-3C
Особенности изделий марок МР-3 и МР-3с
Электроды МР-3с, как и изделия марки МР-3, позволяют выполнять сварку длинной дугой, а также осуществлять ее короткими прихватками. Что важно, технические характеристики изделий этих марок, позволяют работать, не тратя времени на предварительную подготовку свариваемого металла. Поверхность деталей, которые необходимо соединить, может быть:
- влажной;
- недостаточно хорошо очищенной от различных загрязнений, окислов;
- со следами коррозии.
Электроды марки МР-3с, как и изделия марки МР-3, допускается использовать, когда сварку необходимо выполнить по имеющемуся зазору. Сварочный ток при этом должен быть минимальным, в противном случае готовый шов может получится пористым.
Кроме изделий марки МР-3, активно используются электроды МР-3м и МР-3с. Первые (МР-3м) отличаются тем, что на них нанесено рутилово-ильменитовое покрытие. На электродах марки МР-3с (синие) используется покрытие, обогащенное дополнительными ионизирующими добавками. Как электроды МР-3м, так и марки МР-3с, практически идентичны изделиям марки МР-3 по своим характеристикам.
Покрытие, нанесенное на электроды МР-3с, позволяет более легко зажигать сварочную дугу, что дает возможность использовать их при работе с маломощными источниками тока.
Изделия этой марки являются и более экологичными: при работе с ними выделяется значительно меньшее количество вредных веществ, чем при работе с МР-3 (0,6 грамм марганца у МР-3с и 1,25 у МР-3).
Более того, при работе с ними сварной шов получается более качественным, это значительно улучшает характеристики формируемого соединения.
Источник: http://met-all.org/obrabotka/svarka/elektrody-mr-3-harakteristiki-i-osobennosti-ispolzovaniya.html
Электроды МР-3: характеристика, где применяются, плюсы и минусы, особенности
Простейший способ сваривания металлов— электродуговая сварка.
Особым достоинством , есть существования разных видов электродов для проведения работ по сварке. Однако, это и большой минус, поскольку это создает сложность выбора для начинающих.
Какую модель применять тем, кто только начал интересоваться основами сварки?
Наша рекомендация— электроды МР-3. Модель МР-3 предназначена , для реализации простых работ.
Прочитав эту статью, у вас больше не возникнет вопросов про эту марку сварочных стержней.
Технические характеристики
Тип электродов- Э46. Данные изделия подходят при сварке углеродистых, конструкционных и низколегированных сталей. Производятся согласно с ГОСТами No9466-75 и No9467-75.
Наименьший предел текучести свариваемого метала не должен превышать 36кг/мм2
Для изготовления этих стержней, используется стальная присадочная проволока Св-08, диаметром 3-6 мм. Самая распространенная имеет диаметр 3 мм.
За счет рутилового покрытия обеспечивается стабильность горения дуги. В каждой упаковке 80 штук.
Для хранения модели МР-3 используется герметичный футляр, температура хранения не должна быть ниже чем +15 градусов по Цельсию, так же нужно следить за влажностью и перепадом температур.
При нарушении одного из пунктов хранения, стержни следует поместить в электропечь, температура в которой не должна превышать 180 градусов по Цельсию.
Достоинства этой модификации:
- Скоростное возбуждение дуги и стабильное горение
- Наличие рутилового покрытия, с помощью которого, свариваемый металл не разбрызгивается
- Легкость в удалении шлака после сварки
- Несложное зажигание после принужденного затухания
Применение
Сварочный аппарат и электроды МР-3 работают в паре. Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Диаметр стержня прямо пропорционален от значения сварочного тока.
При работе с электродами 3 мм с условием варки в вертикальном положении можно установить от 90 до 110А. Потолочном-от 100-120А, нижнем- от 100 до 140А.
Если выбор пал на моедли 4 мм, сварка в вертикальном положении при силе токе от 140 до 180А. Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
С изделиями диаметром 5мм следует работать только в нижнем и вертикальном положении. В вертикальном положении установите силу тока от 160 до 220А, в нижнем положении -от 180 до 260А
Модели диаметром 6мм и больше годятся только для сварки при нижнем положении при силе тока от 300 до 360А.
При сварке нужно следить за расходом. Средний показатель расхода-за час плавки электродов при диаметре не выше 4 мм должно выйти до 1,6 кг.
Заключение
Электроды модели МР-3 — выбор как для умелых сварщиков, так и для новичков.
Модель МР-3, подходит, для реализации простых работ, проста в использовании . Также упрощает работу имея большой выбор диаметров.
Большим плюсом марки МР-3, есть доступная стоимость и варка различных видов стали
При выборе электродов, советуем смотреть на качество и условия хранения товара. Не смотрите только на цену, ведь самое дорогое — не всегда лучшее, советуем покупать электроды у которых много положительных отзывов.
Надеемся статья была для вас полезной!
Источник: https://prosvarku.info/elektrody/ehlektrody-mr-3
Предназначение и технические характеристики электродов МР-3
Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды не требовательны к условиям сварки, дают прочный и долговечный шов даже в сложных условиях. Они способны справиться с повышенной влажностью и даже с небольшими следами коррозии. Обмазка электродов выполнена на основе рутила, минерала, содержащего диоксид титана.
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Конструкция и материал изготовления
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации.
В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет.
Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Заключение
Электроды МР 3 пользуются заслуженной популярностью среди сварщиков. Их с удовольствием применяют как профессионалы, так и домашние мастера. Возможность соединения влажных и заржавевших деталей, а также пониженный уровень выброса вредных веществ в атмосферу, являются главными достоинствами рутиловых электродов.
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/elektrody-mr-3.html
Что такое электрод МР 3с и его технические характеристики
Сварочные электроды подразделяются на плавящиеся и те, которые не поддаются процессу плавления. Последние изготавливаются из тугоплавкого материала, к примеру, вольфрама. При этом учитываются все требования, которые заявлены в государственном стандарте. Они изготавливаются из электротехнического угля или синтетического графита.
Плавящиеся электроды изготавливаются с применением сварочной проволоки, которая согласна действующему государственному стандарту делится на легированную, углеродистую, а также высоколегированную. Сверху металлического стержня наносят дополнительный слой покрытия, для защиты конструкции. При этом используется метод прессования под специально созданным давлением.
Такое покрытие позволяет выполнять металлургическую обработку сварочной ванны, защищать её от разнообразного атмосферного воздействия, а также обеспечить более устойчивое горение дуги.
Как появился сварочный электрод?
Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
Что собой представляют электроды мр 3с?
Представленные электроды отличаются от других конструкций тонким рутиловым покрытием. Они предназначены для сваривания углеродистой стали. Стоит отметить, что показатели предела прочности шва во время растяжения должны быть не больше 450 МПа.
Согласно технике безопасности и техническим требованиям сварочные работы не могут производиться в любом пространственном положении. Исключение составляет положение «вверх-вниз». Электроды мр 3с способны оказывать определяющее воздействие на итоговое качество сварного шва.
Эти элементы, благодаря своим техническим свойствам, предоставляют все возможности для получения шва, который согласно механическим показателям не будет отличаться от основного металла. Именно по этой причине, такие их используются для сварки ответственных конструкций.
Рутиловое покрытие для электродов типа МР-3 – это соединение минералов рутила или двуокиси титана. В это вещество добавляются алюмосиликаты или карбонаты. Представленные компоненты способны увеличить показатели вязкости направленного металла, а также препятствуют образованию новых трещин в сварном шве.
Главная особенность электродов марки МР-3 заключается в достаточно низкой чувствительности к качеству обработки кромок на поверхности, где выполняются свариваемые работы.
Представленные кромки не будут реагировать на ржавчину или любые другие загрязнения.
Рутиловое покрытие способно обеспечить высокие показатели производительности, а также оптимальные экологические и технологические показатели сварочного производственного процесса.
Электроды мр 3с технические характеристики
Можно выделить несколько важных характеристик синих электродов мр 3:
- рутиловое покрытие;
- показатели коэффициента наплавления – около 8,5 г/Ач;
- производительность наплавления – 1,2 килограмма в час;
- расход электродов на один килограмм металла составляет 1,7 кг.
Используя МР-3С можно сваривать ржавый металл, который плохо очищается от окисления и других загрязнений металла. Представленные конструкции способы обеспечить лёгкое перекрытие зазора. Процесс сварки будет происходить легко и без определённых усилий.
Мастера смогут быстро сделать любые нужные швы в потолочном положении, при постановке прихватки, а также для неповоротного стыка в трубопроводе. Такие электроды помогут сделать сварочные работы на предельно низком токе. Они имеют повышенные показатели эффективности при проведении сварки таврового соединения, чтобы получить гарантированный вогнутый шов.
- Николай Иванович Матвеев
- Распечатать
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/osobennosti-i-tehnicheskie-harakteristiki-elektroda-mr-3s.html





