- Определение сварочных напряжений и деформаций
- Причины возникновения
- Классификация напряжений и деформаций
- Как предотвратить возникновение
- Методы устранения напряжений
- Методы устранения деформаций
- Методы снижения сварочных напряжений и устранения остаточных деформаций
- Сварочные технологии, качество сварки, статьи
- Отжиг для снятия внутренних напряжений
- Почему необходима термическая обработка металла
- Остаточные напряжения
- Виды отжига
- Причины возникновения
- Полный, неполный отжиг
- Как предотвратить возникновение
- Изотермический отжиг
- Диффузионный отжиг
- Рекристаллизационный отжиг
- Аргонодуговой прием
- Особенности отжига различных видов стали
21.11.2019
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
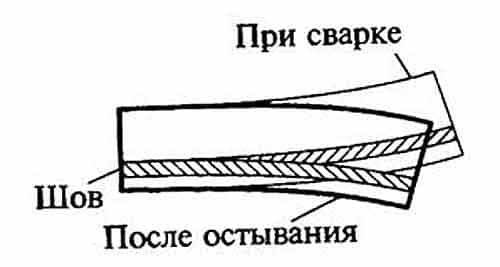 Наглядная картинка деформации сварного соединения при сварке и после остывания
Наглядная картинка деформации сварного соединения при сварке и после остывания
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Магнитопорошковая дефектоскопия сварных соединений
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
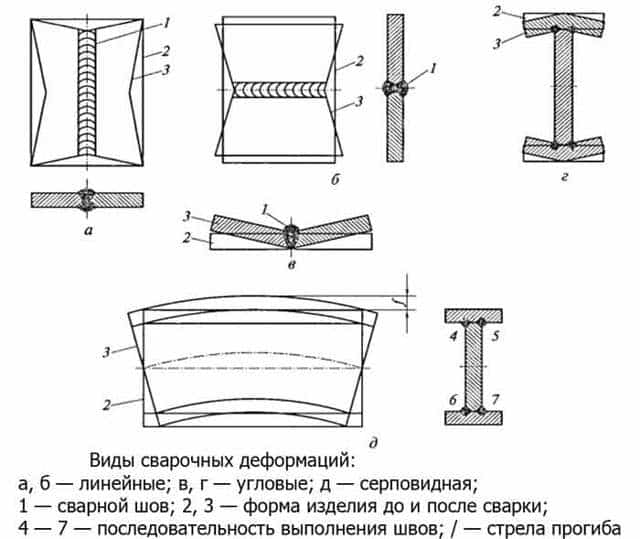
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей.
После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления.
Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Сварка под флюсом: технология и выбор режимов
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Сварочные напряжения и деформации Ссылка на основную публикацию 

Методы снижения сварочных напряжений и устранения остаточных деформаций
Методы снижения сварочных напряжений и устранения остаточных деформаций
Если меры предотвращения образования сварочных напряжений и деформаций оказываются недостаточными, появляется необходимость в устранении (снятии) возникших напряжений и деформаций.
Снятие сварочных напряжений путем термообработки. Для полного снятия напряжений сварные соединения подвергают термообработке. С этой целью при сварке углеродистых конструкционных сталей проводят общий высокий отпуск конструкции (нагрев до 630 — 650ºС с выдержкой при этой температуре в течение 2- 3 мин на 1 мм толщины металла).
Охлаждение должно быть медленным для того, чтобы при его прохождении снова не возникли напряжения. Режим охлаждения в основном зависит от химического состава стали. Чем больше содержание элементов, способствующих закалке, тем меньше должна быть скорость охлаждения.
Во многих случаях деталь охлаждают до температуры 300ºС с печью, а затем на спокойном воздухе.
При высоком отпуске сварочные напряжения снимаются вследствие того, что при температуре 600ºС предел текучести металла близок к нулю и материал практически не оказывает сопротивления пластической деформации, в процессе которой происходит релаксация сварочных напряжений.
При температуре отпуска 600 — 620ºС наблюдается некоторое охрупчивание металла, порог хладноломкости перемещается в сторону положительных температур. Особенно это проявляется на сталях, содержащих ванадий.
Снижение температуры отпуска до 550 — 560ºС устраняет указанный недостаток.
В ряде случаев можно ограничиться высоким отпуском отдельных элементов конструкции. Так, при изготовлении сферических резервуаров для хранения различных продуктов ограничиваются только отпуском лепестков с приваренными люками.
Отпуск отдельных узлов применяют также при изготовлении сварных рам тележек вагонов и локомотивов.
Такие операции значительно проще, чем отпуск всей конструкции, и, как показал опыт, обеспечивают требуемую эксплуатационную надежность.
Высокий отпуск является дорогой операцией, удлиняющей технологический процесс изготовления конструкции, и его следует применять в действительно необходимых случаях.
Если механическая обработка проводится на детали, не прошедшей отпуска, то в связи с перераспределением напряжений может произойти изменение ее размеров.
В большинстве случаев при сварке изделий из стали с повышенным содержанием углерода и легирующих элементов можно ограничиться только предварительным местным или общим подогревом и не проводить последующей термообработки.
Термопластический метод снятия напряжений. Метод основан на создании пластических деформаций в зоне шва, что осуществляется путем нагрева смежных со швом участков основного металла.
При этом достигается тот же эффект, что и при растяжении внешними силами. Снятие напряжений достигается только при тщательной регулировке источника нагрева и определенной скорости перемещения его вдоль шва.
Снятие сварочных напряжений с помощью аргоно-дуговой обработки. Одной из мер снятия сварочных напряжений является расплавление участка перехода от шва к основному металлу неплавящимся электродом в аргоне.
При этом нарушается равновесие внутренних сил напряженного поля вследствие перехода части металла в жидкое и пластическое состояние.
Естественно, что при кристаллизации расплавленного металла будут вновь возникать напряжения, однако они сравнительно малы, так как количество этого металла во много раз меньше, чем металла шва.
Расплавление небольшого количества основного металла и металла шва приводит к уменьшению напряжений на 60 — 70%. Получаемый при этом плавный переход от шва к основному металлу способствует значительному повышению прочности сварных соединений при переменных нагрузках (рис. 1.)
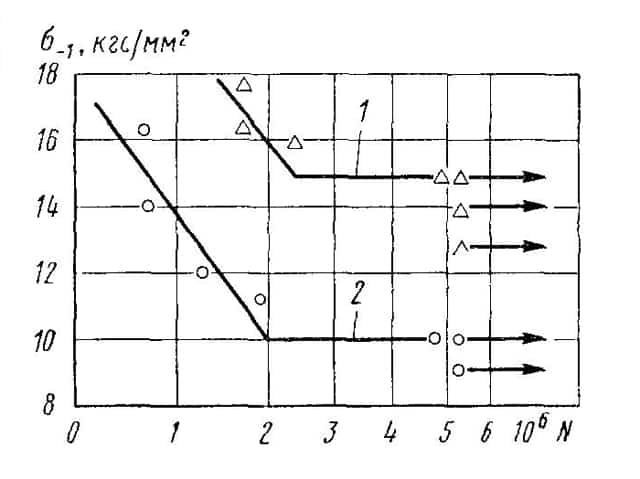
Рис. 1. Кривые выносливости сварных образцов из стали 10Г2Б с накладками: 1 — швы оплавлены; 2 — швы не обработаны
Снятие сварочных напряжений путем проковки металла шва и околошовной зоны. Сварочные напряжения могут быть сняты почти полностью, если в шве и околошовной зоне создать дополнительные пластические деформации. Это достигается проковкой швов.
Проковку производят в процессе остывания металла при температурах 450ºС и выше либо от 150º С и ниже. В интервале температур 400 — 200ºС в связи с пониженной пластичностью металла при ее проковке возможно образование надрывов. Специальный нагрев сварного соединения для выполнения проковки, как правило, не требуется.
Удары наносят вручную молотком массой 0,6 — 1,2 кг с закругленным бойком или пневматическим молотком с небольшим усилием. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть трещины.
Этот прием применяют для снятия напряжений при заварке трещин и замыкающих швов в жестких конструкциях. Проковка сварного соединения также способствует повышению усталостной прочности конструкции.
Снятие сварочных напряжений путем нагружения конструкции до напряжений, равных пределу текучести металла. Эффективной мерой снятия сварочных напряжений в конструкциях, изготовляемых из незакаливающихся сталей, является воздействие на сварную конструкцию внешних сил, от которых в ней возникают напряжения, равные пределу текучести металла.
Нагружение конструкции должно быть статическим и проводиться в условиях, когда металл находится в пластическом состоянии (при положительной температуре). Такой метод снятия напряжений особо следует рекомендовать для конструкций, работающих в тяжелых условиях эксплуатации (низкие температуры, большие скорости приложения нагрузок) перед вводом их в работу.
Если в первый период эксплуатации конструкция работает в условиях, когда металл находится в пластическом состоянии, происходит смягчение остроты концентраторов напряжений. При этом сварочные напряжения не повлияют на статическую прочность конструкции при тяжелых условиях ее эксплуатации.
При снятии напряжений этим способом не все элементы конструкции могут быть нагружены до предела текучести. Поэтому напряжения снимаются только в элементах, наиболее нагруженных от прилагаемых нагрузок, в остальных, например в участках с приваренными ребрами, фланцами и т.п.
, они остаются почти без изменений.
Нагружение до предела текучести конструкций, при сварке которых возможно образование малопластических закалочных структур в околошовной зоне, не приводит к снятию сварочных напряжений. В этом случае сварочные напряжения могут быть сняты только высоким отпуском. Выполнен ряд исследовательских работ по уменьшению либо полному устранению сварочных напряжений при помощи ультразвука.
Устранение деформации путем термической правки. При термической правке нагрев производят газокислородным пламенем либо электрической дугой неплавящимся электродом. Температура нагрева деформированного участка при термической правке составляет 750 — 850º С.
Нагретый участок стремится расшириться, однако окружающий его холодный металл ограничивает возможность расширения, в результате чего возникают пластические деформации сжатия.
После охлаждения линейные размеры нагретого участка уменьшаются, что приводит к уменьшению или полному устранению деформаций
На рис. 2, а показаны деформированная балка с приваренными косынками и места, подлежащие нагреву при правке.
Если балка таврового сечения деформируется после сварки в сторону пояса, то рекомендуется править ее, как показано на рис. 2, в, и нагревать ряд участков самого пояса.
В практике часто наблюдается сложная деформация стенки и пояса (рис. 2, б). Для устранения такой деформации производят нагрев как вертикальной стенки, так и пояса.
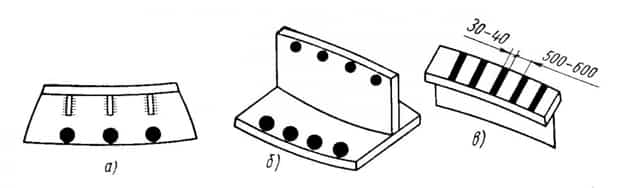
Рис. 2. Правка деформированной тавровой балки нагревом (кружками и полосками указаны места нагрева): а — правка при вогнутой полке, б — правка при сложной деформации, в — правка при выпуклой полке
Для правки сварных конструкций требуется определенный навык. Поэтому, если в производственных условиях неизбежна правка конструкций, то для выполнения термической правки необходимо специально обучать рабочих.
В случае деформации тонкого листа, приваренного к массивной раме, правку можно осуществлять путем нагрева в симметрично расположенных точках с выпуклой стороны листа. Нагрев следует начинать от центра выпуклости.
Устранение деформации путем механической правки. Для устранения деформации механическую правку можно осуществлять на прессах или при толщине металла до 3 мм вручную ударами молотка. Этот вид правки менее целесообразен, чем термическая правка, и его применение следует ограничивать.
При механической правке образуется местный наклеп, повышающий предел текучести металла. Пластические свойства металла резко снижаются, особенно у кипящей стали.
Вызываемая наклепом неоднородность механических свойств сказывается отрицательно на статической прочности конструкции и при эксплуатации конструкции под переменными нагрузками.
Сварочные технологии, качество сварки, статьи
Журнал «Сфера Нефтегаз», №1/2010
А.П. Летуновский, Г.В. Новиков, компания «МАГНИТ плюс»
В последние годы огромное внимание во всем мире уделяется послесварочным методам обработки сварных соединений. Практика изготовления сварных конструкций из различных марок сталей и сплавов показывает, что получаемые сварные соединения часто имеют иные прочностные характеристики, чем основной металл.
Вызвано это в первую очередь остаточными сварочными, механическими напряжениями, которые приводят к появлению различного рода дефектов, таких как, образование трещин, стресс-коррозионных растрескиваний, появление питингов, ускоренное протекание коррозионных процессов и других.
На сегодня известно несколько методов снятия механических напряжений, это термообработка, методы пластической деформации, низкочастотная виброобработка, ультразвуковая ударная обработка и другие.
Такие виды обработки как термическая обработка, обкатка сварных соединений роликами, проковка сварных швов и др.
усложняют технологию изготовления металлоконструкций и, кроме того, не всегда являются допустимыми, особенно в конструкциях, выполненных из термически обработанных металлов или металлов, склонных к образованию хрупких структур.
Помимо этого, указанные виды обработки не всегда устраняют недостатки сварочного соединения, а иногда и вносят дополнительно концентраторы механических напряжений.
При использовании метода комплексной термообработки требуется наличие печи, которая требует больших энергетических и финансовых ресурсов, так же предполагаются затраты на транспорт и погрузочно-разгрузочные работы, аренду или выделение территории для окончательного остывания обработанных изделий, что так же является финансовой стороной вопроса, и последнее процесс достаточно емкий по времени.
 Ультразвуковая ударная обработка Ультразвуковая ударная обработка |
Ультразвуковая ударная обработка относится к методу пластической деформации, но процесс проходит на ультразвуковой частоте.
Установлено, что импульсные и циклические напряжения, инициируемые ультразвуковой ударной обработкой, а также сжимающие напряжения в приповерхностных слоях пластически деформированного металла обуславливают снижение уровня остаточных сварочных напряжений на 25–50% а иногда и выше, повышение предела усталости металла в 1,5–3 раза в зависимости от различных марок сталей.
Как известно в сварном шве металлоконструкций в процессе сварки образуются высокие растягивающие напряжения. В результате ультразвуковой ударной обработки в поверхностном слое образца создаются сжимающие напряжения (глубина наклепа) на глубине до 2 мм, а релаксации происходят гораздо глубже.
Результаты исследований свидетельствуют о достаточно высокой эффективности ультразвуковой ударной обработки.
Повышение сопротивления усталости сварных соединений обусловливается влиянием двух основных факторов: снижением растягивающих остаточных сварочных напряжений и поверхностным пластическим деформированием металла на ультразвуковой частоте, приводящим к образованию благоприятных напряжений сжатия в зонах концентраторов.
Исследования коррозионных свойств сварных соединений в морской среде показали, что после ультразвуковой ударной обработки сопротивляемость соединения коррозии возрастает в несколько раз.
В Америке проводились циклические испытания мостовых конструкций, и по утверждению ученых ультразвуковая ударная обработка повышает срок службы сварных мостовых конструкций на 50 лет. В 2009 ООО «МАГНИТ плюс» совместно с ООО «ВНИИ ГАЗ» и РГУ НГ им. И.М.
Губкина проводили работы на производственной базе ООО «Газпромтрансгаз Санкт-Петербург» по отработки технологии ремонта газопроводов с дефектами КРН с применением аргонодугового переплава с последующей ультразвуковой ударной обработкой, работы проводились с поэтапным контролем механических напряжений, определением состояния дефектного участка, замерами напряженного состояния после сварочных работ и после ультразвуковой ударной обработки.
Из результатов проведенной работы установлено, что ультразвуковая ударная обработка, также как и термообработка, создает в обработанной (околошовной) зоне сжимающие напряжения, где до обработки в процессе сварки образовались растягивающие напряжения, что является положительным фактором с позиции эксплуатационной надежности сварной конструкции. При этом ультразвуковая ударная обработка оказывает более эффективное воздействие на перераспределение остаточных сварочных напряжений, по сравнению с термообработкой.
 Низкочастотная виброобработка Низкочастотная виброобработка |
Метод низкочастотной виброобработки предназначен для снятия остаточных механических напряжений в металло-конструкциях больших габаритов с высокими требованиями прочностных характеристик.
При использовании метода происходит определение собственной частоты металлоконструкции, после чего конструкция подвергается вибрационной обработке на этой частоте в течение 15–20 минут, в результате чего происходит перераспределение механических напряжений.
Метод низкочастотной виброобработки позволяет обрабатывать не только малогабаритные конструкции, но и массой свыше 100 тонн, где не всегда возможно применение термообработки.
Использование метода вибрационной обработки изделий снимает ряд вопросов, возникающих при выборе между термообработкой и виброобработкой.
Отпадает необходимость печи, нет необходимости в транспорте и в поиске территории временного хранения, время обработки снижается до минимума, там, где ранее обрабатывали одно изделие, при этом методе может быть обработано значительно больше изделий.
При серийном выпуске изделий, обработка может проводиться на вибростенде, и будет вестись автоматически по таймеру. Совокупность экономий на каждом этапе дает ощутимый экономический эффект в целом.
Если по сравниваемым методам рассмотреть экономический эффект, а так же их влияние на окружающую среду, условия труда рабочих и прочие факторы, экономически привлекательными можно назвать методы виброобработки деталей и ультразвуковой ударной обработки сварных соединений.
- ООО «МАГНИТ плюс» продолжает исследования в области упрочнения сварных соединений и снятия остаточных сварочных напряжений, а так же других вспомогательных технологий, таких как снятие фаски под сварку, размагничивание, изготовление различной магнитной оснастки и др.
- Технологический комплекс «Шмель» для снятия остаточных напряжений методом ультразвуковой ударной обработкой
- Технологический комплекс ВТУ-01МП.2 для снятия остаточных сварочных напряжений методом вибрационной обработки
Отжиг для снятия внутренних напряжений
Участки свариваемых деталей, расположенные в зоне и вокруг шва, подвергаются неравномерным температурным перепадам — моментально нагреваются до состояния плавления и интенсивно остывают. Вследствие таких процессов металл сначала начинает расширяться.
Он оказывает воздействие на ближайшие зоны, имеющие совсем другую температуру. Влияние расширяющейся стали будет выше, чем меньше теплопроводность металла. В результате возникает мощные напряжения, приводящие к деформации материала.
Они негативно влияют на результат работы, поэтому необходимо понимать, каким образом снять напряжение металла после сварки.
Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы.
Полный отжиг стали может длиться более суток для габаритных изделий.
Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов.
Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно.
Ориентироваться придется исключительно по цвету раскаленного металла.
Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно.
При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия.
Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Остаточные напряжения
В металле напряжения возникают во время сварки и по завершению процесса. В последнем случае они формируются по мере охлаждения детали и называются остаточными. Такие напряжения практически во всех конструкционных материалах присутствуют в течение всего эксплуатационного периода.
Они представляют наибольшую опасность для изделий, так как являются причиной изменения габаритов и формы деталей. Поэтому так важно снять напряжение в металле после сварки. Это позволит исключить вероятность изменения внешнего вида изделия и уменьшить степень снижения его эксплуатационных характеристик.
Если же остаточные напряжения в материале слишком большие, то существует вероятность, что деталь невозможно будет использовать.
Формоизменение изделий, изготовленных с помощью сварки, происходит из-за перемещения соединенных элементов, так как в каждой точке металла появляются деформации. Существуют несколько видов изменения формы:
- продольные укорочения, образующиеся в результате усадки в одноименном направлении;
- изгиб плоскости;
- поперечные укорочения; возникающие тоже в результате усадки в соответствующем направлении;
- угловые деформации, когда выполняются тавровые и стоковые сочленения;
- формоизменения балочных конструкций, происходящие из-за деформации поперечных и продольных сварочных швов (в редких случаях происходит закручивание балок).
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла.
Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку.
Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
https://www.youtube.com/watch?v=RfwIWcOONZ0
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными.
Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура.
Важным фактором успешного решения задачи является и режим охлаждения.
Читать также: Обозначение фаза ноль земля на схеме
Полный отжиг стали
Gerrard MMA-200: отзывы и схема, стоит ли покупать?
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения.
Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения.
При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями.
При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки.
Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.
Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.
Температурные зоны для рекристаллизационного отжига
Аргонодуговой прием
Смысл аргонодуговой обработки состоит в расплавление участка, находящегося между сварным швом и основным металлом. Процесс выполняется неплавящимся электродным стержнем в аргоновой среде.
Такое воздействие позволяет избавиться от напряжений в переходной зоне. Однако в дальнейшем происходит кристаллизация, в результате которой они снова появляются.
Величина вновь появившихся напряжений существенно меньше начальных значений. Разница достигает 70%.
Совет! Используя такой прием можно не только уменьшить напряжение, но и получить плавный переход на участке, расположенным между швом и металлом конструкции. Благодаря этому у металлоконструкции повышается прочностная характеристика.
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов.
Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность.
Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие.
Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования.
В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно.
Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным.
Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.





