- Свойства и характеристики центровочных сверл
- Основные свойства и важные характеристики
- Какие требования предъявляются к инструментарию
- Контроль качества инструментария
- Почему центровые сверла делают более качественные отверстия
- Применение в бытовых условиях
- Зачем нужны центровочные сверла, область применения
- Как это сверло можно использовать при строительстве и ремонте
- Использование в домашних условиях
- Как правильно подобрать сверло
- Таблица размеров
- Принципы выбора
- Производители
- Основные требования
- Из какого материалы изготовлено, маркировка
- Технические характеристики по типу
- Параметры и производство
- Как заточить такое сверло
- Контроль качества
- Центрование отверстий — что такое центровочное сверло
- Центровочные сверла: что это такое, их характеристики
- Внешний вид центровочного сверла
- Предназначение центровочных сверл
- Основные параметры, технические характеристики по типу
- Тип центровочных сверл
- Технические параметры
- Выбор центровочного сверла
- Особенности конструкции
- Маркировка и металл, из которого изготовлено центровочное сверло
- Для примера рассмотрим сверло центровочное диаметром 1,0 мм
- Как выглядит и работает?
- Рекомендации по выбору центровочного сверла
- Параметры выбора сверла по ГОСТ
- Основные требования
- Применение в быту
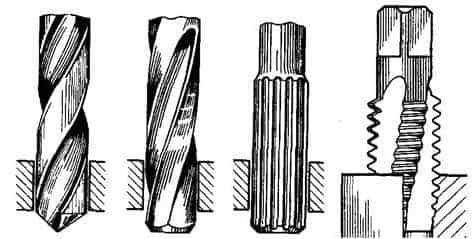
Помимо стандартных и всем известных сверл с цилиндрических и коническим хвостовиком бывают центровочные сверла. Они предназначены для сверления небольших отверстий для того, чтобы «наметить», дабы потом сверлить металл сверлом большего диаметра. Выглядят вот так:

Чаще всего ими намечают место будущего сверления большими, коническими сверлами по металлу.
Грубо говоря, если нет кернера, то для того, чтобы наметить центр — воспользуйтесь центровочным сверлом.
Внешний вид сверла необычен, оно имеет режущую часть с 2 сторон, то есть сверло двухстороннее.
Режущая часть более тонкая, чем центральный хвостовик, который непосредственно зажимается в патрон дрели или станка.
Помимо основной, тонкой режущей части далее по длине сверла идут режущие конусные кромки, благодаря которым и получается «рассверливать» отверстие до конусного. Типа как раззенковать.
Очень часто при покупке центровочного сверла люди ошибаются с размерами. Все дело в том, что диаметр центр тут считается по диаметру основной режущей части, но никак не по хвостовику. Итак, размеры и цена центровочных сверл таковы:
1 мм — 15 рублей
1.6 мм — 22 руб.
2 мм — 27 руб.
2.5 мм — 42 руб.
3.15 мм — 50 руб.
4 мм — 70 руб.
5 мм — 90 руб.
6.3 мм — 100 руб.
Сверло одного диаметра может быть разного исполнения, это значит, что например центровка на 4 мм может иметь «тело» сверла разного диаметра, большего и меньшего.
Как правило, популярностью пользуются центровочные сверла с меньшим диаметром хвостовика, поскольку такие сверла легче зажимаются в патроны дрелей. Например, на фото ниже 2 сверла 3.
15 и 5 мм, а «тело» сверла имеет практически одинаковый диаметр.


«Центровки» отлично сверлят металл, однако ими пользуются не только по назначению. Очень часто их используют в качестве зенковки по дереву, например, когда нужно сделать углубление в дереве под шляпку самореза.
Конструкция сверла позволяет без проблем зенковать дерево, более того, они чертовски удобно подходят на роль зенковок.
На фото ниже специально для вас я раззенковал отверстие под саморез по дереву, чтобы полностью утопить шляпку самореза в дереве(для придания эстетического вида).
Еще на заметку: Какие бывают ножи для электрорубанка и как их точить
- Конечно, специально для «утапливания» шляпок саморезов в дереве существуют зенковки по дереву, однако если вы не можете их найти в продаже, тогда центровка вам реально поможет.




- Этот металлорежущий инструмент изготавливается из инструментальной стали, чаще всего это Р6М5 или импортный аналог быстрорежущей стали HSS, также бывают из Р9 — более высокое содержание вольфрама, а значит, сверло крепче и надежнее.
Для того, чтобы вам сориентироваться — для утапливания шляпки стандартного черного самореза по дереву оптимально подходит центровочное сверло на 3.15. Исходя из этого смотрим, чем толще саморез — тем толще его шляпка, а значит центровку нужно брать больше.
Свойства и характеристики центровочных сверл
Это рабочий инструмент комбинированного типа. С ним работают над созданием отверстий в разных металлоизделиях. Подходят чугунные детали, железисто-бронзовые, из легированной и обычной стали. Сверла необходимы, чтобы сформировать отверстия и далее обрабатывать изделия, когда они закреплены в центральной части режущего металлы станочного агрегата.
Основные свойства и важные характеристики

В течение процесса обработки сверло исключает возможность накапливать допускаемые ошибки. Дело в том, что сверлильные изделия других модификаций часто не способны выполнить отверстия, точно соответствующие чертежу. Это касается таких параметров, как расположение и размеры. Центровочный инструментарий по ГОСТу выпускается в таком диапазоне диаметров — 0,5-10 мм. Стандарт определяет и четыре основные модификации изделий для сверления центровочных углублений:
- конусность сторон — 60 градусов. Режущая часть отсутствует. Поэтому нет возможности сформировать предохранительный конус — это тип А;
- рабочая поверхность с предохранительным конусом. Разворот сторон составляет 120 градусов — это тип В;
- предохранительного конуса нет, стороны развернуты под углом 75 градусов — это тип С;
- дугообразная модификация поверхностей — тип R.
Каждая модификация представлена в двух исполнениях в зависимости от диаметра главного режущего наконечника:
- Не достигает 0,8 мм.
- Превышает 0,8 мм.
Работая над углублением изделиями первой модификации, достигают того, что его стенки менее шероховатые. Следовательно, выбор типа сверлильной модели зависит от того, какой степени необходима шероховатость стенок отверстия. Все геометрические характеристики рабочих изделий для сверления различных модификаций определены установленным стандартом и для наглядности систематизированы в таблицах.
Какие требования предъявляются к инструментарию
Поверхность инструментария центровочного типа также должна находиться в определенном состоянии. Это прописано в нормативных документах. Никаких забоин и трещинок. Что же касается цветов побежалости, то их присутствие уместно только в зоне канавок. В этих местах выходит точильный круг. Не допускается присутствие черновин.
Контроль качества инструментария
Качество технических характеристик сверл контролируется с максимальной ответственностью. Центровочный инструментарий, самое главное, проверяется на дееспособность. Для этого выбирается образец.
По шкале НВ твердость стальной заготовки 45 составляет порядка 208 единиц.
Во время испытаний моделей сравнивается работоспособность испытуемого сверлильного инструмента с другим изделием для сверления, которое было проверено в точно таких же условиях, со строго заданной точностью и жесткостью.
Проверив изделие, обработав металл, также обращают внимание на его режущую часть. Здесь должны отсутствовать участки выкрашивания.
Средства для выполнения измерительных контролирующих мероприятий, используемые специалистами при проведении экспериментов, инструментарий и лупа.
Так они сравнивают между собой полученные параметры геометрического значения проверяемого сверлильного изделия и указанные в чертеже. При этом разрешены некоторые погрешности.
ГОСТом также определена и схема для проверки геометрических данных сверл. Испытания проводятся с применением смазочно-охлаждающей жидкости как в настоящем технологическом процессе обработки заготовок. Используют пятипроцентный раствор эмульсола на воде.
Перейти к списку статей >>
Почему центровые сверла делают более качественные отверстия
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Датчики измерения скорости, виды датчиков и их устройство
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой.
Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток.
Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.
Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.
Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.
Зачем нужны центровочные сверла, область применения
Данный инструмент применяется в металлообработке и предназначен для использования в сверлильных, токарных или фрезерных станках.
В мастерских с его помощью намечают центра заготовок перед закреплением их в токарном станке без предварительного накернения, что значительно ускоряет рабочий процесс при массовом производстве. Также этот инструмент используется во фрезерных станках с ЧПУ.
Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение.
Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах.
Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой.
При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа.
Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Как правильно подобрать сверло
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.
https://www.youtube.com/watch?v=SOgTYQ-GECAu0026t=203s
Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer.
Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт.
Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Из какого материалы изготовлено, маркировка
Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла.
Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу
Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю.
Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл.
Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол.
Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально.
По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки.
Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже.
При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
( 2 оценки, среднее 4 из 5 )
Центрование отверстий — что такое центровочное сверло
Поменял и забыл | 26.01.2017
В быту часто приходится сверлить отверстия в металлических изделиях. Операция простая: закрепил заготовку, разметил место под отверстие, накернил его, подготовил сверло требуемого диаметра, включил дрель или настольно-сверлильный станок.
Всё! Но такая последовательность действий хороша для сверления одного или двух отверстий. При массовой сверловке подобным способом потребуется много времени и усилий.
Именно с этой целью опытные домашние мастера имеют в своём инструментальном арсенале центровочное сверло.
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
11 лучших болгарок с регулировкой оборотов
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей.
Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке.
При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.
Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя.
Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав.
Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Особенности конструкции
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
Скачать ГОСТ 14952-75
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить.
Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений.
Полученное отверстие строго соответствует разработанному чертежу.
Все центровочные сверла имеет двухстороннюю конструкцию. Все рабочие области расположены на 1 уровне с 2 сторон инструмента.
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки.
Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали).
Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм.
Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов.
Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»).
Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла.
Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю.
Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки.
С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75.
Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.
Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Читать также: Авто лебедка 12 вольт
https://www.youtube.com/watch?v=DaeAGTNeSTou0026t=19s
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм.
Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления.
С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
Что такое линейка? Понятие, длина, пример измерения
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность.
Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость.
При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина.
Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Основные требования
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Применение в быту
Итак, мы уже разобрались, что центровое сверло — это вполне профессиональный инструмент. Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Кроме того, многие сталкиваются дома с винтами или шурупами, которые «утоплены» вглубь материала и сидят намертво. Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.





