- Свойства и виды полипропилена
- Технология сварки
- Методы ручной сварки листового полипропилена
- Автоматическая сварка
- Склеивание листового полипропилена
- Подведем итоги
- Сварка листового полипропилена
- Свойства материала
- Виды полипропилена
- Особенности сварки листового полипропилена
- Методы ручной сварки листового полипропилена
- Автоматическая сварка
- Сварка отдельных видов полипропилена
- Основы технологии сварки листового полипропилена
- Особенности соединения полипропилена с помощью сварочного экструдера
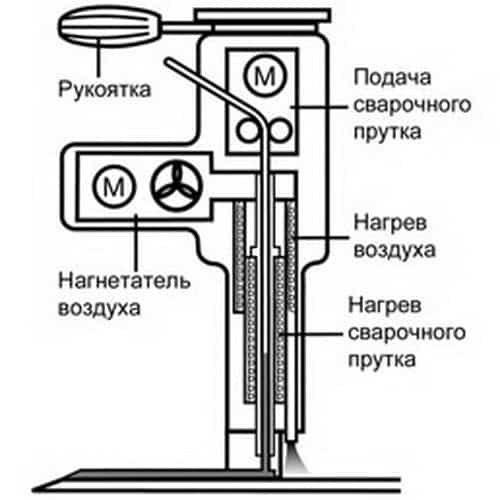
- Ручной сварочный экструдер: схема работы
- Сварочный экструдер для полипропилена: что это такое, как и где используется, характеристики
- Общая информация
- Виды
- Ручной сварочный экструдер: схема работы
- Виды швов
- Подготовительный этап
- Выполнение сварки
- Заключение
- Процесс выбора ручного сварочного экструдера
- Контролеры. Совмещённые контролеры
- Раздельные контролеры
- Интеллектуальный контролер
- Подходящие материалы для сварки ручным экструдером
- Конструкция и принцип работы ручного экструдера для сварки
- Конструкция
- Для каких материалов применим?
- Принцип действия
- Правила эксплуатации
- Выбор модели
- Самодельное устройство
- Производители
- Выполнение сварки экструдером
- Заключение
- Ручной сварочный экструдер — что это такое
- Принцип действия устройства с прутком
- Особенности выбора устройства
- Преимущества применения
22.09.2018
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки.
Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации.
Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния.
При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки.
Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена
 Фен для сварки полипропилена
Фен для сварки полипропилена
При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Как проверить сварочный шов на герметичность
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка.
Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм.
Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся.
Если на агрегате две насадки, включать обе сразу не рекомендуется.
 Сварка полипропилена экструдером
Сварка полипропилена экструдером
Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.
 Станок для сварки листового полипропилена
Станок для сварки листового полипропилена
Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Что такое форсаж дуги на сварочном инверторе
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Сварка полипропиленовых листов Ссылка на основную публикацию 

Источник: https://svarkaprosto.ru/tehnologii/svarka-polipropilenovyh-listov
Сварка листового полипропилена

На смену традиционным материалам прошлого века со всеми их преимуществами и недостатками пришел новый, недорогой, эффективный, незаменимый в отдельных сферах, материал будущего. Полипропилен обладает рядом очевидных преимуществ. Несложные способы монтажа позволяют его использовать в качестве конструктивного строительного материала. Сварка листового полипропилена включает в себя термомеханические и термические технологии, которые обеспечивают высокопрочные, абсолютно герметичные соединения.
Свойства материала
Получаемый методом каландрирования расплавленной массы через валки заданных размеров, материал производится в листах. Широко используется в строительстве, изготовлении бытовых предметов, производстве труб, как гидроизоляционный материал. Его важные свойства, такие как:
 гидрофобность;
гидрофобность;- стойкость к механическим воздействиям, истиранию;
- химическая стойкость,
- инертность к воздействию ультрафиолета,
объясняют широкую популярность полипропилена, который является к тому же отличным диэлектриком.
Листовой полипропилен высокого качества используется для гальванопластики, изготовления ванн, бассейнов, вентиляционных конструкций, производства ёмкостей, очистных сооружений, профильных труб, бытовых изделий, пантонов. Материал используют в строительстве, горном деле, нефтехимии.
Виды полипропилена
Уникальные свойства материала способствуют его широкому применению. Полипропилен бывает:
- экструдированным;
- кашированным;
- прессованным,
каждый вид имеет собственное назначение, виды монтажа, сварки, склейки.
Маркировка листового полипропилена РР зависит от дополнительных технических характеристик. Маркировка и свойства:
- H – химическая стойкость;
- R – химостойкость дополненная повышенной прочностью, устойчивостью к высоким температурам;
- S – химическая устойчивость, не горючий материал;
- S-el – инертность к химическим реагентам, не горючесть, электропроводность.
Такая маркировка используется на территории страны и за рубежом.
Листовой полипропилен делится на типы по способу производства:
- плотный;
- ячеистый;
- вспененный,
каждый, из них имеет свои технические и технологические особенности. Плотный имеет жесткость, ячеистый имеет структуру упаковочного материала, вспененный ценится как материал для эффективной изоляции.
Особенности сварки листового полипропилена
Все виды и типы листового полипропилена являются универсальным материалом с точки зрения обработки. Фрезеровка, резка, машинная обработка механическое соединение и сварка – применяются к любому из типов, видов этого материала. Как можно соединять листы полипропилена:
 механическим способом, с использованием крепёжного материала, метод не предполагает сохранение герметичности, водонепроницаемости конструкции;
механическим способом, с использованием крепёжного материала, метод не предполагает сохранение герметичности, водонепроницаемости конструкции;- методом склеивания, химическая инертность материала позволяет создавать достаточно прочные герметичные конструкции без его повреждения;
- сварка, метод с использованием экструдера, фена прочего сварочного оборудования обеспечивает прочные надёжные, абсолютно герметичные соединения.
Метод соединения выбирается в зависимости от производственных целей, технических характеристик материала, наличия технических возможностей.
Методы ручной сварки листового полипропилена
Сварочное оборудование производится как для ручного использования, так и для автоматического применения. Ручная сварка осуществляется следующими методами:
- Экструзионный метод. Соединение осуществляют небольшим по размерам аппаратом, который называется ручной экструдер. Применение ручного экструдера позволяет формировать достаточно надёжные соединения с коэффициентом прочности по отношению к исходному материалу – 0,8, позволяет производить стыковку листов толщиной не менее 16мм. Данным методов производят сварку крупных изделий сложной конфигурации.
Принцип состоит в подаче воздуха, размягчающего и нагревающего пластмассу в зоне сварки, куда встраивается полипропиленовая проволока. Размягчённый состав с помощью присадки подающейся экструдером соединяется с составом разогретого листа, перемешиваясь до однородной массы. Соединения получаются сверхпрочными, с высокого качества швом.
- Стыковка строительным феном. Под воздействием струи горячего воздуха (180°) расплавляются края листов полипропилена, соединяются и остывают. Метод действенен только при соединениях листов в 20мм толщиной. Шов не отличается высокой механической прочностью. Применение метода рекомендовано для сварки мелких элементов, не предназначенных для серьёзных нагрузок.
- Стыковой или полифузный метод. Применяется для стыковки элементов разной толщины, в том числе и самой большой. Производится с помощью подвижных специальных столов. Шов при стыковой сварке обладает высокой прочностью, надёжностью.
Стыковочные работы проводятся с определённой последовательностью мероприятий. Подготовка рабочего места, очищение от грязи и пыли. Обработка материала абразивными материалами, для придания лучших адгезионных характеристик.
Важнейшее преимущество ручного сварочного оборудования состоит в том, что оно позволяет производить соединительные работы непосредственно на месте, это широкие возможности для создания самых разных конструкций.
Аппараты ручной сварки предполагают использование присадочных материалов. Часто используется полипропиленовая проволока круглого или треугольного сечения разного диаметра (1- 6мм).
Автоматическая сварка
Принцип полифузного сваривания, автоматической сварки состоит в нагреве деталей в месте соединения и стыковки под высоким давлением.
- Края свариваемых деталей фиксируются специальным устройством,
- нагреваются до требуемой температуры,
- прижимаются друг к другу с помощью давления.

Преимущества автоматической сварки:
- стыковка листов между собой без швов;
- сварка листов в рулоны;
- соединение под прямым углом;
- торцевое, угловое соединение гарантировано высокой прочности;
- не требуется регулировки давления, оно поддерживается на заданном уровне;
- не происходит перегрева и деформации шовного соединения благодаря автоматическому поддерживанию заданной температуры.
- Автоматика обеспечивает монолитность соединений.
Осуществляются операции на специальном оборудовании. Используются швейцарские станки Leister, немецкие Rothenberger, российские Ingenia, это машины с автоматическим циклом, числовым программным управлением, в арсенале имеющие три цикла сварки.
Сварка отдельных видов полипропилена
Сварка применима для прессованного, экструдированного полипропилена всех марок и типов. Автоматическая или ручная, полифузная, с помощью фена или экструдера сварка применяется для решения различных производственных задач.

- прочность;
- повышенная несущая способность;
- улучшенные возможности для пищевых ёмкостей;
- химическая стойкость самой высокой степени.
Максимально прочное соединение ткани и полимера происходит за счёт клеящих составов изготовленных на основе полиэфирной, эпоксидной смолы, других клеев промышленных составов.
Основы технологии сварки листового полипропилена
Основа технологии состоит в том, что соединение элементов термическим способом не влечёт за собой изменения их химического состава.
Сварка происходит с использованием стыковочного материала, используется пруток, но сварку осуществляют и без него.
Доведение соединяемых поверхностей до вязкого состояния путём нагрева, принудительная стыковка механическим образом, рождает цельную деталь определённой прочности после остывания.
Для обеспечения нормального технологического процесса сварки требуются некоторые обязательные условия:
- Чистое светлое помещение с минимальной температурой воздуха 15°;
- Соответствие присадочных материалов основному;
- Правильный выбор сварочного инструмента и насадок к нему;
- Допустимое качество используемых материалов, лист должен иметь правильную геометрию, ровную поверхность, однородность цвета, пруток ровное сечение, структуру без пузырьков или иных вкраплений;
- Наличие дополнительного инструмента, ножей, наждачных шкурок, растворителей для снятия жира, прочего
- Края свариваемых листов перед сваркой обработать фрезером, для предания угла наклона края 45° к плоскости листа. Соединить листы обработанными краями, так, чтобы образовался паз, в который затем нужно подавать расплавленный полипропилен через экструдер.
- При соединении листов методом спайки феном и склейки, края листов обрабатываются под 90° к плоскости листа.
Соблюдение условий гарантирует надёжное качество стыковочных сварных работ любым известным способом.
Источник: http://www.m-deer.ru/tehnologiya/svarka-listovogo-polipropilena.html
Особенности соединения полипропилена с помощью сварочного экструдера
 На сегодняшний день сварка изделий из полипропилена и иных видов полимеров применяется все чаще и чаще. Например, для соединения полипропиленовых труб, труб из ПНД. Эти виды сварки наиболее популярны, так как их широко используют не только на производстве в различных областях, сварщики, а также и обычные люди в хозяйстве. Широкое распространение сварка полимерных изделий получила потому, что она проста для понимания обычному человеку, далекого от сварочных процессов. Соединять и ремонтировать полимерные изделия можно самостоятельно, если соблюдать небольшой, но довольно строгий ряд правил. Этот вид соединения даже проще, чем самостоятельная сварка инвертором Зубр. Особенностью обладают полипропиленовые изделия с толстыми стенками. Их не соединяют методом пайки. Для них используют специальный аппарат: ручной сварочный экструдер.
На сегодняшний день сварка изделий из полипропилена и иных видов полимеров применяется все чаще и чаще. Например, для соединения полипропиленовых труб, труб из ПНД. Эти виды сварки наиболее популярны, так как их широко используют не только на производстве в различных областях, сварщики, а также и обычные люди в хозяйстве. Широкое распространение сварка полимерных изделий получила потому, что она проста для понимания обычному человеку, далекого от сварочных процессов. Соединять и ремонтировать полимерные изделия можно самостоятельно, если соблюдать небольшой, но довольно строгий ряд правил. Этот вид соединения даже проще, чем самостоятельная сварка инвертором Зубр. Особенностью обладают полипропиленовые изделия с толстыми стенками. Их не соединяют методом пайки. Для них используют специальный аппарат: ручной сварочный экструдер.
Свое название аппарат получил от наименования самого технологического процесса – «экструзия». Это процесс создания изделий с помощью специального расплавленного материала, который «выдавливается» через отверстие определенной формы. Чаще всего используется для соединения изделий из полимеров.

Сварочный экструдер для полипропилена представляет собой специализированный аппарат, при помощи которого соединяются детали из полиэтилена, полипропиленовых листов и прочих полимерных изделий. В настоящее время существует множество разновидностей экструдеров в зависимости от производителя (Россия и импортные).
Среди всех производителей наибольшую популярность имеют ручные сварочные экструдеры. Их легко транспортировать из одного места в другое, можно использовать в труднодоступных местах, а также с ним вполне сможет сработаться и новичок. Второй вид экструдеров помимо ручных – автоматические.
Применяются в основном профессионалами для соединения очень толстых изделий, в промышленности.
Приоритет использования экструзионной сварки определяется следующими факторами: быстрая работа, так как для соединения достаточно проложить только один шов; минимизация человеческого фактора, так как в данном случае нет необходимости быть высококвалифицированным специалистом в сварке и в «выведении» швов.
Бывают следующие виды полипропилена, каждый из которых отличается особым назначением и способом монтажа:
- экструдированный;
- кашированный;
- прессованный;
Листовой полипропилен подразделяется на:
- плотный (отличается повышенными показателями жесткости);
- ячеистый (применяется для упаковки);
- вспененный (характерен для использования в изоляционных целях);
Ручной сварочный экструдер: схема работы
Одним из главных правил экструзионной сварки является необходимость нагрева обоих соединяемых поверхностей. Для этого используется нагретый воздух. Он может исходить из специального термофена, который уже встроен в сварочный аппарат, а также он может исходить от других носителей (например, от пневмосети в организации).
В процессе сварки экструдером всегда нужно помнить о чистоте кромок. Правильным считается обезжиривать и удалять частицы грязи и иных ненужных материалов с кромок не дольше, чем за 15-20 минут до начала экструзии. Почти все виды термопластов окисляются при воздействии с воздухом, поэтому это правило нужно строго соблюдать.
В качестве будущего расплавленного материала (присадочный материал) используются специальные гранулы. Считается, что лучше использовать гранулы, аналогичные свариваемым поверхностям.
Имеется в виду по химическому составу материалов, показателям их текучести, плотности.
В случае, если какой-либо из показателей соединяемых поверхностей отличается, присадочный материал должен быть выбран среднего значения.
Гранулы помещаются в сварочный экструдер и там нагреваются до необходимой температуры, под воздействием которой он станет вязким. Нагревается материал с помощью специальных термоэлементов вокруг экструзионной камеры.
Ручной экструдер может быть следующих видов: шнековый и безшнековый (или плунжерного типа). Более распространены шнековые.
Шнековый аппарат отличен тем, что присадочный материал в шнековой камере расплавляется и выдавливается наружу с помощью шнека через сварочный башмак в сварочную зону.
В плунжерных аппаратах вместо шнека используется пока еще твердая часть прутка. Она и выдавливает уже расплавленную часть наружу.
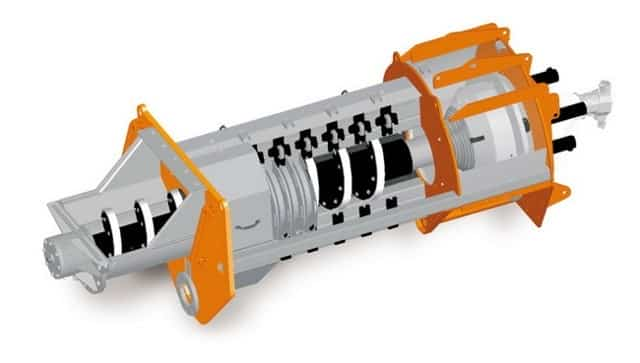 Шнековый экструдер
Шнековый экструдер
Объектом сварки служат внахлест расположенные листы полиэтилена, канавки и полипропиленовые углы. Они могут находится на абсолютно любых пропиленовых изделиях: детских горках, различных емкостях, например, бочках, и многих других. Иногда, но гораздо реже, экструзионная сварка применяются для соединения ПВХ изделий (там есть свои нюасны по прочности).
Экструзионная сварка применяется чаще для ПНД, полипропилена, иных термопластов первой группы. У этих материалов разница между расплавленным состоянием и состоянием термодеструкции около 50°.
Незначительный перегрев на 30-40° не приведет материал в негодность. К термопластам 2-й группы относятся ПВДФ и ПВХ.
У них разница вышеуказанных температур незначительная, то есть нужно строго соблюдать требования по температурному режиму в области нагрева.
Следует отметить, что конструкция сварочного экструдера для полипропилена достаточно проста и состоит из небольшого количества элементов. Многие люди, сварщики и не только, практикуют создание ручного сварочного экструдера своими руками.
Для этого необходимо найти все необходимые детали, среди которых самые необходимые — это двигатель (не менее 4 киловатт), рама (каркас экструдера) и то, что вы будете использовать в качестве шнекового гранулятора.
На многих форумах сварщики полагают, что найти нужный двигатель – это уже выполнение 50% работы.
Таким образом, для сварки полипропилена вам не понадобится ничего сложного и особенного. При соблюдении всех необходимых правил и обладая нужной информацией, вы сможете с легкостью освоить область экструзионной сварки полимеров и получите долговечное и прочное соединение.
Источник: https://svarkaed.ru/svarka-plastmass-i-polimerov/oborudovanie/osobennosti-soedineniya-polipropilena-s-pomoshhyu-svarochnogo-ekstrudera.html
Сварочный экструдер для полипропилена: что это такое, как и где используется, характеристики
Место ручного экструдера для сварки — одно из почётных на полках с оборудованием строительных магазинов.
Его основная работа — соединение полипропиленовых заготовок и деталей из полипропилена, создание конструкций из пластмасс и предметов из плотной плёнки, сварка листов пластика, пайка резервуаров, сооружение предметов детской площадки и тому подобное.
Однако, для пайки поливинилхлоридных деталей этот аппарат не подходит, как и для создания трубопроводных конструкций. Прочность швов, полученных с помощью экструдера, менее 85 процентов, поэтому трубопровод не будет достаточно герметизирован.
Общая информация
Этот аппарат работает по такой системе: нагретая воздушная масса, идущая из сопел экструдера и увеличивает температуру промежутка (канавы или стыка) между соединяющимися деталями, делая последние пластичнее.
Параллельно в рабочую зону аппарата подходит прут. Он плавится и соединяется с диском (его называют также шнек), образуя однородную пластиковую массу.
Через фильерный инструмент или сварочный башмак выходит расплавленная полимерная смесь. Шов получается, когда вся масса остывает до комнатной температуры. Это похоже на выдавливание кетчупа из упаковки.
Поверхности, которые соединяет мастер, должны быть идентичны друг другу. Это подразумевает, что составные элементы, плотность упаковки материала и его текучесть у деталей одинаковы.
Прут для сварки по этим характеристикам также должен быть похож на элементы.
Виды
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси — шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
Сварочные экструдеры лучше выбирать, когда нужно сварить пластиковые детали с большой толщиной. При этом соединения получатся быстро и практически безошибочно.
Всё потому, что мастеру не нужно контролировать состояние сварочного углубления, как во время варки металлических конструкций.
Кроме того, правильно подавать и убирать шлак тоже не приходится. Новичок легко справится с экструдерным устройством в первые часы практики.
Ручной сварочный экструдер: схема работы
Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.
Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
В устаревших моделях экструдеров шнековая камера подогревается жарким воздухом, который нагревает также и зону сварочной работы. Перед тем, как «дойти до сварки» воздух идёт через отделение с диском и плавит материалы для присадки.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид. Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки.
Чтобы работа со 2й группой термопластов протекала «как надо», шнековая деталь должна быть особой: иметь специальную форму, чтобы перемешивание массы было равномерным, а сам полимер не перегревался.
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Виды швов
Экструдер создает нужное соединение с первого раза. Виды швов ручного сварочного экструдера:
- V-вид
- Х-вид
- К-вид
- HV-вид
- Двойной HV-вид
- Е-вид
- F-вид
Подготовительный этап
Момент подготовки перед экструзионной сварки отличается от такого для других типов. Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Также пластмассы легко окисляются из-за воздействия воздуха. Очистить кромки нужно не более чем за двадцать минут до начала пайки.
Если вы сделаете это раньше, детали всё равно придется расчищать заново. Не пробуйте использовать для очистки растворитель, он может деформировать пластмассу.
Выполнение сварки
Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
Заключение
Мы выяснили, что сварка ручным экструдером несложная, и с ней сможет справиться даже новичок.
В отличие от других видов соединения пластика и металла, экструзионная сварка не требует постоянного контроля сварочной области и подачи присадки.
Поэтому для сварки этим методом не нужно быть профессионалом. Единственное условие — соблюдение инструкций по использованию экструдера и правил сваривания конструкций. Желаем удачи в работе!
Источник: https://prosvarku.info/prisposobleniya-i-detali/svarochnyj-ehkstruder-dlya-polipropilena
Процесс выбора ручного сварочного экструдера
Синтетические материалы применяются во многих отраслях. К примеру, их используют для ремонта производственного оборудования или в домашнем быту. А предметы из термопласта можно увидеть повсюду. Это могут быть вёдра, тазики, бочки, люки, септики, шланги и тому подобное.
Любая вещь со временем выходит из строя и требует ремонта либо ее замены. Для работы с полиэтиленом, поливинилхлоридом и полипропиленом производители изготовили прибор, который прекрасно справляется с вышеописанными синтетическими материалами. Название этому прибору ручной сварочный экструдер.
Мало кто знает об этой чудо-машине, но приобрести его стоит многим людям, которые занимаются ремонтом в доме самостоятельно.
Вот несколько советов от специалистов по правильному выбору ручного сварочного экструдера.
Самым качественным изготовителем ручного оборудования для сварки пластиков принято считать компанию «Leister». Покупателю предоставляется большой ассортимент приборов. Главной особенностью экструдера от фирмы «Leister» — это небольшой размер.
Применяя подобное оборудование, комфортно выполнять работы с септиками, системами очистки воды, бассейнами и т.п. Заводы по изготовлению ручных сварочных экструдеров размещаются в Швейцарии.
Никто не поспорит с тем, что Швейцария известна всему миру как страна, в которой все процессы выполняются точно и качественно. Вот поэтому и прибор выполнен по последнему слову техники, а также с учетом всех тонкостей процесса изготовления. С ним удобно работать в различных положениях.
Ему доступно прокладывание швов различной конфигурации. При этом качество шва всегда выполнено на достойном уровне. Данный прибор прост и легок в применении. Перед началом работы необходимо ознакомиться с инструкцией.
Контролеры. Совмещённые контролеры
При покупке ручного сварочного экструдера, важно учитывать одну деталь. Дешевые экземпляры содержат лишь нагреватель воздуха, именно поэтому будет только один регулятор температуры.
Для того, чтобы его настроить, нужно повернуть ручку в определённом направлении без ориентира на дисплей, который бы изображал действующую температуру. В данном аппарате присадочный материал разогревается горячим воздухом.
Проникновение воздуха происходит сквозь отверстие и в результате осуществляется горячее обволакивание экструзионной камеры. Величина и форма отверстия выполнены таким образом, что отсутствие ветра сохранит разницу температур присадочного материала и горячего воздуха примерно на 50 градусов.
Рабочий температурный режим устанавливается в соответствии с реальной температурой для определенного положения рукоятки. Производители советуют иногда проверять фактическую температуру, применяя контактный градусник.
Температура присадочного материала определяется с помощью проникновения зонда на максимальную глубину (5-10 мм). Эту работу нужно совершать именно в том отверстии, откуда подается присадочный материал. Измерение температуры воздуха также выполняется при помощи зонда. Обеспечивая расстояние 5 мм от наружного края, зонд внедряется на глубину сопла.
Раздельные контролеры
Произвести четкую настройку температурного режима присадочного материала сварочного экструдера способны некоторые электронагреватели. Температура присадочного материала и горячего воздуха проверяется раздельными контролерами. Каждый контролер имеет свой собственный дисплей, где показана зафиксированная и действительная температура.
Интеллектуальный контролер
Работу сварочных экструдеров можно поверять интеллектуальным контроллером. В нём программируется оптимальный температурный режим для определенного материала, с которым будет выполнять работу экструдер. Специалист выбирает необходимый материал, а экструдер автоматически назначает температурный режим.
Оператор может подстроить температуру материала, не отклоняясь от заранее установленных параметров. Память контролера имеет возможность запоминать вспомогательные материалы. После подачи тока, камеры плавления и воздух сварочного экструдера с подобным контролером прогреваются не так быстро.
Необходимо найти подходящий материал и установить производительность, и только после этого все элементы начинают прогреваться.
Подходящие материалы для сварки ручным экструдером
Экструзионной сваркой, как правило, соединяют изделия из ПП, ПНД и т.п. Вязко-текучая форма и старт термодеструкции должны иметь разницу температур более 50 градусов. Очевидно, что даже сильный перегрев (на 40 градусов) не может испортить материал.
Иное положение происходит со сваркой ПВДФ и ПВХ. Температура термодеструкции практически одинаковая с температурой пластификации материала.
В связи с этим, сварка ПВДФ требует беспрекословной точности работы системы нагрева экструзионной камеры. Эта четкость необходима и во время сварки ПВХ.
Также используется особенный шнек, который позволяет качественнее смешать материал на этапе расправления. Подобный маневр позволяет избежать местного перегрева.
Нестабильность температур материалов добавляет специфичности технологии сварки экструдером. Во время сварки запрещено выключать, а затем заново включать аппарат. Также нежелательно долго удерживать экструдер в «спящем» режиме. Различают и другие тонкости при использовании аппарата для сварки.
Необходима консультация специалистов перед использованием. Известна еще одна тонкость, связанная со сваркой ПВХ. Данный материал является химически активным и имеет абразивность во время нагрева. Эти качества стимулируют обеспечивать необходимую стойкость материалов шнека и экструзионной камеры.
← вернуться на предыдущую страницу
Источник: http://www.intehno.org/issues-36.html
Конструкция и принцип работы ручного экструдера для сварки
Ручной сварочный экструдер – это инструмент для выполнения ремонта и обслуживания изделий, изготовленных из полипропилена, а также родственных материалов с низкой температурой плавления. В промышленности и быту агрегат обычно используют при монтаже трубопровода.
Конструкция
Любой сварочный экструдер, независимо от модели и назначения, состоит из двух узлов:
- Температурный. Отвечает за нагрев пластика до рабочей температуры. Большинство моделей оснащены реле, ограничивающим степень воздействия.
- Рабочий. Подающий механизм отвечает за подачу присадочного материала на соединяемую заготовку через шнековый аппарат.
Отдельные аппараты оснащены измельчительным механизмом, для подготовки присадочного состава к эксплуатации. Речь идет о профессиональных экструдерах для сварки полипропилена. Они адаптированы под пластик любого типа, независимо от размеров и крепости. Бюджетные модели способны функционировать только на гранулах.
Типовая модель состоит из следующих элементов:
- электрический двигатель;
- загрузочный узел;
- шнековый механизм;
- зона расплава;
- нагревательный элемент;
- насадки для нанесения состава на поверхность;
- Блок управления с тепловым реле.
Для каких материалов применим?
Аппарат предназначен для работы с полимерными термопластами, которые под действием высокой температуры приобретают высокую эластичность или переходят в текучее состояние. Попытка нагрева термореактивной пластмассы сопровождается необратимой химической реакцией.
Полимеры имеют различную температуру плавления. Полимеры низкого давления (ПНД) изменяют агрегатное состояние при 120 Сº, поливинилхлорид – при 220 Сº. Диапазон температуры плавления прочих составов промышленного назначения варьируется в пределах 160-220 Сº.
Качественные агрегаты оснащены механизмом регулировки температуры смеси, что позволяет работать с любым полимером.
Принцип действия
Принцип действия экструдера основан на подаче расплавленного присадочного материала на рабочую поверхность. Для этого необходимо поместить в загрузочный узел прутки или гранулы, в зависимости от типа модели.
После загрузку оператор запускает двигатель, нагревая пластик до заданных параметров потоками горячего воздуха. Полученная однородная масса поступает к рабочей насадке, через которую попадает на рабочую плоскость в виде полосы, размер которой ограничен величиной сопла. Шов формируется в процессе естественного охлаждения расплавленной массы.
Правила эксплуатации
Ручной экструдер для сварки пластика достаточно прост в использовании.
Для получения базовых навыков достаточно ознакомиться с обучающими видеоматериалами на просторах интернета.
В процессе работы необходимо руководствоваться инструкцией по эксплуатации аппарата и учитывать свойства и тип соединяемого материала – подход к листовым изделиям отличается от методов сварки труб.
Перед эксплуатацией необходимо тщательно подготовить рабочую поверхность. Для этого ее очищают от загрязнения и удаляют влагу.
При соединении разнородных материалов требуется особое внимание, поскольку температура плавления различных материалов может отличаться. Например, сварка пластика низкого давления и полипропилена не будет проблемой, за счет схожих температурных характеристик, а вот ПНД и ПВХ соединить невозможно.
Для получения качественного и надежного шва, следует соблюдать следующие правила:
- Необходимо контролировать правила загрузки прутков в аппарат. Неправильная подача чревата нарушениями работы измельчительного механизма, что может привести к получению неоднородной рабочей массы.
- Устанавливайте температуру нагрева в соответствии с применяемыми материалами.
- Насадка должна прочно прижиматься к поверхности. Если соединяемые элементы имеют простую форму, то данное требование соблюдать просто. При работе с криволинейными листами и прочими поверхностями сложной формы, необходимо пользоваться сменными соплами.
- При отсутствии информации о материале изготовления, следует воздействовать на заготовку потоком горячего воздуха, без применения присадочных прутков. Температурный режим, при котором деталь начнет плавиться, позволит определить ее состав с высокой точностью.
Выбор модели
При подборе экструдера для пайки пластика следует обращать внимание на следующие характеристики:
- Производительность устройства;
- Диапазон регулировки рабочих параметров;
- Максимальная толщина соединяемых заготовок;
- Диаметр применяемых прутков.
- Наличие сменных насадок;
Неопытные пользователи не уделяют должного внимания последнему пункты, несмотря на его важность. От грамотного выбора насадки зависит расход присадочного материала.
Самодельное устройство
Стоимость нового экструдера достаточно высока – цена на модели начального уровня стартуют с 300 $. Это подталкивает мастеров к изобретению различных самоделок. Обладая необходимыми навыками, можно собрать ручной экструдер своими руками без особых затрат. В интернете можно найти рабочие чертежи рабочих аппаратов с различными характеристиками.
Для сборки самого простого агрегата понадобится промышленный фен и двигатель коллекторного типа, который легко переносит постоянные изменения режима работы. Подавать прутки придется вручную. Насадки изготавливают самостоятельно или приобретают и приспосабливают запасные части существующих моделей.
Использование плунжерного привода позволит выполнять работы на гранулированном сырье.
Производители
Рынок предлагает потребителям множество моделей зарубежного и отечественного производства. Наиболее популярными производителями являются следующие компании:
- Munsch;
- Leister;
- Dohle;
- Stargun;
- УРАЛ;
- РСЭ.
Средняя стоимость российских моделей составляет 600-800 $. Цены зарубежных аппаратов выше: 900-1200 $.
Выполнение сварки экструдером
Перед работами необходимо подготовить зону соединения, согласно требованиям, которые были описаны выше. Затем оператор должен снять блокировку с аппарата и настроить температурный режим, согласно характеристикам используемого материала.
Во время подачи состава на поверхность следует избегать резких движений. Во время перерыва необходимо уменьшить температуру до 50 Сº — это не даст смеси остыть и позволит быстро вернуться к работе.
Заключение
С помощью сварочного экструдера можно качественно соединить пластиковые изделия любых габаритов. Эксплуатация аппарата не требует особых навыков, поэтому процесс ознакомления с особенностями использования не отнимет много времени.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/ruchnoy-ekstruder.html
Ручной сварочный экструдер — что это такое
Современная промышленность отличается высокими темпами развития, особенного прогресса достиг выпуск различных видов синтетических материалов, которые востребованы в самых разных сферах и отраслях – полиэтилен, полипропилен, поливинилхлорид и многие другие. Выполненные из термопластика изделия встречаются практически везде – отделочные материалы, бытовые мелочи и т.д. Подобное обилие привело к появлению специальных приборов, выполняющих функцию обработки различных видов пластика – сварочных экструдеров.
Ручной сварочный экструдер занимает особое положение на современном рынке инструментов.
Аппарат предназначен для выполнения прочного и надежного соединения изделий, изготовленных из полипропилена, пропилена, полиэтилена и других видов пластмасс.
Для большего удобства при использовании механическое приспособление обычно выполняется в виде пистолета с ручкой. Сверху предусмотрена верхняя насадка, обеспечивающая нагрев рабочей смеси в процессе эксплуатации.
Конструкция устройства включает следующие узлы:
- Термонагреватель;
- Камера, необходимая для расплавления пластика;
- Экструзионная камера;
- Дробильный шнековый механизм;
- Двигатель;
- Питатель;
- Сварочное сопло;
- Система контроля.
При выполнении работ соединение осуществляется в несколько этапов. Подвергаемый нагреву пластик становится вязким, после чего массу наносят на стыкуемые поверхности. После этого потребуется некоторое количество времени для того, чтобы образуемый сварочный шов остыл.
Производители представляют на выбор покупателя два вида моделей экструдеров ручного типа. Устройства отличаются видом используемого сырья – гранулы или пруток. Производительность устройств обоих типов одинакова.
Принцип действия устройства с прутком
Перед началом работы требуется заправка устройства присадочным прутком, который должен быть выполнен из того материала, что и свариваемые элементы. Его пропускают в размещенную на передней панели приёмную втулку. Заправляют пруток таким образом, чтобы его свободный конец попадал в зону захвата шнеком. Включение электродвигателя активизирует два процесса:
- Воздействие концентрированной струи горячего воздуха обеспечивает нагрев присадочного прутка;
- Через определенный период времени, определяемый специальным датчиком, происходит подача прутка в зону измельчения.
Далее под воздействием вращающегося шнека пруток начинает дробиться, постепенно превращаясь в гранулированную массу. Плавясь, перемещается дальше, где гранулят становится гомогенно однородным. Оказываемое шнеком давление приводит к перемещению массы в сварочную зону и дальнейшему поступлению в сварочное сопло. Следующий этап – прижим к поверхности свариваемых изделий.
В результате давления смесь выдавливается наружу. Аккуратная и точная работа способствует получению однородной полосы. В зависимости от конфигурации сопла ее ширина может быть различной. Внешняя температура существенно ниже создаваемой терморегулятором. Благодаря этому происходит мгновенное застывание присадочного прутка. В итоге образуется высокопрочный сварочный шов.
Поверхности свариваемых изделий должны быть обязательно очищены от загрязнений. Также они должны быть одинаковыми. Имеются в виду следующие параметры:
- Химический состав;
- Плотность;
- Текучесть.
Используемый пруток также должен быть идентичен материалу обрабатываемых деталей.
Особенности выбора устройства
При выборе ручного экструдера рекомендуется учитывать следующие параметры:
- Уровень производительности в единицу времени;
- Толщина свариваемых изделий;
- Удобство управления основными процессами при выполнении работ;
- Комплектация аппарата дополнительными сменными приспособлениями;
- Диапазон диаметров прутка.
Преимущества применения
Использование инструмента обеспечивает эффективность сварочных работ, которые выполняются в более короткие сроки, отличаются более высоким уровнем качества.
Под воздействием высоких температур образуется надежный и долговечный шов, который гарантированно сохранится на протяжении всего срока эксплуатации изделий. Работать с устройством можно в любом удобном для пользователя положении.
Кроме этого его использование обеспечивает возможность сваривания изделий различной толщины и геометрической формы.
Аппарат используется для сварки различных видов пластика, тканей ПВХ, пленки, выполненных из термопластика листов, пластиковых труб и т.д. Применение экструдера значительно облегчает процесс локального ремонта трубопровода, позволит выполнить в более короткие сроки монтаж разводки. В зависимости от модели выполняемые инструментами дополнительные функции могут быть различными.
Источник: http://usanu.ru/stati/38-ruchnoj-svarochnyj-ekstruder-chto-eto-takoe.html





