- Что такое гибка металла и в чем ее преимущества
- Способы гибки металла
- Как происходит процесс гибки листовой стали
- Оборудование для гибки листовой стали
- Особенности гибки нержавеющей листовой стали
- Последовательность операций при гибке листовой стали на заказ
- Как не ошибиться в выборе ручного листогиба
- Какие виды ручных листогибов бывают
- Выбираем ручной листогиб
- Обзор моделей ручных листогибочных станков
- Особенности изготовления листогибочного станка своими руками: назначение, виды листогибов, изготовление
- Описание технологии
- Назначение
- Простые гибочные станки для листового металла своими руками
- Самодельный листогиб из домкрата
- Листогибочный станок, оснащенный ручным приводом
- Трубогиб из бетонной плиты
- Самодельный станок для гибки труб
- Станок для гибки листового металла
- Заключение
- Конструкция и принцип работы гибочных станков для листового металла
- Конструкция и сферы применения листогибочного станка
- Технические характеристики
- Виды листогибов
- Преимущества и недостатки гибочных станков
- Принципы выбора и эксплуатации листогиба
- Листогиб своими руками
- Подготовка и оборудование
- Этапы сборки
23 Март 2019 Гибка листовой стали: особенности технологического процесса и преимущества данного способа обработки металла 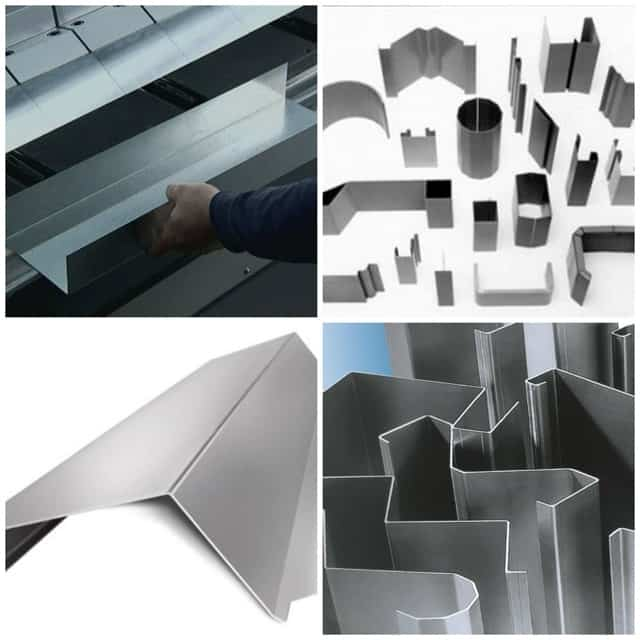
Вопросы, рассмотренные в материале:
- В чем преимущества такого вида обработки металла как гибка
- Какие имеются способы гибки металла
- Какое существует оборудование для гибки листовой стали
- Какова последовательность операций при гибке листовой стали на заказ
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом.
Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают.
На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.
Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали.
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой.
С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием.
Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
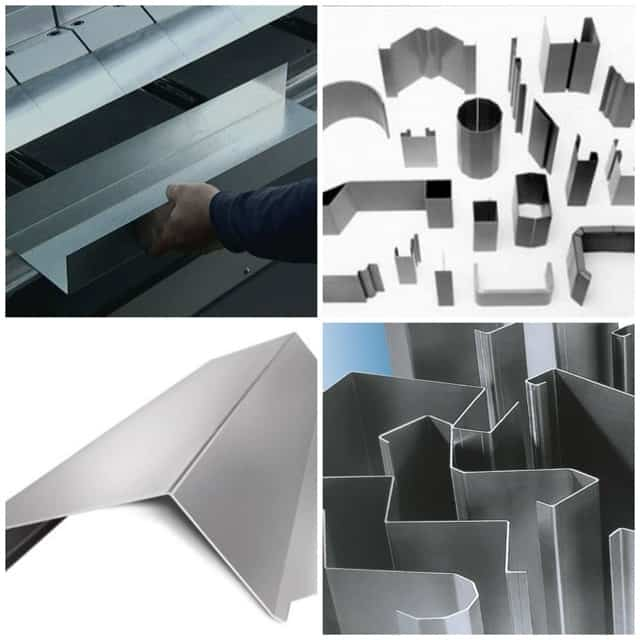
Классификация видов сгибания металла:
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.
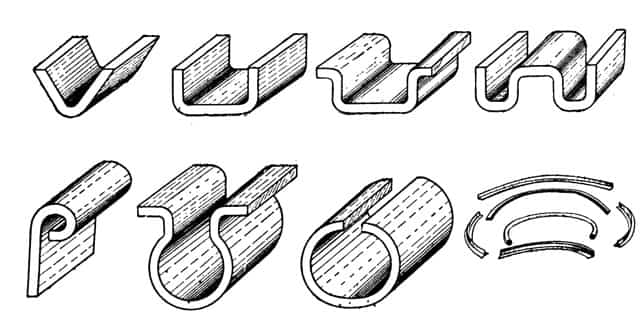
Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
- По способу деформации (характеру усилия).
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается.
Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз.
Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
- По количеству переходов.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин).
Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами.
Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
- По способу сгибания.
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения.
В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали.
Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы.
Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали.
На степень деформации влияют следующие параметры:
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.

Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
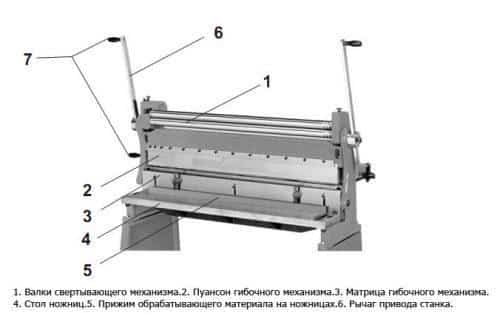
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.

Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала.
Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали.
Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.

Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами.
Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии.
Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.

Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа.
Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве.
Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.
По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки.
Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки.
Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.
Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Источник: https://vt-metall.ru/articles/140-gibka-listovoi-stali
Как не ошибиться в выборе ручного листогиба
Ручной листогиб является идеальным вариантом для открытия своего нового дела или для расширения уже существующего малого бизнеса. Ручной гибочный станок, как правило, имеет компактные размеры и несложную конструкцию, при этом он способен без особых проблем разместиться в любом подходящем для этого помещении.
Одним из основных достоинств таких устройств — это практичность в эксплуатации, так ручной листогиб позволяет выполнять изготовление деталей непосредственно на месте проведения монтажных работ и не требует для своей работы источника электроэнергии.
Ручные станки для гибки листового материала, предлагаемые сегодня производителями данного сегмента оборудования, имеют различные типоразмеры, технические характеристики. В основном они отличаются друг от друга набором приспособлений для управления операциями сгибания и резки листового профиля.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Выбираем ручной листогиб
Прежде всего, ручной листогиб должен иметь простую и удобную конструкцию станины, позволяющую производить различные формы профилей готовых изделий.
При этом конструкция станка должна быть в достаточной степени универсальной и устойчивой, а также предусматривать достаточную степень мобильности, чтобы легко и без особых проблем можно ее было перемещать как внутри помещения, так и за его пределы на любую строительную площадку.

Так как при работе ручных листогибочных машин применяют исключительно силу работника для приведения в движение траверс, то стоит обратить внимание на оснащение выбранной вами модели приспособлением для утяжеления естественного рычага гибочной балки или наличия в конструкции системы противовесов, как дополнительного усилителя. Это вспомогательное оборудование позволит затрачивать намного меньше усилий при совершении рабочих операций и особенно существенно проявит себя при поточном выпуске изделий.
Ручной листогиб применяют для работы с тонкими листами методом холодной обработки, поэтому необходимо при выборе оборудования обратить внимание на основные типоразмеры и возможную толщину обрабатываемого листового материала. Эти технические параметры будут в дальнейшем определять производственные возможности выбранного вами станка.
Выбор ручного станка для гибки металла должен основываться как на технических характеристиках оборудования, так и на наличии дополнительных инструментов и приспособлений таких, как:
- отрезная машинка,
- разматыватель для рулонных материалов,
- загрузочная и разгрузочная тележки,
- приемный модуль для складирования готовых изделий.
Обзор моделей ручных листогибочных станков
Ручной листогиб ЛГС 26 российского производства предназначается для сгибания и обработки листового материала непосредственно на месте выполнения работ, с его помощью можно изготавливать различные по форме и размерам детали:
- отливов;
- откосов;
- ендов;
- коньков;
- уголков;
- планок;
- фасадных панелей.
Листогиб ЛГС 26 идеально подойдет для работы как на строительной площадке, так в любом небольшом помещении, и даже поместится в стандартном морском 20-футовом контейнере, приспособленном под передвижную мастерскую. Он имеет простую конструкцию, неприхотлив при обслуживании и несложен в эксплуатации.
Главными достоинствами данной модели является:
- низкая стоимость оборудования,
- широкие функциональные возможности,
- простота и прочность конструкции,
- исключительная мобильность при использовании.
К единственному недостатку модели ЛГС 26 можно отнести бюджетное качество механизмов конструкции станка.
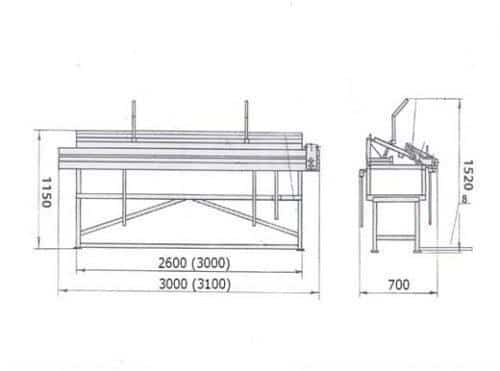
Ручной листогиб ЛГС 26 характеризуется следующими основными техническими параметрами:
- Усиленный каркас станка, изготовленный из стальной толстостенной трубы при транспортных габаритных размерах 3100х800х600 мм в деревянной коробке составляет массу в 270 кг. Непосредственно рабочие габариты имеют размер в 3000х1800х1450 мм с учетом удлиненного стола при весе всего в 213 кг, что вполне под силу для перемещения и загрузки силами всего четырех человек.
- Данные типоразмеры позволяют работать с максимальной длиной полосы сгибания для исходной заготовки в 2500 мм, а при увеличенной базе — до 3000 мм, при этом глубина подачи листопроката ограничивается только размерами помещения, где установлен станок.
- Приспособления станка предназначены для работы с допустимой толщиной металлического листа в диапазоне от 0,4 до 0,8 мм, выполняя сгибание на максимальный угол в 160 градусов с возможностью поворотного догиба до 180 градусов, при этом наименьшая величина ширины сгибаемой полки составляет всего 15 мм.
 Устройство и принцип работы ЛГС 26
Устройство и принцип работы ЛГС 26
К конструктивным особенностям ЛГС 26 можно отнести:
- более технологичный прижимной механизм, который позволяет обеспечивать равномерное удержание заготовки по всей линии сгиба, что увеличивает качество позиционирования;
- специальные пружины не дают прижимному механизму балки сдвигаться, когда происходит позиционирование заготовки, что позволяет выполнять весь цикл работы одним работником;
- удобная планка угломера дает возможность точно устанавливать размер угла гиба;
- ножной трап, который при больших усилиях гиба не дает станку опрокинуться, несмотря на небольшую массу всей конструкции;
- комплект поставки предусматривает конструкцию с отрезным приспособлением для поперечной резки, в том числе рулонных материалов;
- конструкция станка предусматривает дополнительную прижимную балку для нанесения ребер жесткости на заготовку.
Сегментный листогибочный станок SOREX 3160, производимый в Польше, предназначен для изготовления крупногабаритных деталей: квадратная вентиляция или декоративная фасадная панель, а также различных доборных кровельных элементов и сегментированных заготовок сложносоставных конструкций.
Листогиб SOREX 3160 выпускается со следующими техническими характеристиками:
- передвижная конструкция станка имеет габаритные размеры 3500х660х1300 с общим весом в 320 кг;
- допускает обрабатывать нелегированную сталь с толщиной листа до 0,9 мм, а более мягкие материалы, такие как алюминий до 1,4 мм, при этом способен сгибать на 180 градусов, но при помощи доводки, а также выпускать детали, длиной профиля до 3160 мм.
- с выступающей шириной прижимного основания в 15 мм можно выполнять допустимую ширину кромки гиба минимум в 5 мм, а фиксация заднего упора ограничивает длину минимального сегмента 140 мм.
Основными достоинствами ручного сегментного листогиба SOREX 3160 являются:
- конкурентоспособная цена,
- большой набор дополнительных приспособлений, что значительно позволяет повысить производительность и снизить производственные издержки,
- упрощенная система основных регулировок, позволяющая быстро менять установленный угол наклонной плоскости прижимного механизма и его местоположение относительно основания;
- вся основная часть конструкции сделана из высококачественного стального профиля, защищенного порошковой антикоррозионной краской, а небольшие детали оцинкованы.
К конструктивным особенностям SOREX 3160 относятся:
- возможность роликового ножа после отрезания материала занимать положение на направляющей балке без необходимости его полного отведения;
- отсутствие необходимости производить регулировку станка, все необходимые допуски установлены и отрегулированы на заводе изготовителе;
- вертикальный подъемный механизм позволяет останавливать и фиксировать прижимную балку на необходимой высоте;
- комплектация дополнительным приемным столом с тыльной стороны длиной до двух метров, оборудованного стойками, дает возможность работать с крупногабаритными заготовками.
Ручной листогиб SNO-1,5/1300 производиться чешской фирмой «Proma» и представляет собой универсальное оборудование три в одном, которое включает в себя функцию гибочного станка с отрезной машинкой и возможностью вальцевания листового материала для скручивания его в цилиндрические изделия. Вращающиеся ролики выполнены со специальными проточками, позволяющими дополнительно наматывать проволоку.
Станок SNO-1,5/1300 для гибки листового металла имеет следующие технические характеристики:
- габаритные размеры составляют 1790x590x930 мм при весе в 530 кг;
- допустимая толщина листа от 0,4 до 1,5 мм при длине рабочего стола 1320 мм;
- позволяет сгибать прямые профили на углы до 90 градусов;
- размер диаметра обкаточных роликов в 76 мм позволяет сворачивать в цилиндрические формы нелегированную сталь толщиной до 0,4 мм и алюминиевый лист до 1 мм.
 Основные узлы станка SNO-1,5/1300
Основные узлы станка SNO-1,5/1300
К основным достоинствам, которыми обладает ручной листогиб SNO-1,5/1300 можно отнести:
- широкий ассортимент выпускаемой продукции,
- высокая производительность,
- несложность в эксплуатации и простоту в управлении,
- хорошую устойчивость и повышенную износостойкость.
Недостатками универсального листогибочного станка SNO-1,5/1300 являются:
- сравнительно большой вес конструкции,
- отсутствие для ручной мобильности,
- высокая стоимость оборудования.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Источник: https://WikiMetall.ru/oborudovanie/ruchnoy-listogib.html
Особенности изготовления листогибочного станка своими руками: назначение, виды листогибов, изготовление
К подобному оборудованию можно отнести и листогиб приспособление, которое используется для работы с металлическими листами.
Описание технологии
Гибку листового металла можно описать как процесс, во время которого выполняются манипуляции по изменению формы металлопроката. Проводится такая процедура без использования сварочного аппарата.
Гибку можно выполнять, используя как самодельный, так и фирменный станок.
Если знать технологию изготовления, то можно при наличии определенных навыков сделать даже монолитное приспособление, которое будет прекрасно защищено от коррозии.
Имея в арсенале подобный станок, домашний мастер может с его помощью выполнять большую часть работ. Всё, что ему придётся для этого делать поддерживать заготовку или выбрать необходимый режим для машины, которая впоследствии сама выполнит составленное для неё задание.
В случае возникновения необходимости в выполнении мелких и средних объемов работ можно использовать гидравлические листогибочные станки.
Самодельные же устройства для гибки металла используются в основном для индивидуальных нужд, ведь они не такие производительные, как современные автоматизированные системы.
Назначение
Во время работы с листовым металлом часто приходится сгибать различные виды металлопрофиля. Если требуется согнуть небольшой лист, мастер может использовать для этой цели подручные инструменты, которые имеются в любом хозяйстве плоскогубцы, киянку и молоток.
Однако вряд ли полученный результат устроит мастера. Мало того, что поверхность будет повреждена царапинами, изделие приобретет совершенно иную форму, чем требовалось.
Такими инструментами очень сложно создать ровную линию сгиба, а это означает, что выполнить качественно работу не получится.
А если имеется острая необходимость согнуть листы больших размеров, то справиться с этой задачей, используя всем доступные инструменты, вообще не представляется возможным.
Именно поэтому специалисты советуют использовать для выполнения таких работ специализированное оборудование листогибы. Проще всего, конечно, приобрести готовый ручной приспособление для гибки металла от известного производителя.
Однако стоит такое оборудование немало, что подходит не всем. Поэтому многие выбирают более экономичный вариант приобретения станка изготовление своими руками по готовым чертежам.
Если домашний мастер имеет хотя бы минимальный опыт работы с инструментами, то он легко справится с этой задачей.
Простые гибочные станки для листового металла своими руками
Эта категория включает множество разнообразных видов листогибов, но мы остановимся только на наиболее эффективных из них. Классический станок для гибки профильной трубы можно сделать из следующих материалов.
Для него потребуется три вала с осью вращения, металлический профиль для рамы, цепь и приводной механизм.
После выполнения необходимых манипуляций получится самодельное приспособление, с помощью которого можно сгибать металлические прутья диаметром до 15-20 мм.
Самодельный листогиб из домкрата
Также можно рассмотреть еще один несложный вариант самодельного листогиба из домкрата. Собрать его своими руками не составляет труда. Из особенностей этого приспособления следует отметить его высокую производительность.
Работает такой листогиб так: сперва необходимо трубу положить одним краем на монолитные вращающиеся конусы, а другим упереть в неподвижную конструкцию.
После этого вступает в действие сам подъемный механизм домкрата, который начинает сгибать трубу в намеченном мастером месте.
Листогибочный станок, оснащенный ручным приводом
 Он состоит из рамы, на которую устанавливают три металлических цилиндра. Еще в ней используются валы, которые приводятся в движение рукояткой и шестерней. С помощью такого самодельного ручного гибочного станка можно без особых проблем гнуть металл, не допуская заломы и неравномерное сжатие. Главное достоинство этой ручной установки на неё можно установить электромотор и тем самым заметно упростить процесс гибки металла.
Он состоит из рамы, на которую устанавливают три металлических цилиндра. Еще в ней используются валы, которые приводятся в движение рукояткой и шестерней. С помощью такого самодельного ручного гибочного станка можно без особых проблем гнуть металл, не допуская заломы и неравномерное сжатие. Главное достоинство этой ручной установки на неё можно установить электромотор и тем самым заметно упростить процесс гибки металла.
Трубогиб из бетонной плиты
Ещё один простой вариант трубогиба, который можно сделать своими руками, предполагает использование в качестве основы бетонной плиты. Для работы вам придется подготовить сверло по бетону, мощный перфоратор и много штырей. Выглядят это приспособление как монолитная бетонная конструкция, из которой выступает множество металлических штырей.
Процедура изготовления такого ручного трубогиба заключается в следующем: первым делом необходимо проделать отверстия в бетонной плите, в которые далее нужно установить металлические штыри. Затем эти стержни нужно залить бетонным раствором. В итоге у вас должен получиться качественный монолитный трубогиб, с помощью которого вы легко сможете выполнять операции по гибке листового металла.
Самодельный станок для гибки труб
Как вы могли убедиться выше, существует несколько возможных версий самодельного устройства для гибки металла. Вы можете выбрать любой роликовый или иного типа, который вас больше устроит. Далее мы кратко опишем процесс изготовления подобного приспособления своими руками.
Поскольку среди существующих вариантов есть и достаточно сложные, мы выбрали наиболее простой, который часто собирают домашние мастера для выполнения возникающих операций.
В конструкции предлагаемого самодельного станка предусмотрено несколько ключевых элементов:
- три вала с осью вращения,
- металлический профиль для рамы,
- приводной механизм,
- ручки.
Сам процесс изготовления такого ручного листогибочного станка своими руками выглядит так:
 Подготовка каркаса. Начинается процесс изготовления самодельного трубогиба с того, что с помощью сварки соединяют основные составные элементы устройства. Во время сварки вы должны не забывать о безопасности и не прикасаться руками к горячим концам.
Подготовка каркаса. Начинается процесс изготовления самодельного трубогиба с того, что с помощью сварки соединяют основные составные элементы устройства. Во время сварки вы должны не забывать о безопасности и не прикасаться руками к горячим концам.- Крепление ключевых элементов трубогиба. Для этого мы используем болты в качестве дополнительного крепежа. Предварительно необходимо просверлить отверстия в металле, а затем закрутить туда болты. Чтобы не возникало проблем с эксплуатацией, рекомендуется впоследствии прихватить шляпки болтов сваркой.
- Установка валов для сгибания. На роль валов отлично подойдут монолитные цилиндры из толстостенного металла. Вначале нужно установить выше уровня стола два вала с осями вращения. Последний крепится над рабочей поверхностью.
- Во время выполнения этого этапа вы должны выдержать правильное расстояние между цилиндрами, которое определяют с учетом радиуса загиба чем ближе вы будете размещать валы друг относительно друга, тем меньше будет радиус загиба. Учтите, что изготавливаемое приспособление вы можете применять для гибки не только листового металла, но и других материалов.
- Установка цепного механизма. Им может быть механизм, который можно взять из нерабочего автомобиля либо приобрести на барахолке. Вы можете установить механизм с левой или правой стороны конструкции. Всё зависит от ваших личных предпочтений. Затем на цилиндры нужно установить вращательные шестеренки для цепи.
Когда вращательный механизм окажется на своем месте, можете считать, работу завершенной. Теперь ваш самодельный трубогиб готов к эксплуатации. Чтобы проверить его в деле и узнать, насколько качественным он у вас получился, желательно вначале протестировать его на нетолстом металле.
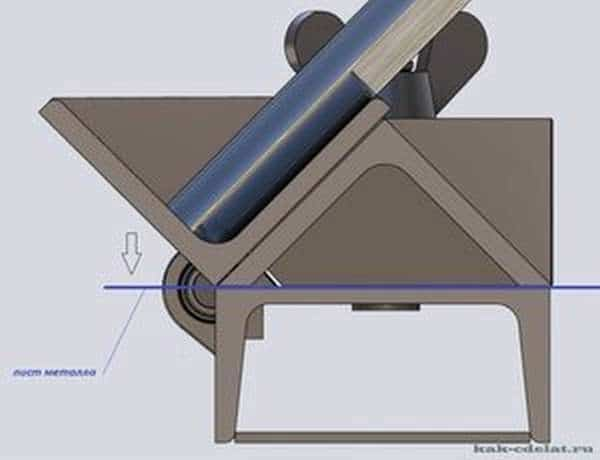
Станок для гибки листового металла
Предлагаем еще одну версию самодельного гибочного устройства. Чтобы ее сделать, вам придется подготовить следующие материалы:
- прижим,
- обжимный пуансон с рычагом,
- две монолитные конструкции, которые будут установлены на столешнице.
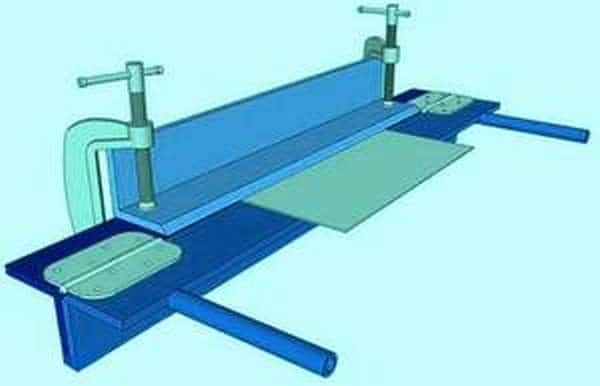
 Вы упростите для себя задачу по изготовлению самодельного трубогиба, если вы сможете достать сварочный аппарат. Тогда вам придется подготовить лишь швеллер и пару недеформированных уголков.
Вы упростите для себя задачу по изготовлению самодельного трубогиба, если вы сможете достать сварочный аппарат. Тогда вам придется подготовить лишь швеллер и пару недеформированных уголков.
Основание для трубогиба лучше всего сделать из швеллера длиной 50 см. Что касается прижима, то изготовить его вы можете из уголка. Тогда ваш самодельный трубогиб сможет производить гибку листового металла, более чем на 90 градусов. Готовый прижим следует закрепить на основании с помощью сварки.
Для большей надежности вы можете дополнительно добавить профили из уголка. Только ни в коем случае не используйте прижимы из тонкого металла. Если вы решите гнуть заготовки из толстого металлопроката, то они не выдержат и быстро деформируются. Лучше всего делать уголки из металла толщиной более 5 мм.
Закончив с предыдущими этапами, можно начинать делать отверстия для уголков в кронштейне. Дополнительно рекомендуется зачистить уголки напильниками.
Пренебрегать этим советом не рекомендуется, если вы хотите, чтобы они вплотную встали на швеллер. Далее уголки нужно закрепить. После этого нужно установить на самодельный станок ручку.
Сделать ее очень просто для неё вам потребуется металлический прут сечением 15 мм. После этого ручку нужно приварить к пуансону.
Сам пуансон также нужно подготовить для этого его обрабатывают с обеих сторон. С каждой стороны нужно просверлить отверстия на 5 мм для крепления фаски, на которую впоследствии придется установить ось вращения.
Этому этапу необходимо уделить особое внимание и периодически проверять правильность выполнения работ с помощью уровня. Проще всего выполнять эту работу с помощником, который будет придерживать ось во время сварки.
Ещё обращайте внимание на то, чтобы осевая линия совпадала с ребром уголка.
После того как вы закончите варить основание, его нужно закрепить в слесарные тиски. Убедившись, что ваш самодельный трубогиб надёжно зафиксирован, приступайте к выравниванию уголков и швеллера. Работы необходимо выполнять до тех пор, пока они не окажутся в одной горизонтальной плоскости. Когда пуансон будет выровнен, можно начинать приваривать оси.
Когда вся работа будет завершена, останется только проверить в действии ваш станок. Лучше вначале использовать для теста заготовки из мягкого металла. Это может быть тонкий лист толщиной 1 мм.
Не стоит во время проверочной гибки использовать шпильки с накладками. Если будет видно, что угол изгиба получился ровным, то начинайте приваривать щечки намертво.
В противном случае вам следует подкорректировать их расположение, пока вас не устроит результат гибки.
Теперь, когда и с этой задачей вы справились, вам остается только затянуть прижим к основанию гайками. Выполняя эту операцию, не забывайте про шайбы, которые нужно подложить под головки гайки. Если их не окажется, вы можете также использовать резиновые амортизаторы.
Заключение
 Домашнему мастеру, которому приходится часто иметь дело с металлом, необходимо иметь в хозяйстве специальное оборудование для гибки заготовок. И если покупать фирменное изделие нет никакого желания, то можно изготовить его своими руками. Тем более что эта работа не такая сложная, если владелец имеет хотя бы небольшой опыт работы с инструментами.
Домашнему мастеру, которому приходится часто иметь дело с металлом, необходимо иметь в хозяйстве специальное оборудование для гибки заготовок. И если покупать фирменное изделие нет никакого желания, то можно изготовить его своими руками. Тем более что эта работа не такая сложная, если владелец имеет хотя бы небольшой опыт работы с инструментами.
В сети можно найти много чертежей простых самодельных трубогибов. Они идеально подойдут для того, чтобы по ним сделать станок для гибки металла, который легко справится с бытовыми задачами. Нужно лишь хорошенько изучить чертежи в точности соблюдать последовательность действий в процессе изготовления трубогиба.
Источник: https://itkintek.ru/remont/listogibochnyj-stanok-svoimi-rukami
Конструкция и принцип работы гибочных станков для листового металла
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.

Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
 Ручной листогибочный станок
Ручной листогибочный станок
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.

Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный Конструкция и принцип работы гибочных станков для листового металла Ссылка на основную публикацию 

Источник: https://metalloy.ru/stanki/dlya-gibki





