- Выбор электрода для TIG варки
- Что важно знать о присадочном прудке – состав и диаметр
- Как выбрать подходящие электроды для сварочного инвертора?
- Существующие типы электродов для сварки инвертором
- Выбор подходящего диаметра электродов для сварки инвертором
- Особенности классификации сварочных электродов
- Выбор электрода с учетом особенностей заготовки и режима работы
- Как разобраться в маркировке импортных электродов?
- Как выбрать подходящие электроды?
- Электроды по нержавейке для сварки стали: маркировка, цл 11 характеристики, можно ли варить, какие лучше с черным металлом
- Коротко о технологии
- Марки и виды
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Маркировка
- Основные техники и разновидности
- Переменным или постоянным
- Для постоянного тока
- Для переменного тока
- Какими варить 1 мм?
- Можно ли варить сталь?
- Подготовка
- Этапы
- Предотвращение дефектов и дополнительная информация
- Заключение
- Маркировка сварочных электродов и их расшифровка
- Какие бывают электроды
- Из чего состоит плавящийся электрод
- Классификация покрытых электродов
- Производители сварочных электродов
- Типы и марки сварочных электродов
- Что требуется от электрода?
- Конструкция электродов
- Из чего состоит покрытие электрода?
- Маркировка покрытия сварочных электродов
- Типы и марки электродов — как в них разобраться?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.  Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью. Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе. Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью. Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе. Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
 Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
 Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов. Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала. Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов. Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала. Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.  Как и в случае с газом, выделим наиболее популярный вид электрода:
Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Таблица. Вольфрамовые электроды – состав и свойства
| Электрод | Цвет / Состав | Свойства |
| WP (зеленый) | Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси. | Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
| WL-20 (голубой) WL-15 (золотой) | Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 | Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
| WZ-8 (белый) | Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 | Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
| WC (серый) | Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 | Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
| WY-20* (темно-синий) | Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 | Используются для сварки особо ответственных соединений. |
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.  С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
| ВИД ТОКА | Толщина металла, мм | Диаметр электрода, мм |
| ПОСТОЯННЫЙ | 0,8 – 1,5 | 1 — 1,6 |
| 2 — 3 | 2 | |
| 4 — 6 | 3 – 3,2 | |
| 7 — 10 | 4 | |
| ПЕРЕМЕННЫЙ | 2 | 1,6 — 2,4 |
| 3 — 5 | 3 — 3,2 | |
| 6 — 10 | 4 |
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).  Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Что важно знать о присадочном прудке – состав и диаметр
 Последним, что мы рассмотрим, станет – присадочный пруток. Подбирать его стоит в зависимости от материала свариваемого металла и толщины. Материал укажет на необходимый состав прутка, а толщина – его диаметр, который может варьироваться от 1 до 4 мм. По химическому составу наиболее часто встречаются такие сочетания:
Последним, что мы рассмотрим, станет – присадочный пруток. Подбирать его стоит в зависимости от материала свариваемого металла и толщины. Материал укажет на необходимый состав прутка, а толщина – его диаметр, который может варьироваться от 1 до 4 мм. По химическому составу наиболее часто встречаются такие сочетания:
| Вид присадочного прутка | Химический состав свариваемых деталей |
| Углеродистые ER 70S-6 | Углеродистые и низколегированные стали |
| Алюминиевые ER 4043 | Алюминий-кремниевые сплавы |
| Алюминиевые ER 5356 | Алюминий-магниевые сплавы |
| Нержавеющие ER 308LSI | Нержавеющие стали |
| Нержавеющие ER 316LSI | Нержавеющие более легированные стали |
Диаметр стоит выбирать, пользуясь следующей таблицей:
| Диаметр присадочного прутка, мм | Толщина свариваемого металла, мм |
| 1 мм | 1 – 1,5 мм |
| 1,6 мм | 2-3 мм |
| 2 мм | 4-5 мм |
| 3 мм | 5 и более мм |
После того, как вы разобрались с расходными материалами, вы можете переходить к настройке аппарата и самой горелки, о чем мы обязательно расскажем в следующих материалах. А сейчас советуем ознакомиться с подробным видео по данной теме:
28 Октября 2019
Расскажите друзьям
Источник: https://fubag.ru/tips/uroki-svarki-kak-vybrat-gaz-elektrod-i-svarochnuyu-provoloku-dlya-tig-svarki/
Как выбрать подходящие электроды для сварочного инвертора?
Правильно выбранные электроды для инвертора являются одним из условий получения качественного и правильного во всех отношениях сварочного шва.
На современном рынке представлен большой выбор электродов для сварки аппаратом инвертором. Они различаются по типу, диаметру, материалу покрытия и прочим характеристикам.
Ознакомьтесь с особенностями доступных вариантов и выберите наиболее подходящий.

Схема сварочного инвертора.
Существующие типы электродов для сварки инвертором
Прежде всего необходимо сделать выбор подходящего типа изделий для сварки инвертором. Их принято делить на плавящиеся и неплавящиеся. Плавящийся тип изделия для сварки инвертором представляет собой проволочный стержень с наружной обмазкой.
Такое покрытие способствует более стабильному горению сварочной дуги и обеспечивает хорошую газошлаковую защиту обрабатываемого металла. Электроды, которые предназначены для работы со сталями неопределенного состава, медью, нержавейкой и прочими материалами, изготавливаются из специального сплава.
Неплавящиеся вариации используются преимущественно при аргоновой сварке.
Выбор подходящего диаметра электродов для сварки инвертором
Таблица разновидностей электродов.
Электроды имеют разный диаметр. Может различаться и их длина. В зависимости от особенностей легирования стального стержня изделия, использующиеся для сварки инвертором могут иметь длину 30-45 см.
Электроды практически каждого существующего диаметра нашли широкое применение. За исключением вариаций диаметром 1,6 мм. Они поставляются исключительно под заказ и практически не используются российскими мастерами.
Особенности классификации сварочных электродов
Наиболее часто применяется классификация изделий по их назначению. В соответствии с этим параметром изделия подразделяются на:
- Электроды для работы с низколегированными и углеродистыми сталями.
- Для работы с теплоустойчивыми сталями высокой прочности.
- Для работы с высоколегированными сталями, они же «электроды по нержавейке».
- Для работы с алюминием и различными сплавами на его основе.
- Для варки меди и различных сплавов на ее основе.
- Для работы с чугуном его сплавами.
- Для ремонтных работ и наплавки.
- Для работы с трудносвариваемыми и сталями неопределенного состава.
Помимо этого, данные приспособления классифицируются в соответствии с типом их покрытий. В общей сложности существует 4 типа покрытия, но наибольшую популярность получили 2 из них.
Основные электроды позволяют сваривать швы наилучшего качества.
1-ый тип – это основные электроды. Они получили такое название, т.к. имеют основное покрытие. Самым популярным среди таких изделий является модель УОНИ 13/55. Она позволяет получать швы отличного качества, с высокой ударной вязкостью, механической прочностью и пластичностью.
Получаемые швы устойчивы к появлению кристаллизационных трещин и не очень склонны к старению. Как правило, применяются при работе с различными ответственными конструкциями, для варки изделий, которые будут эксплуатироваться в суровых условиях.
Среди недостатков изделий данного типа можно выделить то, что увлажнение покрытия, удлинение дуги, появление ржавчины, масла либо окалины на краях свариваемых частей приводит к появлению пор. Помимо этого, с ними можно работать исключительно на постоянном обратном токе. Ко 2-му типу относятся изделия с рутиловым покрытием.
Они используются преимущественно для работы с изделиями из малоуглеродистой стали. Самым популярным представителем категории является МР-3. Подобные изделия характеризуются высокими технологическими параметрами, а именно:
- Горение дуги остается устойчивым на постоянном и переменном токе.
- Отмечается минимальное разбрызгивание материала.
- Они позволяют создавать качественные швы в любых пространственных положениях.
- Отмечается прекрасная отделяемость шлака.
- Можно использовать для сваривания ржавых и загрязненных поверхностей.
- Получаемые сварочные швы имеют хороший внешний вид.
Выбор электрода с учетом особенностей заготовки и режима работы
Рутиловые электроды подходят для сварки малоуглеродистой стали.
Нужно знать о том, с какой полярностью и родом тока необходимо работать. Большинство моделей инверторов образуют постоянный ток. При работе на постоянном токе обрабатываемую деталь и электроды можно подключать 2-мя способами, а именно:
- Если полярность прямая, то рабочий электрод следует подключать к «минусу», а обрабатываемую деталь к «плюсу».
- Если полярность прямая, то электрод подключается к «плюсу», а деталь – к «минусу».
При работе на положительном полюсе отмечается более высокая выработка тепла, если сравнивать с этим значением при работе на отрицательном полюсе. Поэтому применение обратной полярности будет оправдано в следующих ситуациях:
- При варке тонколистовых металлов. Меньшее количество тепла защитит заготовку от прожога.
- При варке высоколегированных сталей. Обратка снижает вероятность их перегрева.
Прямую полярность лучше всего использовать для варки массивных деталей. Существует 3 очень важные характеристики, связанные друг с другом, а именно:
- Сварочный ток.
- Диаметр изделия.
- Толщина рабочих материалов.
Сначала необходимо разобраться с взаимосвязью диаметра рабочих электродов и толщины обрабатываемых материалов. Так, сталь толщиной до 1,5 мм в большинстве случаев варится полуавтоматом или же используется аргоновая сварка. Дуговая же, как правило, не применяется. Ориентируйтесь на следующие значения:
Схема сварки электродами.
- Для стали толщиной 2 мм подходят изделия диаметром порядка 2,5 мм.
- Для работы со сталью толщиной 3 мм нужно использовать вариации на 2,5-3 мм.
- Сталь толщиной 4-5 мм потребует электродов диаметром 3,2-4 мм.
- При работе с материалом толщиной 6-12 мм нужно использовать изделия на 4-5 мм.
- Если же сталь будет толще 13 мм, нужно применить электроды толщиной в 5 мм.
Необходимо обязательно учитывать тот момент, что повышение диаметра электрода для сварки инвертором способствует снижению плотности рабочего тока. Из-за этого дуга начинает колебаться, блуждать и менять длину.
В результате глубина провара снижается, а ширина шва увеличивается. Как правило, изготовители таких приспособлений приводят информацию о необходимых размерах сварочного тока непосредственно на упаковках своих изделий.
Если производитель такую информацию не представил, ориентируйтесь на следующие значения:
- При использовании электрода диаметром 2 мм ток составит 55-65 А.
- Если изделие имеет диаметр равный 2,5 мм, то нужен ток сварки в 65-80 А.
- Электроды диаметром 3 мм работают на токе в 70-130 А.
- Изделие диаметром 4 мм потребует тока в 130-160 А.
- Если диаметр изделия составляет 5 мм, ток должен быть 180-210 А.
- Для изделия на 6 мм потребуется ток в 210-240 А.
Таким образом, при выборе диаметра электрода для сварки инвертором нужно обязательно обращать особое внимание на толщину обрабатываемого материала. Если вы будете варить тонкий металл слишком большими по диаметру электродами или превысите требуемый сварочный ток, то в металле шва может появиться пористость.
Как разобраться в маркировке импортных электродов?
Виды маркировок сварочных электродов.
Наиболее распространенными среди электродов зарубежного производства являются изделия марки ESAB. Название каждого из них начинается с буквенного сочетания ОК, за которым следует 4-циферное числовое обозначение. Существует довольно много вариаций, но наиболее качественными и широко использующимися являются следующие разновидности:
- ОК 46.00. Свойства этого изделия аналогичны вариации под маркой МР-3. Подходит для работы с низколегированными и углеродистыми сталями. Можно использовать на постоянном и переменном токе. Обеспечивает качественный сварочный шов.
- ОК 48.00. Предназначены для работы с особо ответственными конструкциями. Используются на постоянном токе.
- ОК 53.70. Применяются для сварки корневого прохода и стыков труб. Относятся к категории специализированных изделий.
- ОК 61.30 и ОК 63.20. Применяются для сварки нержавеющей стали разных марок. Перед покупкой обязательно уточните у продавца, подойдет ли этот тип для работы с конкретно вашей нержавейкой.
- ОК 68.81 – отличные модели. Подходят для работы с трудносвариваемыми материалами и сталями неизвестного состава.
- ОК 92.60. Разработаны специально для чугуна и его сварки со сталью.
- ОК 96.20. Пригодятся тем, кому приходится работать с алюминием.
Как выбрать подходящие электроды?
Таким образом, проанализировав приведенную выше информацию, можно выделить ряд основных критериев, на которые нужно обращать внимание при выборе электродов для сварки инвертором. Во-первых, необходимо решить, какие металлы будут обрабатываться. Выбирайте их по типу металла.
Если будет выполняться ответственная сварка, лучше купить качественные изделия от известного производителя. К примеру, упоминавшиеся выше шведские изделия прекрасно себя зарекомендовали. Во-вторых, если предстоит варить углеродистую сталь, нужно обратить внимание на чистоту поверхности обрабатываемого материала.
Если она влажная, покрыта ржавчиной, то для сварки нужно использовать изделия с рутиловым покрытием.
Для работы с ответственными конструкциями рекомендуется применять электроды с основным покрытием.
В таких ситуациях нужно обязательно помнить о том, что подобные изделия требуют обязательной подготовки обрабатываемой поверхности.
В-третьих, нужно определиться с толщиной рабочего материала, подобрать подходящий сварочный ток и диаметр изделия. Подойдите к процессу выбора максимально ответственно.
Если вы выберите оптимальные электроды, то даже при использовании недорогого инвертора сможете варить практически любые металлы на наивысшем уровне.
Источник: https://moyasvarka.ru/instrumenty/kak-vybrat-elektrody-dlya-invertora.html
Электроды по нержавейке для сварки стали: маркировка, цл 11 характеристики, можно ли варить, какие лучше с черным металлом

Нержавеющая сталь – это популярный материал, который применяют во многих отраслях промышленности.
Коротко о технологии
Технологический цикл соединения нержавеющих элементов имеет массу нюансов, которые обусловлены особыми параметрами металла.
- Тонкостенные детали соединяют с помощью аргонодуговой сварки, во избежание прогаров.
- Электродуговая сварка отличается длиной дуги – она должна быть максимально короткой. Колебания во время выполнения работ недопустимы.
- Если толщина заготовки превышает 5 мм, соединение выполняется в два прохода.
Теплопроводность нержавеющей стали ниже, чем у прочих металлов. Для получения качественного шва необходимо использовать ток с большими параметрами.
При работе аргонодуговой сваркой избегайте попадания вольфрама в зону расплава – это приведет к разрушению структуры соединения. Рекомендуется производить отдельный розжиг дуги с последовательным переносом в зону контакта.
Марки и виды
С момента изобретения данного металла было разработано множество видов электродов для сварки нержавеющей стали, однако наиболее востребованными считают рассмотренные ниже.
ЦЛ-11

Предназначены для соединения металлов, содержащих антикоррозийный добавки, такие как хром и никель. Это делает электроды ЦЛ-11 оптимальным выбором для работ, к которым предъявляются повышенные требования к качеству шва.
Согласно инструкции пользователя, необходимо выполнять сварку постоянным током обратной полярности. Длина стержня зависит от величины сечения, которая варьируется в диапазоне от 2 до 5мм.
ОЗЛ-6
Применяется для сварки литься и высоколегированных сталей, эксплуатирующихся в условиях высокой температуры. Требования к току – постоянный тип обратной полярности. Межкристаллическая решетка обладает повышенной устойчивостью к внутренней коррозии.
НЖ-13
Электроды для сварки нержавейки НЖ-13 предназначены для работы со сталями, обладающими стойкостью к коррозии, эксплуатирующиеся в умеренном температурном режиме до 450 Сº. Отлично зарекомендовали себя при сварочных работах в пищевой промышленности. Требования к току не отличаются от рассмотренных выше расходных материалов.
Маркировка
Согласно требованиям межгосударственных стандартов ГОСТ, все электроды по нержавейке должны иметь маркировку, содержащую следующую информацию:
- наименование марки и ее предназначение,
- вид флюсового покрытия,
- требования к сварочному току,
- рабочее напряжение.
Данная информация должна быть продублирована на заводской упаковке.
Основные техники и разновидности

Использование правильных нержавеющих электродов – основное, но не единственное требование к работе с данным типом стали. Не последнюю роль играют габаритные размеры и толщина заготовки, а также применяемое сварочное оборудование. Рассмотрим основные особенности.
Переменным или постоянным
В технической документации отсутствуют ограничения, связанные с полярностью, потому допустимо применению тока, удобного сварщику. Каждый тип имеет свои достоинства и недостатки.
При постоянном токе практически отсутствуют брызги расплава, что позволяет снизить расход стержней и повысить производительность и качество. Однако аппараты данного типа отличаются высокой стоимостью, что сужает круг их использования.
Агрегаты обратного вида гораздо дешевле, однако расход электродов, за счет сильного разбрызгивания, будет выше.
Для постоянного тока
Наиболее употребительными являются стержни, которые были рассмотрены выше:
Если есть возможность, лучше воспользоваться зарубежными электродами ОК по нержавейке, производства ESAB.
Для переменного тока
Инверторы относятся к бюджетному классу сварочного оборудования. Соответственно, расходные материалы обладают более низким качеством и доступной ценой. К ним относят:
- ЭА-400,
- ОЗЛ-14,
- ЛЭЗ-8,
- ЦТ-50,
- Н-48.
Соединение разнородных элементов выполняют специальными переходными электродами с нержавейки на черный металл. Разрешено использовать как стержни с флюсовым покрытием, так и аппараты, функционирующие в среде защитного газа. В качестве расходного материала применяют следующие виды:
- ОЗЛ-312. Универсальный состав позволяет выполнять работы с заготовками, изготовленными из материалов, не поддающихся идентификации.
- ЭА-395/9. Применяют для более ответственных узлов из нержавеющей стали.
Какими варить 1 мм?

- Интенсивное тепловое воздействие электрической дуги может разрезать поверхность или привести к нарушению целостности плоскости.
- Передвижение короткой дуги необходимо выполнять с особым вниманием – малейшее отклонение руки потушит ее.
Для облегчения процесса опытные специалисты рекомендуют использовать электроды ESAB. Их обозначают аббревиатурой ОК. Лучшим выбором будут ОК 63.34 – он отличается универсальностью работы.
Можно ли варить сталь?
Прямых запретов на подобную деятельность не существует, однако опытным путем было установлено, что при сварке стали нержавеющими стержнями в зоне вокруг шва начала активно развиваться коррозия. Примечательно, что сам шов абсолютно не страдает.
Подготовка
Неопытные сварщики часто пренебрегают качественной подготовкой поверхности, за что потом расплачиваются повторным проведением работ. Для нержавеющей стали она заключается в тщательном обезжиривании зоны контакта ацетоном или другим растворителем.
При выборе оборудования следует помнить, что электрической дугой разрешено варить при толщине до 3 мм, тогда как для полуавтоматической сварки в среде защитного газа подобные ограничения отсутствуют.
Избегайте резких движений при работе – это нарушает защитный слой, что приводит к проникновению кислорода вглубь сварочного шва, активизируя процессы коррозии.
Этапы

Не рекомендуем допускать к работе новичков. Нержавейка – это не тот материал, со сварки которого можно приступать к профессиональной деятельности. Для достижения максимального результата материал шва, по своим физическим характеристикам и химическому составу, не должен отличаться от базового металла.
При домашних работах, скорее всего, будет использоваться инвертор, ввиду его доступности. Кроме того, он обладает дополнительным неоспоримым преимуществом – малым весом и неприхотливостью к питающей сети.
В процессе выполнения работ тщательно регулируйте температуру – в противном случае стержень очень быстро прогорит или шов потеряет качественные параметры.
Электроды для нержавеющей стали склонны к залипанию. Чтобы избежать подобных дефектов следует аккуратно подносить конец стержня к поверхности, без лишних движений.
Финишная обработка поверхности выполняется с помощью подручных средств, любым удобным способом. По завершению первичной очистки готовое соединение помещают в раствор кислоты, с целью окончательной очистки от побочных продуктов сварки.
Предотвращение дефектов и дополнительная информация

Для предотвращения дефектов сварных соединений следует соблюдать все требования межгосударственных стандартов и прочих нормативных документов, которые содержат указания по специфике работы. Данное утверждение справедливо не только для нержавеющей стали, но и для прочих работ.
Нарушение технологического процесса могут привести не только к дефекту соединения, но и к производственному травматизму.
Основные требования таковы:
- Избегайте превышения температурного режима.
- Не допускайте изменения длины электрической дуги во время работы.
- Используйте приспособления для отвода излишков тепла.
- Все заготовки, толщиной до 5 мм, обрабатываются за один проход.
Помните, что оптимальной температурой считается + 500 Сº. Допустимая погрешность составляет 5 %.
Заключение
Грамотный подбор расходных материалов позволит выполнить работы с высоким качеством, не опасаясь нарушений целостности шва.
Загрузка…
Источник: https://greendom74.ru/svarka/kakie-elektrodyi-nuzhnyi-dlya-svarki-po-nerzhaveyke-vidyi-i-marki
Маркировка сварочных электродов и их расшифровка
При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию.
Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров.
Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.
Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.

Из чего состоит плавящийся электрод
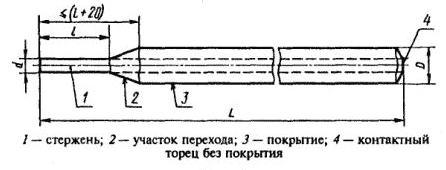
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя.
Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы.
Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Сколько штук электродов находится в пачке
Классификация покрытых электродов
Учитывая длинный список всевозможных вариаций из покрытия, сплава и других параметров покрытых электродов, для более удобного поиска нужного типа стержней они получили обширную классификацию. Виды сварочных электродов разделяют исходя из таких признаков:
По назначению:
- сплавы с малой долей примесей и углеродистые сплавы;
- материал с большим числом лигатур;
- сплавы усиленной прочности и с уникальными свойствами;
- наплавочные электроды с уникальными свойствами.
Тип – значение конечного шва, характеризующееся прочностью на разрыв, временное или точечное механическое воздействие.
Марки сварочных электродов – уникальное значение присваиваемое изготовителем для внутренней классификации изделий. Именно поэтому маркировка электродов для сварки одинаковых по параметрам, но от различных изготовителей может быть разной.
- Толщина внешнего слоя – исходя их соотношений толщины, к размеру центрального прутка классифицируют внешний слой на – тонкие, средней толщины, толстые и самые толстые.
- Род тока – электроды постоянного тока, переменного с прямым или обратным подключением.
- Состав покрытия – есть разделение на сварочный электрод с кислотным, основным, целлюлозным, рутиловым, слоем с увеличенной концентрацией железа, напыление состоящее из различных слоев.
- По допустимым положениям стержни разделяют на изделия допустимые к работе в:
· любых положениях;
· всех за исключением вертикального, направленного вниз;
· нижнее и вертикальное направленное кверху; - · нижнее.
По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три группы. Изделия лучшего качества относятся к первой группе.
Толщина – параметр указывающий на диаметр стальной основы, может быть в пределах от 1.6 до 12 мм.
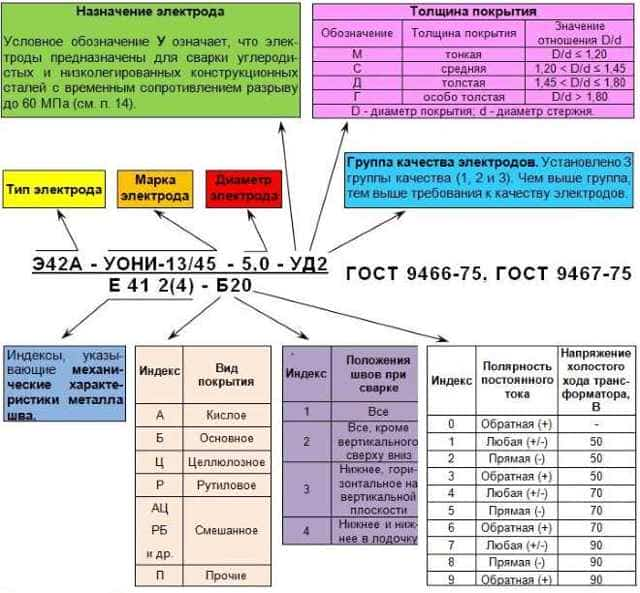
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
- Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд.
- Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. - Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. - Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н.
- Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. - Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. - Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава.
- Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);4 – исключительно нижнее.
- Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;– индексы – 3,6,9 для любых токов и обратного подключения.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Источник: https://svarkagid.ru/materialy/klassifikatsiya-elektrodov-dlya-svarki.html
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
- Сварочные работы делятся на несколько основных видов:
- — электроды для сварки конструкционных сталей;
- — электроды для сварки легированной стали;
- — электроды для сварки высоколегированных видов стали с особенными свойствами;
- — электроды для сварки чугуна;
- — электроды для наплавки металла;
- — электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак…
Что требуется от электрода?
- При сварке от всякого электрода прежде всего требуется:
- -устойчивое горение вольтовой дуги,
- -равномерное плавление металла и стабильный перенос его в сварочную ванну;
- -защита свариваемых металлов от воздействия воздуха;
- -получение прочного шва с нужным химическим составом и механическими свойствами;
- -минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
- -минимальную токсичность газов, выделяющихся при сварке.
- Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
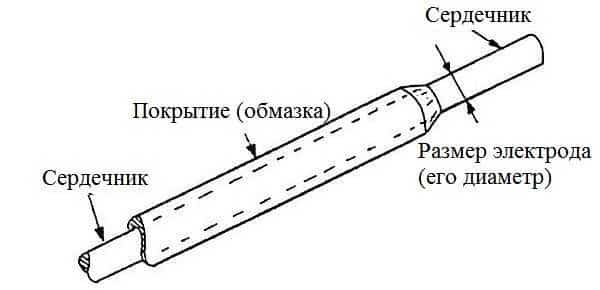
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва… а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
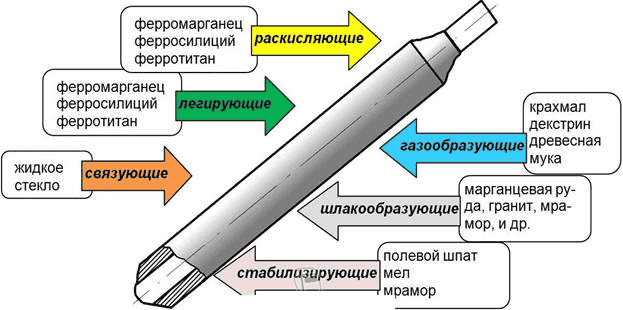
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
|
Буквенное обозначение по ГОСТ 9466-75 | Международное обозначение | |
| Тонкое покрытие | менее 1,2 | А | А |
| Среднее покрытие | от 1,2 до 1,45 | С | В |
| Толстое покрытие | от 1,45 до 1,8 | Д | R |
| Особо толстое покрытие | более 1,8 | Г | С |
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Основные
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Кислые
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
- Подобное покрытие обладает определенными токсичными характеристиками.
- Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
- Целлюлозные
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
- Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
- Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
- Рутиловые
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты.
В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»).
С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
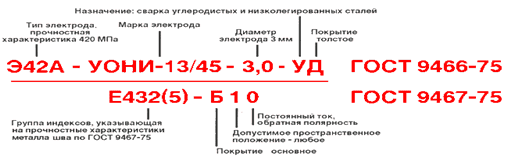
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв.мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
- В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
- «Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
- или
- «Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
- Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
- У — сварка углеродистой и низколегированной стали
- Т — сварка легированных теплоустойчивых сталей
- Л— сварка легированных конструкционных сталей
- В— сварка высоколегированной стали
- Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
- Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
- Последняя может определяться цифрами от 1 до 4, которые означают:
- 1– допустимы все возможные положения;
- 2– допустимы все положения, кроме вертикального сверху вниз;
- 3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
- 4– только нижнее положение;
- В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Источник: https://stvybor.ru/staty/184-tipy-i-marki-svarochnykh-elektrodov/





