- Материалы. Изготовление пружин
- Какая проволока используется для производства пружин?
- Материалы для пружин: основные виды
- Где применяют гибкую проволоку?
- Процесс изготовления пружинной проволоки
- Вязальная проволока: виды, характеристики, особенности производства и применения
- Особенности производства и характеристики
- Разновидности вязальной проволоки и сферы использования
- Проволока пружинная. Изготовление и применение
- Изготовление
- Применение
- 5 видов Пружин Сжатия — Конструкции, параметры и характеристики
- Виды пружин сжатия
- Параметры пружины сжатия
- Пружины сжатия, конструкции
- Цилиндрические пружины
- Конические пружины
- Призматические пружины
- Характеристики пружин сжатия
- Жесткость
- Коэффициент
- Степень нагрузки
- Количество витков
- Высота пружины в сжатом и в свободном состояниях
- Направление навивки
- Проволока пружинная
- Пружинная проволока
- Основные характеристики пружинной проволоки
- Виды поставки пружинной проволоки
- Применение проволоки пружинной
- Особенности эксплуатации пружинной проволоки
- Зачем нужна пружинная проволока
- Виды пружинной проволоки
- Типы и виды пружин
- Типы пружин
- Виды пружин
Пружинная проволока (ПП) является металлическим изделием повышенной прочности, которое применяется для производства крюков, всевозможных шпилек, пружин и иных конструкций, нуждающихся в особых пружинных характеристиках.
Данная проволока изготавливается по двум Госстандартам – 9389–75 и 14963–78 по технологии волочения (протяжки) исходной заготовки через ряд отверстий, сечение которых уменьшается. После этого ПП проходит процедуру термической обработки. Она необходима для улучшения пружинных свойств готовой продукции.
Также термообработка увеличивает прочность готовых проволочных изделий на разрыв. Допускается не подвергать проволоку тепловой обработке. Но в этом случае готовые конструкции, которые будут делать из нее, обязательно проходят операцию термообработки.

Производство пружинной проволоки
Рекомендуем ознакомиться
Последнее отверстие для протяжки на волочильных станах нередко оборудуют особой калибровочной фильерой. Делается это тогда, когда по условиям техпроцесса требуется получить калиброванное изделие с гладкой и максимально ровной поверхностью.
Проволока разных видов по ГОСТ 9389–75 и 14963–78 чаще всего используется для изготовления шпилек, штифтов, крюков, осей и пружин на предприятиях машиностроительной отрасли.
При производстве этих изделий из ПП на специальных станках обычно выполняется отпуск стали (предварительный) и закалка, следующая за ним. Эти операции улучшают прочностные показатели готовых конструкций.

Отпуск и закалка изделий из ПП
Навивка пружин осуществляется по двум методикам – горячей и холодной. Более качественные изделия получаются при использовании горячей схемы, предполагающей нагрев проволочного сырья перед навивкой до температуры отпуска металла. Затем (после непосредственно навивки и последующей обрезки деталей до нужных геометрических размеров) производится закаливание получившейся продукции.
В настоящее время пружинная проволока применяется дизайнерами, создающими оригинальные интерьерные проекты для жилых помещений, торговых и офисных комплексов.
Она легко гнется, позволяя формировать «украшения» практически любой формы, и обладает высокими декоративными качествами. Особые свойства описываемого материала были оценены и производителями мебели.
Они применяют проволоку для пружин в качестве прочного отделочного материала для диванов и столов, шкафов и стульев.
По данному Госстандарту пружинная проволока может быть повышенной и нормальной степени точности. По механическим показателям она делится на четыре класса (3, 2А, 2 и 1) и на три марки (А, В, С). Изделия класса 2А всегда выпускаются повышенной точности.
Основные характеристики ПП:
- диаметр – 0,14–8 мм (разрешенные отклонения – от ±0,01 до ±0,05);
- овальность – не более половины величины указанных отклонений;
- сопротивление разрыву – от 1030–1230 (пружинная проволока класса 3 сечением 8 мм) до 2740–3090 (изделия 1-го класса сечением 0,14 мм) Н/мм2;
- количество скручиваний, которое выдерживает ПП – от 4 до 35 (конкретный показатель зависит от сырья, из которого делают проволоку, а также от класса и типа готового изделия);
- масса (устанавливается теоретическими расчетами) 1000 метров проволочной продукции – 0,1208–394,6 кг.

Пружинная проволока повышенной точности
ГОСТ 9389–75 требует, чтобы пружинная углеродистая проволока, которая применяется для навивки пружин по холодной методике без закалки, производилась из марок углеродистых сталей, указанных в стандартах 14959, 1050 и 1435. По заказу потребителя ПП может выпускаться из других стальных сплавов, в которых содержание фосфора и серы не превышает соответственно 0,035 и 0,030 %.
Госстандарт 9389–75 не допускает волнистости, ржавчины, волосовин, плен, раковин, закатов, трещин на поверхности готовых изделий, ржавчины, явления обезуглероживания (полного) ПП. Частичное обезуглероживание возможно, но его глубина не должна превышать 1,5–3 % сечения проволочного изделия.

Пружинная проволока ГОСТ 9389–75
Проволока поставляется на катушках, а также в мотках. Накручивают ее с таким расчетом, чтобы при разматывании материал не сворачивался «в восьмерки».
На катушки и мотки массой менее 250 кг ПП накручивают одним отрезком, более 250 кг – максимум тремя отрезками. Причем в ГОСТ 9389–75 указана необходимость прокладки специальных заглушек в местах, где отрезки разделяются.
Один проволочный отрезок не может быть менее 0,3 кг для изделий диаметром до 0,25 мм и менее 30 кг для изделий диаметром более 3 мм килограммов.
По Госстандарту 9389–75 готовая продукция проходит следующие виды проверок на качество:
- по требованиям ГОСТ 1763 – на глубину обезуглероживания;
- по стандарту 1545 – на скручивание (образец берется длиной 100 диаметров проволоки);
- по ГОСТ 10447 – на навивку;
- по стандарту 10446 – на разрыв и показатель сопротивления за определенный промежуток времени.
Невооруженным глазом осматривают изделия на предмет наличия на них поверхностных дефектов и изломов. При необходимости Госстандарт 9389–75 позволяет применять увеличительные приборы с величиной увеличения в 5 раз.

Проверка пружинной проволоки
Волнистость определяют микрометром на отрезках ПП длиной 195–205 мм. При этом проводится 10 замеров. Образцы обязательно фиксируются в специальном агрегате (например, в разрывной машине), который дает возможность оказать требуемую нагрузку на испытуемый материал.
Если 3 и больше замеров показывают отклонение изделия от заданного по стандарту 9389–75 сечения, материал относят к группе волнистого. Потребителям он поступать не должен. Отметим, что подобные результаты отмечаются крайне редко, сама технология изготовления ПП исключает высокую вероятность образования волнистости.
Испытания осуществляются на образцах, которые необходимо отбирать по Госстандарту 9389–75 от каждой катушки либо от каждого из двух концов мотка. В некоторых случаях разрешается при проверке использовать методики неразрушающего и статистического анализа.

Испытания пружинной проволоки ГОСТ 9389–75
Пружинная проволока сечением до 0,6 мм перевязывается шпагатом, других сечений – мягким проволочным материалом. Поверхность мотков покрывают смазкой (консервирующей) К-17, НГ-203 (тип А или Б), для обеспечения антикоррозионной защиты ПП.
Для упаковки готовой продукции используют двухслойную, промасленную или парафинированную бумагу, ткани из химволокон, клееное либо холстопрошивное упаковочное полотно, полимерную пленку. Хранение проволочных изделий следует осуществлять по требованиям стандарта 15150 (раздел 3).
ГОСТ 14963–78 регулирует тонкости производства легированной круглой проволоки для изготовления пружин, которые после навивки проходят закалку и отпуск.
Такие проволочные изделия могут выпускаться стандартного вида (без отделки поверхности) и с удаленным поверхностным слоем (с отделкой). По назначению легированная проволока по стандарту 14963–78 может предназначаться для холодной либо горячей навивки.
Она делится на два класса. ПП первого типа идет на изготовление ответственных изделий, второго – общих по назначению пружин.
Легированная проволочная продукция имеет диаметр в пределах 0,5–14 мм. Производится она из легированных сталей 70С3А, 60С2А, 51ХФА, 65С2ВА.
ПП подвергается следующим видам дополнительной обработки поверхности:
- шлифование;
- полирование;
- вытягивание без шлифовки и полировки;
- тянутая после обдирки, обточки либо шлифовки.
Легированная проволочная продукция
Шероховатость поверхности готовых изделий после полировки должна быть не выше 0,32–0,63 мкм в зависимости от типа проволоки, после полировки – не выше 0,63–2,5 мкм. Для тянутой продукции величина шероховатости в ГОСТ 14963–78 не приводится.
Обезуглероживание для ПП с отделкой не допускается, для изделий без отделки разрешается частичное обезуглероживание глубиной не выше 0,03 мм (проволока сечением от 4,8 мм) и не выше 0,025 мм (сечение до 4,8 мм).
ГОСТ 14963–78 исключает расслаивание или растрескивание легированной проволочной продукции сечением менее 0,6 мм для холодной навивки после ее обматывания вокруг стержня на пять оборотов. Величина сопротивления на разрыв такой проволоки не может быть больше 105 кгс/мм2.

Пружинная проволока ГОСТ 14963–78
Проверку готовой ПП по ГОСТ 14963–78 производят по методикам, которые используются для проволоки по Госстандарту 9389 (их мы описали выше). Термообработка образцов легированной проволоки выполняется по такой схеме:
- закалка (температура около 850 °С);
- охлаждение (в качестве охлаждающего состава нужно использовать масло);
- отпуск (около получаса) при температуре примерно 400 °С;
- еще одно охлаждение в горячей воде либо в подогретом масляном составе.
Легированная ПП с обработкой поверхности в соответствии с ГОСТ 14963–78 производится в прутках. На один метр их длины допускается кривизна до 0,5 мм. По требованию заказчика в прутках производится и проволока без обработки. В остальных случаях ее выпускают в мотках весом от 0,25 до 7,5 кг.
Прутки по требованиям Госстандарта 14963–78 комплектуют в пачки. Если длина прутков более пяти метров, их допускается сматывать в мотки. При комплектации мотков с изделиями одного сечения и типа их разрешается собирать в бухты, которые обрабатываются специальной смазкой, предохраняющей продукцию от коррозии.
Источник: http://tutmet.ru/provoloka-pruzhinnaya-gost-9389-75-14963-78.html
Материалы. Изготовление пружин
Подробности Категория: Пружины Просмотров: 3812
Материалы. Изготовление пружин
Пружины изготовляют из углеродистых и легированных сталей с содержанием углерода 0,5—1,1%. Из углеродистых сталей изготовляют пружины с диаметром проволоки до 10 мм; из легированных сталей — пружины, работающие при высоких напряжениях или повышенных температурах, а также пружины с большими сечениями проволоки (диаметром 20—30 мм) дли обеспечения закалки на полное сечение.
Присадка кремния (до 2%) повышает упругие качества стали и сопротивление повторным ударным нагрузкам. Ванадий (0,1—0,2%) и вольфрам (до 1,2%) вводят для повышения механических свойств и термостойкости. Для пружин ответственного назначения применяют вольфрамокремнистые и хромокремневанадиевые стали, обладающие наиболее высокими механическими свойствами.
Пружины, работающие при повышенных температурах, изготовляют из хромованадиевых сталей типа 50ХФА (термостойкость до 300°С), вольфрамокремниевых сталей типа 65С2ВА (до 350°С) и стали 40X13 (до 450°С).
Для пружин, работающих при температурах свыше 500°С, применяют специальные стали с повышенным содержанием Cr, V, Mo, W.
В табл. 57 приведены основные материалы, применяемые для изготовления пружин, и их механические свойства после термообработки. Модуль упругости пружинных сталей Е = (2,1—2,2)· 105 МПа, модуль сдвига G = (7,6—8,2)·104 МПа.
Сопротивление усталости пружинных сталей мало зависит от химического состава и в гораздо большей степени определяется состоянием поверхностного слоя.
Обезуглероживание поверхностного слоя при термообработке, местные дефекты (коррозия, забоины, царапины, истирание при износе) резко снижают предел выносливости.
Значительного повышения сопротивления усталости можно добиться полированием и особенно нагартовкой поверхностного слоя (волочением, дробеструйной обработкой).
Предел выносливости при отнулевом циклическом нагружении составляет в среднем 400—600 МПа.
Прочность пружинных сталей очень зависит от диаметра проволоки, резко возрастая с уменьшением диаметра. В качестве примера на рис. 856 приведены показатели прочности холоднокатаной проволоки в функции диаметра.
Прочность проволоки малого диаметра (0,2—1 мм) примерно в два раза превышает прочность проволоки большого диаметра (8 мм). Диаметр проволоки следует учитывать при выборе допускаемых напряжений при расчете пружин.
Для изготовления пружин, работающих в условиях повышенной влажности или соприкасающихся с химически агрессивными средами, применяют коррозионностойкую сталь 40X13 или сплавы на основе меди. В табл. 58 приведены наиболее употребительные медные сплавы и их механические свойства.
Модуль упругости сплавов на медной основе Е = (1,2—1,3)·105, модуль сдвига G = (4,5—5)·104 МПа.
Наиболее высокими антикоррозионными свойствами и наибольшим сопротивлением усталости обладают бериллиевые бронзы.
Сочетание этих свойств с высокой электропроводимостью обусловливает широкое применение бериллиевых бронз для изготовления пружин в электромашиностроении.
Кроме того, бериллиевые бронзы отличаются высоким постоянством упругих свойств и почти полным отсутствием гистерезиса и по этой причине часто применяются для изготовления упругих элементов точных приборов.
Пружины из сплавов на медной основе парамагнитны и применяются в тех случаях, когда необходимо исключить влияние магнитных полей.
Спиральные пружины из проволоки малого диаметра (до 10 мм) с отношением D/d>4 (D — средний диаметр пружины; d — диаметр проволоки) изготовляют навивкой в холодном состоянии. Пружины с отношением D/d
Источник: https://inzhener-info.ru/razdely/konstruirovanie/pruzhiny/materialy-izgotovlenie-pruzhin.html
Какая проволока используется для производства пружин?
Пружинная проволока (сокращенно ПП) представляет собой специальное термообработанное изделие из металла, отличающееся высокими показателями прочности и особой упругостью. Из нее производят разнообразные пружины, крюки и детали, требующие максимальной твердости и эластичности.
Изделия накручивают при холодных условиях, без применения закалки. Нержавеющая сталь для пружин содержит углерод – не более 1%. Для изготовления стальной проволоки с легирующими добавками рекомендуют марки 70ХГФА, 65С2ВА и т. п.

Материалы для пружин: основные виды
В соответствии с механическими характеристиками нержавеющая пружинная проволока делится:
По классам:
- класс 1;
- класс 2;
- класс 3.
По маркам:
- марка «А»;
- марка «Б»;
- марка «В».
В зависимости от груза, которому противостоит:
- высоконагруженная;
- тяжелонагруженная.
- В зависимости от точности при производстве:
- Пружинные изделия также классифицируют в соответствии со свойствами.
- Применяют для следующих нагрузок:
- сжатие;
- изгибание;
- растяжение;
- кручение.
В зависимости от формы сечения:
- круглое;
- прямоугольное;
- квадратное;
- овальное;
- шестиугольное;
- трапециевидное.
По характеру жесткости:
- с переменной жесткостью;
- с постоянной жесткостью.
По форме выпуска:
- катушки;
- мотки – вес от 80 до 120 кг;
- бухты – вес от 500 до 800 кг.
В зависимости от наличия покрытия для защиты от коррозии:
- с покрытием;
- без покрытия.
По типу конструкции:
- в форме спирали;
- в форме кольца;
- плоская;
- витая.
В зависимости от упаковки:
- без упаковки;
- в ткани;
- в пленке;
- в бумаге.
По способу изготовления:
- на специализированных станках;
- вручную.
Уровень качества изделия определяется наличием или отсутствием повреждений, трещин и сколов, ржавых участков и тому подобного.

Где применяют гибкую проволоку?
Проволоку из углеродистой стали применяют для создания навиваемых пружин без закалки, а в машиностроении – для штифтов, шпилек и осей.
Выбранная марка материала обуславливает навивку изделия горячим или холодным методом. В первом случае, перед накручиванием стальная проволока греется до t отпускания, а по окончанию процесса – закаливается.
При создании шпилек и штифтов подготовительно происходит отпуск стали благодаря обработке стальной заготовки. Проведение дальнейших операций по закаливанию напрямую зависит от назначения готовой пружины.
Процесс изготовления пружинной проволоки
Металлическое изделие производится с помощью волочения (по-другому, протяжки) сквозь определенное число отверстий с убывающим диаметром.
Создание проволоки с калибровкой возможно в случае, когда завершающая протяжка проходит сквозь высокопрочную калибровочную форму. Так добиваются высоких показателей точности необходимой формы/диаметра, изделие становится гладким и ровным.
Размер диаметра определяется исходя из применяемого материала:
- для стальной – 0,5-8 мм;
- для углеродистой – 0,15-8 мм;
- для легированной – 0,5-14 мм.
Современное оборудование и улучшенная технология способствуют изготовлению металлических пружин минимального диаметра – от 0,1 мм!
После протяжки стальная проволока проходит термообработку, которая увеличивает эластичность и прочность на разрыв. В исключительных случаях проволока не проходит термическую обработку, а всем аналогичным операциям подвергаются уже готовые детали.
Материал для изготовления пружины рекомендуют покрывать специальным составом, защищающим от образования ржавчины. Такая процедура проводится при согласовании с заказчиком.

Компания «ОХТА Спб» занимается изготовлением пружин. Любой вид пружин будет сконструирован и подан в наилучшем качестве.
Источник: http://ohtaspb.ru/articles/kakaya_provoloka_ispolzuetsya_dlya_proizvodstva_pruzhin/
Вязальная проволока: виды, характеристики, особенности производства и применения
24.07.2019
Вязальная проволока получила широкое распространение в разных сферах строительства. Она представляет собой длинномерный прокат. Для его изготовления применяется низкоуглеродистая сталь. Существует несколько видов продукции, различающихся сечением. Наиболее востребованной признана проволока 1,2 мм.
Особенности производства и характеристики
Проволока для вязания проходит в процессе производства несколько операций термообработки. Это наделяет готовые изделия высокой прочностью и пластичностью.
Чаще всего ее используют в строительстве для соединения арматурных каркасов, в торговой сфере – для упаковки продукции, при изготовлении канатов, создании элементов ландшафтного дизайна.
Прокат востребован при производстве ограждающих конструкций, клеток и вольеров, габионов и т. д.

Основным сырьем для получения вязальной проволоки является сталь, содержащая до 0,25 % углерода. Используются такая технология производства, как холодное волочение.
После продавливания проволоки-катанки через отверстия требуемого диаметра происходит деформация поверхности изделий. Чтобы восстановить ее, осуществляется операция отжига.
Благодаря ей значительно сокращается напряжение в металле. Он приобретает много положительных качеств:
- высокую прочность на изгиб;
- пластичность;
- способность противостоять различным внешним негативным факторам.
Характеризуется проволока вязальная 1,2 мм простотой обработки, что позволяет использовать ее для создания изделий сложных форм. Она не содержит микротрещин и деформаций, имеет равномерную толщину по всей длине.
Разновидности вязальной проволоки и сферы использования
Изделия отличаются по способу проведения термической обработки на светлые и темные. Они имеют стандартные характеристики, но различаются особенностями применения. Проволока, прошедшая отжиг в печах с инертной газовой средой, обладает чистой поверхностью, без следов окалины.
Она маркируется буквой «С» и имеет высокую декоративность. Работать с ней можно без перчаток. Темные изделия получают в процессе отжига в воздушной среде. Они отличаются меньшей стоимостью, но на прокате остаются следы окалины.
Чтобы не испачкать руки и другие предметы, нужно работать с проволокой аккуратно в перчатках.
Выпускается проволока с покрытием и без. В продаже можно встретить продукцию в мотках или бухтах. Изделия, используемые для связывания арматурных каркасов, нередко реализуются отрезками.
Они полностью готовы к использованию благодаря наличию колец по краям.
В качестве декоративного и защитного покрытия обычно выступает цинк. Производителями используются различные технологии цинкования: холодная, гальваническая и горячая. Последняя предполагает погружение проволоки в ванную с жидким металлом. Он образует на изделиях толстый и прочный слой.
Продукция отличается долговечностью, но имеет невысокую экологичность. Ее не используют для внутренних работ. Гальваническая методика отличается образованием менее толстого покрытия. Для обработки небольших участков используется холодная технология.
Здесь применяются составы с очень высоким содержанием цинка, достигающим 96 %.
Существует особый вид продукции с дополнительным полимерным покрытием. Такая вязальная проволока получается в процессе нанесения порошкового красителя и последующего проведения операции полимеризации. Выпускаются изделия в разных оттенках. Их основной сферой применения является плетение ограждающих конструкций и декоративных габионов для ландшафтного дизайна.
Вязальная проволока: виды, характеристики, особенности производства и применения Ссылка на основную публикацию 
Источник: https://viascio.ru/materialy/metall/vyazalnaya-provoloka-vidy-harakteristiki
Проволока пружинная. Изготовление и применение
Проволока пружинная является высокопрочной проволокой, используемой для изготовления шпилек, пружин, крюков и иных деталей, которые требуют пружинных характеристик материала.
Изготовление
В настоящий момент пружинная проволока производится для промышленности различных диаметров, обычно, круглого сечения.
Также выпускается проволока особого назначения, которая обладает поперечным сечением в виде шестиугольника, квадрата, трапеции, овала и прямоугольника. Согласно ГОСТ 9389-75 ассортимент пружинной проволоки включает в себя такие изделия диаметром 0,3-30 миллиметров.
Производится пружинная проволока способом волочения (протяжки) через ряд отверстий с убавляющимся диаметром.
Чтобы получить калиброванную проволоку, последняя протяжка выполняется через особую калибровочную фильеру, позволяющая получить достаточно высокую точность формы и диаметра изделия, а заодно делает ее поверхность гладкой и ровной.
После протяжка проволока подвергается специальной термообработке, которая повышает ее прочность на пружинные свойства и разрыв.
Пружинная проволока из углеродистых сталей (обычно, по ГОСТ 14959-79 марки 65-75 г) используется для изготовления пружин, которые навеваются в холодном состоянии и закалке не подвергаются. Подобная проволока изготавливается нескольких типов.
Она подразделяется по механической прочности на марки А — В и на классы 1 — 3. Класс и марка устанавливаются по значению разгона временного сопротивления относительно разрыва.
По точности производства пружинная проволока разделяется на проволоку повышенной и нормальной точности.
Применение
Пружинная проволока применяется в машиностроительной промышленности для изготовления шпилек, осей и пружин.
В зависимости от того, из какой марки стали, изготовлена проволока, пружинная навивка может осуществляться как горячим, так и холодным способом, когда проволока нагревается перед навивкой на оправку до температуры отпускания, а по завершении навивки и обрезки снова подвергается процедуре закаливания.
При производстве штифтов, шпилек и осей за счет обработки проволочной заготовки на металлорежущем оборудовании, сначала осуществляется отпуск стали. Надобность дальнейшего закаливания или другой термической обработки обусловливается назначением готовых изделий.
В некоторых случаях проволока отпускается без термообработки с изготавливающего предприятия, а весь цикл термической операции проходят уже полученные готовые изделия из проволоки.
Перед тем, как отгрузить изделие потребителю, его покрывают сплошной средой консервационного масла, препятствующего коррозированию, то есть окислению под влиянием атмосферного кислорода. Форма поставки проволоки пружинной — катушки, бухты или мотки.
На предприятии катушки гермоупаковывают в полимерную пленку, а все бухты и мотки упаковывают во влагонепроницаемую бумагу.
В последнее время декоративные качества, которые имеет пружинная проволока, и легкость придания готовым изделиям из нее требуемой формы, были подмечены дизайнерами и изготовителями.
Пружинная проволока, обладающая повышенной точностью, а в особенности калиброванная, зачастую используются для создания интерьерных элементов не только торговых помещений и офисов, но также и жилых комнат.
Применяют такую проволоку и изготовители мебели для отделки собственной продукции.
- Важным преимуществом пружинной проволоки по EN 10270-3 считается ее производство с разным состоянием отделки нержавеющей поверхности:
- — с очищенной, светлой поверхностью;
- — без отделки;
- — полированная;
- — полимерные покрытия разных цветов;
- — с благоприятным медным покрытием, окутана гальванической медью, чтобы обеспечить возможности пайки;
- — никелированной, окутанной гальваническим никелем, чтобы улучшить коррозионные свойства.
Источник: http://specural.com/metallokonstrukcii/provoloka-pruzhinnaya-izgotovlenie-i-primenenie.html
5 видов Пружин Сжатия — Конструкции, параметры и характеристики
Пружины сжатия наиболее применяемый вид в современной промышленности и автомобилестроении. Благодаря своей конструкции такой вид изделий имеет высокую чувствительность к прикладываемым усилиям, поэтому довольно часто они являются частью манометрической техники и весовых приборов.
Основное назначение пружин сжатия – это накопление энергии, которая вырабатывается в процессе ее сжимания, необходимой для последующего противостояния прикладываемой нагрузке. После окончания воздействия внешних сил изделие восстанавливает свою начальную форму.
Виды пружин сжатия
По конфигурации исполнения различаются следующие виды пружин сжатия:
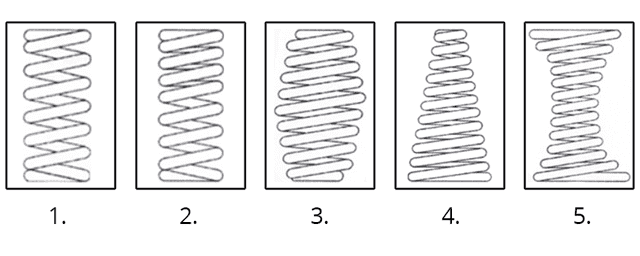
- цилиндрической формы, которые имеют постоянный интервал между витками;
- цилиндрической формы, интервал между витками – сменный;
- в форме бочонка;
- конической конструкции;
- клепсидра.
Для изготовления данных изделий используются определенные марки пружинных сплавов: 60С2А, 55С2, 65Г, Ст70. Диаметр применяемой проволоки (круглой формы) варьируется в диапазоне 0,3-40 мм. Включение термообработки в технологический процесс производства позволяет получать изделия, сохраняющие свою форму и упругие свойства в течение всего времени применения.
Параметры пружины сжатия
Для описания соответствующих характеристик пружины сжатия используются следующие параметры:
- диаметр проволоки, используемой для изготовления изделия (d);
- усредненное значение диаметра пружины (D);
- индекс – отношение среднего диаметра пружины к диаметру проволоки (c = D/d);
- количество включаемых в работу витков (n0);
- длина рабочей части пружины (H0);
- угол поднимания винтовой линии (γ = arctg(p/πD0));
- расстояние между витками, шаг (p = H0/ n).
Пружины сжатия, конструкции
Цилиндрические пружины
Наиболее распространенный вид используемых пружин имеет форму цилиндра. Для корректной работы данного вида пружины сжатия особенное значение уделяют конструкции крайних витков изделия. Форма этих узлов должна соответствовать определенным параметрам:
плоскость конечного витка должна иметь ровную форму, которая позволяет равномерно распределить опорное усилие, быть перпендикулярной к осевой линии изделия.
Такие конструкционные особенности позволяют получить приложение нагрузки в полном объеме, а не одной точке; крайние витки в обязательном порядке изготавливаются в форме законченного кольца, что позволяет избежать смещения нагрузки от центра пружины (появления перекоса); конструкционное исполнение пружинного изделия своей формой должно максимально помогать определению центровки при его установке в опорных деталях.
Конические пружины
Используются в случаях, когда требуется увеличение показателя жесткости с повышением силы сжатия. Данная способность обусловлена разницей диаметров имеющихся витков.
Первыми в деформацию включаются самые крупные элементы пружины, которые ложатся на опорную плоскость и тем самым исключаются из рабочего цикла.
Жесткость оставшейся пружины многократно увеличивается в связи с уменьшением ее длины и диаметра оставшихся задействованных витков.
Призматические пружины
Находят свое применение в узкой специализации. Например, прямоугольная форма данного изделия широко применяется в подаче патронов заряженных в магазин автоматического оружия.
Данная форма пружины имеет крайне нестабильную устойчивость, поэтому применяется с жестким ограничением своего положения.
Для этого используются специальные направляющие элементы, которые своей формой повторяют конструкцию пружины.
Характеристики пружин сжатия
Для каждой выпускаемой пружины сжатия имеются определенные характеристики, которые учитываются при подборе места установки пружинного изделия, метода его крепления.
Жесткость
Качественный показатель, характеризующий зависимость возможной деформации изделия от прилагаемой к нему нагрузке. Для пружин сжатия деформация возрастает пропорционально приложенной силе сжимания. В графическом изображении данная зависимость имеет вид прямой линии.
Коэффициент
Указывает на отношение усредненного диаметра изделия к диаметру применяемого материала (проволоки круглого сечения). При увеличенном значении этого параметра появляется риск появления излишнего изгиба при полном сжимании пружины.
Степень нагрузки
При изготовлении пружинного изделия используемый материал подвергается воздействию скручивания, при этом получает определенную нагрузку. Во время изгибания готовое изделие также получает дополнительную нагрузку, которая игнорируется до достижения угла наклона в 10 градусов. При превышении суммарного показателя нагрузки существует риск разрушения пружинного изделия.
Количество витков
Данный параметр влияет пропорционально на величину жесткости изделия. Чем больше активных витков, тем выше показатель жесткости. Минимальное их количество не должно быть меньше двух.
Высота пружины в сжатом и в свободном состояниях
Геометрические показатели изделия, по которым определяется место его установки и способы крепления.
Направление навивки
Существуют два типа укладки витков:
- левая навивка;
- правая навивка.
Для жестко закрепленных изделий направление навивки должна быть направлена в противоположные стороны. В случае расположения пружины над резьбой направление навивки должно быть противоположно направлению резьбы.
Источник: https://nmkn.ru/company/news/vidy_pruzhin_szhatiya/
Проволока пружинная
Проволока нержавеющая пружинная это изделие, которое в своем сечение содержит, круг, квадрат, овал, трапецию или шестиугольник. Большое разнообразие проволоки позволяет использовать ее практически во всех сферах промышленности.
Марки нержавеющей высоколегированной: 10Х17Н13М3Т, 12Х18Н10Т, 17Х18Н9, 12Х18Н9, 12Х13, 12Х18Н9Т, 30Х13, 10Х17Н13М2Т, 40Х13, 20Х13 из которых производят пружинную проволоку.
Методы изготовления
Пружинную проволоку изготавливают методом волочения через отверстия различного диаметра.
Точную калибровку получают при последней протяжке, через калибровочную фильеру, благодаря которой удается получить изделие высокоточной формы, диаметра, гладкой и ровной.
Но чтобы она получила свои пружинные свойства и нужную прочность, ее подвергают усиленной термообработке. Часто такую обработку не проводят на заводе, так как ее получит уже готовое изделие.
Применение проволоки нержавеющей пружинной
Проволока востребована в самых разных отраслях промышленности: машиностроении, строительстве, медицине и т.д. Качество товара подразумевает спрос.
Если говорить более точно, то из пружинистой проволоки изготавливают: шпильки, пружины, оси и другие детали в которых нужны пружинистые свойства. Перед производством обязательно проводят отпуск стали. Пружины можно навивать как горячим, так и холодным способом.
Горячая навивка подразумевает нагревание проволоки до отпускной температуры, после чего навиваются витки. Потом изделие охлаждают, таким образом, произведя процедуру закаливания. При холодном способе навивки пружин, используют только проволоку из углеродистой стали.
Классификация
Способ изготовления:
- термический;
- холоднотянутый.
Вид обработки:
- оксидированный – (Т). Используются следующие марки стали – 12Х13, 20Х13, 30Х13, 40Х13;
- без оксидный – (ТС). Используются следующие марки стали – 08Х18Н10, 12Х18Н9, 10Х17Н13М2Т, 12Х18Н10Т, 17Х18Н9, 12Х18Н9Т, 10Х17Н13М3Т. Это наиболее популярный вид проволоки в своей категории.
Точность изготовления:
- нормальная (Н);
- повышенная (П).
Класс пластичности:
Класс механической прочности:
- класс А;
- класс Б;
- класс В.
Каждый из этих классов также делится на подклассы – 1, 2, 3. Это зависит от такого значения, как временное сопротивление разрыву.
- Проволока марки Б1 и Б2 соответствует ГОСТу 9389-75, и должна иметь значение разбега временного сопротивления разрыву не более 100 Н/м2;
- Марка Б3, В1, В2, В3 диаметром до 1,6 мм – должна иметь значение менее -200 Н/мм2;
- Марка Б3, В1, В2, В3 диаметром от 1,6 мм – 150 Н/мм2.
- Если пружинная проволока попадает под два класса, то ее зачисляют к классу, у которого меньшее значение.
- Главные преимущества нержавеющей проволоки:
- высокая усталая прочность;
- высокая коррозионная стойкость;
- высокая точность;
Качество проволоки, должно соответствовать нормам EN 10270-3, ТУ 3-1002-77 и ГОСТу 18143-72. Вся поверхность должна быть чистой, гладкой, без раковин, а также без трещин, ржавчин, расслоений, окалин, и следов масла.
- Поставляют проводится в мотках, катушках, или бухтах.
- Наша компания Атомтехнологии занимается изготовлением и реализацией нержавеющей пружинной проволоки и изделий из других материалов.
- Свяжитесь с нами, и мы поможем Вам выбрать проволоку, которая будет соответствовать Вашим потребностям.
Источник: http://MLZavod.ru/articles/provoloka-pruzhinnaya
Пружинная проволока
Пружинная проволока, один из особых видов проволок, стоит особым рядом среди других видов метизной продукции. Благодаря своим механическим свойствам, таким как упругость и гибкость, основное ей применение — это пружины. Для проволоки пружинной углеродистой применяется ГОСТ 9389-75, для легированной проволоки используется ГОСТ 14963-78, для термически обработанной — ГОСТ 1071-81.
Основные характеристики пружинной проволоки
Наиболее употребительный диаметр пружинной проволоки от 0,6 до 8 мм. Основные марки стали для изготовления: 65С2ВА, 65Г, 60С2А, 51ХФА, 68ГА, 65С2ВА, 70ХГФА. По точности изготовления проволока пружинная подразделяется на следующие точности: нормальная или повышенная. Кроме того, пружинная проволока разделяется по механическим свойствам на классы 1, 2, 3 и делится по маркам А, Б, В.
Виды поставки пружинной проволоки
Наиболее распространенные виды поставки проволоки для производств и на строительные площадки — это мотки и бухты. Для защиты от коррозии на период хранения или транспортировки проволоку покрывают (по требованию) консервационным маслом, обычно применяется минимально возможный слой. По особому требованию данное покрытие не наносится.
Применение проволоки пружинной
Проволока пружинная на удивление очень глубоко распространена как в производстве так и при изготовлении металлоконструкции.
Данная проволока используется в довольно большом количестве отраслей промышленности для производства пружин, при этом чаще всего это такие пружины как высоко нагруженные и даже тяжело нагруженные. К пружинам, которые будут подвергаться таким нагрузкам, предъявляются особые требования по износостойкости.
И не забываем, что после навивки пружины проходят процесс закалки. Еще одно применение пружинной проволоки также можно назвать как элемент конструктива в мебельной промышленности.
Еще раз напомним, что основные марки стали для изготовления проволоки пружинной это такие как: 51ХФА, 60С2А, 65С2ВА, 65Г, 65, 68ГА. При заказе проволоки её отгружают в виде мотков. Проволока пружинная активно используется при производстве общестроительных работ и в промышленности как основной материал для пружин.
Проволока с памятью применяется, как бы это не звучало странно, в основной массе своей для изготовления украшений.
Основные составляющие проволоки это сплав титана плюс неодим, что объясняет высокую стоимость проволоки, но в то же время придает ей удивительные свойства.
Металлическую проволоку с памятью купить проще всего в магазинах для ручного творчества и в дальнейшем её можно применять для создания браслетов, сохраняющих форму.
Если проволоку с памятью выпрямить и через какое-то время нагреть на открытом огне, проволока сама примет свою первоначальную форму!

Для запоминания формы проволоке необходимо придать желаемую форму и какое-то время не трогать её, далее разогнуть и нагреть, и проволока превратится в изначальную форму! Стальную проволоку с памятью можно найти в магазинх в виде колец. Именно так она сохраняет эту форму. Кольца бывают разного диаметра на любой вкус, что делает применение её очень удобным.
ООО «Электровек-сталь» +7(495)639-93-00 Москва +38(056)790-91-90 Днепропетровск www.evek.org
на правах рекламы
Источник: http://www.provoloka34.ru/provoloka/provoloka-prujinnaya
Особенности эксплуатации пружинной проволоки
В качестве материала для изготовления пружин применяется стальная проволока, прошедшая тепловую обработку. Пружинная проволока (ПП) изготавливается из стали с содержанием углерода 1%.
�зготовление пружинной проволоки регламентируется ГОСТом. Основными характеристиками, на основании которых выполняется выбор ПП, является диаметр и сопротивление разрыву.
Реализация ПП осуществляется в мотках или бухтах, а в качестве защиты от коррозии используется консервационное масло, которым изделие покрывается полностью. В катушках весом до 250 кг намотка выполняется одним отрезком.
Зачем нужна пружинная проволока
ПП предназначена для изготовления широкого ассортимента изделий, в числе которых пружины, рессоры. Рассчитана на растяжение, сжатие, кручение, изгиб.
Является основой для производства деталей мебельного производства, комплектующих для автомобильного транспорта, бытовой техники – это основные отрасли, где применяют пружинную проволоку.
Хорошая гибкость ПП позволяет изготавливать изделия любой формы. Для этого используется холодный и горячий метод. В последнем случае изделие нагревается до температуры отпуска и закаляется.
Для чего используют пружинную проволоку ещё? Сегодня ПП находит применение и в других областях деятельности человека.
В последнее время она стали весьма популярным материалом для оформления жилых помещений, офисов, который широко используют дизайнеры.
Незаменима она и при изготовлении пружин для мебели: диванов, кроватей, кресел и т.д.
Виды пружинной проволоки
Вся ПП выпускается в соответствии с ГОСТом. Выделяют 4 класса данных изделий и 3 марки, которые различаются прочностными характеристиками.
Выбор ПП осуществляется на основании следующих характеристик:
- диаметра;
- формы поперечного сечения;
- временного сопротивления разрывам;
- количество скручиваний, которое способно выдержать изделие;
- вес.
ГОСТ 9389-75 регламентирует следующие условия изготовления ПП холодным способом: в качестве материала используется катанка из углеродистой стали, готовое изделие не должно иметь трещин, следов коррозии.
Согласно 14963-78 выпускается легированная ПП, которая в процессе производства проходит закалку и отпуск. К термической обработке прибегают с целью повысить прочность на разрыв.
Добиться идеально ровной поверхности изделия удаётся благодаря его протяжке через калибровочную фильеру. Диаметр легированной пружинной проволоки не превышает 14 мм.
Технология изготовления легированной ПП подразумевает следующие этапы:
- термическая обработка при температуре до 850 градусов;
- охлаждение в растворе масла;
- 30-минутный отпуск при температуре 400 градусов;
- охлаждение в растворе.
Готовые термообработанные изделия отпускаются в виде прутков. При длине отрезков более 5 метров ПП поставляется в виде мотков.
Купить пружинную проволоку оптом можно у надежного поставщика металлопродукции ООО «Метиз Маркет» (metizmarket.
biz), где представлен ассортимент изделий с детальным описанием продукции представлено на сайте, а информацию о стоимости проволоки за мет) лучше уточнить связавшись с представителями по телефону, email или заполнив форму обратной связи. При заказе проволоки осуществляется доставка в любой регион Украины.
Источник: https://cn.com.ua/raznoe/2018/08/02/osobennosti-ekspluatatsii-pruzhinnoi-provoloki/
Типы и виды пружин
Пружинная проволока — это высококачественная проволока, для изготовления различных пружин, подвергаемых или не подвергаемых закалке.
Упрочненная проволока, для пружин не подвергаемых закале и навиваемых только в холодном состоянии, выпускается диаметром от 0.4 до 8.0 мм. из углеродистых сталей, марок 65, 70, 75, 85.
Для пружин подвергаемых обязательной термической обработке, применяют уплотненную проволоку диаметром от 3.0 до 12.0 мм. из легированных сталей, марок 60С2А, 50ХФА, 60С2ХФА, 65С2БА.
Типы пружин
Выделяют следующие типы пружин:
- цилиндрические
- Конические винтовые
- кручения
- Плоские ленточные
Чаще всего используются цилиндрические пружины — с продольной нагрузкой и осевой нагрузкой на сжатие и разжатие. При работе на сжатие рекомендуется использовать направляющий стержень, для работы на растяжение необходимы кронштейны для фиксации пружин.
Конические винтовые пружины — имеют высокую стойкость на сгибы при сжатии. Используются для тех случаев, когда невозможно применение стержня или необходима минимальная высота при сжатии (в этой пружине, при сжатии ее витки заходят один на другой).
Пружины кручения — цилиндрической навивки, для работы на скручивание. Применяются в случае осевой нагрузки. Пружина находится в свободном вращении вокруг фиксирующей оправы.
Плоские ленточные пружины — используются в качестве аккумулятора энергии в механизмах и приборах (механические часы, будильники, заводные игрушки). Изготавливаются из упругих, цветных сплавов, имеющих способность возвращаться к начальной форме.
Виды пружин
Виды пружин отличаются по своей конструкции и способом воспринимать нагрузки. Бывают пружины растяжения, а так-же пружины сжатия.
Отличия в конструкции пружин:
- спиральные
- тарельчатые
- витые конические
- витые цилиндрические
- торсион
- пластинчатые (рессоры).
Отличия по виду восприятия нагрузки пружиной:
- растяжения
- сжатия
- сгиба
- кручения.
Пружины растяжения — работают на растяжение во время нагрузки. В спокойном состоянии витки сомкнуты вместе. Для крепления пружины, на концах имеются специальные кольца.
Пружины сжатия — работают на уменьшение по своей длине при давлении. В свободном состоянии витки находятся на расстоянии друг от друга. Длинные пружины, для устойчивости устанавливаются на специальные стаканы.
Когда навиваю пружины из проволоки с маленьким сечением, их необязательно придавать термической обработке. Силовые пружины, испытывающие большие нагрузки, навивают из обожженной стали и после формирования тоже закаливают. Для закаливания предпочитается применять масло или воздух (как оптимальный вариант).
Навивка пружин происходит на специальных автоматах, способных изготавливать как маленькие, так и большие пружины с левой или с правой навивкой.
Источник: https://alfapromsnab.ru/articles/show/Tipyividypruzhin





