- Виды литья под давлением
- Сферы применения
- Преимущества и недостатки метода
- Технология литья под низким давлением
- Оборудование
- Технический процесс
- Литье под давлением: особенности технологии, достоинства и область применения
- Особенности технологического процесса
- Температура нагрева материала
- Скорость подачи расплавленного материала
- Давление на расплав при затвердевании
- Температура нагрева пресс-формы
- Преимущества и недостатки технологии
- Область применения
- Литье металлов под давлением: сплавы и процесс литья, преимущества
- Сферы применения изделий
- Сплавы для литья изделий из металла под давлением
- Как проходит процесс литья под давлением
- Преимущества и недостатки метода
- Литье металла: процесс и способы
- Металл для литья
- Устаревшая технология литья
- Современные технологии литья
- Литье в ХТС
- Литье по газифицируемым моделям
- Литье под давлением
- Литье по выплавляемым моделям
- Литье в оболочковые формы
- Электрошлаковое литье
- Центробежное литье
- Вакуумное литье
- Литье под давлением
- Описание технологических операций
- Температура нагрева расплава
- Скорость подачи расплава в пресс-форму
- Давление на расплав при застывании
- Температура подогрева пресс-формы
- Преимущества и недостатки литья под давлением
- Применение
- Литье под давлением | ПластЭксперт — все о пластиках и полимерах
Чтобы сделать качественную отливку, недостаточно просто расплавить металл, перелить его в подготовленную заранее форму и дать остыть.
Так получится изделие малой прочности, с неровными поверхностями. Чтобы этого избежать, применяется литье под давлением.
Технология основана на использовании промышленного оборудования, которое создает рабочую среду для изготовления качественных отливок.
 Плавка металла
Плавка металла
Виды литья под давлением
Литье под нагрузками — эффективный способ изготовления металлических деталей сложной формы. Расплавленным металлом заполняют специальную камеру, которая предназначена для сжатия материала.
Когда давление поднимается, расплавленная смесь с высокой скоростью заполняет металлическую форму. Камера сжатия может поддерживать температуру плавления материала до 450 градусов.
Выделяется три вида технологического процесса зависимо от скорости заполнения металлической конструкции:
- Низкая скорость — до 2,5 м/с. Технология применяется для изготовления деталей с толстыми стенками.
- Средняя скорость — до 15 м/с. Металл заполняет форму турбулентными движениями. Центр отливки заполняется пузырьками воздуха, которые удаляются под воздействием больших нагрузок.
- Высокая скорость — больше 30 м/с. Расплавленный материал подаётся на такой скорости, что распыляется по поверхности машины. Это захватывает большое количество воздуха, который ухудшает прочность отливки. Чтобы вывести воздух, нагнетаются высокие нагрузки — около 500МПа.
Литье под нагрузкой осуществляется машинами с горячими и холодными камерами.
Сферы применения
Технологический процесс отливки под нагрузками позволяет получать отливки с высоким показателем прочности. Благодаря воздействию высокого давления из изделия выходят пузырьки воздуха, что положительно сказывается на механических свойствах материала. Применение данной технологии:
- изготовление карбюраторов для автомобилей;
- создание сантехнических деталей;
- изготовление частей для бытовых приборов.
Литье под нагрузками применяется при изготовлении деталей для компьютеров, различной электроники.
Преимущества и недостатки метода
Любой технологический процесс имеет как сильные, так и слабые стороны. Преимущества литья под давлением:
- Изменение свойств отливки. Увеличиваются параметры прочности, твердости материала.
- Возможность использовать формы для литья несколько раз подряд.
- Улучшается качество поверхности изделия.
- Высокая точность соблюдения установленных размеров отливок.
- Возможность создания тонкостенных изделий (менее 1 мм).
- Нет дополнительных процессов сборки, разборки, выбивки готовых деталей из форм.
- Современное оборудование позволяет регулировать скорость поступления расплавленного металла.
Недостатки процесса:
- Конструкции для заливки быстро изнашиваются, если часто работать с высокими температурами.
- Крайне сложно изготавливать изделия с отверстиями, выемками, полостями.
- При охлаждении изделия получают внутреннее напряжение.
- Нельзя создавать крупногабаритные заготовки, поскольку оборудование ограничено по мощности.
Работая с машинами для литья под давлением, нельзя забывать, что по этой технологии материал набирается воздушных вкраплений. Это ухудшает его прочность, способствует быстрому разрушению. Избавиться от пузырьков воздуха можно увеличивая нагрузки. Однако для этого нужно мощное оборудование.
 Размер и масса отливок
Размер и масса отливок
Технология литья под низким давлением
Ещё один способ литья подразумевает использование низкого давления. Эта технология обладает определёнными преимуществами:
- Возможность изготавливать изделия больших размеров, с тонкими стенками.
- Меньше материала расходуется на литниковую систему.
- Низкое давление не воздействует разрушительно на стенки пресс-формы, рабочие элементы оборудования.
- Высокая скорость подачи расплавленного металла позволяет изготавливать крупногабаритные полые детали.
Чаще всего технология литья под низкими нагрузками применяется в черной металлургии.
Оборудование
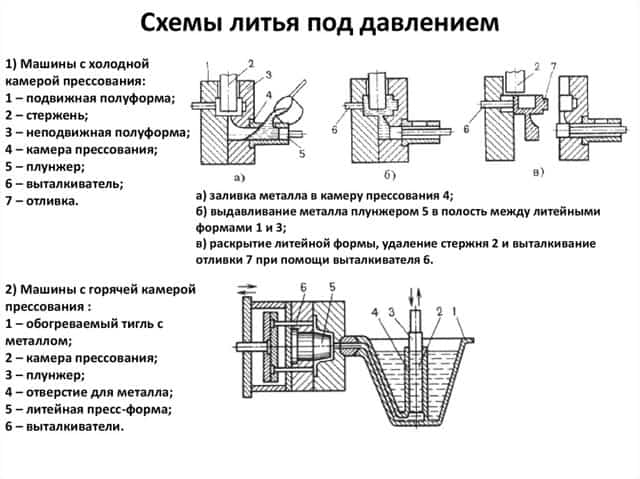
Когда выполняется технологический процесс, применяется два вида машин для литья под давлением:
- С горячей камерой. Используются для создания отливок из металлов, которые плавятся от температуры до 450 градусов по Цельсию. Конструкция устроена так, что во время рабочего хода поршня, через который передаётся давление, расплавленный металл сам заполнят пресс-форму. Когда она заполняется до краёв, срабатывает датчик, передающий сигнал на поршень. Он начинает движение вниз. После кристаллизации материала форма раскрывается автоматически. Подвижные механизмы выталкивают отливку наружу. Оборудование работает при сложных условиях. Из-за этого часто выходят из строя разные детали станка.
- Машины с холодными камерами. Нагнетают небольшое давление (до 100 МПа). Мастер должен залить расплавленный материал в камеру, которая предназначена для прессования. Далее под воздействием нагрузок будущее изделие направляется к пресс-форме. Металл кристаллизуется. После этого подвижные элементы открывают конструкцию для застывания. Из заготовки удаляется стержень, после которого остаётся свободная полость. Пресс выталкивает изделие наружу.
Машины с холодными камерами не позволяют получать тонкостенные детали из-за быстро охлаждения материала.
 Машина для литья под давлением
Машина для литья под давлением
Технический процесс
Литье металлов под давлением имеет несколько этапов, которые должны следовать строго друг за другом. Если технология будет нарушена, результат не будет соответствовать норме. Этапы проведения работ:
- Изготавливается форма для создания отливок.
- Она закрепляется на машине.
- Металл расплавляется и подаётся в камеру для прессования.
- Под воздействием возрастающих нагрузок, он на высокой скорости переливается в пресс-форму.
- Далее материал кристаллизуется, одновременно на него начинает воздействовать рабочий поршень.
- Когда изделие будет готово, удерживающая конструкция автоматически открывается. Подвижные элементы выдавливают детали из машины.
Автоматизированное оборудование требует от мастера контроля за подвижными элементами, проверки заготовок. Изготовление конструкций для создания отливок сложной формы требует точного составления чертежа, использования высокопрочных сплавов, металлов. Они должны выдерживать нагрузку, превышающую 500 МПа.
Литье под давлением — технология, позволяющая изготавливать металлические изделия с тонкими стенками. Применяется в разных отраслях промышленности.
Важно знать основные этапы технологического процесса, учитывать используемый материал, возможность оборудования. Высокие нагрузки могут вывести машину из строя, испортить структуру металла.
Литье под давлением: особенности технологии, достоинства и область применения
Литье под давлением — это процесс, в рамках которого с помощью автоматизированного оборудования изготавливаются детали с тонкими стенками из цветных металлов, пластмассы и стали.
Данная технология отличается высокой производительностью.
При создании деталей жидкий расплав, полученный из указанных материалов, с высокой скоростью подается в специальную пресс-форму, после чего под действием давления получается отливка заданной конфигурации.
Особенности технологического процесса
В рамках данного процесса используются специальные стальные пресс-формы, предназначенные для заливки расплавленного материала, который под воздействием высокого давления кристаллизуется, приобретая заданную конфигурацию.
Данное устройство представляет собой литейную оснастку, в конструкции которой предусматриваются подвижные и неподвижные детали. Первые перемещаются по направляющим цилиндрам, вторые крепятся на стационарной плите.
Перед началом технологического процесса подвижная часть пресс-формы плотно фиксируется к неподвижным с помощью гидроцилиндра.
Затем, чтобы предотвратить перемещение этих деталей, последние крепятся посредством специальных замков. После заливки и застывания расплавленного материала подвижную часть устройства сдвигают в сторону.
Полученная под высоким давлением заготовка удаляется из оборудования с помощью механических толкателей.
Перед началом процесса внутренние детали, которые контактируют с расплавленным материалом, предварительно обрабатываются специальной разделительной смазкой. Данный состав применяется для исключения негативного влияния высоких температур на стальные детали оборудования и беспрепятственного отделения созданных заготовок от стенок.
Литье под давлением ведется в автоматическом режиме с использованием промышленных установок. Основным узлом данного оборудования считается камера, в которой происходит прессование материала.
Этот элемент конструкции бывает двух типов: холодный и горячей.
Конструктивно первая камера представлена в виде горизонтально уложенного цилиндра, внутри которого располагаются поршень воронка, используемая для заливки расплавленного материала.
Процесс изготовления деталей в таком оборудовании сводится к следующему: после заполнения установки металлом запускается поршень, который, двигаясь внутри цилиндра, нагнетает расплав в пресс-форму. После заполнения последней внутри камеры увеличивается давление. Это происходит за счет повышения усилия на поршень, что приводит к кристаллизации металла.
Горячая камера пресс-форм представлена в виде ванны, расположенной в чугунном тигле, который в ходе создания заготовок постоянно подогревается.
В таких установках также используется поршень, который двигаясь выталкивает расплав из тигля.
Далее металл поднимается по специальному каналу с подогреваемым мундштуком (предупреждает затвердевание материала), через который поступает в пресс-форму. По окончании процесса остатки расплава возвращаются в ванну.
Пресс-формы с горячей камерой применяются при создании заготовок из сплавов цинка и магния.
Температура нагрева материала
Температура, до которой нагревается материал, подбирается с учетом двух параметров: марка сплава и геометрических параметров создаваемой детали. Несоблюдение этого правила ведет к серьезным последствиям.
Из-за перегрева материала при заливки пресс-формы вылетают брызги, которые перекрывают отверстия для вентиляции, вследствие чего нарушается газоотведение, что ведет к появлению пор в заготовке после затвердевания последней.
Превышение допустимой температуры ведет к увеличению продолжительности кристаллизации металла, из-за чего на завершение технологического процесса уходит больше времени.
Это приводит к росту нагрузки на оборудования, что повышает износ пресс-формы. В подобных условиях увеличиваются риски приваривания металла к внутренним стенкам.
Вследствие этого растет вероятность повреждения детали при выталкивании.
Данный технологический процесс предполагает выполнение прессовки при минимальной температуре. Цветные металлы можно нагревать на 10-300 градусов выше той отметки, по достижении которой сплав начинает затвердевать.
При этом, если техническое задание требует изготовление деталей с тонкой стенкой, температура нагрева увеличивается. При создании отливок простой конфигурации применяется обратный подход.
В подобных случаях материал нагревается до температуры, немного превышающей точку плавления.
Если в ходе данного технологического процесса изготавливаются детали высокой прочности, то металл заливают в пресс-форму в твердо-жидком состоянии. Такой подход позволяет добиться следующих результатов:
- исключить появление усадочного эффекта в создаваемой заготовке;
- уменьшить негативное влияние высокой температуры на оборудование;
- сократить продолжительность процесса затвердевания отливки;
- снизить риски приваривания металла к внутренним стенкам.
Металл с включениями твердой фазы прессуется исключительно в установках с холодной камерой.
Это объясняется тем, что при изготовлении деталей из данного материала в другом оборудовании повышаются риски застывания расплава в подводящем канале.
В частности, в ходе литья под давлением алюминия объем твердых частиц должен составлять 40-60% при условии, если пресс-формы беспрепятственно заполняется, а качество отливки остается на высоком уровне.

Скорость подачи расплавленного материала
Скорость, с которой поршень спрессовывает расплавленный материал, определяется с учетом характеристики сплава и геометрии изготавливаемой детали:
- Деталь простой формы и с толстыми стенками. В этом случае не требуется быстрая прессовка расплава.
- Деталь сложной геометрической формы и с тонкими стенками. При создании подобной заготовки расплав прессуется с высокой скоростью. Такое требование объясняется тем, что жидкий материал должен успеть заполнить все полости до начала затвердевания.
Превышение допустимой скорости прессовки приводит к тому, что подаваемая струя разлетается на мелкие капли, вследствие чего в расплав попадает воздух.
В случае если в конструкции предусматривается недостаточное количество каналов, предназначенных для отвода газов, либо те закупорены, в отливаемой заготовке останутся пустоты.
Во избежание подобных последствий литье под давлением проводится в вакууме, в который помещается пресс-форма.
То, с какой скоростью проводится прессовка, определяет качество отливок и продолжительность срока службы оборудования. Если расплав подается слишком быстро, то из-за этого смазка, которой обработана ванна, смывается. Из-за этого металл прикипает к внутренним стенкам, что при выталкивании приводит к повреждению заготовки.
При слишком медленной скорости ухудшается качество детали. В этом случае металл начинает затвердевать до того момента, как будет увеличено давление внутри оборудования.
Во избежание описанных последствий расплавленный материал подается в пресс-форму со скоростью 10-50 м/с. Меньший параметр выбирается при создании заготовок из стали и медных сплавов.
Расплавленные олово и цинк подаются с большей скоростью.
Давление на расплав при затвердевании
После заполнения пресс-формы металлом на поршень многократно увеличивается давление. Материал испытывает такое воздействие до того момента, пока не затвердеет. Благодаря давлению:
- увеличивается плотность заготовки;
- улучшаются механические характеристики отливки;
- исключается образование усадочных дефектов;
- повышается качество отливки;
- снижается риск появления брака;
- растет чистота поверхности металлической детали.

Усилие прессования определяется в зависимости от требований, предъявляемых к прочностным характеристикам детали: чем выше второй параметр, тем больше должно быть давление. Данный показатель также зависит от типа сплавов:
- алюминиевые прессуются под давлением 40-200 МПа;
- на основе магния — 40-180 МПа;
- цинковые — 10-50 МПа.
Чем толще стенка изготавливаемой детали, тем выше должно быть давление при кристаллизации.
Температура нагрева пресс-формы
Перед подачей расплава пресс-форма нагревается до температуры, определяемой в зависимости от типа сплава и толщины стенок:
- цинковые — 120-1600 градусов;
- на основе магния — 200-2400 градусов;
- алюминиевые — 180-2500 градусов;
- на основе стали — 200-2800 градусов;
- латунные — 280-3200 градусов.
При изготовлении деталей с тонкими стенками пресс-форма прогревается до верхней границы указанных диапазонов, с толстыми — до нижней. Это обусловлено тем, что в первом случае такой подход позволяет предупредить затвердевание металла до заполнение формы, во втором — увеличить скорость застывания материала.
Преимущества и недостатки технологии
К достоинствам литья под давлением относится следующее:
- детали получаются с низкой шероховатостью и высокой точностью исполнения;
- детали не требуют механической обработки после окончания прессовки;
- процесс можно полностью автоматизировать;
- процесс отличается высокой производительностью.
К недостаткам данной технологии относят сложность и высокую стоимость оборудования, необходимого для литья под давлением. Поэтому этот метод изготовления деталей не применяется при мелко- и среднесерийном производстве.
Также данную технологию не используют при литье тугоплавких металлов (плавятся при температуре выше, чем сталь). Кроме того, такой метод не подходит для создания крупных отливок из-за неравномерного затвердевания материала.
Область применения
Литье под давлением позволяет создавать тонкостенные изделия толщиной от 1 мм со сложной геометрией из пластика и следующих сплавов:
- медных;
- алюминиевых;
- цинковых;
- на основе магния;
- на основе стали.
В связи с этим литье под давлением нашло применение в приборо-, автомобиле-, самолето- и станкостроении, при производстве бытовой техники и элементов для смесителей. Также данная технология используется при создании продукции из синтетических материалов (полиэтилена, полипропилена и других).
Литье металлов под давлением: сплавы и процесс литья, преимущества
Литье металлов под давлением — это способ изготовления прочных металлических изделий различных форм. Технология популярна, потому что позволяет создавать много одинаковых деталей одновременно — от тысячи до ста тысяч единиц. При этом стоимость одного изделия получается крайне низкая — до 5$.

Сферы применения изделий
Изделия, изготовленные литьевым способом из цветных металлов (алюминия и других), используются в следующих сферах:
- Автомобильная промышленность. С помощью литья изготавливают части двигателя и других агрегатов.
- Сантехника (металлические части оборудования).
- Бытовая техника (детали телефонов, стиральных машин, пылесосов).
- Самолеты, корабли, ракеты.
- Энергетическая промышленность.
- Электроника.
Применение литых изделий обширно. Почти любые детали можно сделать с помощью этой технологии из алюминия или других сплавов.
Литье металлов и сплавов под давлением позволяет создавать продукцию и устройства различной толщины и размера.
Сплавы для литья изделий из металла под давлением
- АК12 (силумин — алюминий с кремнием и магнием). Твердый, обладает устойчивостью к образованию трещин.
- АК9 — сплав повышенной прочности.
- АК5М2 — дешевый сплав.
Чтобы изготовить надежные и прочные изделия, рекомендуется использовать АК12, его модификации или АК9.

Как проходит процесс литья под давлением
Литье металлов под давлением — это полностью автоматизированный процесс. Расплавленный сплав с помощью быстро движущегося поршня продвигается в разъемную форму.
Полный технологический процесс литья под давлением выглядит так:
- Подготовка формы. Форма для заливки алюминия, латуни или другого материала сделана из стали высокой прочности. Она покрывается специальным составом, чтобы затвердевший металл не прилип к ее стенкам. Если необходимо, форму подогревают до температуры от 130 до 150 градусов по Цельсию.
- Расплавление и подача. Жидкий сплав, температура плавления которого от 640 до 650 градусов Цельсия подается в форму. Поршень приводит в движение сжатая смесь азота или другие специальные жидкости. Давление в камере может достигать 700 МПа. Это позволяет быстро заполнять форму. Скорость заполнения составляет до 50 м/с. Расплавленный металл при этом быстро заполняет полость и затвердевает.
- Остывание и извлечение изделия. Когда металл заполнит все литники, остынет, форму раскрывают, а готовую деталь извлекают.
- Повтор цикла. Затем пресс-форму обрабатывают составом против прилипания. Далее части формы смыкаются и весь процесс повторяется снова.
Преимущества и недостатки метода
Технология литья металла под давлением экономически выгодна, благодаря следующим факторам:
- в процессе производства получается продукция высокого качества;
- высокая скорость изготовления;
- возможность многократного использования форм;
- нет нужды в затратах на рабочую силу, так как процесс механизирован.
Вместо нескольких литейщиков на вредном производстве работает программа и один оператор. Это позволяет сэкономить на зарплатах, дополнительных выплатах за вредность.
У любого производственного метода есть и недостатки. Для литья металлов под давлением это:
- быстрый износ пресс-форм при работе с высокими температурами;
- сложность изготовления изделий с отверстиями, полостями или выемками;
- невозможность создания крупногабаритных изделий.
Решить эти проблемы можно, используя профессиональное, проверенное и высококачественное оборудование для литья под давлением.

- В компании «Космек» вы найдете все необходимое для улучшения качества и скорости литья: пресс-формы для литья металлов под давлением, оборудование для пресс-форм, гидравлические блоки и зажимы, шнеки, блоки управления.
- Мы не только поставляем готовые устройства, но и создаем их под заказ, с нужными заказчику характеристиками.
- Чтобы получить консультацию по оборудованию для литья под давлением, звоните: +7(499)685-11-97.
Литье металла: процесс и способы

Металл для литья
Для обработки металла методом литья важна его текучесть. В расплавленном виде жидкий металл или сплав должен легко перетекать из одной формы в другую, заполняя все выемки. Чем выше текучесть материала, тем тоньше и сложнее изделия из него можно отливать.
Сплавы с низкой текучестью схватываются и затвердевают раньше, чем заполняется отливная форма. Показатель текучести металла зависит от температуры и давления, например, литая сталь становится текучей для литья под давлением 7500 кг/см². Хорошие показатели текучести у чугуна, меди, свинца.
Именно эти материалы используются для отлива изделий в промышленном производстве и в кузницах.
Устаревшая технология литья
«Земляной» метод — самая простая и древняя технология литья. Суть метода заключается в том, что жидкий металл заливается в специальную форму, собранную из двух половинок. Нагревание металла до состояния текучести осуществляется в вагранках — печах для чугуна или в домнах — печах для стали.
Для расплава материала также используются инвенторные, мартеновские и другие виды печей. Перед заливкой расплава формы наполняют формовочной смесью. Если в готовом изделии предусмотрены пустоты, то в этих местах устанавливаются стержни.
Поверхности формы, с которыми контактирует жидкий металл, обрабатываются специальной краской, которая предотвращает химические реакции между формовочной смесью и расплавом.
Жидкий металл заливается в формы ковшом, если речь идет о кустарном литье, или конвейером. Расплав заполняет форму и остывая приобретает нужную конфигурацию. После полного остывания половинки формы разъединяются, с готового изделия удаляется окалина, остатки формовочной смеси.
Несмотря на то, что «земляной» метод литья имеет множество недостатков: низкая производительность, возможность отливки только простых форм, энергоемкость, вредность производства, именно этим способом были отлиты практически все советские танки времен ВОВ.
В настоящее время «земляной» метод используется преимущественно в частных кузнях, изготавливающих простые изделия домашнего обихода.
В промышленном производстве используются более совершенные литьевые технологии, позволяющие получать качественные и сложные по конфигурации изделия.
Современные технологии литья
Новые технологии позволяют создавать отливки, к которым предъявляют высокие требования по экологичности, толщине стенок, точности размеров. Основные требования к отливкам, независимо от технологии их изготовления, устанавливает ГОСТ Р 53464-2009.
Литье в ХТС
Другое название технологии — литье в кокиль. Технология похожа на традиционное «земляное литье. Для создания металлического изделия изготавливается кокиль — разборная форма.
Но в отличие от устаревшего метода в кокиль заливают не расплав, холодно-твердеющую смесь (ХТС), не требующую предварительного нагрева в печах. В состав ХТС входят отвердители, поэтому залитая смесь набирает нужную прочность на воздухе в течение 10-20 минут.
При изготовлении объемных металлических конструкций для ускорения твердения кокиль с залитой ХТС продувают струями воздуха.
После затвердевания ХТС кокиль раскрывается, а готовое изделие извлекается из него и отправляется на обжиг для удаления с поверхности карбидов.
Кокиль можно использовать много раз, но его изготовление обходится недешево.
Поэтому технология литья ХТС применяется при изготовлении серийных и крупносерийных изделий, у которых соотношение массы кокильной формы к массе самого изделия не превышает 3:1.
Литье ХТС используется для изготовления отливок из чугуна, стали, вольфрамовых, магниевых, алюминиевых сплавов. Технология позволяет получить отливки с гладкой или мелкозернистой поверхностью. По технологии литья ХТС изготавливает 45% металлических изделий и конструкций.
Достоинства:
- отливки 7-го класса точности по ГОСТ Р 53464-2009;
- высокое качество поверхности;
- отсутствие газовых дефектов;
- отсутствие мелких включений и засоров в отливке;
- высокая герметичность изделий;
- высокая производительность.
Недостатком технологии считается невозможность литья материалов с невысокими показателями текучести, например, некоторых марок стали.
Литье по газифицируемым моделям

Литье по газифицируемым моделям может использоваться для стали марок: 25Л, 35Л, 45Л, 40Х9С2Л, 30ХНЛ, 35ХМЛ, 40Х24Н12СЛ, 20Х25Н19С2Л, 40Х23Н10СЛ, 110Г13Л и многих других. Способ подходит для литья чугуна марок: ВЧ40, ЧХ16М2, ЧХ28, СЧ15, СЧ18, ЧХ30, сплавов меди, бронзы, алюминия и пр. Точность полученных отливок в зависимости от размеров соответствует 6-10 классу по ГОСТ Р 53464-2009.
Достоинства:
- возможность изготовления деталей массой от 100 г до 10 тонн;
- низкая энергоемкость и себестоимость;
- не требуется сложная обработка готовых изделий;
- минимальная шероховатость поверхности;
- высокая скорость отливки при низкой трудоемкости.
Литье металла по газифицируемым моделям — высокотехнологичный способ изготовления деталей, которые требуют высокой точности. Именно этот метод литья используют в судостроении, авиастроении.
Литье под давлением
Технология ЛПД используется преимущественно для изготовления мелких и средних тонкостенных деталей для ПК, телефонов, бытовой техники. В России литье под давлением широко применяется в машиностроении, станкостроении.
Масса отлитых изделий — от нескольких граммов до 50 кг. Для отливки используются формы из высокомарочной стали. Форма может иметь очень сложную конструкцию, в т. ч. многоступенчатую.
Жидкий металл заливается в форму под давлением, которое создает мощное нагнетательное оборудование.
Метод литья под давлением используется для алюминиевых, медных, оловянно-свинцовых сплавов. Температура плавления у этих материалов относительно невысокая, поэтому способ считается высокопроизводительным и малозатратным.
Достоинства:
- низкая металлоемкость, экономный расход металла;
- высокое качество поверхности;
- отсутствие финишной обработки изделий.
Точность отливок ЛПД зависит от качества формы, мощности нагнетательного оборудования, физических свойств металла.
Литье по выплавляемым моделям
При использовании этой технологии заливка металла выполняется в формы из парафина или воска, которые помещаются в первичную заготовку. Горячий сплав растворяет парафин и заполняет объем первичной заготовки. Особенность этого метода заключается в том, что полученную конструкцию не нужно извлекать из опоки. Готовые детали имеют высокоточные размеры и идеально ровную поверхность.
Литье в оболочковые формы
Технология применяется для отливки изделий, прочность для которых не важна. Расплав заливается в оболочковую форму из синтетического материала, которая формируется под действием высокого давления и температуры. Оболочка упрочняется металлическим кожухом. Способ используется для отливки деталей простой конфигурации и массой до 25 кг.
Электрошлаковое литье
Инновационная технология, которая только начинает использоваться для массового производства отливок простых форм без особых требований к точности.
Расплав металла при этом способе получают путем воздействия на сырье электродуговыми разрядами высокой мощности. Для плавки железа электродуга не используется: материал плавится под действием тепла, выделяемого шлаком на который действуют разряды.
Центробежное литье

Вакуумное литье
Технология применяется для работы с «элитными» металлами, такими как бронза, титан, высокомарочная сталь. Металл расплавляется в условиях вакуума, чтобы не допустить попадания инородных включений.
Затем нагнетательным оборудованием расплав подается в форму, которая предварительно также вакуумируется. Изделия, полученные вакуумным литьем, отличаются высокой чистотой, а их масса не превышает 100 кг.
Литье под давлением
Литье под давлением – это высокопроизводительный автоматизированный технологический процесс создания тонкостенных деталей из цветных металлов, стали и пластмасс.
С высокой скоростью жидкий расплав заполняет пресс форму. и далее в результате под давлением получаются отливки заданной формы.
Эта статья подробно описывает технологию, оборудование и изделия, которые можно получить при помощи метода.
Описание технологических операций
Процесс литья под давлением осуществляется в стальных пресс-формах. Расплавленный материал подаётся в пресс-форму и кристаллизуется там под воздействием высокого давления.
Пресс-форма это технологическая литейная оснастка, сконструированная из подвижной и неподвижной стальных частей. Подвижная половина передвигается по направляющим цилиндрам, неподвижная закреплена на стационарной плите.
Перед заливкой подвижная часть плотно прижимается к неподвижной гидроцилиндром и фиксируется в этом положении специальными замками. После застывания заготовки, подвижная часть оборудования отъезжает, а отливку выталкивают механические толкатели.
Перед смыканием пресс-формы, контактирующие с расплавленным металлом поверхности, покрывают разделительной смазкой.
Специальный состав обеспечивает беспрепятственное отделение отливок после литья, защищает сталь от негативного воздействия высоких температур.
Литье под давлением выполняется в автоматизированном режиме в промышленных установках. Главными узлом этого оборудования выступает камера для прессования, она бывает холодной или горячей.
Холодная камера – это горизонтальный цилиндр, с поршнем внутри и воронкой, предназначенной для заливания расплава. После заливки металла, поршень движется внутри цилиндра, нагнетая расплав в пресс-форму.
После заполнения формы повышается усилие на поршень для создания достаточной величины давления для кристаллизации металла.
Горячая камера для прессования представляет собой ванну с расплавом, которая расположена в подогреваемом чугунном тигле. Поступательное движение поршня выталкивает расплав из тигля. Металл поднимается по каналу и поступает в пресс-форму. В конструкции канала предусмотрен подогреваемый мундштук. Этот элемент нужен, чтобы жидкий металл не затвердевал внутри.
После застывания детали, остатки расплава из канала сливаются обратно в чугунную ванну. Оборудование этого типа применяется для изделий из сплавов цинка и магния.
Температура нагрева расплава
Нагрев материала для литья под давлением осуществляется исходя из марки сплава и геометрических параметров детали. Если расплав перегрет, при заполнении пресс-формы брызги попадают в отверстия для вентиляции и закупоривают их. Это приводит к ухудшению газоотвода и, как следствие, к возникновению пор в отливке.
Высокая температура жидкого металла приводит к увеличению времени затвердевания изделия, как следствие нужно больше времени на весь технологический процесс.
Увеличивается износ оборудования из-за длительного соприкосновения с перегретым расплавом.
Возрастает опасность приваривания заливаемого металла к оборудованию, из-за этого может повредиться деталь при выталкивании. Всё это приводит к быстрому износу пресс-формы.
При литье под давлением расплав спрессовывают при минимальной температуре. Цветные металлы нагревают всего на 10–300ºС выше температуры, при которой сплав полностью твердеет. При небольших толщинах элементов отливки сплав нужно нагревать сильнее. Для литья больших изделий простой конфигурации сплав нагревают чуть выше температуры плавления.
Для деталей, к которым предъявляются высокие требования по прочности, металл заливают в твердо жидком состоянии. За счет этого обеспечиваются следующие преимущества:
- предотвратить появление усадочных дефектов в отливке;
- снизить тепловое воздействие на оборудование;
- снизить время охлаждения изделия;
- уменьшить опасность приваривания пресс-формы и отливки.
Металл с включениями твёрдой фазы можно прессовать только в установках, с холодной камерой. При использовании оборудования с горячей камерой есть риск застывания расплава в подводящем канале.
Пример литья под давлением деталей из алюминия – процент твёрдых частиц в расплаве, когда пресс-форма беспрепятственно заполняется, а качество отливки остаётся на высоком уровне, составляет от 40 до 60%.
Скорость подачи расплава в пресс-форму
Поршень спрессовывает металл в пресс-форму с определённой скоростью. Значение выбирается в зависимости от характеристик сплава и геометрических параметров отливки.
Если изделие простое с толстыми стенками высокая скорость прессования не нужна. Если деталь имеет сложную геометрию и тонкие элементы скорость запрессовки должна быть высокой.
Это требуется, чтобы расплав успел заполнить все узкие полости до затвердевания.
Слишком большая скорость подачи расплавленного материала становится причиной следующего явления: струя разделятся на мелкие капли, образуя смесь расплава и воздуха. Если количество каналов для отвода газов недостаточно или они забиты металлом, пузырьки воздуха останутся в отливке. Это приведёт к образованию пор в металле, чтобы исключить такие дефекты пресс-форму помещают в вакуум.
От скорости движения расплава зависит качество отливок и долговечность оборудования. Если скорость литья под давлением слишком высокая, то защитную смазку с соприкасающихся с жидким металлом поверхностей может смыть. Из-за этого отливка приварится к пресс-форме, и при выталкивании ее может повредить или сломать.
Слишком медленная подача, снизит качество детали. Металл будет застывать прямо во время заполнения формы до того, как усилие будет увеличено. Скорость поступления расплава в пресс-форму при литье под давлением обычно выбирается в диапазоне от 10 до 50 м/с. Небольшую скорость используют для литья деталей из стали, медных сплавов, высокая скорость требуется для сплавов олова и цинка.
Давление на расплав при застывании
В момент, когда расплав полностью заполняет пресс-форму, усилие на поршень многократно увеличивается. Воздействие давлением не прекращается до тех пор, пока металл полностью не затвердеет.
В результате возрастает плотность и механические характеристики отливки, в ней не образуются усадочные дефекты.
При повышении усилия сжатия уменьшается количество бракованных изделий, растёт чистота поверхности металла, повышается качество отливок.
Чем выше требования к прочности детали, тем больше должно быть усилие прессования. Алюминиевые сплавы прессуют давлением от 40 до 200 МПа. Для сплавов на основе магния используют от 40 до 180 МПа. Цинковые сплавы повергают давлению от 10 до 50 МПа. Для обеспечения высокого качества при увеличении толщины стенки нужно повышать давление при кристаллизации.
Температура подогрева пресс-формы
Перед подачей жидкого сплава литейное оборудование нужно нагреть до определённой температуры, которая подбирается для каждого сплава в зависимости от толщины стенок изделия. Температура предварительного подогрева пресс-формы:
- для литья цинка до 120–1600 ºС;
- магния 200–2400 ºС;
- алюминия 180–2500 ºС;
- стали 200–2800 ºС;
- латуни 280–3200 ºС.
Если отливка тонкостенная – пресс-форму нагревают до температуры ближе к большим значениям указанных выше интервалов. Для толстостенных деталей – ближе к нижнему значению. Это нужно чтобы в тонкостенных отливках расплав не затвердел в процессе заполнения формы. В технологии заливки больших деталей напротив необходимо увеличить скорость застывания.
Преимущества и недостатки литья под давлением
Отливки, выполненные на установках для литья под давлением – это детали, с низкой шероховатостью, высокой точностью исполнения, которым не нужна механическая обработка или она минимальна. После литься детали поступают на отрезные прессы, где с них удаляются литники и промывники.
Состоящий из небольшого количества операций процесс может быть полностью автоматизирован. Из-за простоты операций, быстрого затвердевания металла и автоматического извлечения изделий этот процесс является высокопроизводительным.
Недостаток технологии – это сложность и высокая стоимость технологической оснастки. Экономически не рационально использовать литье под давлением в средне серийном и мелкосерийном производстве. Способ не подходит для литья тугоплавких металлов, которые плавятся при температуре выше, чем сталь.
Эту технологию не применяют для изготовления больших отливок, так как преимущества метода пропадают из-за неравномерного затвердевания, а из-за высокой цены габаритного высокоточного оборудования использование этого способа экономически нецелесообразно.
Применение
Литье под давлением изготавливают тонкостенные детали со сложной геометрией. Этой технологией делают изделия из меди, алюминия, цинка, магниевых сплавов, сталей и пластика. Эта технология позволяет выполнять геометрически сложные отливки с толщиной элементов до 1 мм.
Литье под давлением применяют в следующих отраслях промышленности:
- приборостроение;
- автомобилестроение;
- самолётостроение;
- станкостроение;
- изготовление элементов смесителей.
- производство бытовой техники;
Литье под давлением широко используют для производства изделий из полиэтилена, полипропилена и других синтетических материалов. Из-за большой стоимости применяемой оснастки эта технология экономически обоснована только в массовом или крупносерийном производстве.
Сегодня ни одно машиностроительное предприятие, массово изготавливающее детали бытовой техники, приборы, двигатели внутреннего сгорания и другие высокотехнологичные механизмы, не может обойтись без установок для литья под давлением.
Литье под давлением | ПластЭксперт — все о пластиках и полимерах
Асаклин. Два метода очистки
Брак при литье
Виды литья
Виды пластиковой упаковки
Выбор литьевой машины. Часть 1
Выбор литьевой машины. Часть 2
Контроль качества глянцевых поверхностей
Литье резинотехнических изделий РТИ
Подержанный не значит плохой (ликбез по выбору бу ТПА)
Производство ПЭТ-преформ
Роботы в литье
Серия энергосберегающих ТПА
Справочник для наладчиков ТПА
Термопластавтомат. Выбор ТПА по параметрам
Термопластавтоматы КуАСИ или ТПА отъезжает с грохотом
Технологическая карта литья (скачать образцы)
ТПА: мировые тенденции и ситуация в России
Управление процессом литья под давлением
Литье под давлением – это технологический процесс, в ходе которого исходный материал впрыскивается в специальную пресс-форму, после чего линейно застывает, то есть возле холодных стенок формы застывание происходит быстрее, чем в центре.
Для литья пластмасс под давлением обычно используют гранулы термопластов, термоэластопластов или термореактивов. Этот вид изготовления изделий из пластмассявляется одним из самых распространенных, что обусловлено. Его простотой и дешевизной для массового производства.
Литье под давлением осуществляется на специальном оборудовании — термопластавтоматах, которые контролируются электроникой и автоматикой. Литье резины под давлением или другого термореативного материала осуществляется в реактопластавтоматах.
Литье под давлением применяют преимущественно для изготовления изделий из термопластов. Осуществляют под давлением 80-140 МПа на литьевых машинах поршневого или винтового типа, имеющих высокую степень механизации и автоматизации (рис. 1).
Литьевые машины осуществляют дозирование гранулир.
материала, перевод его в вязкотекучее состояние, впрыск (инжекцию) дозы расплава в литьевую форму, выдержку в форме под давлением до его затвердевания или отверждения, размыкание формы и выталкивание готового изделия.
При переработке термопластов методом литья под давлением литьевую форму термостатируют (температура ее не должна превышать температуры стеклования или температуры кристаллизации), а при переработке реактопластов нагревают до температуры отверждения.
Давление литья зависит от вязкости расплава материала, конструкции литьевой формы, размеров литниковой системы и формуемых изделий.
Литье при сверхвысоких давлениях (до 500 МПа) уменьшает остаточные напряжения в материале, увеличивает степень ориентации кристаллизующихся полимеров, что способствует упрочнению материала и обеспечивает более точное воспроизведение размеров деталей.
Рис. 1.
Литьевая машина: 1 -материальный цилиндр; 2 — нагревательные элементы; 3-винт (шнек); 4-каналы охлаждения; 5-бункер для материала; 6-гидродвигатель; 7-редуктор; 8-гидроцилиндр узла впрыска; 9-манометр; 10, 17-неподвижные плиты; 11 — направляющие колонки; 12-литьевая форма; 13-подвижная плита; 14-колесно-рычажный механизм; 15-гидро-цилиндр узла смыкания; 16-гайки; 18-упор; 19-сопло.
Давление в литьевой форме при заполнении расплавом полимера повышается постепенно (в конце выдержки под давлением достигает 30-50% от давления литья) и распределяется по длине оформляющей полости неравномерно вследствие высокой вязкости расплава и быстрого ее нарастания при охлаждении формы. Литье резины под давлением и реактопластов происходит, наоборот, при нагреве литьевой прессформы.
Литье под давлением позволяет изготовлять детали массой от долей грамма до нескольких килограммов. При выборе машины для формования изделия учитывают объем расплава, необходимый для его изготовления, и усилие смыкания, требующееся для удержания формы в замкнутом состоянии в процессе заполнения расплавом оформляющей полости.
Для выравнивания давления и улучшения условий заполнения формы применяют литье под давлением с предварит. сжатием расплава, инжекционное прессование, литье под давлением с наложением механический колебаний и др. методы.
Литье под давлением с предварительным сжатием расплава осуществляют на литьевой машине, сопловый блок которой снабжен краном. При закрытом кране производят сжатие расплава полимера в материальном цилиндре машины до давления литья.
После открытия крана расплав под высоким давлением с большой скоростью заполняет полость литьевой формы и дополнительно нагревается за счет работы сил трения. Для предотвращения механодеструкции пластмасс скорость течения расплава по литниковым каналам иногда ограничивают.
Предварительное сжатие расплава позволяет в 1,5-2 раза уменьшить время заполнения формы и увеличить путь течения расплава до момента его застывания, что позволяет отливать длинномерные тонкостенные детали.





