- Круги и щётки 3M и Scotch-Brite™ Bristle
- Нержавеющие металлические щетки
- Доводочные круги CIBO
- SA5 (EA5)
- SAG 5 (EAG5)
- FAG 5
- Круги, валики и головки из нетканых материалов
- Шлифовальные валики из Scotch-Brite
- Шлифовальные головоки из нетканого материала
- Нетканый материал для шлифования FEIN
- Рулоны и листы для шлифовки металла
- Полировальные круги с пастами
- Обработка нержавейки – все популярные методики
- Травление нержавеющей стали | Все методы травления нержавейки
- Цели травления нержавеющей стали
- Электрохимическое травление нержавеющей стали
- Химическое травление нержавеющей стали
- Травление кислотами
- Щелочное травление
- Материалы для травильных ванн
- Травление готовыми травильными пастами
- Травление сварных швов нержавеющей стали
- Способы обработки нержавеющей стали: наиболее востребованные варианты
- Шлифование и полировка (сатинирование)
- Метод травления
- Другие способы обработки изделий из нержавейки
- ПОИСК
Выполнима несколькими способами.
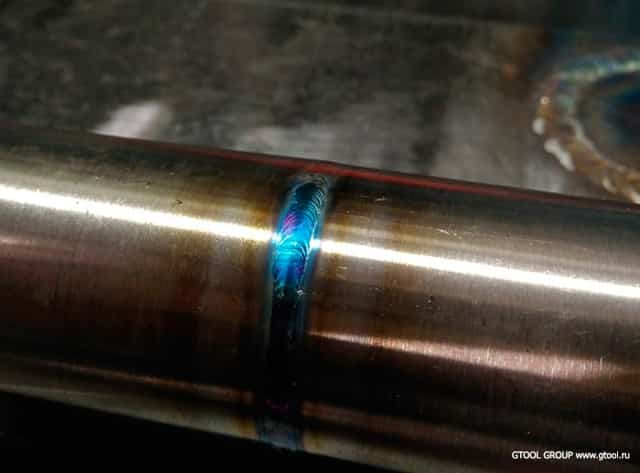
Сварной шов на трубе после TIG сварки
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
- А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
- Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.

Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
- Шов после кислоты Polinox
- Подробное описание процедуры здесь.
- Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
- Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.

Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle

- BRISTLE — круг радиальный d75, зерно 80
- На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
- Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.

- Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.
![]()
Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.

Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки

Кольцевая щетка Bosch 115*M14 (нерж. 0,2)
Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.

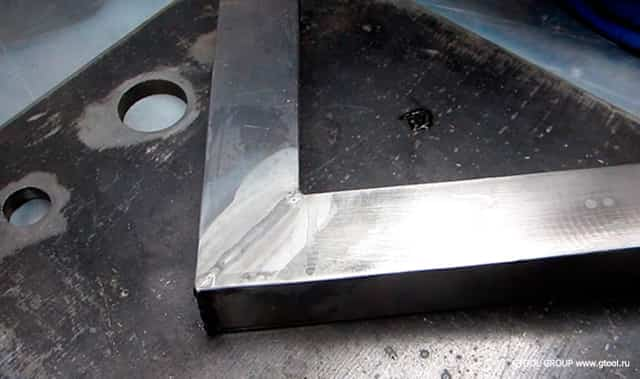
Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.
Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
Доводочные круги CIBO
Тут подробная статья про доводочные круги .
Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
- Осветление сварного шва в углу кругами SA5
- Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)
- Осветление сварного шва на нерждавейке на плоскости кругами SAG5
- Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.
FAG 5
FAG5
Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.
Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
- Сварной шов после FAG5
- А в целом этот круг применяется для очистки поверхностей любых металлов от краски, ржавчины и других загрязнений.
Круги, валики и головки из нетканых материалов
- Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.
- Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера.
Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite
Не часто используется для осветления шва, но спаравлется с такой задачей хорошо. Неудобство валиков заключается в их большой ширине — 100 мм. Но в Gtool.ru есть отличное решение — это валики шириной 50 мм. Такой размер очень удобен для обработки сварных швов например на больших емкостях, позволяет получить ровную зону обработки шва.
Шлифовальные головоки из нетканого материала
Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.
Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN
А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.
Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.
Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла
Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.
- В целом получается — скотч-брайт всему голова.
- Но есть еще запасной вариант.
Полировальные круги с пастами
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.
- Подробно тут:
Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Самые актуальные новости в наших соцсетях и на нашем канале:
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора.
Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат.
Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Сатинирование материала из нержавейки
Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали.
Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости.
Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа.
Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды.
Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком.
Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты.
В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста для нержавеющей стали
Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Воронение стального нержавеющего сплава
Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Травление нержавеющей стали | Все методы травления нержавейки
Статья обновлена и дополнена: 08 Августа, 2021
Цели травления нержавеющей стали
Для повышения эксплуатационных и эстетических свойств поверхности нержавеющей стали требуется специальная обработка.
На современных предприятиях чаще всего используется метод травления, который применяется после термической или механической обработки металла.
Процесс осложняется наличием защитной пленки на нержавейке, ведь она образует жесткую окалину, которая плохо взаимодействует с реагентами.
Во время проведения технологических процедур на металле может возникнуть изменение его цвета. От следов побежалости можно избавиться при помощи травления. Для достижения максимального эффекта разработаны разные методы и составы, которые учитывают химический состав нержавеющей стали.
Процесс травления нержавеющей стали применяется на производстве для очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Процедура обеспечивает зачистку нержавейки, за счет чего увеличивается адгезия верхнего слоя. Это позволяет произвести успешное соединение металлической детали с другой поверхностью. После травления на изделие наносится защитное покрытие.
На производственных участках используют следующие методы:
- Электрохимический;
- Химический.
Применяемые нашей компанией методы травления нержавеющей стали описаны в статье «Травление и пассивация нержавеющей стали».
Важно соблюдать все технологии во время обработки нержавейки, так как перетравливание приводит материал в состояние негодности. Процесс травления разделяется на несколько этапов:
- Подготовка поверхности;
- Взаимодействие металла с травителем или электролитом;
- Очищение поверхности от продуктов травления.
Электрохимическое травление нержавеющей стали
Данный метод нашел свое применение в разных отраслях промышленности. Отличительной чертой такого типа травления является применение внешних источников тока. Электрохимическая обработка эффективна при работе с высоколегированными сталями, так как они отличаются высокой степенью устойчивости к химическому воздействию.
Травление нержавейки электролизом осуществляется в несколько этапов:
- Подготовка химического раствора Первый и самый ответственный шаг в процессе обработки нержавеющей стали. Для травления используется водный раствор необходимой кислоты.
- Подготовка лака Этот этап гораздо сложнее первого. Лак необходим для защиты отдельных участков поверхности нержавейки от негативного воздействия агрессивной среды. В основном, используется скипидар, гудрон, канифоль. В этой смеси в качестве растворителя выступает скипидар. С веществами следует обращаться осторожно, так как они относятся к классу огнеопасных. Они легко возгораются от перегрева и открытых источников огня. На крупных предприятиях используют готовые составы, которые могут применяться и в бытовых условиях.
- Подготовка поверхности нержавеющей стали Перед покрытием металла слоем защитного лака необходимо тщательно очистить и обезжирить поверхность. Рекомендуется проводить работу по чистке максимально аккуратно, так как даже мельчайшее пятно в виде отпечатка пальца может негативно отразиться на покрытии изделия.
- Травление нержавейки В процессе травления нержавейки к изготавливаемой детали подключается положительный электрод, изделие, соответственно, выступает в роли анода. В качестве катода может можно использовать сталь. Нержавейку погружают в раствор кислоты, после чего подключают источник напряжения.
Вся процедура занимает несколько минут, в течение которых необходимо следить за внешним состоянием изделия. При работе с кислотами должны соблюдаться все правила техники безопасности с химическими веществами. В конце процесса травления отключается электричество, деталь вынимают из раствора для травления металла и отсоединяют от приборов, после чего ее промывают при помощи реактивов.
- Очистка детали от лака На этом этапе предусмотрено использование специальных растворителей, которые позволят снять лак без повреждения поверхности.
Химическое травление нержавеющей стали
Метод химического травления нержавейки отличается от электрохимического отсутствием напряжения. Для процедуры используются специальные средства для травления, в зависимости от которых и выделяется разновидность технологии:
- Травление кислотами;
- Щелочное травление;
- Очистка травильными пастами;
- Травление методом погружения.
Травление кислотами
Наилучший вариант травления для использования на крупных предприятиях. Этот способ позволяет добиться максимально эффективного результата в ходе обработки детали. Весь процесс можно разделить на несколько шагов:
- Обезжиривание верхнего слоя;
- Зачистка заусенцев и ожогов;
- Травление детали в сернокислотных ваннах;
- Промывка изделия в воде;
- Погружение детали в азотнокислотный раствор;
- Повторное ополаскивание проточной водой.
Данный метод считается стандартным, но может использоваться и другой:
- Обезжиривание поверхности;
- Промывание детали в проточной воде;
- Сушка изделия;
- Помещение нержавейки в ванну с ортофосфорной кислотой на 1 час;
- Промывание детали в проточной воде.
В нашей компании при травлении нержавеющей стали кислотами используется средство собственного производства — травильный гель/спрей SteelGuard InoxClean Spray.
Гель для травления нержавейки рекомендуется для применения на больших поверхностях, которые невозможно обработать методом погружения.
Гелеобразное средство способно восстанавливать поверхность нержавейки, которая могла деформироваться в процессе металлообработки.
Щелочное травление
Осуществление процесса происходит за счет применения расплава каустической соды. Повышение температуры и резкое охлаждение способствует разрушению оксидной защитной пленки на нержавейке, тем самым улучшая качество обрабатываемого изделия.
Существует несколько методов щелочного травления:
- Выдержка изделия в соде Готовый раствор с 20-40% содержанием нитрата разогревают до 460-500 градусов Цельсия. Травление детали в щелочной среде длится 15 минут. Обратите внимание, что некоторые марки сталей нельзя подвергать нагреванию выше 450 градусов. По истечении требуемого времени изделия промывают в большом количестве жидкости и опускают на 5 минут в сернокислотную ванну либо на 10 минут в азотнокислотную.
- Способ травления щелочью с применением электрического тока Данный метод позволяет получить по итогу обезжиренную поверхность изделия, характеризующейся чистотой и однородностью. При таком способе в качестве щелочи используется сода, иногда добавляют хлористый кальций. Технология эффективна для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидритами натрия Технология отличается повышенной себестоимостью, но имеет весомое преимущество перед другими методами. Во время процедуры травильный раствор не взаимодействует с металлом, тем самым его потери сводятся к минимуму. Низкая температура процесса позволяет снизить расходы на теплоносители.
Каждый из этих способов требует выполнения ряда правил, среди которых предварительная обработка поверхности, обезжиривание, удаление оксидной пленки.
Материалы для травильных ванн
Травильные ванны должны быть изготовлены в соответствии с требованиями безопасности и эксплуатации кислотных и щелочных растворов.
Для использования рекомендуются следующие виды емкостей:
- Покрытые керамикой / покрытого стеклом кирпича;
- Из дерева или бетона, покрытого свинцом;
- Могут применяться все производные вещества от резины;
- Для кислотных ванн подходят определенные марки нержавейки
Содержание в растворах азотистой или соляной кислоты разрешает применять практически все эти материалы, за исключением покрытий из свинца или керамики с высоким содержанием кремния.
Взаимодействие с этими веществами может негативно сказаться на состоянии металла. В щелочных ваннах можно использовать емкости из стали, с условием отслеживания протекания и интенсивности процесса травления.
Определенные марки стали применяются для кислотных ванн, например 8Х18Н8М или 10Х20Н25М4.
В нашей компании травление нержавеющей стали методом погружения осуществляется при помощи средства для травления нержавейки собственного производства – SteelGuard InoxClean.
Жидкость для травления восстанавливает поверхностный слой металла, который был подвержен обработке. Специальный раствор удаляет следы побежалости на сварном шве, сохраняет эксплуатационные свойства нержавейки.
Использование средства согласно инструкции по применению подходит для проведения травления небольших изделий и поверхностей.
Травление готовыми травильными пастами
На современном рынке представлен широкий выбор готовых паст для травления нержавеющей стали. Основными задачами таких средств является очистка сварного шва и изменение окрашенных поверхностей в результате перепадов высоких температур.
Использование травильной пасты позволяет провести процедуру в промышленных и бытовых условиях. Эффективность средства проявляется при 80 градусах по Цельсию. Нержавейка легко поддается обработке густой пастой.
Как и с другими способами травления, перед процедурой необходимо очистить поверхность от ржавчины и других дефектов.
Процесс травления пастой состоит из нескольких этапов:
- Обработка верхнего слоя поверхности;
- Накладывание травящей пасты на деталь толстым слоем (несколько сантиметров);
- Выдержка пасты для нержавейки в течение 1,5 часов;
- Промывка изделия проточной водой.
Обработка пастой подходит для травления нержавейки после сварки. После правильно проведенной процедуры у стали повышаются антикоррозийные свойства.
Травление сварных швов нержавеющей стали
В процессе сварочных работ на месте соединения металла образуется пористый оксидный слой, в состав которого в большей степени входит хром. Этот слой ослабляет уровень стойкости нержавейки к образованию ржавчины.
Повысить антикоррозийные свойства можно при травлении сварных швов нержавеющей стали. Именно этот метод является эффективным в процессе обработки металла. При правильном проведении процедуры можно устранить вредный оксидный слой.
Выбор технологии травления зависит от размера поверхности обрабатываемой детали и ее технических характеристик.
Для проведения процедуры травления, помимо паст для сварных швов нержавейки, подходит современное оборудование – аппараты для очистки сварных швов SteelGuard 425 и SteelGuard 685. Установки позволяют качественно обработать сварные швы нержавеющей стали. Аппараты оснащены необходимыми инструментами для проведения очистки сварного шва, травления и пассивации сварочных соединений.

Использование аппарата SteelGuard обладает рядом преимуществ:
- Аппарат не вредит обрабатываемой поверхности;
- Он экологичен и безопасен в применении;
- Восстанавливает защитный слой нержавеющей стали.
Применение аппаратов для пассивации и травления швов нержавейки SteelGuard 685 и SteelGuard 425 позволит произвести заключительную обработку изделий из нержавеющей стали максимально качественно и быстро.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.
Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения.
Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование.
Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными.
Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе.
Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.
Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги.
Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской.
Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей.
Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации.
Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды.
При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты.
Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.
Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством.
После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду.
Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.
Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
SAROX TS-K 2000
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Avesta BlueOne
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
ПОИСК
В — от об. до 80°С в смеси 10—14% НЫОз и 2—47о НР при травлении нержавеющей стали. И — стальные резервуары, футерованные графитовым кирпичом. [c.214]
- ТРАВЛЕНИЕ НЕРЖАВЕЮЩИХ, ЖАРОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ [c.224]
- МН-3 40-50 60 Предварительное травление нержавеющей стали [c.91]
- ПБ-6-3 50 3—5 Окончательное травление нержавеющей стали [c.91]
В табл. 4.3 приведены типовые составы растворов для травления сталей.
Сведения об ингибиторах, рекомендуемых для травления сталей в промышленных условиях, приведены в табл. 4.4.
Эти ингибиторы не могут быть использованы при травлении нержавеющих высоколегированных сталей, которые травят растворами серной или азотной кислот с добавкой галогенид-ионов в качестве активаторов растворения окалины. [c.251]
Почти вся вырабатываемая азотная кислота используется на месте производства (главным образом для получения удобрений). Продажи азотной кислоты в 1963 г. и 1967 г. составили только 6% общего производства [27]. Основная часть товарной азотной кислоты идет на травление нержавеющей стали. [c.362]
В атомной технике фтористый водород применяется для получения шестифтористого урана. Жидкий фтористый водород используется как катализатор в процессах алкилировання в нефтепереработке.
Фтористоводородная кислота широко применяется для травления нержавеющей стали, а также для обработки руд и очистки некоторых редких метал- лов (ниобия, тантала, бериллия), производство которых выросло в связи с применением их в оборонной промышленности. [c.414]
Травление нержавеющей стали. 6,4 5 4,4 3 4,5 3 7,3 4 11,7 5 8,6 3 [c.415]
Травление нержавеющей стали 0,3 1,5 [c.215]
Рекомендованы также различные способы травления нержавеющей стали [5, 7], однако заготовки и детали из этого металла можно склеивать и без специальной обработки поверхности. Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1,5—2,0 г/л при 75—80 «С в течение 3—5 мин. [c.202]
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками НР, КР и других веществ. [c.31]
Травление нержавеющей стали [c.295]
Азотная кислота в смеси с соляной применяется для травления нержавеющей стали. [c.103]
Для защиты стали от перетравливания и наводораживания при катодном травлении применяются электролиты, содержащие, помимо серной или соляной кислот, соли свинца или олова. Пузырьки водорода, выделяющиеся при электролизе в таких растворах, разрыхляют окалину и отрывают ее от поверхности катода.
На освобожденных от окалины участках металла осаждается тонкой пленкой свинец или олово. Пленка эта защищает металл от дальнейшего травления и проникновения водорода. После удаления окалины защитная пленка снимается при обработке изделий в щелочных растворах.
Для травления нержавеющих сталей может применяться и процесс с наложением переменного тока. [c.31]
В последнее время щирокое распространение получил комбинированный щелочно-кислотный метод травления нержавеющей стали. Предварительно прокат обрабатывают в расплаве МаОН и ЫаЫОз, нагретом до 450—550° С, что позволяет частично разрушить окалину и образовать рыхлую пленку окислов, в последующем легко травимую в кислотном растворе. Входящие в состав окалины шпинель РеО СггОз и окись хрома реагируют со щелочью и селитрой, в результате образуется легко растворимое соединение (хромат натрия). Хромат натрия поглощается щелочной ванной, частично оседает в ней и частично растворяется в воде при промывке подката после щелочной ванны. Опавшие при обработке в щелочной ванне нерастворенные в расплаве окислы накапливаются на дне ванны в виде шлама, который периодически из ванны удаляют. После этой обработки на металле остается слой окалины, состоящий [c.352]
Сырьевые затраты на гидридную обработку стальной проволоки не должны превышать таковые при щелочно-кислотном методе травления. Расходные коэффициенты для травления нержавеющих и жаропрочных сталей взяты из [6]. [c.75]
Раствор для травления нержавеющей стали [c.33]
Для травления нержавеющей стали рекомендуют применять ток с периодической или переменной полярностью.
Электрохимический метод травления имеет следующие преимущества перед простым химическим процесс травления управляем травление происходит более интенсивно и полно этот метод позволяет обрабатывать металлы и сплавы, не поддающиеся химическому травлению (например, легированные стали). [c.80]
Электролитическое травление нержавеющих сталей можно также проводить в 5—10%-ном растворе азотной кислоты, при комнатной температуре, продолжительность 10 мин. Катодная плотность тока 3—5 а/дм . В качестве анодов применяют кремнистый чугун, катодами служит нержавеющая сталь. [c.103]
По данным [199 ], при травлении нержавеющих сталей гладкая поверхность получается в растворе 100 г/л селенистой кислоты 50 г л сульфата меди и 75 см азотной кислоты. [c.104]
Так, реактив применяли для травления нержавеющих хромистых сталей с молибденом и вольфрамом [177], а также для выявления о-фазы в аустенитной стали типа 25-20 с кремнием [17]. [c.14]
Реактив предложен и употребляется в основном для травления нержавеющих и жаропрочных сталей с никелем, хромом, кобальтом, бором и т. д. [c.49]
При травлении до 5 мин реактив можно применять для травления нержавеющих хромоникелевых сталей. [c.62]
Электролиты для химического и электрохимического травления обозначены в таблице следующим образом I и II — для химического травления углеродистой стали, покрытой окалиной III — для ст )ли, не покрытой окалиной IV —для стальной проволоки V —для стальных листов VI —длл предварительного травления нержавеющей стали VII —то же до блеска VIlI —XII —для анодного травления [c.942]
Особенности травления нержавеющих сталей в ингибированных средах / Е. Н. Чанкова, С. Г. Тыр, Г. А. Еремеева. Л. А. Бовина — В кн. Разработка мер защиты металлов от коррозии. Ростов-на-Дону, изд-во Ростовского Гос. ун-та, 1973, с. 217—218. [c.176]
При травлении нержавеющих сталей, ннкельхромовых сплавов в растворах на основе азотной кислоты ингибиторы почти не применяются, так как они тормозят растворение окалины и соответственно увеличивают время травления.
Однако в некоторых случаях при травлении в этих растворах наблюдается структурная коррозия, выпадение зерен, питтинг. Для предотвращения этих нежелательных явлений иногда могут быть использованы ингибиторы. [c.
111]
Нержавеющие стали. Существует много вариантов травления нержавеющих сталей. Например, травление при 20—30 °С в течение 10—20 мин (после обезжиривания) в растворе НС (конц.) —50% (об.), HNO3 (конц.) —5% (обл.), Н2О —45% (об.
) и РеС1з-6НгО—150 г на 1 л раствора кислот. Однако с точки зрения прочности клеевого соединения травление не имеет преимуществ перед механическим способом подготовки поверхности (пескоструйная обработка) [c.
58]
Вскрытие осуществляют на всю глубину сварного шва. Затем производят травление поверхности выборки и осмотр сечения шва при помощи 2—4-кратных луп. Контроль за выполнением операций вскрытия сварных швов и осмотр мест вскрытия осуществляются работниками ОТК.
Перед травлением поверхность очищается мелкой наждачной бумагой и обезжиривается (для засверловки) или обрабатывается наждачным кругом до чистоты, определяемой шероховатостью не более 2,5 микрона.
Травление нержавеющих сталей производят царской водкой, а углеродистых и низколегированных сталей — 15%-ным раствором надсер-нистого аммония с последующим осветлением 10%-ным раствором азот, ой кислоты. Если при вскрытии сварных швов будут выявлены недопустимые дефекты, то производят дополнительное вскрытие соседних участков для установления границ дефектного участка шва.
Одновременно производят вскрытие остальных швов, выполненных тем же сварщиком в количестве, удвоенном против установленных норм. Дефектный участок сварного шва удаляется, после чего подготавливают кромки под сварку и заваривают этот участок в соответствии с указаниями инструкции по сварке. [c.323]
Таким образом, межкристаллитиое разрушение нержавеющих сталей протекает в определенной области потенциалов. При потенциостатическом травлении нержавеющих сталей в электропроводящих средах сокращается время испытаний, требуемое для выявления МКК. Таким образом, потенцпостатпче-ский метод позволяет обнаружить склонность действующих аппаратов к МКК- [c.18]
Изучение большого числа электролитов, предложенных для травления нержавеющих сталей с окалиной, возникающей при термической обработке, проведенное нами совместно с Красноруц-кой, Остаповичем [145], показало, что ни один из них не обладает способностью удалять окалину одновременно со многих марок сталей (табл. 7,5). Это создает неудобства на машиностроительных заводах, где, как правило, применяются стали ферритного, полуфер-ритного, мартенситного и аустенитного классов. [c.229]
Химические способы обработки (травление) применяют для тонкостенных, изделий, имеющих труднодоступные поверхности. Химическое травление стали обычно ведут в соляной или серной кислоте с добав ками ингибиторов во избежание наводороживания поверхности. Травление нержавеющих сталей проводят в азотной [c.132]
Замедляет переход к адгезионному характеру разрушения и повышает усталостную прочность правильный выбор способа подготовки субстрата под склеивание.
Например, травление нержавеющей стали растворами слабых кислот вместо сильных снижает кратковременную прочность клеевых соединений, но повышает сопротивление усталости.
Наихудшие результаты дает опескоструивание [122]. [c.253]
С целью экономии дефицитных материалов в настоящее вреая взамен кислотного метода травления нержавеющих, жаростойких и жаропрочных сталей успешно применяют щелочно-кислотный и гндридвый методы [c.133]
НР в растворах сильных кислот, которые применяют в ваннах для травления нержавеющей стали [167] если же НР необходимо смешивать с другими сильными кислотами (например, с НМОз), то кислотность все равно можно найти, используя хингидронный или ионообменный электрод Регтапкх [167] [c.132]
Наличие окалины на углеродистой стали ускоряет коррозионный процесс, так как в системе сталь—окалина катодом является окисная пленка.
При химическом травлении нержавеющей стали Х18Н10Т образца без окалины потенциал более положителен, чем потенциал образца с окалиной.
С увеличением времени выдержки потенциалы на образцах с окалиной и без окалины сближаются и сдвигаются в сторону больших значений, следовательно, происходит самопассивация стали в травильном растворе, что тормозит коррозионный процесс. [c.277]
Азотная кислота (уд. вес 1,4)……… 50 ного и 5 — для окончательного травления нержавеющей стали раствор 6 — для низкоуглеро- [c.101]
При химическом травлении нержавеющих и жаропрочных сталей аустенит-ного класса (например. ЯО, Я1Т и др.) хорошие результаты дает реактив, содержащий 50 частей соляной кислоты (НО), 5 частей азотной кислоты (HNOj) и 50 частей воды. [c.62]
Технология производства прутков нз нержавеющих и жаропрочных сталей по сравнению с технологией производства прутков из других легированных сталей отличается способом подготовки поверхности прутков к волочению.
Это объясняется особым составом окалины на поверхности горячекатаных прутков нержавеющей стали. Травление нержавеющей стали вследствие высокой стойкости ряда ее окислов является сложной и ответственной операцией, от которой зависит качество готовой продукции.
Часть окислов в окалине нержавеющей стали растворяется в кислотах быстрее и легче, например окислы железа и никеля плохо и медленно растворяются в кислотных растворах окислы хрома, кремния и титана. Последние три окисла легче растворяются в щелочных расплавах.
Находящиеся в окалине прутков нержавеющей стали окислы хрома СггОз и щпинель практически в кислотах не растворяются. [c.352]
По данным работы [277], при травлении нержавеющих сталей в указанном растворе можно применять ингибитор катапнн. [c.115]
Наиболее употребительная ванна для травления нержавеющих сталей и нихромов содержит 47% соляной кислоты н 5% азотной. Травле- ние производится при температуре 40 50° с последующим кратковременным (3—5 мин.
) чистовым травлением в 5%-ном растворе азотной кислоты при температуре 40—50°. Для высокохромистых сталей, прошедших отжиг, лучше проводить предварительное травление в солянокислой ванне с 15% НС1 при температуре 60°.
Проволока марок 1X13 и 2X13 хоро- шо травится от окалины в 20%-ном растворе НС1 с присадкой Ж-1. [c.334]





