- Что такое обработка металлов давлением
- Разновидности
- Схемы основных категорий металлообработки
- Прокатка
- Ковка
- Прессование
- Волочение металла
- Объемная штамповка
- Листовая
- Комбинированная
- Нагрев металла перед обработкой давлением
- Вопрос 15. Виды обработки металлов давлением. Исходные заготовки для обработки металлов давлением. Классификация процессов обработки металлов давлением
- При какой температуре куют железо
- Терминология[править | править код]
- Кузнечные операции[править | править код]
- Ковка железа и стали по технологии конца XIX века[править | править код]
- Инструменты[править | править код]
- Виды ковки[править | править код]
- Ковка лошадей[править | править код]
- Художественная ковка[править | править код]
- Изготовление кованых изделий[править | править код]
- История ковки[править | править код]
- Известные памятники художественной ковки[править | править код]
- Центры кузнечного ремесла[править | править код]
- Исследователи технологии ковки[править | править код]
- Примечания[править | править код]
- Литература[править | править код]
- Ссылки[править | править код]
- См. также[править | править код]
19.03.2020

Существует большое количество технических вариантов обрабатывания металлических изделий: как ручных, так и автоматизированных (при эксплуатации специального оборудования). Однако несмотря на широкий выбор, простые обыватели и настоящие профессионалы нередко выбирают способ обработки металла давлением.
Отличительной чертой пластической деформации является не только изменение формы детали, но и ее физических, механических свойств. Благодаря этому технология активно применяется в разных сферах промышленности и производства.
Еще одна причина популярности – таким образом можно значительно повысить производительность и сэкономить расходование сырья, чем при помощи иных аналогичных методик.
Что такое обработка металлов давлением
ОМД представляет собой изменение параметров и размера заготовок благодаря влиянию на них внешними условиями с дальнейшим сохранением и закреплением полученного результата. Такой эффект достигается за счёт высокой пластичности материалов, поддающихся отделке.
После завершения всех рабочих этапов удаётся получить готовое изделие, форма и габариты которого полностью соответствует заявленным заказчиком требованиям. Для увеличения пластичности, перед работой с этим материалом, его прогревают до высоких температурных показателей.
Для любой разновидности существуют установленные критерии нагрева, которые имеют четкую зависимость от физико-химических показателей.
Суть обработки металлов посредством давления определяется тем фактом, что атомы при взаимодействии со сторонними факторами обретают тенденцию и склонны принимать иное, устойчиво стабильное положение в кристаллической форме решетке. Важно, чтобы величина этого воздействия была больше допустимого значения пределов металлической упругости.
Данный процесс называется пластическая деформация, которая способна изменить не только внешний критерий оценки и габариты изделия, но и его физико-химические параметры. Чтобы обеспечить правильность выполнения с технической точки зрения, нужно обладать профессиональным подходом, иметь необходимое оснащение.
Подобрать качественное оборудование легко и удобно в каталоге компании «Сармат».

Разновидности
На основании условий, в которых осуществляется ОМД, специалисты выделяют два направления. Они пользуются примерно одинаковой популярностью на современном рынке, но последняя относится к более инновационной методике. Их отличительными особенностями являются:
- Холодная разновидность, напротив, имеет температурный уровень, ниже рекристаллизации.
- Вид — горячая обработка металлов давлением выбирается при температурных показателях, превышающих баланс нагрева при рекристаллизации материала.

Схемы основных категорий металлообработки
В основе лежит получение заготовки, соответствующей техническому заданию и формату посредством пластической деформации.
Доминирующая особенность пластинчатости (в сравнении с упругим аналогом) — это сохранение деформированных форм и параметров после устранения внешних сил, оказывающих влияние.
Достижение такого результата объясняется тем, что атомы движутся относительно друг друга на величины, превышающие межатомное расстояние и, после прекращения воздействия на них, не способны вернуться в исходное положение.
Горячая и холодная штамповка металла известна на протяжении многих столетий. Последняя раньше была основным методом изготовления металлической посуды. Это связано с тем, что её отличает быстрота исполнения, отличное качество и доступная стоимость. Такие параметры особенно ценны при массовом производстве и крупном бизнесе, требующем быстрого создания товаров в больших объемах.
Прокатка
Эта разновидность ОМД подразумевает под собой применение двух движущихся валиков, которые обжимают изделие с обеих сторон. Скорость их вращения устанавливается самостоятельно. Целью этой манипуляции является снижение геометрических данных поперечного сечения, а также достижение желаемой конфигурации.
Деформация заготовки происходит за счёт трения (толщина минимизируется, а длина и ширина — увеличивается). Данным методом могут обрабатываться металлические листы и ленты, но при условии применения гладких валков. Помимо этого, методика используется при работах с деталями фасонного профиля, но с привлечением ручьевого валка.
Типы прокатки металла:
- Продольная — изделие пропускается через движущиеся в разных направлениях валки, из-за чего оно обжимается до толщины расстояния между ними.
- Поперечная — эта разновидность необходима для преобразования материала в форму шара, конуса, цилиндра или друг вращающихся тел. Таким образом изготавливают бесшовные балки и многие строительные предназначения для работы.
- Поперечно-винтовая — в большинстве случаев, она используется для создания и переработки полых заготовок.
Помимо этого, в зависимости от присутствия или отсутствия подогрева, в качестве подготовительного процесса работы, специалисты выделяют холодную или горячую прокатку металла.

Ковка
Данная технология отнесена к категории высокотемпературных способов металлической обработки. Пред тем, как приступить к делу, деталь нагревается до высоких температурных показателей. Температура выставляется и зависит от вида материала, из которого выполнено изделие. Сегодня применяется несколько методов. Важно выделить:
- Ручная — осуществляется руками мастера и применяется по мере необходимости изготовить небольшую партию заказа. Они не ограничены в рабочей зоне, поэтому формируют любое положение в пространстве.
- Штамповки — предусматривают подготовительные работы, в виде помещения заготовки в штамповую матрицу, не позволяющей ей свободно перемещаться. Благодаря этому она полностью повторяет форму матричной полости.
- С применением дополнительного специализированного оснащения (пневматического, гидравлического или паровоздушного).
Метод ковки при обработке металлов давлением, в подавляющем большинстве, выбирается для разовых заказов и мелкосерийного производства. Перед тем как приступить к этой процедуре, деталь разогревается и помещается между двумя ударными положениями молота (бойки). Помимо бойки можно использовать также топор, раскатку или обжимку. Основными ковочными операциями служат:
- Осадка — уменьшение высоты болванки за счёт увеличения площади поперечного сечения.
- Высадка — это, своего рода, осадки. Проведение этого этапа требует наличия оправки (подкладной инструмент).
- Протяжка — увеличение длины посредством снижения площади поперечного сечения.
- Раскатка на оправе — внутренний и внешний диаметр увеличивается, а стенозная толщина уменьшается.
- Пошивка — создание сквозных или глухих отверстий. Рабочим инструментом выступает прошивень, а для отвода необходима выдра.
- Скручивание — поворот определенного участка вокруг продольной оси.

Прессование
Этот вид ОМД подразумевает под собой помещение металлического предмета в специальную форму с дальнейшим выдавливанием через имеющееся отверстие. Эти процессы происходят за счёт мощного пресса и давления, которое способствует выталкиванию.
При этом важно помнить, что площадь отверстия не должна превышать площадь сечения используемого изделия. При выполнении этой работы деталь приобретает вид прута, форма и технические свойства которого устанавливаются в зависимости от отверстия. Эта методика отличается простотой и высокой эффективностью.
Она часто применяется для оловянных, медных, свинцовых, алюминиевых или цинковых предметов.
На основании того, какой материал используется, прессование металла бывает холодного и горячего типа. Если изделие выполнено из алюминиевого, оловянного, медного или прочего вещества, то оно не нагревается. Если используемые предметы имеют в составе никель или титан, осуществляется нагрев заготовки и рабочего инструмента. Выделяют 2 метода:
- Прямой — выдавливание осуществляется в направление движения пуансона.
- Обратный — перемещается навстречу движениям пуансона.
Использование этой тактики ОМД нередко сокращает срок эксплуатации, в связи с чем рекомендуется периодически наносить на рабочие поверхности минеральные масла, графит, канифоль или жидкое стекло. Несмотря на множество достоинств этой обработки, её главным недостатком считается большой пресс остаток (порядка 20%) в прессовочной камере.
Волочение металла
Главным инструментом, используемым в этой методике, является фильера (или волока). Овальная или фасонная форма пропускается через фильерное отверстие, из-за чего создаётся необходимый профиль с поперечным сечением.
Лучший пример исполнения этой техники — это создание проволоки, подразумевающее протягиванием заготовки с большим диаметром через несколько фильеров. В результате этих действий происходит его превращение в изделие нужного размера.
Технология пользуется спросом при необходимости получения деталей маленького диаметра, создании фасонных профилей, производстве тонкостенных труб и калибровки.
Материалом для волоки может быть инструментальная сталь, металлокерамический сплав или технический алмаз (при тонкой проволоке). Целью этой техники служил уменьшение трения, повышение стойкости инструментария и улучшение отвода тепла.
Существует несколько разделений волочения по разным критериям. Одной из них является:
- Сухое — в случае привлечения мыльной стружки.
- Мокрое волочение предполагает работу с мыльной эмульсией.
Также к основным категориям обработки металлов давлением на практике относятся следующие разновидности:
- Однократное — осуществляемся единственным проходом.
- Многократное — требует более одного прохода, благодаря чему осуществляется постепенное снижение поперечного сечения.
Объемная штамповка
Это технологический процесс, в результате которого происходит пространственное изменение различных объемных заготовок, имеющих простейшую геометрическую конфигурацию (цилиндрическую, призматическую и т.п.
), для того, чтобы изготовить из них детали гораздо более сложной формы. Такой эффект реализуется посредством специального штампа.
Исходя из конструктивной реализации, эта методика делится на 2 основных вида:
- Открытая — даёт возможность не придерживаться весовой точности. В ней предусмотрен зазор, расположенный между их движущимися элементами, куда отправляется лишний объём материала. Работая с открытым типом, необходимо удалить облой, который формируется по контуру.
- Закрытая — эта холодная и горячая обработка металлов под давлением не имеет специальных отверстий, а создание изделия проводится в ограниченном пространстве. Но важным условием является грамотный расчёт габаритов (вес и объём).
Листовая
Исходя из ожидаемого результата, эта разновидность ОМД делится на:
- Разделительную — включает в себя пробивку, отрезку и вырубку.
- Формообразующую — состоит из таких элементов, как чеканка, а также гибка и раздача и т.д.
При работе с этой методикой требуется гидравлический пресс или кривошипно-шатунный. Главной деталью этого оборудования считается штамп из матричных элементов и пунсона. Отличительной особенностью метода является отсутствие необходимости обрабатывать в дальнейшем. Для обеспечения высококачественного эффекта, применяемые детали должны иметь высокую точность.
Сегодня самым популярным и распространенным способом обработки является штамповка листового металла под давлением. Она пользуется спросом среди большинства промышленных отраслей, что значительно расширяет область применения. С ее помощью производятся как небольшие элементы радиоэлектронных аппаратов, так и кузова автомобилей и иных транспортных средств.

Комбинированная
Эта разновидность ОМД актуальна при возникновении необходимости одновременного использования нескольких технологий. Комбинировать можно любые доступные на сегодняшний день методы.
Их определение зависит от конечной цели, желаемого результата и текущего технического оснащения.
На практике комбинирование проводится достаточно часто, так как это дает возможность создавать более сложные формы и конфигурации.
На практике используется схема прокатки, которая позволяет оптимизировать производственный процесс и ускорить обработку. Благодаря высокому уровню пластичности используемого в производстве сырья, выбор наиболее подходящей технологии проходит исходя из конечной цели изготовителя.
Показатели способствуют созданию продукта необходимых размеров, заданным показателям или конкретным тех.заданиям. Максимальное количество промышленных отраслей задействуют в своем рабочем процессе разнообразные методы и технологии.
При этом учитываются такие обязательные факторы, как общие условия, при которых проводится изготовление и направление деятельности предприятия.
Работа с металлическими изделиями — это сложный, кропотливый и длительный процесс, требующий ответственного подхода. Для достижения желаемого и технически верного результата обязательно требуется привлечение специалистов и оборудования.
Добиться этого в домашних условиях практически невозможно, поэтому крайне важно обратиться в проверенную фирму, которая сможет предоставить достаточное количество оборудования, способного удовлетворить требования заказчика.
Компания «Сармат» обладает этими возможностями, позволяя реализовать самые сложные задумки.
Нагрев металла перед обработкой давлением
Значение нагрева металла. Нагрев металла при обработке давлением – одна из основных операций, от которой в большой степени зависит точность размеров получаемых изделий, их качество, правильное использование оборудования, инструмента и т.п.
Главная цель нагрева металла при обработке давлением – повышение его пластичности и уменьшение сопротивления деформированию.
Нагрев должен обеспечивать равномерную температуру по сечению заготовки, её минимальное окисление и обезуглероживание.
Практикой установлено, что интенсификация нагрева снижает окалинообразование, за счёт чего повышается точность изделий и возрастает стойкость инструмента (прокатных валков, бойков, штампов и т.п.).
Температурный интервал горячей обработки давлением. Каждый металл и сплав имеет свой строго определённый температурный интервал горячей обработки давлением.
Верхний предел температуры нагрева, т.е. температуру начала обработки следует назначать, чтобы не было ни пережога, ни перегрева.
Пережог – образование хрупкой плёнки между зёрнами металла, вследствие окисления их границ с частичным оплавлением. При пережоге происходит полная потеря пластичности металла. Пережог – неисправимый вид брака.
Пережженный металл отправляют на переплавку. Пережог наступает, если температура нагрева близка к линии солидус (для сталей – линия АЕ на рис.3.4).
Например для стали 20 пережог наступает при 1470 оС, а для стали У11 – при 1180 оС.
Ниже зоны пережога лежит зона перегрева. Перегрев приводит к резкому росту зерна.
Так как крупнозернистому аустениту (первичная кристаллизация) соответствует крупное зерно структур, образовавшихся при вторичной кристаллизации (феррит + перлит, перлит + цементит), то механические свойства изделия, полученного из перегретой заготовки, оказываются низкими. Перегрев – исправимый брак, для этого проводят отжиг II рода.
В процессе обработки давлением металл остывает, соприкасаясь с более холодным инструментом и внешней средой. Заканчивать горячую обработку следует не ниже определённой температуры.
Если температура окончания обработки давлением будет близкой к температуре рекристаллизации или ниже её, то металл упрочнится, так как рекристаллизация не успеет произойти.
Если же температура окончания обработки давлением будет значительно выше температуры рекристаллизации, то в процессе остывания зерно металла успевает вырасти (особенно у металлов, не испытывающих фазовых превращений), а следовательно, снизиться пластичность и вязкость металла.
Для сталей верхний предел температуры нагрева – температура начала обработки давлением – находится на 100 – 200 оС ниже линии солидус АЕ диаграммы состояния (см. рис.3.4), а нижний предел выбирают на 50 – 60 оС выше линии PS.
Скорость нагрева также должна лежать в определённом интервале. Скорость нагрева не должна быть слишком большой, так как с её увеличением увеличивается разность температур по сечению заготовки и, как следствие, опасность образования внутренних микро- и макротрещин. На практике пользуются эмпирическими формулами, устанавливающими связь между скоростью нагрева и размерами заготовки.
| Рис.3.4. Температурный интервал обработки давлением углеродистых сталей. |
Скорость нагрева не должна быть также слишком низкой, так как с уменьшением скорости нагрева возрастает время нагрева и интенсифицируется скорость окисления поверхности металла. Окисление называют угаром.
При угаре на поверхности образуется окалина (на стали – оксиды FeO, Fe3O4, Fe2O3), которая увеличивает износ деформирующего инструмента, так как твёрдость некоторых оксидов, входящих в состав окалины выше твёрдости нагретого инструмента.
На угар теряется около 5 % всей стали, подвергаемой обработке давлением. При высоких температурах окисляется не только железо, но и углерод – происходит так называемое обезуглероживание. Толщина обезуглероженного слоя может достигать 1,5… 2 мм.
Для уменьшения окисления и обезуглероживания при нагреве в печи применяют нейтральные, защитные и восстановительные атмосферы. А после нагрева перед обработкой давлением применяют различные способы удаления окалины.
Режим охлаждения после обработки давлением также важен для качества получаемой стали: чем меньше теплопроводность материала заготовки, чем больше её масса и сложнее конфигурация, тем медленнее должно быть охлаждение.
Нагревательные устройства. Применяемые при обработке давлением нагревательные устройства классифицируются по следующим признакам:
1. По источнику энергии. Различают следующие типы печей:.
· Пламенные печи. В них осуществляется косвенный нагрев заготовки, т.е. за счет соприкосновения поверхности с какой – либо средой (газообразной жидкой, твердой). Передача тепла в этом случае идет за счет конвекции или излучение (основной способ при высоких температурах). Печи (пламенные) чаще применяют для нагрева слитков и крупных заготовок.
· Электронагревательные устройства. В них может реализоваться как прямой способ нагрева, т. е. когда тепло выделяется в самой заготовке, так и косвенный. Эти устройства наряду с нагревательными печами применяются для нагрева средних и мелких заготовок.
2. По назначению. По этому признаку различают:
- · Устройства для нагрева под прокатку:
- · Устройства для нагрева под ковку и штамповку
- · Устройства для нагрева под прессование (выдавливание)
3. По принципу действия. В зависимости от принципа действия печи делятся на следующие типы:
· Устройства с периодической загрузкой. Заготовки в них неподвижны, загрузка и выдача их производится через то же сядочное окно.
· Устройства с непрерывной загрузкой (методические печи). В них заготовки в процессе нагрева непрерывно продвигаются от места загрузки к месту выдачи.
Характеристика пламенных печей.
Камерные печи (рис.3.5, а). Температура в камерных печах одинакова по всему объему рабочему. Для уменьшения температурных напряжений температура печи при загрузке заготовок (особенно из легированной стали) должна быть значительно ниже необходимой конечной.
Эти печи универсальны поэтому очень распространены в мелкосерийном производстве; могут быть использованы для нагрева слитков массой до 300 т. Рабочее пространство 1 печи, выложенное огнеупорным кирпичом, нагревается с помощью двух форсунок 2. Заготовки 3 загружаются и выгружаются через окно 4.
Продукты сгорания отводятся через дымоход 5
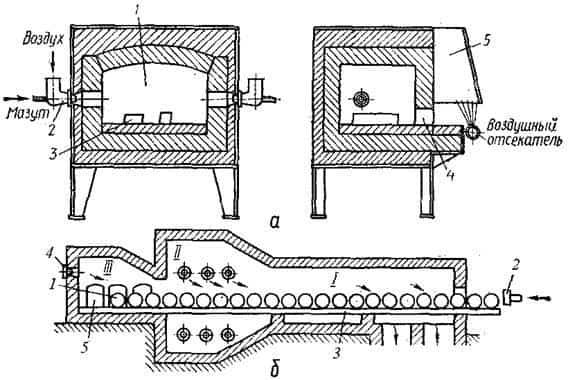
Рис.3.5. Схемы пламенных печей: а – камерная печь, б – методическая печь.
Нагревательные колодцы (они могут быть также электрическими) относятся к печам периодического действия; в них нагреваются крупные слитки под прокатку; слитки помещаются в колодце вертикально и загружаются сверху. Применяются, как правило, в прокатных цехах.
Щелевые печи – печи периодического действия для нагрева только концов прутков, имеют загрузочные окна в виде круглых отверстий.
Методические печи (рис.3.5, б) – печи непрерывного действия (непрерывной загрузки). Бывают пламенными и электрическими, последние чаще применяют в цехах по обработке цветных металлов и сплавов.
Методическая печь имеет вытянутое рабочее пространство, разделенное на две (двухзонная печь) или три (трехзонная печь) зоны.
В последнем случае различают: I – подогревательную зону (600…800 ºС), II – зону максимального нагрева (1250…1350 ºС); III – зону выдержки (томления), в ней температура выравнивается по сечению заготовки.
Заготовки 1 с помощью толкателя 2 проталкиваются по водоохлаждаемым трубам 3 и постепенно проходят по зонам подогрева и максимального нагрева, где происходит основное сгорание топлива с помощью форсунок 4. Выгружаются заготовки через окно 5. Методические печи применяют в прокатном производстве и крупносерийном штамповочном.
- Основные показатели эффективности работы пламенных печей:
- а) Напряженность пода:
- , где H – напряженность пода, Gт – производительность печи (кг/ч), Fп – площадь пода (м²).
Напряжённость пода определяет производность печи. Для методических печей Н = 800…1000.
б) Коэффициент полезного действия печи η:
, где Q – тепло, затраченное на нагрев (Дж), Qп – тепло, внесенное в печь (Дж).
Основные потери теплоты происходят с уходящими газами, имеющими высокую температуру; чем выше температура уходящих газов, тем ниже η. Поэтому к. п. д. методических печей выше чем у камерных, и достигает 40…60 %. Тепло уходящих газов в пламенных печах может использоваться для подогрева воздуха и топлива, подаваемых в печь.
Для подогрева служат рекуператоры (в рекуператорных печах) – подогреватели непрерывного типа, и регенераторы (в регенеративных печах) – подогреватели периодического действия. В рекуператорах холодный воздух пропускается по трубам, омывающимся снаружи уходящими газами.
Устройство регенераторов такое же, как и применяемых в доменных и мартеновских.
в) Удельный расход топлива – отношение количества затраченного топлива к весу нагретого металла.
Характеристика электронагревательных устройств.
1) Электропечи сопротивления имеют вместо форсунок, вмонтированные в стены металлические или карборундовые (силитовые) элементы сопротивление, подключаемые к силовой электросети.
Используются в основном для нагрева под обработку давлением цветных сплавов, имеющих сравнительно невысокую по сравнению со сталью температуру начала ковки. Для стальных заготовок нагрев в электропечах – дорогостоящий, т. к.
стойкость нагревательных элементов при температурах нагрева стали под обработку – низка. Главное преимущество электропечей сопротивления – возможность точного регулирования температуры рабочего пространства.
2) Индукционные электронагревательные устройства. Заготовка в этих устройствах помещается внутрь многовиткового соленоида, по которому пропускается переменный ток. В заготовке возникают вихревые токи, которые нагревают установку.
3) Электроконтактные устройства. Нагрев в них осуществляется путем пропускания через заготовку электрического тока большой силы.
- Наглядные учебные пособия, используемые на лекции:
- Кузнечные печи (плакат)
- Лекция № 6
- Тема 5:Обработка металлов давлением (продолжение).
- Основные вопросы, рассматриваемые на лекции:
Вопрос 15. Виды обработки металлов давлением. Исходные заготовки для обработки металлов давлением. Классификация процессов обработки металлов давлением
- Виды обработки металлов давлением.
- Процессы обработки металлов давлением по назначению разделяются на 2 вида :
- 1) Для получения заготовок постоянного поперечного сечения по длине ( прутков, проволоки, лент, листов) используемых в строительных конструкциях или в качестве заготовок.
- 2) Для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей требующих обработки резанием лишь для придания им окончательных размеров.
Прокатка –заключается в обжатии заготовки между вращающися валками.
Сила трения заготовки втягивается между валками , а силы нормальные к поверхности валков уменьшают поперечные размеры заготовки.
- Прессование —— процесс обработки материалов давлением, производимый с целью увеличения плотности, изменения формы, разделения фаз материала, для изменения механических или иных его свойств.
- Ковкой— это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры.
- Штамповка— процесс пластической деформации материала с изменением формы и размеров тела.
- Исходной заготовки является слиток
- Классификация способов металлов давления
- Различают след способы металла давлением проката ,прессование , волочение , ковка , свободная и горячая объемная штамповка , холодная и листовая штамповка.
- Можно классифицировать на машиностроительные профили
- Машиностроительные профили – это длиномерные заготовки следующие как правило постоянные по длине сечения
- Объемная ковка – это процесс который предназначен для получения крепежного инструмента.
- Листовая штамповка — это способ получения плоских и пространственных изделий листа ленты, полосы чаще всего толщиной до 10 мм подлежат автоматизации получая точность качества пов-ти.
Вопрос 16. Нагрев металла перед обработкой давлением. Назначение нагрева. Явление, происходящие в металле при нагреве. Температурный интервал обработки давлением. Нагревательные устройства.
Нагрев вызывает изменение механических свойств металла, предел прочности углеродистых сталей с повышением температуры непрерывно уменьшается, а относительное удлинение увеличивается.
Металлы, обрабатываемые давлением, должны обладать пластичностью, которая определяется механическими характеристиками: относительным удлинением, поперечным сужением, удельной ударной вязкостью и др.
Ориентировочные данные пластичности металла можно получить испытанием на растяжение. Если предел прочности с увеличением температуры падает, а относительное удлинение и сужение увеличиваются, то сопротивление деформированию уменьшается.
Режим нагрева металла перед обработкой давлением должен обеспечить получение требуемой температуры заготовки при равномерном прогреве ее по сечению и длине; сохранение целостности заготовки, минимальное обезуглероживание поверхностного слоя и минимальный отход металла в окалину (угар).
Время нагрева металла до заданной температуры зависит от температуры рабочего пространства печи, размеров заготовки, физических свойств металла и способа укладки заготовки на поду печи, например заготовки, уложенные в разрядку, нагреваются быстрее, чем заготовки, уложенные вплотную.
Чем выше температура рабочего пространства печи, тем меньше времени затрачивается на нагрев заготовки. Разница между температурой рабочего пространства печи и требуемой температурой нагрева заготовки носит название температурного напора. Величина его при обычном нагреве составляет 100 — 150°С. При скоростном нагреве температурный напор составляет 200 — 300°, т. е.
значительно выше температуры нагрева заготовки и величины температурного напора при обычном нагреве. При скоростном нагреве заготовки во избежание перегрева транспортируются через печь в течение точно установленного времени, а температура печи регулируется автоматически.
Скоростной нагрев в пламенных печах по скорости нагрева заготовок увеличивается в 3 — 4 раза по сравнению с обычным нагревом. Такому нагреву подвергают заготовки из конструкционной углеродистой стали диаметром или стороной квадрата до 100 мм. Он допускает скорость нагрева в минуту около 1 см толщины заготовки.
При нагреве металлы расширяются, расширение происходит неравномерно. Поверхностные слои, нагретые до более высоких температур, расширяются больше, чем внутренние слои. Расширение поверхностных слоев притормаживается соседними внутренними слоями, которые при этом будут растягиваться вследствие расширения наружных.
В результате этого наружные слои металла при нагреве будут испытывать напряжения сжатия, а внутренние — растяжения. Напряжения, возникающие в металле вследствие неравномерного прогрева, называются температурными, или термическими, напряжениями. Эти напряжения тем больше, чем больше разность температур по сечению заготовки.
Термические напряжения могут возрасти настолько, что будет нарушена целостность металла (образуются трещины). Вероятность разрушения металла будет большая у высоколегированных и легированных сталей, а также при нагреве крупных заготовок. Поэтому металл необходимо нагревать с определенной допустимой для него скоростью нагрева.
Нагревательные устройства могут быть классифицированы: по источнику энергии на пламенные печи и электрические установки; по назначению — на устройства кузнечные, прокатные и термические. по принципу действия — с периодической загрузкой и с непрерывной загрузкой (методические).
Вопрос 17. Прокатное производство. Сущность процесса. Исходные заготовки. Продольная, поперечная и поперечно-продольная прокатка. Инструмент и оборудование. Классификация прокатных станов. Продукция прокатного производства.
Прокатка— процесс пластического деформирования тел на прокатном стане между вращающимися приводными валками (часть валков может быть неприводными).
Сущность процесса . силами трения заготовка вытягивается между волками , а силами нормальными поверхностями волков осуществляется ее деформармирование.
Исх.заготовкой –под прокатку являются стальные слитки и полупродукт проката блюм сляб.
- Различают продольную прокатку поперечную и поперечно-винтовую.
- Инструментом для прокатки ябляются ВАЛКИ.
- ВАЛКИ состоят из трефф шейки бочки. ВАЛКИ бывают гладкие и могут иметь вырез на пов-ти (ручей)
- Прокатные станы можно классифицировать по признакам 1)по кол-ву и расположению волков
- 2)по назначению
- 1)различают станы 2-х волковые станы ДУО .4-х КВАРТО БЛЮМИНГ и много волковые станы имеющие до 20 волков
- 2)листовые станы , соротопроакатные ,трубопрокатные ,рельсобочные
- Продукция.
1)листовой прокат –фольга – менее 0,2 мм ,0.2-4.00 мм тонко листовой, 4мм-160мм –чистовой прокат, броня- 550мм.
При какой температуре куют железо
Ко́вка – как правило, высокотемпературная обработка давлением различных металлов, нагретых до ковочной температуры.
“Холодная ковка”, осуществляемая без нагрева деформируемого металла, относится к слесарному делу.
Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250-800 °С, для меди 1000-650 °С, для титана 1600-900 °С, для алюминиевых сплавов 480-400 °С.
Терминология[править | править код]
Различают:
- Свободная.
- Машинная.
- Штамповка.
Изделия и полуфабрикаты, получаемые ковкой, называют «поковка». При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости (см.
Штампование, Ротационная ковка). При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны.
При ручной ковке непосредственно на металл или на инструмент воздействуют ручником, кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
Машинную ковку выполняют на специальном оборудовании – молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2 – 200 МН (200 – 20 000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 тонн и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 тонн, кантователи и специальные манипуляторы.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном – свободная ковка. При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры.
Кузнечные операции[править | править код]
| Выколотка (дифовка) | Передача |
| Вырубка | Подкатка |
| Высадка | Правка |
| Гибка (изгиб, загиб) | Правка давлением |
| Дрожировка | Пробивка |
| Калибровка | Проведение линий |
| Кантование (кантовка) | Проглаживание |
| Клеймление | Проколка |
| Клёпка | Протяжка (вытяжка) |
| Кузнечная сварка (сварка ковкой) | Прошивка |
| Нагрев заготовки | Разгонка |
| Надрубка | Раздача |
| Наметка | Разрубка |
| Обжимка | Раскатка |
| Обкатка (биллетировка) | Скручивание (кручение, торсирование) |
| Обрубка | Фиксация заготовки |
| Осадка | Чеканка |
| Отрубка | Штамповка (штампование) |
Ковка железа и стали по технологии конца XIX века[править | править код]
|
Ковка применяется для разных целей, и из-за этого способы обработки металла могут быть различными:
- обжимка криц – ковка, при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы).
- сварка – ковка, при которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара (см. сварка ковкой).
- обыкновенная ковка – уплотнение и придание желаемых форм предмету.
В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую.
Инструменты[править | править код]
Виды ковки[править | править код]
Ковка лошадей[править | править код]
Ковка лошади – прикрепление к её копытам подков, защищающих копыта от повреждений[1]. Ковку лошади выполняет коваль – кузнец, имеющий познания в ветеринарной ортопедии и обладающий навыками обращения с лошадью.
Художественная ковка[править | править код]
Художественная ковка – это изготовление методом обработки металлов, который имеет общее название ковка, любых кованых изделий, любого предназначения, имеющих в обязательном порядке свойства художественного произведения. Близкое к такой формулировке пояснение можно встретить в словарях по общественным наукам.
Образцы художественной ковки
Изготовление кованых изделий[править | править код]
В современном мире принято различать два вида ковки: горячая и холодная.
Горячая ковка это традиционный кузнечный способ ручной ковки. Кузнечному делу обучаются в специализированных заведениях.
Изделия создаются методом нагревания металла в горне или печи и ручного придания ему нужной формы с помощью молотов, кувалд, ручников, наковален, стуловых тисков, кузнечных клещей, гладилок, раскаток, всадного инструмента и пр.
С помощью изготовленных вручную форм и молотов создается фактура поверхности. После формовки и обработки поверхности производится ручная обработка граней. Элементы изделий затем соединяются при помощи сварки, либо с помощью заклепок или конструктивных элементов.
В процессе ковки металл уплотняется, что повышает его прочностные характеристики. Особенность способа заключается в том, что создание изделия и его обработка ограничены только мастерством кузнеца и полетом его фантазии.
Холодная ковка это деформация металла без его нагрева. Выполняется при помощи сгиба на специальных станках и шаблонах: «улитка», «твистер», «волна», «гнутик» и пр. В процессе деформации металла «на холодную», его прочностные характеристики снижаются.
Как правило узоры изделия, его формы и обработка ограничены возможностями оборудования. Для придания конструкции художественного вида используются кованые элементы заводского производства (листья, «фонарики», цветы, узоры и пр.
), приобретаемые по каталогам у крупных производителей. Основным поставщиком элементов в Россию является Китай. Также в создании узора участвует болгарка (обрезание концов квадратного либо круглого прута) и сварочный аппарат, который собирает детали узора вместе.
Этот способ не требует кузнечных навыков, поэтому получил широкое распространение.
При какой температуре тесто должно подходить
История ковки[править | править код]
Ковка (меди, самородного железа) служила одним из основных способов обработки металла:
- холодная, затем горячая ковка в Иране, Месопотамии, Египте – 4-3 тыс. до н. э.
- холодная ковка у индейцев Северной и Южной Америки – до XVI в. н. э.
Древние металлурги Европы, Азии и Африки ковали сыродутное железо, медь, серебро и золото. Кузнецы пользовались особым почетом у народов древности, их искусство окружалось легендами и суевериями.
В Средние века кузнечное дело достигло высокого уровня: вручную отковывались холодное и огнестрельное оружие, инструменты, детали сельскохозяйственных орудий, дверей и сундуков, решетки, светильники, замки, часы и другие изделия всевозможных форм и размеров, часто с тончайшими деталями; кованые изделия украшались насечкой, просечным или рельефным узором, расплющенными в тончайший слой листами сусального золота и бронзовой потали.
В XIX в. ручная художественная ковка была вытеснена штамповкой и литьём, интерес к ней возродился в XX в. (работы Ф. Кюна в ГДР, И. С. Ефимова, В. П. Смирнова в СССР; оформление общественных интерьеров в Таллине, Каунасе и др.).
С наступлением эпохи персональных компьютеров производство сложных и уникальных кованых изделий, как правило, сопровождается компьютерным трёхмерным имитационным моделированием.
Эта точная и относительно быстрая технология позволяет накопить все необходимые знания, оборудование и полуфабрикаты для будущего кованого изделия до начала производства[источник не указан 3249 дней].
Компьютерное 3D моделирование теперь не редкость даже для небольших компаний[источник не указан 3249 дней].
Известные памятники художественной ковки[править | править код]
Кованые фонари, ограды, решётки, ворота следующих дворцовых и городских ансамблей:
- Версаль
- Парк кованых фигур в Донецке
- Санкт-Петербург
- Пушкин
Центры кузнечного ремесла[править | править код]
- Герат – утварь
- Мосул – утварь
- Дамаск – оружие
- Милан – оружие
- Аугсбург – оружие
- Астрахань – оружие
- Тула – оружие
- Ноттингем – ножи и инструменты
- Золинген – ножи и инструменты
- Павлово – ножи и инструменты
- Нюрнберг – замки
- Холмогоры – замки
- Таганрог – ворота классической ковки (немецкие мастерские работали с XIX века)
- Златоуст – холодное оружие
Исследователи технологии ковки[править | править код]
- П. П. Аносов в 1831 впервые применил микроскоп для изучения структуры металлов.
- Д. К. Чернов в 1868 научно обосновал режимы ковки.
- Советские учёные Н. С. Курнаков, К. Ф. Грачев, С. И. Губкин, К. Ф. Неймайер и др.
Примечания[править | править код]
Литература[править | править код]
- Ковка // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). – СПб., 1890-1907.
- Обработка металлов давлением, М., 1961
- Ковка и объёмная штамповка стали. Справочник, под ред. М. В. Сторожева, 2 изд., т. 1, М., 1967.
Ссылки[править | править код]
- Документальный фильм «Ковка металлов»
См. также[править | править код]
- Слесарное дело
- Сварка
- Кузнец
- Кузница
- Кузнечный молот
Источник





