- Что такое полимерное (порошковое) покрытие — основные методы и оборудование
- Как выполняется покраска полимерно порошковая | Эксперты отделки
- Что такое полимерное покрытие
- Оборудование для нанесения полимеров
- Краскопульт
- Покрасочная камера
- Камера полимеризации
- Технология нанесения полимерных красителей
- Порошковые краски: альфа, тритон, хром
- Как красить порошковой краской в домашних условиях
- Порошковые краски по металлу
- Технология полимерной покраски металла
- Технология порошкового окрашивания
Порошковая покркаска включает в себя несколько этапов: Подготовка поверхности к покраске

С поверхности металлических изделий удаляются все органические и неорганические загрязнения. Если изделие перекрашивается, то очень важно качественно удалить прошлый слой краски.
Удаление старого слоя производится с помощью пескоструйки. Грубые абразивы позволяют быстро и качественно удалить старый слой краски, а неорганические абразивы позволяют сгладить рельеф.
Нанесение порошкового грунта

После того как мы подготовили поверхность под покраску, изделие помещается в камеру напыления. Там порошковый грунт, имеющий электростатический заряд, с помощью электростатического распылителя наносится на заземленное изделие. Он предназначен для противокоррозионной защиты. Нанесение порошковой краски

После того как грунт оплавился и закрепился на поверхности с помощью электростатического распылителя в камере напыления, порошковая краска, имеющая электростатический заряд, наносится на заземлённое изделие. Покраска должна осуществляться в несколько слоев, это обеспечит гладкое и равномерное покрытие. Нанесение порошкового лака

После того как мы достали изделее из печи полимиризации ему необходимо дать остыть до комнатной температуры. После этого мы наносим порошковый лак (глянцевый или матовый).
Порошковый лак наносится на уже окрашенное изделие для улучшения внешнего вида и, частично, защиты от ультрафиолетовых лучей, так же он придает порошковому покрытию дополнительную маханическую прочность и практичность.
В некоторых случаях он наносится на чистый металл, для сохранения текстуры и защиты от окисления. Полимеризация покрытия

Окрашенные изделия поступают в печь (камеру полимеризации). При температуре 180-200°С частицы порошковой краски оплавляются и закрепляются на поверхности изделия. Процесс полимеризации длится от 15 до 30 минут. (повторяется после каждого нанесенного слоя) Преимущества порошковых красок

порошковые полимерные покрытия обладают уникальными механическими и декоративными характеристиками и имеют ряд преимуществ перед покрытиями, получаемыми при жидком окрашивании, а именно:

Высокая адгезия (сцепление покрытия с поверхностью)

Широкий диапазон толщины покрытий
Отсутствие потеков на вертикальных поверхностях

Повышенная прочность на удар, изгиб
Стойкость к истиранию и коррозии
Сопротивляемость атмосферному воздействию
Стойкость к химии и перепаду температур. Ну и немного видео.
Вот как то так ?
Что такое полимерное (порошковое) покрытие — основные методы и оборудование
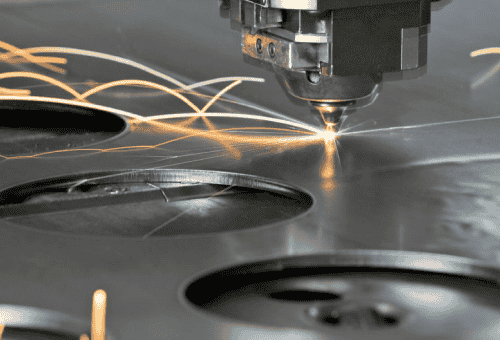
Резка металла – это технология процесса по раскрою листов профильного сортового проката для заданных заготовок разных размеров, конфигураций и форм. Различные виды разрезания металла применяют в зависимости от технических и химических характеристик материала, используемых для изготовления деталей необходимой формы.
Резку металла чаще всего производят двумя способами:
— механическим с помощью ножниц, фрезерования, распиливания, сверления, ударной рубкой;
— термическим приём.
Читать

Каждый из способов раскроя листового материала имеет свои плюсы и минусы. В зависимости от толщины и типа обрабатываемых материалов стоит отдавать предпочтение тому или иному способу обработки.
Читать

Любой производитель рано или поздно сталкивается с выбором материала, оптимально подходящим под его требования и бюджет. В данной статье мы рассмотрим принципиальные отличия черной, оцинкованной и нержавеющей стали, их коррозийную стойкость (наиболее часто задаваемый вопрос) и дадим ориентировочную стоимость каждого вида металла.
Читать

Порошковая покраска (полимерное покрытие) алюминия, нержавеющей и оцинкованной стали осуществляется с целью декорирования и антикоррозийной защиты.
Кто-то может удивиться, для чего красить данные виды металлов, ведь у них уже есть антикоррозийные свойства, однако, несмотря на это порошковое покрытие замечательно продливает срок жизни данных материалов под суровыми условиями эксплуатации, таких, как попадание прямых солнечных лучей, влаги, температурных перепадов и агрессивных химикатов.
Читать

Когда слышишь про изделия из проволоки, то на ум приходят обычные крючки, фиксаторы, вешалки и какие-либо другие готовые изделия. Однако, перечень изделий гораздо шире, зачастую мы даже не задумываемся из чего, то или иное изделие состоит.
Выделим основные направления, с которыми сталкивается наша компания при производстве проволочных изделий:
• Изготовление расходников для порошковой покраски;
• Изготовление комплектующих для Pos-материалов;
• Изготовление всевозможных комплектующих для готовых изделий;
• Изготовление товаров бытовых и эстетических нужд;
• Изготовление изделий строительных целей.
Читать

Технологический процесс резки на отдельные заготовки металла постоянно совершенствуется и улучшается. Его используют в различных областях производства, строительства и машиностроения.
Читать

Как правило при крупносерийном производстве, используют проволочные бухты различного тоннажа, от 100 кг и до 1 т, делается это для создания беспрерывного производства.
Поэтому зачастую, гибочное ЧПУ оборудование уже включает в себя какую-либо технологию правки проволоки. Правка проволоки представляет собой операцию по выравниванию металлического прута (проволоки, арматуры).
Существуют различные методы выпрямления проволоки из бухт, наиболее востребованными являются такие технологии как:
Читать

Эта статья расскажет о том, в чем отличия стали AISI 304 и 430, и почему одна дороже другой. В качестве примера будем использовать банные печи, сделанные из нержавеющей стали.
К тому же вы узнаете, как отличить эти виды стали и как не купить печь из стали AISI 430 вместо изделия из настоящей качественной нержавейки.
Также, стоит отметить значительную разницу в цене AISI 304 — 230 руб/кг, а AISI 430 — 147 руб/кг.
Читать
Как выполняется покраска полимерно порошковая | Эксперты отделки
Гусевский Андрей Анатольевич
 Металлическая дверь, покрытая полимерной краской.
Металлическая дверь, покрытая полимерной краской.
Если вы хоть раз сталкивались с проблемой образования коррозии на металле, и задумывались о наиболее качественной его покраске, то наверняка слышали про порошковые полимеры. Технология довольно распространённая на сегодняшний день, но не многие знают, как происходит процесс нанесения этого материала.
В этой статье мы расскажем вам, что такое покраска полимерно порошковая, и откроем секрет долговечности такого покрытия.
Что такое полимерное покрытие
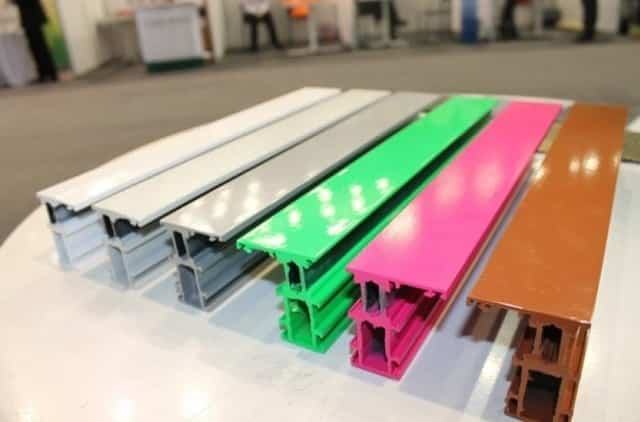
 Порошковые полимеры разных цветов.
Порошковые полимеры разных цветов.
Покраска полимерная – сложный технологический процесс, требующий наличия специального оборудования. Изначально краска производится в виде порошка разных цветов, которая напыляется на металл с применением электрического тока, и под действием высоких температур связывается с ним на молекулярном уровне.
По прочности и долговечности у этой краски нет конкурентов, а единственным недостатком можно считать высокую стоимость нанесения, тем более что сделать это самостоятельно и в домашних условиях не получится.
Чтобы не быть голословными, давайте рассмотрим основные конкурентные преимущества этого материала, которых нет ни у одной другой краски:
- Максимальная адгезия с металлическими поверхностями. Краска не просто покрывает изделие, а связывается с ним и становится одним целым.
- Долговечность. Гарантийный срок службы полимерной краски 50 лет, но конечно, при условии соблюдения всех технологических аспектов в процессе нанесения.
- Устойчивость к влаге. Полимерными красителями сегодня покрывают не только декоративные металлические изделия, но также и днища автомобиля, и даже лодки.
- Устойчивость к ультрафиолету. Окрашенное изделие может постоянно находится под палящими лучами солнца, и это никак не отразится на её декоративных качествах.
- Внешняя привлекательность. Полимерное покрытие имеет характерный внешний вид, который не спутаешь ни с одной краской. Нечто похожее получается при работе с молотковыми эмалями, но они существенно уступают полимеру по качеству.
- Высокая устойчивость к механическим повреждениям. Даже после существенной деформации металла, краска остаётся на поверхности и не отлупляется.
- Устойчивость к химическим растворителям. Удалить полимерное покрытие очень сложно, так как никакие смывки и растворители его не берут даже после длительно контакта, краска не потеряет не только характерных свойств, но и внешних качеств.
Считается, что нет на свете идеальных материалов. Да, это так, но полимерная краска максимально приблизилась к этому определению, и это не просто громкие слова или рекламные заявления.
Итак, с характеристиками покрытия мы разобрались и можно переходить к необходимому оборудованию и технологии нанесения, но перед этим рекомендуем вам посмотреть видео в этой статье, на котором показана инструкция по работе с полимерными красителями.
Оборудование для нанесения полимеров
 Шляпки саморезов так же покрываются стойкими полимерами.
Шляпки саморезов так же покрываются стойкими полимерами.
Оборудование для полимерной покраски – это не только краскопульт, которым распыляют краску, но и ещё несколько специально оборудованных камер (см. Делаем печь для порошковой покраски своими руками). Стоит отметить, что некоторые мастера собирают камеры самостоятельно, и о том, как это сделать, на нашем сайте опубликовано пошаговое руководство.
Именно поэтому мы не будем вдаваться в подробности внутреннего устройства, а рассмотрим лишь основные особенности и назначения каждого элемента, который используется при работе с полимерными красками.
Краскопульт
 Краскопульт для работы с полимерными порошками.
Краскопульт для работы с полимерными порошками.
Сразу оговоримся, что обычный краскопульт, который используется при работе с жидкими красками здесь не подходит. Краскопульт для полимеров имеет ряд конструктивных особенностей, и это не только высокое давление, способное распылить сухой краситель, но и подведённый электрический ток.
Здесь используется принцип магнитной индукции. Такой же, как и в сварочных аппаратах дугового типа. То есть, бак с краской подключён к плюсовому кабелю, и краска в процессе нанесения получает положительный заряд.
В свою очередь окрашиваемое изделие подключено к «массе», то есть к минусу. В результате, при столкновении частиц краски с поверхностью образуется та самая индукция, которая и соединяет молекулы стали и полимера.
Важно! Именно из-за технологии магнитной индукции, окрашивать порошковыми полимерами можно только металлические изделия, которые проводят ток. Окрасить этой краской дерево, пластик или керамику не получится.
Цена такого краскопульта может достигать нескольких сотен тысяч рублей, и именно стоимость оборудования и сказывается на расценках на покраску (см. Как выбрать краскопульт и не ошибиться).
С другой стороны, учитывая качественные характеристики полимерного покрытия, его стоимость становится не такой уж и высокой, тем более что вам не придётся подновлять или реставрировать покрытие на протяжении всего срока эксплуатации.
Так же необходимо отметить скорость нанесения краски. Несмотря на высокую компрессионную мощность пульверизатора, нанесение происходит очень медленно, а учитывая, что полимер наносится в три слоя, весь процесс окрашивания становится очень длительным.
Покрасочная камера
 Герметичная окрасочная камера на крупном предприятии.
Герметичная окрасочная камера на крупном предприятии.
Покрасочная камера для нанесения полимеров – это герметичная комната, оснащённая специальным оборудованием.
Вот её ключевые элементы:
- Герметичные двери, препятствующие проникновению внутрь пыли.
- Яркие лампы, размещённые не только под потолком, но и на стенах и даже полу.
- Принудительные вытяжки. Они убирают из комнаты возможные частицы пыли и забирают краску, которая не попала на изделие.
- Улавливающие фильтры. Оставляют на своей поверхности затянутые вытяжкой частицы краски, которые потом можно использовать повторно.
Конечно, камеры кустарного производства, установленные в небольших частных цехах, редко соответствуют нормам. Как правило, это чистое помещение с хорошим светом и вентиляцией. Тут важно чтобы на изделии не было посторонних частиц, а значит, комната для покраски должна быть чистой как больничная палата.
Важно! Улавливающие фильтры на заводских окрасочных камерах способны сохранять до пяти процентов полимера, который не попал на изделие при покраске. Поэтому, если вы планируете строительство собственной камеры, то помните, что фильтры способны существенно снизить затраты дорогостоящей порошковой краски.
Правильное освещение – элемент не менее важный, чем вытяжка. При работе, мастер должен хорошо видеть все нюансы нанесения краски. Если хоть одно место останется непокрашенным, это отразится на качестве всего покрытия в целом. Особенно это важно при нанесении лака, который не имеет цвета, и обнаружить слабые места гораздо сложнее.
Камера полимеризации
Людей непосвящённых в тонкости процесса работы с полимерными красителями, ставит в тупик вопрос о том, каким образом, порошок превращается в прочное покрытие. Как вы поняли, даже на этапе окраски, полимер не разводится никакими разбавителями.
А называется процесс превращения – полимеризация. И происходит он в специальных термокамерах, которые разогреваются до определённой температуры и держат её необходимое количество времени.
Уровень разогрева камеры и время выдержки зависит от слоя краски, и для удобства мы приведём этот процесс в виде небольшой наглядной таблицы:
| Окрасочный слой | Температура в камере (С0) | Время полимеризации (мин.) |
| 1 слой. Грунт | 130-140 | 20 |
| 2 слой. Краска | 160-180 | 40 |
| 3 слой. Лак | 200-220 | 90 |
| Итого | Средняя температура 160 | 150 минут или 2.5 часа |
 Внутренне устройство профессиональной камеры полимеризации.
Внутренне устройство профессиональной камеры полимеризации.
Как видно, процесс полимеризации очень длительный и сложный, но, не смотря на это, некоторые мастера сооружают такие камеры своими руками. В принципе, ничего сложного тут нет. Главное добиться герметизации и возможности поднимать температуру более чем на 200 градусов.
Процесс изготовления камеры полимеризации выглядит примерно следующим образом:
Нагревательные элементы Температурные датчики и системы контроля Принудительная вытяжка, изготовленная своими руками Каркас камеры Утепление стен Готовая камера
Важно! В процессе запекания краски, ни в коем случае нельзя открывать двери камеры. Изделие должно пройти полный цикл нагревания и остыть самостоятельно без резких перепадов температуры, что в конечном счёте так же сказывается на общем времени, затраченном на покраску.
Итак, оборудование полимерно порошковой покраски мы рассмотрели, и теперь необходимо описать процесс нанесения.
Технология нанесения полимерных красителей
 Распыление порошкового полимера на велосипедную раму.
Распыление порошкового полимера на велосипедную раму.
Как можно было понять из списка необходимого оборудования, процесс окраски полимерами очень сложный (см. Как выполняется порошковая покраска).
Мы не будем описывать каждый его нюанс, и просто условно поделим его на основные этапы:
- Изделие очищается от грязи, пыли и жировых загрязнений, после чего тщательно высушивается.
- Изделие помещается в окрасочную камеру и подвешивается на специальные крюки по центру помещения, чтобы обеспечить удобный подход с любой стороны.
- К изделию подключается «масса».
- Наносится порошок.
- Изделие переносится в камеру полимеризации и запекается при нужной температуре.
- Камера самостоятельно остывает до температуры примерно 100 градусов, после чего изделие снова отправляется на участок окраски.
- Наносится следующий слой и процедура повторяется.
Таким образом наносятся все три слоя. Кстати сказать, последний слой лака используется не всегда. Он носит исключительно декоративный характер, поэтому его используют только на изделиях, где важна эстетическая сторона вопроса.
 Полимерная краска при ближайшем рассмотрении.
Полимерная краска при ближайшем рассмотрении.
Ну, вот в принципе и всё. Теперь вы знаете, что такое полимерная покраска, порошковая покраска и каким образом она происходит.
В заключении хотелось бы сказать о цене такого покрытия – не стоит экономить при окраске металла. С порошковым полимером не сравнится ни одна краска, а это полностью нивелирует затраченные на это суммы.
Если же вы хотите заняться бизнесом, и искали информацию именно с этой целью, то мы с уверенностью можем заявить, что все затраты на организацию собственного цеха окупятся в самое короткое время, а клиентов с каждым годом становится всё больше и больше.
Порошковые краски: альфа, тритон, хром
В настоящее время порошковая краска успешно заменяет лакокрасочные материалы, используемые в разных отраслях для решения декоративных задач. Кроме этого, порошковые краски по металлу способны выдержать высокие температуры. Это является их главным преимуществом.

Как красить порошковой краской в домашних условиях
Как производится покраска порошковой краской своими усилиями? В процессе работы наносится пластмассовое покрытие поверх металла. Порошковый состав после нагревания становится жидким и приобретает связь с металлом.
Порошковая краска хром, альфа или тритон отличается от традиционных покрытий своей экологичностью и современностью. Недостаток состоит только в том, что в некоторых аспектах возникают сложности при нанесении. Но это не испугает предприимчивых людей.
Если будет правильно очищена поверхность, то даже любитель может сделать отличную работу.

Этапы нанесения порошковой краски
- Вначале необходимо определить, к какому типу относится материал, который необходимо окрасить. После этого делают выбор подходящего порошка. Используется термопластический или термореактивный полимерный порошок. Каждый из них разрабатывали для получения лучшего результата на различном металле. Порошковая краска для дисков не может подходить для украшений и небольших брелоков.
- Производится разборка всех резьбовых и шарнирных соединений. Каждая деталь, которая не должна быть окрашена, должна быть убрана в сторону. Разборка необходима, для того чтобы не происходило склеивание всех деталей в виде подшипников, гаек, зажимов, болтов при покраске. Даже при окраске дверей порошковой краской, их сначала разбирают и демонтируют.
- На следующем этапе делают очистку металла с использованием пескоструйной обработки. Таким образом, можно избавиться от грязи, ржавчины и других инородных материалов. Используя химический растворитель можно избавиться от любого жира, краски и масла, также производится смывка старой порошковой краски. Любой металлический сплав из алюминия, магния, и других элементов очищают с помощью растворителя и щетки. Можно использовать шкурку для шлифовки. Чтобы привести материал в голое состояние, нужно воспользоваться пескоструйной обработкой. Этот метод может быть заменен шлифовальной машинкой, проволочной насадкой для дрели, наждачной бумагой.
- Далее убирают оставшуюся грязь с материала. Для этого может использоваться ацетон. Каждая деталь должна быть замочена в нем или протерта тряпочкой. Только после этого могут быть использованы порошковые краски для окрашивания.
- Теперь может производиться непосредственно покраска металлических деталей. Чтобы сделать качественное покрытие нужно обладать специальными инструментами. Для этого используется пистолет для порошковой краски или распылитель. С помощью этих инструментов производится электростатический заряд порошкового материала, для того чтобы он прилип к заземленному металлическому объекту. Таким образом, создается ровное и качественное покрытие.
- Перед началом окраски, можно взять грунтовку для металла и покрыть плоскую металлическую поверхность. Во время нанесения создается ровный и тонкий слой. Нужно убедиться в подключении электростатического заряда к месту для окрашивания. Иначе не произойдет приклеивание порошка к материалу без заряда.
- Когда работа будет закончена, необходимо подождать пока состав не затвердеет и соблюдать осторожность. Не следует начинать чистку и дуть на поверхность. Из-за таких действий краска может начать отслаиваться.
- В следующем этапе термостойкая порошковая краска должна пройти через нагревание. Нагревать краску можно в обычной печи или воспользоваться инфракрасными лампами. Покрытие нагревают 15 минут до температуры 190 градусов. Также для этих целей может использоваться обычная духовка, только потом в ней нельзя готовить еду.

Порошковые краски по металлу
Чтобы сделать быструю отделку поврежденной поверхности используется порошковая краска в баллончиках. Этот вариант можно применять самостоятельно. К тому же таким способом может проводиться покраску дисков порошковой краской.
С помощью порошковых красок можно красить подвесные потолки, офисную фурнитуру, электрические приборы, промышленные стеллажи и другие предметы из металла.
Порошковая полиэфирная краска имеет высокие механические свойства. Она подходит для стальных и алюминиевых изделий, расположенных на улице. С подобным покрытием можно покрывать сельскохозяйственные машины, автомобильные аксессуары, садовую мебель и другие металлические изделия.
Важнейшим элементом в окрасочном производстве является камера напыления порошковой краски.
Довольно устойчивый блеск образуется с полиуретановыми красками, имеющими водостойкость, устойчивость к минеральному маслу и растворителю.
С такими красками обеспечивается защита изделиям, находящимся под трением, абразивным износом, химическим ёмкостям в которых хранятся газообразные и жидкие химические вещества.
Кроме этого их используют в качестве грунтовки, когда, например, наносится краска порошковая тритон на поверхность.
После нанесения порошкового слоя, требуется произвести его закрепление. С этой целью используют камеру, которая делает полимеризацию состава. Здесь происходит расплавка и образование готовой пленки, затвердевающей на поверхности деталей.
В камере требуется поддержание высокой температуры. Когда порошковая краска для полимерного декорирования нагревается, получается качественное сцепление состава и материала, так как происходит проникновение состава по порам изделия.
Этот же способ используется для покрытия автомобильных дисков.

Для любого металлического, пластикового, деревянного изделия применяется краска порошковая ral 9005. С ней производится удобная и выгодная колеровка. К тому же в каталоге производителя она представлена в разных цветах и текстурах.
Выбор может быть остановлен на любых оттенках и фактурах, начиная от серебристого или золотистого металлика, заканчивая бронзой и гранитом, поэтому порошковые краски эффективно используют при создании евродекора.
Ведь с ними создается как рельефная фактура, так и глянцевая.
Сегодня смеси порошковой краски пригодны для использования без предварительной подготовки, поэтому проведение дорогостоящих процедур типа колеровки может не проводиться. При качественно проведенных работах, образуется антикоррозийное ударопрочное покрытие с очень надежной электроизоляцией. При резких температурных изменениях, пленка не теряет своего качества.

Возможно, прочитав данную информацию, у вас появится мысль об открытии своего бизнеса. Ведь теперь вам известно, как красить порошковой краской металлические изделия и можно будет применить свои знания на практике. Главное, чтобы это занятие нравилось вам и тогда можно будет прийти к своей цели, взвесив все положительные и отрицательные стороны.
Подобным способом окрашивали изделия и в прошлом веке, но не сразу он обладал технологическим совершенством. Используя современные методы, можно устранить действие любой агрессивной среды, наносящей вред изделию, и улучшить эстетическую сторону материала.
Человечество стремится к лучшему и создаёт новые уникальные решения, чтобы можно было пользоваться качественными и красивыми изделиями.
Теперь, узнав, как пользоваться порошковой краской в домашних условиях, с порошковым распылителем, вы можете, использовать эту технологию для окрашивания своего автомобиля, входных дверей и других предметов, изготовленных из металла.

Технология полимерной покраски металла
Полимерная покраска металла пришла на смену более традиционным способам. Технология заключается в нанесении на поверхность спекаемого порошкообразного красителя из полимеров.
В обиходе его называют «сухой покраской», по причине отсутствия растворителя. Порошковый состав краски состоит из эпоксидных и полиэфирных смол.
Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
- 1 этап – предварительно металл обезжиривают, удаляют с него всю грязь, обрабатывают специальным составом – фосфатирование, который повышает адгезию и антикоррозийные свойства;
- 2 этап – наносится слой краски;
- 3 этап – спекание покрытия и полимеризация в сушильной печи, для формирования пленочного покрытия. К примеру, оцинкованные листы с полимерным покрытием используются в фасадных и кровельных работах.

Окрашенный прокат получают путем нанесения полимерной покраски толщиной до 200 мкм, покрытие может быть одно- и двуслойным. Изделия из оцинкованной стали, покрытые специальным составом полимерного слоя, эффективнее справляются с коррозией и обладают широкой сферой применения. Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Преимущества обработки металлоконструкций с точки зрения нанесения – отсутствует неприятный запах, после нанесения не оставляет потеков, пузырей и трещин. Полезные свойства порошковой краски:
- • антикоррозионная защита;
- • электроизолирующие свойства;
- • невосприимчивость к ультрафиолету;
- • устойчивость к механическим нагрузкам;
- • широкий диапазон температурной эксплуатации;
- • декоративные свойства.
Полимерные краски бывают всех цветов и оттенков радуги. Но кроме цвета, есть и другие классификации.
Например, в зависимости от материала, который образует полимерную гладкую плёнку при покраске, порошки могут быть: эпоксидными, полиамидными, полиэфирными, полиэфирно-эпоксидными и сделанными на основе эпоксидных смол.
Фактура полимерной краски может быть матовой, глянцевой или текстурной, а также различают оттенки «муар» и «металлик». Красители бывают для наружных работ и для внутренней отделки металлоизделий.
В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения. Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и нагревания в камере полимеризации, то это – термпластичнае покрытие.
Порошковые красители имеют ряд преимуществ, за счёт которых ими можно обрабатывать наружные и внутренние изделия из разных видов металла.
К достоинствам полимеров относятся: — им не страшны механические повреждения: если металлоизделие повредится или деформируется, то окраска просто примет новую форму, оставшись на поверхности; — водо- и влагозащищённость: полимерное покрытие не утрачивает свои качества, даже если изделие длительное время находится в воде или под водой; — стойкость к воздействию УФ-лучей: в то время, как другие виды красок от солнечного света могут выцвести, разрушиться и потерять все свои свойства, полимерное покрытие останется такими же прочным и ярким, с ним ничего не случится даже в самый солнечный день; — могут выдерживать огонь и высокую температуру: так как полимерное окрашивание производится под сильным тепловым воздействием, то в дальнейшем высокий температурный режим покрытию не страшен; порошковой краской можно даже покрасить мангал и котёл отопления.
— не разрушается от химических веществ.
Полимерную краску выбирают в зависимости от вида работы, изделия и места его дальнейшего использования. Для отделки элементов в помещении выбирают экологически чистые красители, без резкого запаха. Для окрашивания поверхностей, которые будет использовать снаружи, полимерные краски должны обладать устойчивостью к влаге, солнцу, пыли.
Рекомендуют выбирать быстросохнущие типы порошковых красителей. Кроме того, для металлоизделий необходимы краски, обладающие защитой от коррозии. Также необходимо определиться, какая поверхность вам подходит – глянцевая или матовая. Глянцевую легче мыть, она более практична. Но матовой можно замаскировать мелкие дефекты на поверхности металла.
Обязательно нужно смотреть на срок годности – чем он ближе к дате изготовления – тем лучше.
Полимерные красители используют, чтобы обрабатывать металлические изделия для наружного и внутреннего пользования. Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей.
Краску используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например, красят конструкции из металла в бассейнах, которые постоянно контактируют с водой.
Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы мостов и виадуков, зданий и других металлических конструкций.

Перед тем, как наносить полимерное покрытие на поверхность металлического изделия, его нужно подготовить. Это нужно, чтобы краска легла ровно, не создавала комок и быстро застыла. Подготавливая изделие для полимерной окраски, мастер должен очистить поверхность, убрать все дефекты, устранить жировые загрязнения, масляные пятна.
Если изделие старое, то сперва нужно избавиться от остатков прошлого окрашивания и удалить продукты коррозии. Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами.
Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при этом свои свойства и качества и не снижать защитное качество окрашивания.
Технология порошкового окрашивания
Технология порошкового окрашивания. Типовой технологический процесс получения покрытий из порошковых красок включает три основные стадии:
• подготовка поверхности,
• нанесение порошкового материала, • формирование покрытия — полимеризация (запекание). Качество покрытий зависит от строгого соблюдения технологических режимов всех стадий процесса.
Подготовка поверхности
1. Детали, на которые наносят порошковые покрытия, должны быть предварительно подготовлены, обладать ровной поверхностью без окислов, ржавчины и т.п. Для подготовки поверхности пригодны как сухие, так и мокрые способы очистки — обезжиривание, удаление оксидов, а при жестких условиях эксплуатации нередко дополнительно наносят конверсионные покрытия. В качестве обезжиривающих веществ применяют органические растворители, водные моющие (щелочные и кислые) растворы и эмульсии растворителей в воде (эмульсионные составы). Органические растворители (уайт-спирит, нефрас, ацетон) из-за вредности и огнеопасности применяют для обезжиривания способом ручной протирки изделий ограничено, главным образом при окрашивании небольших партий. 2. Основной промышленный способ обезжиривания связан с использованием водных моющих составов — концентратов. Моющий раствор получают путем растворения моющих средств-порошков в требуемом количестве воды. Обезжиривание проводят при 40-80 градусов по Цельсию продолжительностью по времени при окунании 5-20 мин, при распылении 1-5 мин. Этот способ приемлем для обработки как черных, так и цветных металлов. 3. Щелочное обезжиривание требует специального оборудования, предусматривающего не только обработку изделий моющим составом, но и последующую их промывку и сушку, также необходимы очистка и утилизация сточных вод, поэтому не для всякого покрасочного цеха это приемлемо. 4. Способы обезжиривания, не связанные с применением химикатов. Например, пароводоструйный (обработка поверхности пароводяной струей с температурой 90-100°C и давлением 0,5-2,0 Мпа) и термический (нагревают изделия с масляными и жировыми загрязнениями до 400-450°C) способы. Термический способ обработки используют при окрашивании труб. Для удаления оксидов (очистка поверхности от ржавчины, окалины, старых покрытий) в основном используют механические (струйная абразивная обработка) или химические способы (растворение или отслаивание оксидов с помощью кислот в случае черных металлов, с помощью щелочей в случае алюминия и его сплавов). 5. Нанесение конверсионных покрытий преследует цель улучшить защиту изделий, сделать ее более надежной. Наиболее распространено фосфатирование черных металлов и оксидирование цветных, в первую очередь, алюминия и его сплавов. Эти способы используют преимущественно для изделий, эксплуатирующихся вне помещения и в условиях переменной влажности и температуры. При фосфатировании чаще всего используют цинкосодержащие фосфатирующие концентраты. Фосфатирование обычно проводят струйным способом в агрегатах мокрой очистки при температуре 50-60°C, продолжительностью обработки 1,5-2,5 мин. Химическое оксидирование обычно проводят соединениями, содержащими хром, поэтому операцию называют хроматированием. Химическое оксидирование проводят при 20-30°C продолжительностью 5-30с. Толщина оксидных покрытий обычно не превышает 1 мкм. 6. Завершающей стадией получения конверсионных покрытий, как и любых операций мокрой подготовки поверхности, является сушка изделий от воды. Ее проводят обдувкой горячим воздухом при 110-140°C.
Нанесение порошкового материала
Сущность процесса нанесения состоит в следующем: • Полимерный порошок поступает из бункера в смеситель, где смешивается с воздухом в необходимой пропорции, регулируемой блоком вентилей (флюидизации). • Смесь порошка и воздуха поступает в распылитель. В распылителе находится высоковольтный источник создающий высокое (до 100 кВ) напряжение на коронирущем электроде. Проходя мимо него, пылинки приобретают необходимый электрический заряд, благодаря которому, пролетая вблизи покрываемой детали, прилипают к ее поверхности. Нанесение необходимо производить равномерно, уделяя особое внимание труднодоступным местам (углы, углубления, отверстия и т.д.). Слой должен быть достаточным, но не излишним. Для качественного окрашивания изделий сложно формы рекомендуется подбирать режимы высоковольтного источника или использовать технологию трибостатического нанесения. Не прилипший порошок: • уносится потоком воздуха в вытяжную вентиляцию • проходя через циклон, он высаживается сначала на его внутренней поверхности, а затем осыпается вниз и собирается в накопительном бункере • из бункера снова поступает на вторичное использование • толщину слоя, его плотность можно регулировать параметрами высоковольтного источника. Для исключения попадания порошка в рабочую зону запрещается работать без общей и локальной систем вентиляции! Производительность работы определяется, в данном случае, наиболее трудоемкой и плохо поддающейся механизации операцией — завешиванием детали на оснастку (крючки, скобы и т.п.) и их установкой в кабину, а после нанесения слоя порошковой краски, завешивания в печи для запекания. Хорошие результаты дает использование «групповой» оснастки, когда в кабине и в печи устанавливаются сразу несколько деталей. Благодаря тому, что заряженные частицы порошка могут налипать с «тыла» и «флангов» наносить слой можно не со всех сторон, а с нескольких удобных для работы направлений. Последовательность операций такова: 1. проверить качество подготовки поверхности деталей 2. завесить всю партию деталей на крючки и разместить на установленные возле кабин вешала 3. проверить наличие контакта между деталью и крючком 4. провести напыление порошка 5. после напыления детали на оснастке (с тем, чтобы не повредить напыленный слой) завешиваются на выкатываемые из печи тележки 6. тележки осторожно (чтобы не раскачать детали) закатываются в печь
Формирование покрытия — полимеризация (запекание) Запекание следует проводить при температуре, указанной в технической документации (TDS — Technical Data Sheet) на используемую краску. Обычно она составляет от 160°C до 200°C. Время полимеризации так же указывается в техническом паспорте — от 10 до 20 минут.
Крайне важно учитывать, что для полной полимеризации необходимо, чтобы сама деталь была нагрета до указанной температуры. Например, если в документации на краску указан режим запекания (полимеризации) 180°C / 10 минут, то необходимо что бы изделия нагрелись в печи до 180°C после чего выдерживают еще 10 минут.
Время разогрева печи 0,5-4 часа (зависит габаритов и мощности печи, от массы изделий, теплоемкости деталей и величины температуры запекания).
При запекании деталей, окрашенных антикварными порошковые красками («антик») или красками с эффектом «шелк» или «кожа», требуется быстрый нагрев изделий – термо-удар. Для этого заранее разогревают печь до 230 °C-230 °C и помещают изделия в уже прогретую печь, это увеличивает скорость нагрева и создает терму-удар для лучшего раскрытия структуры краски.
ВАЖНО!!! Нарушение температурного режима приводит к неправильной полимеризации, нарушаются защитные свойства покрытия, его внешний вид.
Если температура или время запекания ниже чем указаны в документации (не додержали) покрытие теряет адгезию – отстает от изделия, твердость — царапается, не формируется структура у структурных красок.
При превышении режимов нанесения (температура или время выше чем указаны в документации) может происходить разрушение покрытия, изменение цвета, хрупкость при деформации.
Следует учитывать, что при запекании нагрев изделия может вызвать его коробление и деформацию, поэтому при переходе на новые изделия необходимо покрыть пробную партию для того, чтобы подобрать краску с оптимальным режимом запекания.
Например, изделия из алюминия запекают при температуре на выше 180°C так как при более высокой температуре он начинает «газить». Температура и время запекания устанавливаются на пульте управления печи. После запекания изделие медленно остывает при комнатной температуре в течение примерно 10-15 минут.
Окончательно свои физико-химические свойства покрытие набирает в течении 24-х часов с момента запекания.





