- Пуансоны и матрицы
- Что такое пуансон и матрица?
- Из каких материалов изготавливают пуансоны и матрицы?
- Типы и виды пуансонов
- Особенности пуансонов и матриц
- Роль зазора между матрицей и пуансоном
- Способы изготовления матриц для штамповки сталей, основные характеристики пуансонов
- Как работают матрицы и пуансоны
- Основное назначение матрицы
- Материалы для изготовления пуансонов и матриц
- Основные характеристики изделия
- Пресс-формы матрица и пуансон: назначение и особенности проектирования — Национальная сборная Worldskills Россия
- Пуансон и матрица
- Что такое матрица и пуансон
- Виды и типы (по материалу, конструкции, применению, назначению)
- Особенности
- Зазор между матрицей и пуансоном
- Обеспечиваем клиентов качественной продукцией
- Пуансон и матрица для штамповки: что это такое, их назначение и применение
- Принцип работы пуансона
- Для чего нужна матрица?
- Штамп и пуансон
- Материалы матрицы и пуансона
- Характеристика пуансонов
В статье мы поговорим о том, как настроить матрицу и пуансон для гибки листового металла. И профессионалам, и новичкам важно знать правила применения подобных приборов.


Матрица — это основа, которая придаёт форму изделию, изготавливается из металла и делится на несколько типов:
- простая;
- сложная;
- композитная;
- роликовая.
Матрицы изготавливают из высококачественных сплавов алюминия и стали, затем проводят обработку закаливанием и шлифовкой. Твёрдость рабочей поверхности доходит до 55-60 HRC.
Пуансон — это конструкция, замыкающая изготовление детали сверху. Профили обоих видов инструмента должны в точности совпадать. Задача пуансона для листогиба – продавливание металла, он исполняет роль пресса. Гибка листового металла подразумевает высокое давление. Поэтому для изготовления листогибочных пуансонов используют материалы следующих видов:
- сталь повышенной прочности, с высокой степенью износоустойчивости, антикоррозийности и закалкой 54-65 HRC;

- используются марки сталей — C45, C50, 42CrMo4, 1.2312. (легированный тип не подходит из-за хрупкости), качественные пуансоны имеют предельную твёрдость по всей высоте;

- при допустимых технологиях в изготовлении применяется полиуретан – материал прочный и эластичный, с повышенной твёрдостью по шкале Шора до 98 ед.

Для листогиба используют прямые пуансоны. Их задача — гибка деталей из листового металла. Закаливают рабочую поверхность индукционным методом.
Все стыковочные места, крепёжные и сварочные выступы шлифуют. Гибочный инструмент позволяет гнуть металл на угол от 26° до 180°.
Под высоким давлением он вдавливает сталь или железо в матрицу, вынуждая повторять изгибы и форму основы.

Гибка металла, несмотря на простое звучание, процесс довольно сложный, требует специализированных знаний и опыта работы на соответствующем оборудовании. Даже при постоянной задаче получения угла 90° требуется точная настройка. В зависимости от обрабатываемого металла (лист разной толщины, алюминий или нержавеющая сталь) на выходе могут быть разные значения.
Длина листа тоже влияет на показатели, меняется точность от сгиба поперёк или вдоль волокна металла, от упругости деформации, от пружинения. Соблюдение точности зависит от множества параметров. Различают два вида холодной гибки:
- воздушная (или свободная);
- калибровка.
Первым методом легко достигается гибкость, но у него есть недостаток в точности.
Пуансон вдавливает металл на заданную глубину в канавку матрицы, при этом лист не касается стенок — угол сгиба достигается не геометрическими показателями оборудования, а положением продольной оси.
На гибочных станках и прессах с числовым программным управлением можно настраивать значения с точностью до 0,01 мм. Чтобы выставить нужное положение оси, учитывается множество параметров. Преимущество воздушного метода — высокая гибкость.
Различные сгибы угла достигаются вариантным давлением пресса. Таким методом можно получать разный радиус без замены инструмента, это уменьшает расходы на оборудование. В отличие от калибровки, свободная гибка требует меньше усилий. При методе калибровки соблюдается точность углов, при этом возможно изготовление фигурных профилей путём подбора специальных матриц и пуансонов.
Для получения длинных деталей на траверсе листогиба закрепляют несколько пуансонов, выставляя их по линии гиба и корректируя вылет при помощи переходников.
Вся система крепится зажимами. Для удобства рекомендуют использовать систему быстросменных креплений.
Листогибочные прессы, гибочные станки требуют качественно отшлифованного инструмента.
Шлифовка необходима, чтобы исключить брак в изготовлении деталей, недопустимые неточности в радиусе внутреннего и внешнего угла.
Кроме того, неотшлифованная поверхность может привести к порче оборудования. Для придания гладкости гибочному инструменту используют высокоточное оборудование, где качество шлифовки измеряется в микронах.
Помимо листогибочных прессов, есть несколько видов специализированных гибочных станков. У каждого из них свой принцип работы, в соответствии с назначением.
На таких станках гнут профиль, проволоку, трубы, скобы, листовой прокат.
На производстве, где требуется изогнутая металлическая поверхность, обойтись без гибочного оборудования невозможно, поэтому производители предлагают широкий ассортимент такого инструмента.
Обзор пуансона и матрицы для листогиба смотрите далее.
Пуансоны и матрицы
Пуансон и матрица используется в производстве для придания необходимого внешнего вида и объёма. Качественная форма будущего элемента всецело зависит от модификации данных элементов и их состояния. Именно поэтому при выборе (пуансон) важно разбираться в их типах, видах и особенностей работы.
Для расчета стоимости изготовления пуансонов, матриц или штампов пошлите запрос с чертежами на электронную почту [email protected]
Что такое пуансон и матрица?
Матрица — металлический короб, создающий форму продукта. Конструкция обладает пропорциональными параллельными границами и не имеет крышки.
По конструкции их разделяют на:
- простые;
- сложные;
- комбинированные.

Простые матрицы применяются для изготовления несложных строительных материалов (кирпичи и блоки), сложные же изготавливают исключительно на заказ, без массового производства.
Пуансон — элемент, закрывающий сверху матрицу, точно повторяющий её размеры и форму. Сам по себе он представляет собой пресс небольшого размера для штамповки и маркировки изделий. Деталь может выполнять несколько функций:
- пресс-штамппель — в этом случае на изделии выдавливаются нужные границы, образуются впадины и выступы;
- маркировка — тиснение одной области с нанесением нужно информации или рисунка;
- штамп.

- Происходит давление на пресс-шайбу пуансоном.
- Заготовка расположенная между пресс-шайбой и матрицей продавливается под воздействием высоких температур.
- Изделие из высокопрочной стали не деформируется и принимает нужную форму, если оборудование хорошо заточено и отшлифовано.
Если обобщить, то действие пуансона направлено на изготовление однотипных заготовок (или единичных) большим тиражом, что безусловно является неотъемлемой частью любого массового производства. Ведь с помощью этой детали можно быстро и качественно выпускать большое количество товара, не проверяя каждое изделие на соответствие и ее прилагая особых усилий.
У каждого отверстия предварительно установлены параметры, по которым оборудование вытесняет или вырезает узоры или текст. Каждое из них при использовании качественного прессинга не требует дополнительной обработки и прочих манипуляций. То есть изделие изготавливается за 1-2 действия (если необходимо дополнительное снятие листа специальными инструментами).
Матрица и пуансон для пресса — неотъемлемая часть любого штамповочного или прессового производства. Продукция созданная данным методом наиболее часто используется в строительной сфере и там, где применимы предметы металлообработки. Широкое распространение оборудование получило в процессе формирование листовых заготовок из стали и создания фигурных пустот в газобетонных блоках.
Из каких материалов изготавливают пуансоны и матрицы?
Матрица является основой данного приспособления и всегда представлена только в металле, как и (материалы пуансона), однако, их разновидности варьируются в зависимости от температуры при осуществлении процесса давления. Ведь при горячем прессовании показатели очень велики. Именно этот нюанс и диктует из чего должно быть изготовлено оборудование, чтобы не расплавиться и не деформироваться.
- При осуществлении холодных процессов используются высокопрочная сталь, способная выдержать уровень накаливания до 54-65 HRC. На замену ей может выступить материал марки 6ХВ2С. Их основными характеристиками является высокая прочность, устойчивость к повреждениям и антикоррозийные свойства. Категорически запрещено использование легализованной стали, так как они под воздействием высоких температур становятся более хрупкими и теряют свою износоустойчивость.
- Горячие процессы предполагают собой работу с очень высокими температурами. При этом сталь деталей пуансона не должна подвергаться деформации во время штампования. Поэтому материалы используют с повышенной износоустойчивостью.
- Прогресс движется вперёд и уже на производстве широко используются новые материалы, такие как полиуретан. Он обладает не только устойчивостью к деформации, но и эластичными свойствами в совокупностью с высокой твердостью до 98 ед. по Шору после застывания, что делает его уникальным сырьём.
- Матрица же может быть изготовлена ещё и из резины, помимо других материалов.
Типы и виды пуансонов
Виды пуансонов классифицируются посредством техники воздействия на материал и типу конструкции:
- вырубной пуансон;
- пробивной;
- прошивной;
- просечный.
Пуансон вырубной и матрица, которые изготовлены из высококачественных сплавов могут использоваться для гидравлических прессов.
Но самое большое распространение они получили в стандартном промышленном оборудовании. Для менее качественных изделий альтернативой может стать использование плоского позитива (штампа) с прорезью в стальном листе.
Именно таким методом успешно пользовались в самом начале в области авиастроения.
Для такого вида штамповки рекомендовано выбирать высокоуглеродистую сталь. При правильной работе, очистке, выборе материалов и подготовке оборудования оно создаст больше сотни заготовок.
Если используется элемент с рифленой поверхностью, это в разы увеличивает износоустойчивость будущего изделия. Эта технология снижает риск возникновение заусенцев и прочих неровностей на поверхности листов. Также упрощается процедура отсоединения готового продукта от оборудования: для этого не нужно использование дополнительных инструментов.
Прошивным пуансоном делают сквозные отверстия. Его устанавливают в специальное гнездо, предназначенное для пауснодержателя.
Перед использованием детали цилиндрической формы предварительно обрабатывают на токарном и строгальном оборудовании. Прошивка также подготавливается отдельно и затем крепится к верхней части элемента.
В большинстве пуансонов такого типа проделывают небольшое отверстие в 1,5 мм с целью отвода образовавшихся газов.
https://www.youtube.com/watch?v=-F6siD2S4N8u0026t=10s
Штампы с просеянными пуансонами предназначены для холодного воздействия и поэтому изготавливаются из высокопрочной стали, которая не подвергается коррозии. Также используются для горячей работы с заготовками из углеродистого материала небольших деталей и элементов. Кромки по контуру используют исключительно острозаточенные.
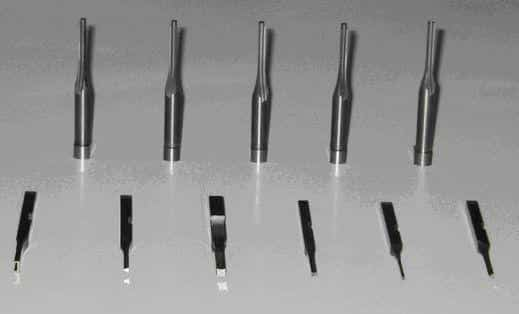
Штамповка происходит за счёт прорезывания листов ножевыми выступающими элементами. Для того, что снять готово изделие с оборудования, используют специализированный выталкиватель. На (фото пуансона) просеянного типа видны ножевые штампы, которые и выполняют основные задачи.
Именно эти элементы должны быть тщательно обработаны и наточены для выхода четких линий без затяжек и заусенцев.
Особенности пуансонов и матриц
Данные детали очень просты в эксплуатации, но из-за активной работы с ними под воздействием высоких температур и недостатке должного ухода часто подлежат замене.
Чтобы увеличить срок их службы необходимо регулярно очищать их от оставшегося на стенках материала с помощью специальных приспособлений: щёток, скребков, шпателей различного размера и жесткости.
Также осуществляется промывка пресса с помощью шланга с проточной водой под большим напором. Перед следующим использованием поверхности полностью просушивают.
Но несмотря на бережный уход за матрицами и пуансонами их срок службы составляет от 4 до 6 лет.
Разработчики системы предусмотрели момент недолгой службы деталей и поэтому они с легкостью поддаются замене в случае необходимости.
В специализированных магазинах представлен широкий ассортимент различных конфигураций (пуансонов для штампа) или пресса. Также можно выбрать материал изделия согласно необходимому процессу воздействия на сталь.

Для различных видов операций выбирают разные пуансоны. Обращают внимание на следующие параметры:
- форма;
- материал изделия:
- тип;
- размер.
Выбрав необходимую модификацию деталей, следует обратить внимания на следующие критерии:
- между матрицей и пуансоном не должно быть зазора более нормы или же полного его отсутствия;
- отсутствие неровностей на поверхностях;
- противопоказано наличие трещин на деталях.
Обработка (пуансона для пресса) со сложным тиснением требует особо внимания. Для данных целей используют большое количество различных станков, в том числе строгальный и фризеровочный. Матрица проходит дополнительную подготовку такими же средствами.
Главное помнить, что даже самое качественное оборудование перед применением стоит предварительно обследовать и обработать. Только в этом случае можно добиться желаемого результата по чистоте среза.
Роль зазора между матрицей и пуансоном
Наличие зазора между матрицей и пуансоном — одно из основных требований при их совместное работе для качественного точного среза. При его отсутствии или не соответствующем размере могут возникнуть следующие проблемы:
- поверхность среза при недостаточном зазоре будет рваной, слоистой, неоднородной;
- большое расстояние обеспечит наличие риска втянуть тонкий слой металла в оттиск большего количества нежели требуется, что приведёт к его разрыву. Готовый результат будет неудовлетворительным по качеству, так как края среза окажутся затянутыми, с отсутствием гладкой поверхности, что должно являться стандартом для каждого полученного продукта;
- для изделий более низкого качества существует допустимый стандарт, отличающийся от принятых показателей. Но и он составляет лишь 30%от толщины стали.
Для изготовления высококачественных изделий допустимый зазор колеблется между 4-16%. В противном случае товар не идёт на реализацию, а попадает под списание.
В этом процессе очень важна точность, поэтому при разработке любого проекта индивидуально до миллиметров подбирается толщина зазора и при хорошо наточенном пуансоне осуществляется качественный оттиск изделия. Чем лучше заточены и обработаны (пуансон и матрица в штампе), тем дольше они прослужат на производстве.
Несмотря на то, что матрица и пуансон — лёгкие в эксплуатации элементы оборудования стоит тщательно подходить к их подбору каждый раз.
Ведь с их помощью можно изготовить не только грубые изделия для черновой строительной отделки, но и изделия с красивым тонким оттиском для декоративных целей.
Если гарантировать деталям своевременную очистку и их смену, то в результате получится качественный товар на продажу, который можно производить как больших тиражом, так и в единичных экземплярах, в зависимости от потребностей заказчика и изготовителя.
Способы изготовления матриц для штамповки сталей, основные характеристики пуансонов
Работы по штамповке и прессовке различных заготовок требуют применения специальных пуансонов. Такое изделие используется для маркировки узлов устройств, при обработке металлов или в процессе штамповки.
Для того чтобы сделать качественную штамповку или маркировку узла устройства, к нему необходимо приложить непосредственное давление. Именно для этой цели и был разработан пуансон, который может быть самой разной конструкции.
Специалисты выделяют следующие типы подобных приспособлений:
- вырубные;
- пробивные;
- прошивочные;
- просечные.
Как работают матрицы и пуансоны
При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
Другими словами, штамп считается приспособлением, который при помощи давления может изготовить заготовку необходимой формы и размера. При штамповке различных деталей он является наиболее важным инструментом. Когда вместе с ним применяется полиуретан, то из него делают качественную матрицу, которая будет ответным узлом штампа.
При сборке любого вида штампа конструкция этого приспособления всегда полностью совпадает с режущей кромкой матрицы. Другими словами, подобное изделие является замыкающим узлом, который способен создать верхнюю часть заготовки.
Набором пуансонов называется небольшой пресс, который может качественно маркировать или делать штамповку разных узлов.
С помощью этого приспособления есть возможность изготавливать заготовки любых габаритов или наносить качественную маркировку, которая может быть зеркальной или обычной.
Наборы пуансонов используются на металлообрабатывающих предприятиях, на которых практикуется прессование железных заготовок или изготавливаются листовые детали. В строительной сфере при помощи этого приспособления можно сделать блоки из газобетона, которые имеют различные пустоты.
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Материалы для изготовления пуансонов и матриц
Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Материалы для изготовления этих деталей соответствуют таким характеристикам:
- высокой степенью износоустойчивости;
- большой прочностью;
- устойчивостью к коррозии.
Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Основные характеристики изделия
Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
По этой причине при производстве цилиндрических штампов выполняется основательное шлифование. Мастера делают черновую обработку приспособления, а потом уже чистую шлифовку. Приспособление затачивается и полируется на последнем этапе его изготовления.
Чтобы сделать фасонные пуансоны, используется технологический оттиск. Приспособление закаливают в горячей печке в течение 10 минут. Далее приступают к финишной шлифовке. Чтобы получить изделие сложной формы, применяется большое количество специализированного оборудования. Тут почти невозможно обойтись без использования фрезерных и строгальных станков.
Подобное оборудование нужно для производства матрицы. Когда формы для пресса сделаны очень качественно, а пуансон снабжен точной линией среза, то штамп будет обладать высокой степенью износоустойчивости и большим сроком службы. Специалисты считают, что сделать штампы своими руками очень сложно. Для этого необходимо обладать многими знаниями в области обработки металлов.
Пресс-формы матрица и пуансон: назначение и особенности проектирования — Национальная сборная Worldskills Россия
“
Вы говорите по‑французски? Poinçon переводится с французского как «шило» или «штемпель», что отражает основное назначение этого инструмента в работе. Давайте подробнее разберемся, что такое пуансон и матрица и какова их роль, когда мы говорим об изготовлении изделий из полимерных материалов.
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Поверхность контакта между подвижной и неподвижной частями
Угол наклона поверхности, располагаемый между вертикальными поверхностями и применяемый для облегчения выталкивания детали
Сплав железа и углерода с другими элементами, содержание углерода в сплаве не более 2,14%
Излишки материала, остающиеся на детали после обработки
Что такое матрица и пуансон
Матрица определяет форму и размеры изделия снаружи, а пуансон — внутри. Они являются формообразующими элементами. При этом существуют конструкции с несколькими формообразующими плитами, и порой сложно определить, что отнести к пуансону, а что — к матрице.
Кроме этих определений можно использовать такие названия, как «подвижная плита» и «неподвижная плита». На примере пресс-формы с двумя плитами матрицей будет неподвижная часть, а пуансоном — подвижная.
Зачастую конструкция пресс-формы предполагает изготовление одновременно нескольких деталей и использование разных формообразующих элементов.
Критерии работы над матрицей и пуансоном
Выбираем поверхность разделения. Выбранная поверхность разделения будет определять вид формообразующих плит. Важно, чтобы продукт оставался в пуансоне при раскрытии пресс-формы. Необходимо обеспечить плотное и надежное запирание формующей полости и предотвращение вытекания из нее расплава полимера — облоя.
Соблюдаем точность размеров и геометрических параметров.
При разработке формообразующих плит необходимо учитывать усадку полимерного материала. Она может составлять от нескольких десятых процента до нескольких процентов.
Тщательно полируем формообразующие поверхности.
Окончательная обработка формообразующих поверхностей определяется конструктором. Этот выбор сказывается на конструкции и стоимости формы. Помимо зеркальной обработанной поверхности, часто используют текстурированную: для имитации поверхности дерева, кожи и других материалов.  Учитываем технологический уклон.
Учитываем технологический уклон.
Внимательно относимся к поднутрениям.
Примером поднутрений являются отверстия в боковой стенке, выступы над нижней стенкой, горизонтальные бобышки и защелки. Лучше избегать поднутрений, так как они усложняют конструкцию механизма, что в конечном итоге сказывается на стоимости готовой пресс‑формы.
Материалы для формообразующих элементов
Для изготовления матрицы и пуансона используют разные черные и цветные металлы. Наиболее популярные из них:
- сталь P20 (стандарт США),
- сталь 1.2311 (стандарт Германии),
- сталь 38ХНМ (стандарт России).
“
На этом наше первое знакомство с матрицей и пуансоном подошло к концу, но не волнуйтесь, на протяжении видеокурса мы будем часто к ним обращаться. А теперь предлагаем проверить полученные знания на практике.
0%
0%
0%
0%
0%
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пуансон и матрица
Для того чтобы изготовить изделия из металла сегодня применяется специализированное оборудование. Без использования соответствующей оснастки изготовить некоторые детали, с учетом максимальной точности их размеров, практически невозможно. Именно поэтому штампы, прессы, а также другие приспособления оснащаются пуансонами и матрицами.
Как известно, без соблюдения идеальной точности размеров изделия, ни о каком высоком качестве продукции даже не может идти и речи. Это же касается и внешнего вида детали, что во многих случаях также очень важно.
Что такое матрица и пуансон
Матрица – это специальный металлический короб, придающий форму для будущей детали или изделия. В ней полностью отсутствует крышка, а стенки строго параллельны.
Сегодня можно использовать матрицы, предназначенные только для какого-то определенного вида изделия (простые), а также для большего количества типов продукции (комбинированные).
К последним прибегают гораздо реже, чем матрицам простого типа, которые широко применяются в строительной и других сферах.
С их помощью изготавливается различная продукция, среди которой пустотелые кирпичи, блоки и т д.
Пуансон (другое название пресс-штемпель) представляет собой особую конструкцию, которая полностью совпадает с профилем матрицы. Иными словами, он образует будущее изделие с верхней стороны, выполняя функцию пресса, маркировщика или штампа.
С помощью такой системы можно выполнять выдавливание детали, нанесение маркировки (в зеркальном или обычном виде), либо штамповку.
Чаще всего пуансоны используются в сфере обработки металла (например, для прессования, гибки листового металла), изготовления различных строительных материалов (шлакоблоков, газобетонных блоков различных типов) и других.
Виды и типы (по материалу, конструкции, применению, назначению)
В зависимости от типа конструкции и назначения, пуансоны бывают:
- прошивными;
- пробивными;
- вырубными;
- просечными
С помощью пуансона заготовка продавливается через матрицу. Весь рабочий процесс проходит в условиях высокого давления, а при горячей обработке – еще и температурного воздействия.
Исходя из этих, а также других особенностей, используются определенные материалы, которые обеспечивают высокую точность изделий, а также отсутствие деформации самой системы.
Все это позволяет работать длительное время без необходимости замены.
Они изготавливаются из следующих материалов:
- Высокопрочные стали с высоким уровнем износоустойчивости. Чаще всего применяются при горячих процессах работ, что обеспечивает максимальный уровень стойкости штампа.
- Стали высоких прочностей. В основном, используются при холодных рабочих процессах. Все материалы, которые используются для изготовления пуансонов данного типа, в обязательной степени должны обладать максимальным уровнем износоустойчивости, прочности, а также антикоррозийными свойствами. В данном случае легированные стали не подойдут, поскольку они не отвечают всем требованиям, и после регулярных температурных воздействий становятся чрезмерно хрупкими для таких работ.
- Полиуретан – это высококачественный современный полимерный материал, который отличается повышенной износостойкостью, прочностью, а также эластичностью и твердостью.
Особенности
Любые станки промышленного назначения отличаются не только простотой в работе и обслуживании, но также практичностью и долговечностью. Однако для того, чтобы пуансоны и матрицы служили максимально длительные сроки, необходимо постоянно следить за оборудованием, особенно, касаемо очистки рабочего пространства и оборудования после работы.
Что касается рабочей поверхности пресса или станка, их необходимо регулярно чистить и обслуживать. Таким образом будет гарантирована длительная бесперебойная работа.
Однако не следует забывать, что даже при самом лучшем отношении к станкам вам все ровно придется часто менять различные расходные части матриц и пуансонов, поскольку они относятся к категории быстроизнашивающихся. В среднем срок эксплуатации пуансона и матрицы от 4 до 6 лет (зависит непосредственно от условий использования и специфики работ).
Что касается размеров и форм составных частей матриц и пуансонов, они могут существенно отличаться, в зависимости от особенностей запланированных работ. Если более конкретно, их конфигурация будет зависеть от размеров, типа, а также формы бетонного или металлического изделия, которое планируется изготавливать с помощью данного оборудования.
Для качественного результата с максимальной точностью необходимо постоянно следить за рабочей поверхностью штамповочных станков и прессов. Нужно, чтобы она была ровной без трещин, заусенцев, пробоин, выступов, зазоров и других деформаций. Все это самым прямым образом будет влиять на конечное качество и размер будущего изделия.
С этой целью пуансоны цилиндрического типа часто подвергают шлифовке (черновой и чистовой), а также заточке и полировке. Пуансоны фасонного назначения производятся путем оттиска с обязательным процессом закалки (на протяжении 8 минут деталь находится под воздействием температуры 780 градусов) и финишной обработки. Все это обеспечивает идеальную четкость оттисков и гладкость поверхности.
При работе с деталями с широким контуром обычно используются фрезерные или строгальные станки. С их же помощью также изготавливаются матрицы, учитывая особенности и точные размеры изделий. Прессовальные формы, которые изготовлены с соблюдением норм производства, обеспечивают максимально точную линию среза, притом, что сам штамп в процессе эксплуатации изнашивается в минимальной степени.
С помощью матриц и пуансонов можно производить однотипные детали в больших объемах без необходимости проверки каждой из них на предмет соответствия размеров.
При этом каждое отдельно взятое отверстие имеет конкретные параметры, согласно которым производится вытеснение, вырезание и другие манипуляции. После этого деталь совершенно не обязательно подвергать дополнительным обработкам.
Иными словами, весь процесс изготовления продукции требует всего 1-2 действия, позволяя существенно сэкономить время.
Зазор между матрицей и пуансоном
Контроль зазора между матрицей и пуансоном — это очень важный момент, от которой напрямую зависит конечный результат.
Главные особенности:
- Если зазор слишком мал, поверхность среза будет слоиться и рваться, с заусенцами и неровностями.
- При слишком большом зазоре тонкий материал будет втягиваться с последующим его разрывом. В таких условиях изделие получит затянутые края, а также заусенцы. При повышенной толщине материала, в готовом изделии могут наблюдаться слегка закругленные кромки.
- Согласно соответствующим правилам и нормам, разрешается производство деталей при зазоре 30% максимум от толщины, а также острых режущих краях.
Сам по себе зазор всегда непосредственно зависит от толщины и особенностей материала. Он может колебаться в пределах от 0,5 мм до 12 миллиметров, а также от 4 до 16% от толщины заготовки.
Вы сможете обеспечить действительно идеальную точность конечной продукции только в случае, если зазор между матрицей и пуансоном будет правильно определен и настроен. Здесь также важнейшую роль играет уровень остроты кромок. Если все настроено правильно, в соответствии с нормами, изготавливаемая деталь получает размеры, точно соответствующие техническому проекту.
Обеспечиваем клиентов качественной продукцией
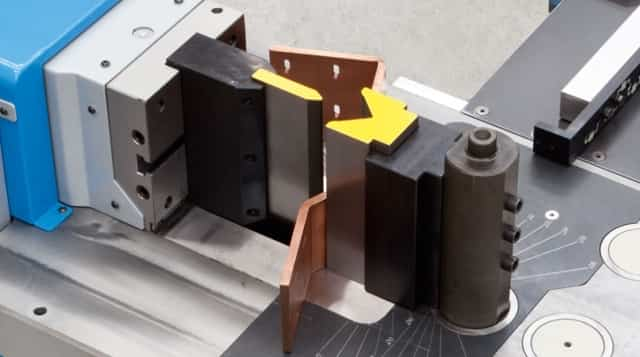
На производственном предприятии Rival Laser применяют самые современные технологии и оборудование. К примеру, вот применение пуансона и матрицы при гибке листового металла автономном панелегибе Salvagnini.
Используя на своем оборудовании только качественные пуансоны и матрицы, изготовленные согласно всем правилам и нормам, компания Rival Laser существенно экономит Ваше время, средства и нервы. Мы изготавливаем продукцию с максимальной точностью и в строгом соответствии с Техническим заданием клиента.
- Металлообработка — основной вид деятельности компании «Риваль Лазер».
- Мы специализируемся на работе с черными и цветными металлами и предлагаем весь цикл услуг их обработки: от резки и гибки заготовок до порошковой покраски и дробеструйной обработки.
- Мы предлагаем выгодные условия сотрудничества для предприятий металлургической, машиностроительной и других отраслей производства и работаем по всей России, СНГ и Европе.
Пуансон и матрица для штамповки: что это такое, их назначение и применение
Он может иметь самую разную конструкцию:
- вырубной;
- пробивной
- прошивочный;
- просечной.
Принцип работы пуансона
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Для чего нужна матрица?
Для изготовления стальных заготовок, материалом матрицы становится специальная высокопрочная сталь, повышенной износостойкости. Такая конструкция всегда имеет стенки без крышки.
Матрица может иметь несколько видов конструкции:
- простая;
- сложная;
- комбинированная.
Особо сложные конструкции применяются редко, их изготавливают по специальному заказу.
Наиболее простые матрицы можно встретить при изготовлении пустотных кирпичей и блоков.
Штамп и пуансон
Пуансон — это маленький пресс, который способен штамповать и маркировать детали. С его помощью можно штамповать детали любой формы или нанести маркировку, причем она может быть обыкновенной или в зеркальном отражении.
В основном пуансон применяется в металлообрабатывающей промышленности, там, где используется прессование металлов, формируются листовые заготовки. В строительном производстве с помощью пуансона получают газобетонные блоки, имеющие фигурные пустоты.
Материалы матрицы и пуансона
При холодном прессовании, детали изготавливают из специальной высокопрочной стали, отличающейся повышенной прокаливаемостью. Твердость закалки по Роквеллу составляет более 60 единиц. Применяется и особая инструментальная сталь — 6ХВ2С. Эти материалы отличает:
- износоустойчивость;
- высокая прочность;
- антикорозийность.
При высоких температурах нельзя использовать легированные стали. Они под влиянием высокой температуры становятся хрупкими. Каждый пуансон имеет максимальную твердость по всей высоте своей поверхности.
В горячем производстве верхнюю часть штампа изготавливают из специальных износоустойчивых сталей, которые не деформируются при высокой температуре. Таким образом обеспечивается наивысшая стойкость штампа.
В некоторых случаях используются и современные полимеры. Чаще всего применяется полиуретан. Он отличается высокой эластичностью и повышенной прочностью. Его твердость достигает 98 единиц по Шору.
Характеристика пуансонов
Оснастка вибропрессов штамповочного оборудования имеет различную конфигурацию. Она применяется для самых разных технологических операций. Все зависит от нескольких параметров:
- формы;
- типа;
- размера;
- материала будущей детали. Она может быть стальной или бетонной.
К оснастке штамповочных прессов предъявляются конкретные требования. Не допускаются:
- зазоры;
- заусенцы;
- трещины;
- неровности.
Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Для изготовления фасонных пуансонов применяется технологический оттиск. Деталь закаливают в термопечи в течение примерно восьми минут при температуре 780 градусов по Цельсию. Затем ее подвергают финишной обработке.
Для получения оснастки, имеющей сложный контур, используется целый парк специальных станков. В этом случае практически невозможно обойтись без строгального и фрезерного оборудования.
Такое же оборудование необходимо для изготовления матрицы, когда необходимо учесть соответствующие размеры.
Если пресс-формы изготовлены с высоким качеством, а пуансон имеет точную линию среза, то такой штамп будет отличаться минимальным износом и максимальным сроком эксплуатации.
- Николай Иванович Матвеев
- Распечатать





